板坯连铸机扇形段辊子应用优化与研究
板坯连铸机扇形段辊系改造的研究与应用
Z HA NG J i n C U I Ho n g — ・ mi n g L I Xu e - - r o n g
( Q i n h u a n g d a o S h o u q i n Me t a l Ma t e r i a l s C o . , L t d . , Q i n h u a n g d a o 0 6 6 0 0 0 , H e b e i , C h i n a )
t e r — l e a ki n g i n wo r k i n g p r o c e d ur e o f t he No . 2 c a s t i n g ma c h i n e, t hi s a r t i c l e ma d e a s y s t e ma t i c s t u d y o n s e g me n t
首 秦公 司 2 连 铸 机 是 德 国 西 马 克 公 司 承 担设 计 的 国 内较 为先 进 的铸 机 设 备 , 担 负着 公 司 品种 钢
1 初 步 尝试
为 了解 决 扇 形段 漏 水 问题 , 对 漏 水情 况 进 行 跟
踪 观察 与分析 , 并 采取 了 以下 各项 措施 :
t h e s e g me n t r o l l s y s t e m.I t p r o v i d e s v a l ua b l e e x p e r i e n c e a n d r e f e r e n c e f o r r e s e a r c h a n d or f s o l v i n g s i mi l a r p r o b l e ms . K EY W o RD S: s e g me n t ; l e a k wa t e r ; r e n o v a t i o n
板坯连铸机扇形段驱动辊故障原因分析
辊子主要设计尺寸如表 3所示:
表 3 辊子主要尺寸
段型 辊径 /mm 轴颈 /mm 冷却水管直径 /mm
A段
220
120
45
B段
240
130
45
C段
260
140
55
D段
260工程师,邮箱:15832551342@163.com
— 97—
总第 286期 冶 金 设 备
2023年 10月第 5期
13段、15段、17段、19段为双驱动形式即活动侧、 固定 侧 都 有 驱 动 辊,7段、8段、12段、14段、16 段、18段 为 单 驱 动 即 只 有 活 动 侧 安 装 驱 动,活 动 侧驱动辊与驱动梁连接,靠两个油缸驱动上下运 动。浇钢过程中根据钢种、拉速、浇注断面等参数 自动设定驱动缸的压下力,以保证板坯能在驱动 辊的驱动力作用下在扇形段中前进,从而实现连 续浇注。
西门子奥钢联 VMC75飞剪是国内国际比较 先进设备,广泛应用于对剪切速度较高的冶金特 棒生产线,其核心技术在于飞剪的控制。通过对 剪刃的运动轨迹、剪切控制、出口翻板控制等过程
量,同时每台扇形段及辊子离线修复需要 100多 个人工时,增加了离线维修人工消耗。 2 辊列布置及辊结构
板坯连铸机设计为 1机两流,每流共有 19个 扇形段,分五种段型,1-3段为 A段、4-6段为 B 段、7段为 C段、8段为 D段、9-19为 E段,其中 1-6段为弧 形 段,7-8段 为 矫 直 段,9-19段 为 水平段。辊子采用小辊径、三分节结构,每个段有 7排辊子,包括 6排从动辊、1排驱动辊,连铸机驱 动辊布置图如图 1所示,其中 1-6段、9-11段、
连铸机扇形段远程自动调节辊缝的液压系统及其控制方案的分析_百(精)

・专题综述・收稿日期:2006-02-23; 修订日期:2006-04-11作者简介:谷振云(1940- , 男, 西安重型机械研究所研究员级高级工程师。
连铸机扇形段远程自动调节辊缝的液压系统及其控制方案的分析谷振云, 李生斌(西安重型机械研究所, 陕西西安710032摘要:分析了近年来从国外引进的板坯连铸机采用液压电气控制实现扇形段辊缝自动调节的基本工作要求, 液压控制原理及各控制方案的特点。
开关阀的控制方式已成功用于西安重型机械研究所设计制造的攀钢2#大方坯连铸机的轻压下系统。
关键词:辊缝; 自动调节; 轻压下; 液压控制中图分类号:TF77711文献标识码:A :1001- -05Analysis of the control of CCMroll gap adjustingGU Zhen 2yun , L I Sheng 2bin(Xi πan Heavy Machinery Research Institute , Xi πan 710032, ChinaAbstract :The basic requirement , hydraulic control mechanism and features of various solutions of CCM se g 2ment automatic roll gap adjusting hydraulic system introduced from abroad are discussed. The on 2off valve control has been successfullyapplied to the 2#bloom caster soft 2reduction system in PanSteel. K ey w ords :roll gap ; automatic adjusting ; soft 2reduction ; hydraulic control1概述上世纪90年代中末期, 欧洲的德马克、奥钢联以及意大利的达涅利等公司先后开发和研制成功了采用液压电气控制实现板坯连铸机扇形段远程自动调节辊缝的新技术, 这一技术的成功应用也使扇形段对铸坯的动态轻压下成为可能, 目前它已作为一项成熟技术广泛应用于世界各地许多冶金厂的连铸机设备中。
板坯连铸机足辊结构优化设计与改进

L i m i t e d ( T  ̄ S C O ) , a n d t h e l e a k a g e a t i n t e r m e d i a t e h o l d e r f o r f o o t r o l l w a s o n e o f t h e m . T h e p a p e r s t u d i e s t h e
【 关键词】 足辊 ; 漏水 ; 密封 ; 优化
De s i g n Op t i mi z a t i o n a n d I mp r o v e me n t O i l t h e Fo o t Ro l l S t r u c t u r e o f S l a b Ca s t e r
L I U Bo — — c h u a n a n d J I ANG O u
( S t e e l - ma k i n g a n d R o l l i n g P l a n t , T i a n j i n I r o n a n d S t e e l G r o u p C o m p a n y L i m i t e d , T i a n j i n 3 0 0 3 0 1 , C h i n a )
1 引 言
2 . 1 设 备 概 述
在钢 铁生 产 工业 中 , 板坯 连铸 是 制成 钢 材 的主 要生 产环 节 , 也是 体 现钢 铁生 产全 部 工艺 过程 的质 量水 平 的重要 标 志 。因此 , 提 高板 坯 连铸 生产 技 术
p r o bl e m,p r o l o n g e d t h e s e r v i c e l i f e o f f o o t r o l l ,i mp r o v e d s e g me n t p e r f o r ma n c e ,i n c r e a s e d t he p r o d u c t i o n
板坯连铸机高精度扇形段的应用与发展

2010年第5期梅山科技·53·檭檭檭檭檭檭檭檭檭檭殐殐殐殐综述板坯连铸机高精度扇形段的应用与发展宣守蓉1汪洪峰2(1.梅山钢铁公司技术中心2.梅山钢铁公司炼钢厂南京210039)摘要:依赖于可以远程控制的高精度扇形段的动态轻压下技术可使连铸坯内部质量特别是中心偏析得到较大改善,大大提高产品质量及经济效益。
着重对不同结构形式和控制方式的高精度扇形段进行了分析和比较,指出SMART 扇形段和CyberLink 扇形段将成为板坯连铸机高精度扇形段发展的趋势。
关键词:板坯连铸机;扇形段;动态轻压下Application and Development of High Accuracy Segment for Slab Continuous CasterXuan Shourong 1Wang Hongfeng 2(1.Technology Center of Meishan Iron &Steel Co.,2.Steelmaking Plant of Meishan Iron &Steel Co.,Nanjing 210039)Key words :slab continuous caster ;segment ;dynamic soft reduction 连铸动态轻压下技术是20世纪90年代中后期,随着高精度液压扇形段制造和远程控制技术的进步而产生的提高连铸坯质量的一种经济高效的新技术,它通过在连铸坯凝固区域末端施加压力产生一定的压下量来补偿铸坯的凝固收缩量,防止晶间富集溶质元素的钢液向铸坯中心横向流动,促进钢液中的溶质元素进行重新分配,从而使铸坯的凝固组织更加均匀致密,以减少铸坯中心偏析和中心疏松。
动态轻压下技术主要由热跟踪模型、自动调节系统和能够实现远程控制的高精度扇形段3个部分组成。
高精度扇形段根据指令动态调整液压缸压力设置,从而改变辊缝和压下量,保证非稳态浇铸的轻压下效果。
板坯铸机扇形段辊子CARB轴承失效分析
中间通 轴 贯 穿 , 端 采 用 调 心 辊 子 轴 承 , 间 采 用 两 中
子
因
位
S F公 司的 C R K A B轴承 , 端部 的调心辊子轴承虽然被
锁 紧 , # I N N 端 部 均设 计 有 I , 但 b - N  ̄N 司隙 而中部 的
轴 向位移 量/ m
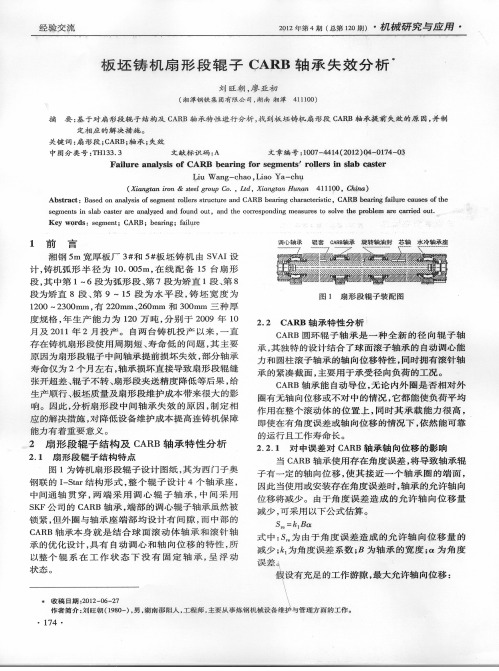
“ 径向游隙 ( : 最小情况); 径向游隙 ( b: 最大情况); : C 角度误差
导
图 2 轴 向位移与径 向游 隙的关系
3
( )假设 轴承 内外 圈不存 在角度误 差 时 , 1 扣环侧
轴 向位移超过 52 m或非扣环侧轴 向位移达 1m .m m 2
时, 就会 出现 滚动体滑 出滑到 , 成轴 承损坏 。 造
响 。因此 , 分析扇形 段 中 间轴承 失 效 的原 因 , 制定 相
承
力
承
圈
应 的解决措施 , 对降低设备维护成本提高连铸机保障
能力 有着重要 意义 。
作
即
2 扇 形段辊 子结构及 C R A B轴承特 性分析
2 1 扇 形段 辊子结构特 点 .
的
2
图1 为铸机扇形段辊子设计 图纸 , 其为西 门子奥
出
严
经
配
因此 , 当存在角度误差 0 3 的情况下 , 于扣环 .。 对
侧, 为保证 滚动体不移 出滑道 , 向位 移 量应 小 于 5 轴 .
承
碳
2 19 = .4 m, — .6 3 2 m 对于非扣环侧 , 为保证有足够的工
3
作游隙 , 向位移量应小于 1— .6 1.4 m。 轴 19 = 0 m 2 0 当存在角度误差 O5 的情况下 , . o 对于扣环侧 , 为
板坯连铸机扇形段制造质量控制分析

板坯连铸机扇形段制造质量控制分析摘要:钢铁制造是重工业发展的重要组成,板坯连铸机作为钢铁生产中最为重要的机械设备之一,其性能的优越性和质量的优劣影响着钢铁板坯的生产质量。
扇形段是板坯连铸机中比较重要的结构,在实际生产中,扇形结构的质量好坏会对板坯连铸机造成一定影响。
板坯连铸机扇形段制造具有复杂性强、精度高、难度大等特点,在构造板坯连铸机时,为了保证其扇形段制造质量的优越性,需要对扇形段的结构特点以及各结构制造中的质量控制要点进行综合分析。
关键词:板坯连铸机;扇形段;制造质量;控制措施前言:板坯连铸机是当前钢铁生产中极为重要的设备,构成板坯连铸机的各项结构中,扇形段结构的复杂度和制造难度比较高,在实际制造中需要做好质量控制工作,否则容易影响到连铸机的后续运行和板坯生产质量。
本文介绍扇形段结构制造质量控制技术,只有对上述结构制造中的具体细节进行把握,对制造要点进行质量控制,才能制造更加优质的扇形段结构,从而为提升板坯连铸机的质量与性能创造更好的条件,促进钢铁行业的发展。
1扇形段框架质量控制板坯连铸机扇形段结构中扇形段框架是比较重要的核心部件,在制造中应该进行有效的质量控制。
板坯连铸机扇形段的上下框架是焊接式扁体结构,属于连铸机核心部件,结构比较复杂并且在制造时精密度要求比较高,制造难度较大。
在实际进行制造时,需要尽可能有效地控制其精度与强度,保证加工质量的可靠性。
扇形段上下框架在加工时,需要注意原材料的选择,上下框架需要具有良好的强度以及耐用性,在选择原材料时需要认真检查原材料的质量情况,观察加工的原材料是否存在分层、裂缝等缺陷问题,一旦发现异常需要及时更换原材料,而后开始进行焊接制作,焊接前还需要对落料质量进行分析,根据图纸要求开坡口,去除原材料上的油污、铁锈等,根据焊接工艺的要求进行焊接。
上下框架是焊接式扁体结构,在焊接时为了保证焊接精准度以及焊接有效性,需要提前为焊接基准画线。
画全线时要兼顾框架的结构尺寸,并且为加工孔等预留相应的位置,保证后续焊接的科学与合理性。
323板坯连铸机辊子结构设计的分析研究及实践
东北大学硕士学位论文摘要3捍板坯连铸机辊子结构设计研究与实践
摘要
连铸机扇形段是连铸机的重要组成部分,其包括弧形段、矫直段、水平段以及基础框架支承结构等。
扇形段中的弧形段、矫直段、水平段均采用整体、密排的辊列,辊子通过内部冷却水进行冷却。
天钢3#板坯扇形段在使用中出现严重的漏水现象。
经现场核实及分析,是由于在拉钢过程中,设计缺陷使分节辊子之间产生相对运动和横纵向偏角,使得起密封作用的胶圈经常损坏。
为了满足快速的生产节奏及降低成本的要求,避免经常更换、维修扇形段,既能保证生产产量和产品质量,又能节约成本,需要将连铸机扇形段辊子连接形式上进行合理的设计改造。
本文首先概述了天钢3撑板坯连铸机扇形段使用的现状,天钢3#板坯连铸机是由中冶京诚工程技术有限公司设计制造的直结晶器连续弯曲连续矫直弧形板坯连铸机,为一机一流,其主要产品是为老厂中板厂提供轧钢铸坯原材料的,其断面180x1050~'1600m,200、250×1050"-'1600m,其实际年产量约为:100万吨/年。
3撑板坯连铸机经过几年的使用表现出较高的生产效率,但是一些设计缺陷也慢慢的表现出来,扇形段中间瓦座存在的漏水问题就是其中之一。
3jfi}板坯连铸机软水补给量平均2000吨/天,每年因漏水原因更换的扇形段约为10台。
根据理论并结合生产实际,详细分析了产生漏水现象的根本原因,仔细分析了现有足辊的结构设计,并与图纸详细核对,确定了扇形段的辊子存在严重的设计缺陷,3#板坯扇形段的分节辊,长辊和短辊通过一个芯套连接在一起,芯套两端靠两个“O”型密封圈密封,两颗独立的分节辊靠瓦座连接支撑。
因为分节辊中间连接不
进行各个方面的综合分析并提出不足和展望。
.13.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
・
宽厚板
W1 DE AND HE AVY P T I E A来自Vo 8。 . 1 1 No 4
Au ut 2 2 g s 01
‘1 ・ 5
生产 实践 ・
板 坯 连铸 机扇 形段 辊 子应 用优 化 与研 究
李成伟 宁丁丁
钢, 自由辊 采 用 分段 辊 结 构 。轴 承 座 采用 通 水 冷 却 的方式保 证轴 承 的使用 。成 品辊 从新 旧程度 上 分 为 3类 , 即新 加 工 辊 、 焊 修 旧辊 和 扒 皮修 旧 堆
辊。
提高 扇形段 4个液 压缸 位置 传感器 的标定 精度 来 提 高辊缝值 精度 。标定 主要 分 为离线标 定和在 线
一 … 一 一… 、 … …
国 —
塞尺测 量 , 过调 整 各 轴 承座 下 的 垫 片来 保 证 测 通 量 间隙在 ( ± . m 范围 内。 1 0 1) m
对 中 台和对弧 样 板 是 扇形 段 对 弧 的基 准 , 其
图 1 1# 3 扇形段 辊子使用轻压下时受力情况
准确程 度直 接影 响对 弧精 度 , 以专业 人 员 每半 所
年对 扇形段对 中台进 行 一 次 校验 , 把基 础 板 与导 轨之 间的综合 偏差 控制 在 0 1m 以 内。 同时定 . m
2 解决方 案
通 过 以上 分 析 得 出减 少 辊 子 异 常 的 几种 措 施, 即提高辊子装配质量、 对弧精度和辊缝精度。 2 1 提高辊 子装 配质 量 . 所有 导 辊 材质 均 为 R 3 辊 子表 面堆 焊 不 锈 7,
图 2 辊 子修 理 流 程 图
2 2 提 高对 弧精度 . 提 高对 弧精度 包 括 两个 方 面 , 是提 高 在 线 一
受力 , 这是造成 3连铸机辊子损坏率高于 2 连铸 # #
机 的主要原 因 ; 后 ,#~1# 最 4 6 扇形 段辊 子 均具 备 凝 固末端轻 压 下功 能 , 用轻 压 下 时会 使 整 个 扇 使
20 07年 3月 和 20 0 8年 1 投 入使 用 , 连 铸 0月 2台 设备 均为单 流直弧 型宽厚 板坯 连铸机 。弧 形半 径 为 l. 铸坯 断面尺 寸为 2020 30 30mm 0 5m, 0/5 /0/ 3 ×( 0 250 ml 3 连 铸 机 断 面 上 限 30 130~ 0 ) i( # l 3 m , m) 连铸机 冶金长 度 3 7 .0m 599 8 m。每 台连 铸 机 二冷 区扇形段 共 1 ,#~ # 6段 1 3 扇形 段 每 段有 8
扇形段 的外 弧框架 或 内弧框架 放在对 中台的基础 板上 。将 测 量 样 板 放 在 另 外 两 个 支 点 ( 平 导 水 轨) , 上 使样板 和各 导 辊 面相 距 1 0m , 后用 . m 然
l 线
睫 力 l
lI I 灶
线
— —
f , 拇
。
… 一… 一。
常, 而在投 用末 端轻 压 下 的功 能 时 造成 的影 响更
加 明显 ; 次 , 坯厚 度越大 , 再 铸 辊子受力 就越 大 , 特 别是 在 使 用 轻 压 下 功 能 时 尤 为 如 此 。生 产 30 3 m m铸 坯 时扇形 段 的 受力 大 于 生 产 30ml时 的 0 i l
能。
随着铸 坯 断面 的增 大 , 工艺要 求 的提高 , 形 扇 段 暴露 出一些设 计 上 的缺 陷 , 中辊 子 损坏 问题 其 最 为突 出 , 具体 情况 见表 1 。 辊 子损 坏 的主要 表 现形 式 为辊 子 断 裂 、 动 转
表 1 2 1 2 1 年扇形段故 障统计 0 0— 0 1
l 6一
宽薄板
第l 8卷
不 良、 对弧 数据 偏差较 大 、 值异 常和铸 坯表 面 辊缝
划痕 等 。
以此来提高 辊子 装 配 质量 , 减少 因辊 子本 身 原 因 造成 的辊子 异常 数 量 , 同时 也为 扇 形 段对 弧 打好
基础 。
除了轴承质量问题外 , 造成辊子和轴承损坏 的一个 主要原 因是 辊子 受 力 较大 。 首先 , 形 段 扇 内辊子由于对弧误差 、 辊子本身精度等原 因造成
( 舞阳钢铁有 限责任公 司) 摘 要 板坯 连铸机扇形段辊子损坏主要有 : 辊子断 裂、 转动不 良、 对弧数据偏 差较大和铸坯表面划痕等。
连铸 扇形段 对弧 辊缝
通过加强辊子装配质量、 提高对弧精 度和辊缝精 度 , 对扇形段辊子的使 用进行优化 , 取得了 良好的效果。
关键词
Ap l a in Op i ia i n a s a c fS g e tRo lr p i to tm z to nd Re e r h o e m n l s c e o l b Co tn o s Ca tr n S a n i u u se
期将 在线 和离线 使 用 的样 板 与母 样板 进行 对 比 , 从 而确定样 板 的准 确度 。
2 3 提高辊缝 值精 度 . 辊缝值 的定 义 为 内外 弧 对 应 辊 间 的最 小 距 离, 由于 1 ~1 # 形 段辊 子 均 具 备远 程 辊 缝 调 ≠ 6扇 } 节 功能 , 以在保 证对 弧精度 的前 提下 , 所 主要是 以
Ke wo d C n iu u a t g S g e t Ar l n n Ro e a y rs o t o sc i , e n s n m n , e ai me t, U rg p g
0 前 言
1 存在 的 问题
舞钢公司第二炼钢厂 2 和 3 连铸机分别于 # #
大样板 , 以辊缝仪 定期检 查 , 辅 对弧精 度 的提 高较 为 明显 ; 二是 提高离 线对 弧质量 , 从而 提高扇 形段 内部辊 子对 弧精度 。舞钢 第二 炼钢厂 扇形段 维修
壤
椭 j j 王
.
/
一开始 一 轻压1嚣 秉
区设 置 了各 扇形 段 的对 中调整 设 备 。测量 时 , 将
框架中, 由2个压下油缸带动 , 连同上传动辊一起 作上 下运动 , 上下 框 架 通 过 4个 夹 紧 油缸 和调 整
装 置夹 紧。
换 时二 冷水 配 管 要作 局部 调 整 ) 各 扇 形 段 结 构 , 大体相 同。1 #~1# 形段 均 具 备 远 程辊 缝 调 节 6扇 功能 ,#~1# 形 段 均 具 备 凝 固末 端 轻 压 下 功 4 6扇
需 要框架有 受力 并 确 定 此 时 的辊 缝 值 , 完成 后 电
脑 程序 会 自动 记 录一 个 位 置传 感 器 的标 定数 值 , 即偏移量 。在线 标定 是通过 修 改离线 记 录的偏移
第 4期
李成伟等: 板坯连铸机扇形段辊子 应用 优化与研究
・ 7・ 1
量使 实 际辊缝 与设定 辊缝逐 步接 近实现 的 。 扇 形段 位置 传 感 器 的标 定方 法 主 要 有 4种 : 辊缝调 整 装 置 ( 有 可 调 整 块 组 ) 标 定 块 、 工 设 、 手 测量 和辊缝 仪 。 辊 缝调 整装 置设在 侧框架 上表 面和上 框架 液 压缸 的下 方 , 定 时 , 调 整块 组 , 手 动测 量 扇 标 需 再 形 段在 压住辊 缝 调 整装 置 时 的辊 缝 值 , 后 再 调 然 整 垫片 达到 需 要 的数 值 。完 成调 整 后 进 行标 定 , 此 方法 在离线 标 定 时才 使 用 , 由于 步 骤 较 多且 但 精 度低 , 目前 已经 不再使用 。 标 定块两 个测量 面 为弧面且 两弧 面接 近点 的 距 离为 特定 值 。标定 时 需 同 时使 用 4个 标 定 块 , 分别 放 在液压 缸下 方 的辊 子上 ( 一般 为 人 口和 出 1第 2根 )弧 面与 上下 框 架 的这 两 根辊 子 对 应 , 5 1 ,
对 辊子 ,#~1# 4 6 每段 有 7对辊 子 。扇 形 段 共有 8 种 规格 , 同 规 格 的 扇形 段 可 以互 换 ( 些 段 互 相 有
扇形 段 由上 下框 架 、 框架 、 侧 活动 梁 、 辊子 、 辊 缝 调整装 置 ( 有 可 调 整 块组 )2个 驱 动辊 压 下 设 、 油 缸和 4个配有 位 置 传 感 器 的夹 紧油缸 、 内冷 机 却 水配管 、 液压 润滑 配管 、 喷淋 配管等 组成 。外弧 辊 固定在 下框 架 上 , 内弧辊 除驱 动 辊 固定 在 活动 梁上外 , 其余 均 固定 在上 框架 上 , 动梁安装 在上 活
形段 的所 有辊 子受力 总和 增加 。 图 1为 1 # 3 扇形
对弧质量, 从而提高扇形段之间的对弧精度 , 而在
线 对 弧质量 的控 制 主要 通 过样 板 实 现 , 因此 采 用 了最 多可 同时搭 接 l 2根辊 ( 3台扇形 段 设 备 ) 的
段在 生产过 程 中的受 力情况 。
me t a ad va o d s b s ra e s r th s h n t e it n a l u fc c ac e .T e印 p c f n o e me t o e a e n o t s d b rv n l d i n a h a o f g n l m h s b e p i e y i o i gr l i s r mi mp o- e s e l u i ,r l n n c u a y a d rl rg p a c r c , i h s o o d rs l ra s mb y q a  ̄ ac ai me t c r c ol a c u a y whc h wsa g o e ut. l g a n e
L e g ia n n dig iCh n we nd Ni g Di g n
( yn o n t l o Ld Wu agI nadSe .t) r eC