动力电池PACK生产工艺流程图
pack电池生产线流程

pack电池生产线流程一、引言pack电池是一种广泛应用于电动汽车、储能系统等领域的重要组件,其生产线流程对于保证产品质量、提高生产效率具有重要意义。
本文将介绍pack电池生产线的整体流程,包括原材料准备、电池模组制造、电池模组测试、装配与封装等环节。
二、原材料准备1. 正极材料准备:包括正极片、集流体等材料的采购、入库,确保其质量符合要求。
2. 负极材料准备:包括负极片、集流体等材料的采购、入库,确保其质量符合要求。
3. 隔膜材料准备:包括隔膜片的采购、入库,确保其质量符合要求。
4. 电解液准备:包括正极材料、负极材料等的混合制备,确保电解液配比准确。
三、电池模组制造1. 正负极片涂布:将正极材料和负极材料分别涂布在集流体上,形成正负极片。
2. 隔膜贴合:将涂布好的正负极片与隔膜片按一定顺序叠压在一起,形成电池模组。
3. 压缩和固化:通过一定的压力和温度条件,使电池模组中的材料紧密结合,提高电池的稳定性和性能。
4. 切割和成品检验:将固化后的电池模组进行切割,形成标准尺寸的电池单体,并进行成品检验,确保电池单体质量合格。
四、电池模组测试1. 电性能测试:对电池模组进行放电和充电测试,检测其电压、电流、容量等参数,以验证其性能是否符合设计要求。
2. 循环寿命测试:对电池模组进行多次充放电循环,模拟实际使用情况,评估其循环寿命和容量衰减情况。
3. 安全性能测试:对电池模组进行过充、过放、短路等安全性能测试,确保其在异常情况下不会发生爆炸或火灾等安全问题。
五、装配与封装1. 电池模组装配:将通过测试的电池模组按照一定的数量和排列方式进行装配,形成pack电池组。
2. 电池组保护:对pack电池组进行保护措施,包括防尘、防水、防震等,确保其在使用过程中能够安全稳定运行。
3. 封装:将装配好的pack电池组进行封装,形成最终的pack电池产品。
4. 成品检验:对封装好的pack电池产品进行成品检验,确保其质量符合要求。
动力电池制造流程图简介
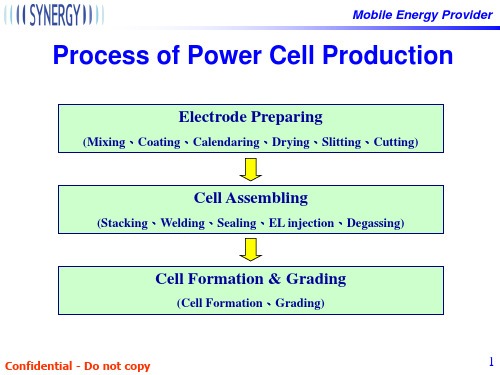
Process of Power Cell Production
Electrode Preparing
(Mixing、Coating、Calendaring、Drying、Slitting、Cutting)
Cell Assembling
(Stacking、Welding、Sealing、EL injection、Degassing)
Mixing Coating Pressing Cutting
injection
Sealing Stacking Drying
Formation
Formation Aging
Grading
Stock
Confidential - Do not copy
2
Mobile Energy Provider
Mixing(anode & cathode)
FQC
1.Appearance 2.Voltage 3.Resistance 4.Capacity 5.Sealing 6….
Forming Formation Welding
Stock
Auto-Winding & Manual-Winding
Sealing
injection
Aging
Confidential - Do not copy
Welding (Al
Ni)(KS PACK)
Ni
AL
Control point: Process: 1.Mold position 2.Welding parameters
Product: 1.Position of the tabs 2.Dimensions of the tabs 3.Peeling streng
电池PACK生产工艺流程

扫码
测试
测试结果
三、详细工艺
1.8 模组成型 工作内容:将模块、链接铜片、支撑板,利用螺丝组装成模组,并粘贴条码。 设备:无。 工装和工具:气动扳手及套筒 ;扭力扳手及套筒; 工艺要求:扭力符合标准、模块正负极摆放正确。
三、详细工艺
2.预加工段 进行动力电缆加工、螺杆加工、线束加工、铜排加工、BMS检测及组装、高压板
二、工艺流程
三、详细工艺
按照工艺流程图,对每个工段和每个工位的工作内容、设备、人员进行分 解。 1、点焊段
利用分选机对电芯进行分选,分选后的电芯组装成模块、张贴条码,焊接 正负极镀镍钢片,检查焊点,测试模块的电压内阻并扫码记录数据,合格的模 块组装成模组。
三、详细工艺
1.1 电芯分选和模块组装 工作内容:设置分选机的分选参数,对电芯进行扫码、测试内阻、测试电压, 从分选机良品通道里面取出电芯,对于分选机不良品通里面的不合格电芯进行 标识隔离。 设备:分选机。 工装和工具:模块组装工作台。 工艺要求:内阻≤20mΩ,压差≤5mV,需同体系同等级电芯,且电芯无凸起 、凹陷、变形。
2.3热缩管裁切 工作内容:裁切热缩管至要求长度; 设备:热缩管裁切机; 工装和工具:无。
裁切机
三、详细工艺
2.4波纹管裁切 工作内容:裁切波纹管至要求长度; 设备:波纹管裁切机; 工装和工具:无。
波纹管裁切机
三、详细工艺
2.5电缆套管及热缩 工作内容:将裁切好的波纹管和热缩管套到电缆上,并利用热风枪热缩热缩管; 设备:无; 工装和工具:热缩枪 。
三、详细工艺
1.4 等离子清洗
工作内容:等离子清洗是使用等离子设备对组装后模块所有正负极进行清洁, 保证焊接质量。 设备:等离子清洗机。 工装和工具:模块定位夹具。 工艺要求:管控清洗速度及清洗时间,无明显异物。
动力电池PACK生产工艺流程图
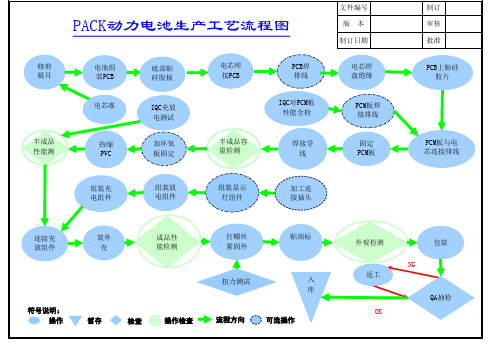
修剪 极耳
半成品 性能测
电池组 装PCB
电芯准
热缩 PVC
底部贴 硅胶板
IQC充放 电测试
加环氧 板固定
电芯焊 接PCB
半成品容 量检测
PCB焊 排线
IQC对PCM板 性能全检
焊接导 线
文件编号 版本 制订日期
电芯焊 盘绝缘
PCM板焊 接排线
固定 PCM板
组装充 电组件
组装放 电组件
组装显示 灯组件
加工连 接插头
制订 审核 批准 PCB上贴硅
胶片
PCM板与电 芯连接排线
连接充 放组件
装外 壳
成品性 能检测
打螺丝 紧固外
贴商标
符号说明: 操作
暂存
扭力测试
入
库
检查
操作检查
流程方向
可选操作
外观检测 返工 OK
包装 NG
QA抽检
电池PACK生产工艺流程
三、详细工艺
2.2端子压接 工作内容:扣压电缆线两端端子。 设备:端子压接机; 工装和工具: 压接机配套扣压模具。
三、详细工艺
2.3热缩管裁切 工作内容:裁切热缩管至要求长度; 设备:热缩管裁切机; 工装和工具:无。
裁切机
三、详细工艺
2.4波纹管裁切 工作内容:裁切波纹管至要求长度; 设备:波纹管裁切机; 工装和工具:无。
波纹管裁切机
三、详细工艺
2.5电缆套管及热缩 工作内容:将裁切好的波纹管和热缩管套到电缆上,并利用热风枪热缩热缩管; 设备:无; 工装和工具:热缩枪 。
三、详细工艺
6.1 出货检查
工作内容:检查插接件是否插紧,检查紧固件是否安装牢靠,安装防水垫圈,粘贴铭牌
和高压标识等,在高压连接器上粘贴高温胶带;
设备:铭牌打印机;
工装和工具: 无。
高压标识
高温胶带
防水垫
铭牌
电池包条码
三、详细工艺
6.2 安装箱盖 工作内容:将箱盖安装到箱体上,并用螺栓锁固,利用检漏仪测试箱体气密性; 设备:无; 工装和工具: 风批及批嘴。
三、详细工艺
1.6 焊点检查 工作内容:利用陶瓷起子翘焊点,检查是否有虚焊情况,虚焊的需要返修。 设备:无 工装和工具:陶瓷起子 。 工艺要求:焊接位置正确,无焊穿,炸火,虚焊不良,符合拉来标准≥10kg。
焊点检查
三、详细工艺
1.7 模块测试 工作内容:模块扫码,测试内阻和电压,自动储存到到电脑里面; 设备:无扫码枪,电脑,3562测试仪,测试笔; 工装和工具:无。 工艺要求:电压、内阻符合要求。
铁塔换电PACK工艺流程图

内部灌胶固定
电芯极耳整形 装采样线 N固定NTC
电池组激光焊接 焊点检查
电池组包环氧板
பைடு நூலகம்装密封胶圈 上下壳锁螺丝
贴SN-标签
电池包装壳
装BMS-理线
QC测试录入IP
性能测试
性能测试
入库
搁置
老化测试
通知销售出货
有不良品返回上一工位
备注﹕ 代表操作工位
代表测试工位
分发部门: □研发部: □工程部: □品质部: □生产部:
日期(Date) :
XXX新能源有限公司
铁塔换电电池组PACK工艺流程图
版本(Edition):1.00
页次(Pages): 1/1
NG 仓库-供应商退/
换货
上盖加工
物料
检验 OK
SN码-物联网卡号-
进入包装段
性能定位测试 (上位机)
进入组装段
配组(电压内阻)
整理线材
电将电芯装入PCB
电芯条码录入MIS
核准:(Approved)
审核:(Checked)
表单编号:XX-FR-010 1.00 制表:(Prepared)
锂电池各车间工艺路线图

开始 Starting
配料QC Raw materials weighting QC
筛料 Materiasl bolting
烘烤 Materials drying
冷却 Materials cooling
搅拌 Materials mixturing
车间面 积 开始 start 制片
Electrode made
310 m²
着装颜 色 灰 色
对应职位
组合 Assembly
注液
流 水 线 日 产 能
2
Lines
主管、工程师
100K per day
红 黄 绿
色 色 色
品管人员 拉长 一线员工 电工、机修工
包装出货 入库 The End 分容 Chg & Dischg 储存
拉浆QC Coating QC
整片 Electrode sorting
裁小片 Slitting
修边 Electrode Edge repairing
对辊QC Thickness QC
对辊 Electrode pressing
烘烤 刮粉 裁大片 Electrode Electrode Big pieces drying Edge scratching cutting
车间面积 制片
Electrode made
3000 m²
着装颜色
对应职位
开始 start 入库 The End
组合 Assembly
流 水 线
注液 分容日 产 能 入库日 产能
2
Lines
灰 红
色 色
电池PACK产品过程工艺流程图

批准:
12
固定单体电池模块、电池组总成转移
13
电池组进行封箱
14
电池包气密性检测
15
充电、成品入库出货
审核:
编写日期:2016.2.05
考核方式
标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件
过程符号
序号 制造 移动 储存 检测 关键过程 重要过程
◆●▲■ ★
☆
5◆
10 ◆
★
☆
15 ◆
20 ◆ 25 ◆
☆ ★
30 ◆ 35 ◆
★ ☆
40 ◆
45 ◆
50
■
☆
55
■★
60
●
65 ◆
☆
70 ◆
☆
75
▲
注:“★”表示关键过程,“☆”表示重要过程
制定:
产品过程流程图
编号:
过程流程
编号
流程描述
总成前加工 模块入箱 电气固定 模块串联 线束连接 接插件安装 通讯线测试 绝缘罩固定 压板固定 通讯测试 均衡测试 电池组转运 电池组封箱 电池包气密性检测 充电、入库
1
底部清理、粘贴加热膜
2
测量内阻、模块入箱
3
绝缘柱、继电器、分流器及防水通气阀固定
4
使用软连接进行串联
5
连接温度线束、电压采集线束,均衡线束
6