连铸机扇形段自由辊结构改造
板坯连铸机扇形段辊系改造的研究与应用
Z HA NG J i n C U I Ho n g — ・ mi n g L I Xu e - - r o n g
( Q i n h u a n g d a o S h o u q i n Me t a l Ma t e r i a l s C o . , L t d . , Q i n h u a n g d a o 0 6 6 0 0 0 , H e b e i , C h i n a )
t e r — l e a ki n g i n wo r k i n g p r o c e d ur e o f t he No . 2 c a s t i n g ma c h i n e, t hi s a r t i c l e ma d e a s y s t e ma t i c s t u d y o n s e g me n t
首 秦公 司 2 连 铸 机 是 德 国 西 马 克 公 司 承 担设 计 的 国 内较 为先 进 的铸 机 设 备 , 担 负着 公 司 品种 钢
1 初 步 尝试
为 了解 决 扇 形段 漏 水 问题 , 对 漏 水情 况 进 行 跟
踪 观察 与分析 , 并 采取 了 以下 各项 措施 :
t h e s e g me n t r o l l s y s t e m.I t p r o v i d e s v a l ua b l e e x p e r i e n c e a n d r e f e r e n c e f o r r e s e a r c h a n d or f s o l v i n g s i mi l a r p r o b l e ms . K EY W o RD S: s e g me n t ; l e a k wa t e r ; r e n o v a t i o n
二号连铸机扇形段旋转座固定装置结构设计改造论文
二号连铸机扇形段旋转座固定装置结构设计改造【摘要】本文针对莱钢型钢炼钢厂2#连铸机扇形段设备旋转座固定装置结构设计改造,针对当前存在问题分析,提出和实施了项目改造,改造后的效果显著,取得了良好的经济效益。
【关键词】连铸机;旋转座;固定装置1.扇形段旋转座固定装置结构现状分析型钢炼钢厂2#连铸机扇形段设备在线使用已经5年多了,设备在线受高温、粉尘、潮湿等因素的影响,扇形段框架锈蚀严重。
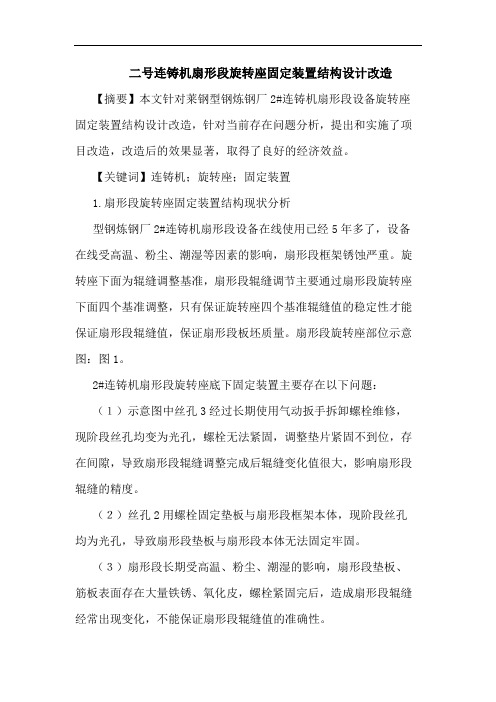
旋转座下面为辊缝调整基准,扇形段辊缝调节主要通过扇形段旋转座下面四个基准调整,只有保证旋转座四个基准辊缝值的稳定性才能保证扇形段辊缝值,保证扇形段板坯质量。
扇形段旋转座部位示意图:图1。
2#连铸机扇形段旋转座底下固定装置主要存在以下问题:(1)示意图中丝孔3经过长期使用气动扳手拆卸螺栓维修,现阶段丝孔均变为光孔,螺栓无法紧固,调整垫片紧固不到位,存在间隙,导致扇形段辊缝调整完成后辊缝变化值很大,影响扇形段辊缝的精度。
(2)丝孔2用螺栓固定垫板与扇形段框架本体,现阶段丝孔均为光孔,导致扇形段垫板与扇形段本体无法固定牢固。
(3)扇形段长期受高温、粉尘、潮湿的影响,扇形段垫板、筋板表面存在大量铁锈、氧化皮,螺栓紧固完后,造成扇形段辊缝经常出现变化,不能保证扇形段辊缝值的准确性。
(4)旋转座固定装置示意图可以看出:旋转座是坐落在扇形段筋板上面的,光靠筋板内侧边缘凸起10mm台阶将旋转座夹住,现阶段扇形段筋板与框架固定本体固定不牢固,导致扇形段旋转座固定不是很牢固,扇形段筋板产生偏移将导致旋转座偏移。
扇形段旋转座内外弧各一半,在扇形段液压缸升降过程中起到支撑作用,旋转座偏移或是掉落将直接导致液压缸升降同步性,导致连铸机板坯质量。
所以通过对旋转座固定装置改造,一方面保证扇形段辊缝调整的稳定性。
另一方面保证扇形段液压缸升降高度。
最终保证扇形段钢坯质量。
2.项目实施措施经过对上述问题的分析,扇形段四个基准是调整扇形段辊缝值的关键,只有保证了扇形段四基准的精确性,不变性,才能保证扇形段辊缝值的准确性,从而保证2#连铸机板坯质量。
《首秦2#连铸机动态软压下扇形段标定系统的研究与改造》范文
《首秦2#连铸机动态软压下扇形段标定系统的研究与改造》篇一一、引言随着现代工业技术的不断发展,连铸机作为钢铁生产中的重要设备,其性能的稳定性和效率直接影响到钢铁企业的生产效益。
首秦2连铸机作为企业重要的生产设备之一,其动态软压下扇形段标定系统的性能优化与改造显得尤为重要。
本文将针对首秦2连铸机动态软压下扇形段标定系统进行研究与改造,以提高其工作效率和稳定性。
二、首秦2连铸机现状分析首秦2连铸机目前使用的动态软压下扇形段标定系统,在一定程度上满足了生产需求,但在实际运行过程中仍存在一些问题。
首先,系统的标定精度有待提高,以适应不同钢种和工艺要求。
其次,系统的稳定性有待加强,以减少故障率和维护成本。
此外,随着生产规模的扩大和工艺要求的提高,原有系统的性能已无法满足现代生产需求。
三、动态软压下扇形段标定系统原理及问题分析动态软压下扇形段标定系统是连铸机的重要组成部分,其主要功能是对铸坯进行动态软压下,以改善铸坯的内部组织和表面质量。
然而,在实际运行过程中,该系统存在以下问题:1. 标定精度不高:由于系统对铸坯的压下量控制不够精确,导致铸坯的尺寸和形状难以满足工艺要求。
2. 稳定性差:系统在运行过程中易受外界干扰,导致压下量波动较大,影响铸坯的质量。
3. 维护成本高:由于系统结构复杂,维护难度大,导致维护成本较高。
四、改造方案及实施针对《首秦2#连铸机动态软压下扇形段标定系统的研究与改造》篇二一、引言在现代化钢铁企业的生产流程中,连铸机作为关键的冶炼设备之一,其运行效率及产品质量的稳定性对企业的生产效益有着决定性的影响。
首秦2连铸机作为企业重要的生产设备,其动态软压下扇形段标定系统的性能直接关系到铸坯的质量和生产的连续性。
因此,对首秦2连铸机动态软压下扇形段标定系统的研究与改造具有重要的现实意义。
二、当前连铸机动态软压下扇形段标定系统的问题当前,首秦2连铸机动态软压下扇形段标定系统存在一些问题,如标定精度不高、系统响应速度慢、维护成本高等。
板坯连铸机扇形段辊子应用优化与研究
・
宽厚板
W1 DE AND HE AVY P T I E A来自Vo 8。 . 1 1 No 4
Au ut 2 2 g s 01
‘1 ・ 5
生产 实践 ・
板 坯 连铸 机扇 形段 辊 子应 用优 化 与研 究
李成伟 宁丁丁
钢, 自由辊 采 用 分段 辊 结 构 。轴 承 座 采用 通 水 冷 却 的方式保 证轴 承 的使用 。成 品辊 从新 旧程度 上 分 为 3类 , 即新 加 工 辊 、 焊 修 旧辊 和 扒 皮修 旧 堆
辊。
提高 扇形段 4个液 压缸 位置 传感器 的标定 精度 来 提 高辊缝值 精度 。标定 主要 分 为离线标 定和在 线
一 … 一 一… 、 … …
国 —
塞尺测 量 , 过调 整 各 轴 承座 下 的 垫 片来 保 证 测 通 量 间隙在 ( ± . m 范围 内。 1 0 1) m
对 中 台和对弧 样 板 是 扇形 段 对 弧 的基 准 , 其
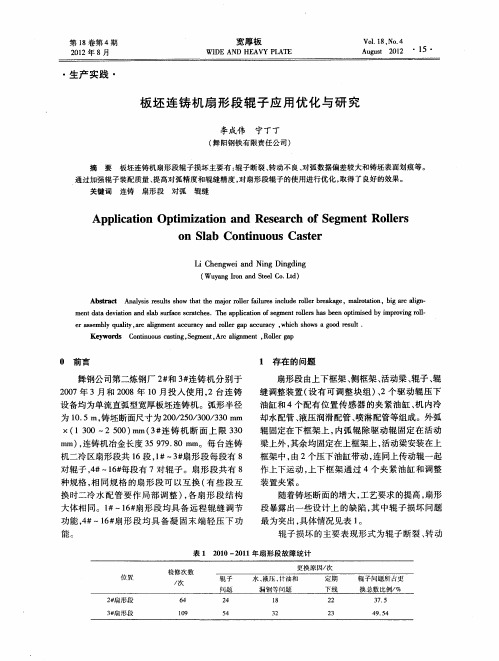
图 1 1# 3 扇形段 辊子使用轻压下时受力情况
准确程 度直 接影 响对 弧精 度 , 以专业 人 员 每半 所
年对 扇形段对 中台进 行 一 次 校验 , 把基 础 板 与导 轨之 间的综合 偏差 控制 在 0 1m 以 内。 同时定 . m
2 解决方 案
通 过 以上 分 析 得 出减 少 辊 子 异 常 的 几种 措 施, 即提高辊子装配质量、 对弧精度和辊缝精度。 2 1 提高辊 子装 配质 量 . 所有 导 辊 材质 均 为 R 3 辊 子表 面堆 焊 不 锈 7,
图 2 辊 子修 理 流 程 图
2 2 提 高对 弧精度 . 提 高对 弧精度 包 括 两个 方 面 , 是提 高 在 线 一
连铸设备方坯扇形段工艺改进

连铸设备方坯扇形段工艺改进1 主要组成结构连铸生产中构成连铸线的单台连铸机一般称为扇形段,一般又分为弧形段(或弯曲段)、矫直段、水平段等。
按铸坯的不同又可分为板坯扇形段、方坯扇形段、圆坯扇形段。
生产中最常见的是板坯扇形段和方坯扇形段,主要是在结晶器之后承担引流、冷却、导向作用。
1.1 主要组成扇形段11处于水平位置,主要由机械装配、冷却系统、液压系统、润滑系统、识别标牌、防护板等部分组成。
机械装配主要有:内、外弧框架、活动梁、Φ325自由辊装配、Φ325驱动辊装配、调节装置、导向轮装配等。
1.2 结构形式扇形段11外弧框架底部带支承板且带水连接面,是现场与外部联接处。
内、外弧框架各装有5列辊子,中间为驱动辊,其余4列为自由辊。
内弧框架中间驱动辊装在活动梁上,活动梁与压下缸靠缸头座联接成一体,压下缸上“十”字轴与支架联接,支架与内框架把合成一体。
自由辊列由长(辊身1220mm)、短(辊身740mm)两个自由辊装配并列安装组成;驱动辊由一根整辊装配组成,中间为剖分轴承。
辊子均为中间冷却的实体辊。
上框架(包括活动梁)与下框架通过四角带有蜗轮蜗杆传动的梯形螺纹拉杆连接在一起。
拉杆顶部装有用于平衡及防护的碟簧筒装置,碟簧筒上方装有安装时用于释放力的液压缸。
扇形段辊缝调整靠四个拉杆的升降完成。
拉杆升降由电源带动蜗杆-蜗轮(蜗杆减速机)通过梯形螺纹传动完成。
扇形段的压下通过安装在内弧框架中间的两个压下缸实现的。
2 框架加工过程存在的问题及改进措施2.1 框架加工存在问题外框架加工时,工艺要求在D面焊工艺铁,以做加工基准用,且在装配时以此为基准测量。
但实际加工中,因加工基准可按四周导柱孔及中间键槽口为基准,所以就没按工艺要求在D面焊接工艺铁。
这对加工来说无所谓,但对装配过程测量影响非常大,使得装配过程测量无法进行,只能靠加工保证。
此问题只能是在以后的操作过程中长一智,按工艺要求执行。
2.2 工艺对加工的影响1)轴承座支承块堆焊边缘未处理好,外方检查提出不合格。
连铸机的辊子装配的检测与维修
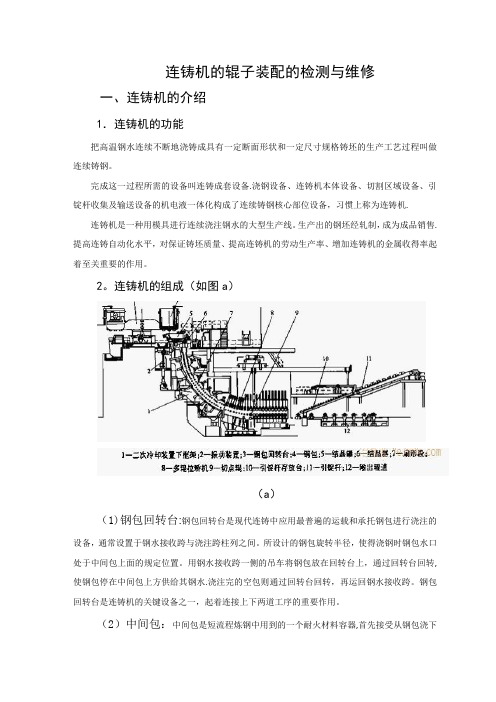
连铸机的辊子装配的检测与维修一、连铸机的介绍1.连铸机的功能把高温钢水连续不断地浇铸成具有一定断面形状和一定尺寸规格铸坯的生产工艺过程叫做连续铸钢。
完成这一过程所需的设备叫连铸成套设备.浇钢设备、连铸机本体设备、切割区域设备、引锭杆收集及输送设备的机电液一体化构成了连续铸钢核心部位设备,习惯上称为连铸机.连铸机是一种用模具进行连续浇注钢水的大型生产线。
生产出的钢坯经轧制,成为成品销售.提高连铸自动化水平,对保证铸坯质量、提高连铸机的劳动生产率、增加连铸机的金属收得率起着至关重要的作用。
2。
连铸机的组成(如图a)(a)(1)钢包回转台:钢包回转台是现代连铸中应用最普遍的运载和承托钢包进行浇注的设备,通常设置于钢水接收跨与浇注跨柱列之间。
所设计的钢包旋转半径,使得浇钢时钢包水口处于中间包上面的规定位置。
用钢水接收跨一侧的吊车将钢包放在回转台上,通过回转台回转,使钢包停在中间包上方供给其钢水.浇注完的空包则通过回转台回转,再运回钢水接收跨。
钢包回转台是连铸机的关键设备之一,起着连接上下两道工序的重要作用。
(2)中间包:中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去,并且有着分流作用。
对于多流连铸机,由多水口中间包对钢液进行分流。
连浇作用。
在多炉连浇时,中间包存储的钢液在换盛钢桶时起到衔接的作用。
减压作用。
盛钢桶内液面高度有5~6m,冲击力很大,在浇铸过程中变化幅度也很大。
中间包液面高度比盛钢桶低,变化幅度也小得多,因此可用来稳定钢液浇铸过程,减小钢流对结晶器凝固坯壳的冲刷。
保护作用。
通过中间包液面的覆盖剂,长水口以及其他保护装置,减少中间包中的钢液受外界的污染.清除杂质作用。
中间包作为钢液凝固之前所经过的最后一个耐火材料容器,对钢的质量有着重要的影响,应该尽可能使钢中非金属夹杂物的颗粒在处于液体状态时排除掉。
(3)结晶器:结晶器承接从中间包注入的钢水并使之按规定断面形状凝固成坚固坯壳的连续铸钢设备。
连铸扇形段自由辊旋转接头漏水原因分析及结构改造

连铸扇形段自由辊旋转接头漏水原因分析及结构改造针对板坯连铸机扇形段自由輥内置式单通道旋转接头在线运行漏水时无法在线处理,必须整体更换扇形段的问题,基于现有扇形段自由辊结构,以最低的改造成本对自由辊旋转接头结构进行优化改造,实现旋转接头在线漏水时可以更换,降低维修成本及人力的目标。
标签:扇形段;自由辊;旋转接头;改造前言板坯连铸机扇形段主要是对已经形成固态坯壳或完全凝固的板坯进行支撑及传输,防止铸坯坯壳在钢水静压力的作用下产生鼓肚变形。
由于板坯温度非常高,而主要对板坯起支撑作用的就是扇形段自由辊,为保证自由辊长时间的使用寿命,避免自由辊内轴承因高温而加快损坏,一般在自由辊两端或一端设计了单通道或双通道的旋转接头,对自由辊提供内部冷却。
以本单位为例:我厂2#连铸机为双流板坯连铸机,每流共计有16个扇形段,加上17个操作更换件,共计有49个扇形段,每个扇形段有12支自由辊,共计48个旋转接头。
原来设计时旋转接头为单通道内置式旋转接头,位于自由辊两端旋转接头支座内部,如果要更换旋转接头,必须要从扇形段框架上把自由辊拆下来,把旋转接头支座从自由辊上解体,方能更换。
一旦扇形段上线使用后旋转接头出现漏水,在线根本无法处理,因为无法在线拆装扇形段自由辊。
如果不及时更换扇形段,会造成自由辊冷却效果大幅降低,而轴承工作温度也会急剧升高,最终导致自由辊出现死辊的现象,对板坯表面造成划伤,影响质量,且扇形段因此提前下线,维护成本和人工都会大大增加。
1 原因分析1.1 自由辊结构如图1所示,序号1为旋转接头支座,序号2为扇形段自由辊,序号3为接水板,序号4为旋转接头,序号5为接水套,序号6为轴承座。
图示灰色填充为自由辊内端水的流向。
旋转接头支座1是通过螺栓固定在轴承座6上面,而进水是由水套5(一半在接水板3内,另一半在旋转接头支座1内,两端均有密封)连通接水板与旋转接头支座,保证冷却水的供应。
1.2 原因分析一旦旋转接头因为装配问题或密封老化问题上线后出现漏水,水就会进入旋转接头支座1的空腔内,进而会流入轴承座6内,导致轴承内干油乳化,润滑失效,轴承会加速磨损直至损坏,最终因此辊子会出现死辊而划伤板坯。
板坯连铸机扇形段更换导轨的安装及安装工具
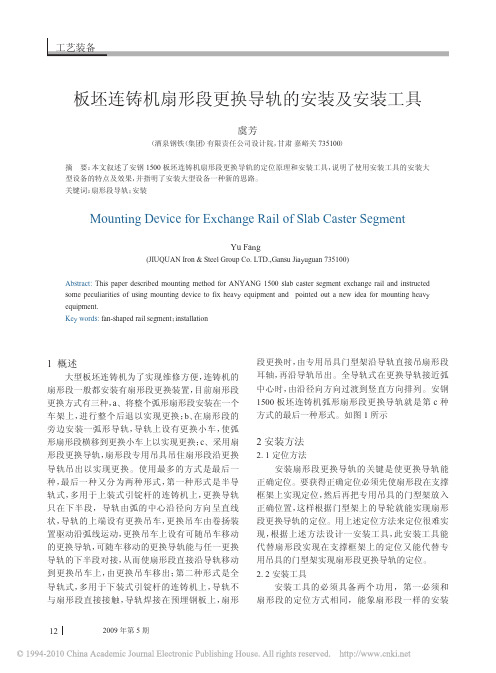
1概述大型板坯连铸机为了实现维修方便,连铸机的扇形段一般都安装有扇形段更换装置,目前扇形段更换方式有三种,a、将整个弧形扇形段安装在一个车架上,进行整个后退以实现更换;b、在扇形段的旁边安装一弧形导轨,导轨上设有更换小车,使弧形扇形段横移到更换小车上以实现更换;c、采用扇形段更换导轨,扇形段专用吊具吊住扇形段沿更换导轨吊出以实现更换。
使用最多的方式是最后一种,最后一种又分为两种形式,第一种形式是半导轨式,多用于上装式引锭杆的连铸机上,更换导轨只在下半段,导轨由弧的中心沿径向方向呈直线状,导轨的上端设有更换吊车,更换吊车由卷扬装置驱动沿弧线运动,更换吊车上设有可随吊车移动的更换导轨,可随车移动的更换导轨能与任一更换导轨的下半段对接,从而使扇形段直接沿导轨移动到更换吊车上,由更换吊车移出;第二种形式是全导轨式,多用于下装式引锭杆的连铸机上,导轨不与扇形段直接接触,导轨焊接在预埋钢板上,扇形段更换时,由专用吊具门型架沿导轨直接吊扇形段耳轴,再沿导轨吊出。
全导轨式在更换导轨接近弧中心时,由沿径向方向过渡到竖直方向排列。
安钢1500板坯连铸机弧形扇形段更换导轨就是第c种方式的最后一种形式。
如图1所示2安装方法2.1定位方法安装扇形段更换导轨的关键是使更换导轨能正确定位。
要获得正确定位必须先使扇形段在支撑框架上实现定位,然后再把专用吊具的门型架放入正确位置,这样根据门型架上的导轮就能实现扇形段更换导轨的定位。
用上述定位方法来定位很难实现,根据上述方法设计一安装工具,此安装工具能代替扇形段实现在支撑框架上的定位又能代替专用吊具的门型架实现扇形段更换导轨的定位。
2.2安装工具安装工具的必须具备两个功用,第一必须和扇形段的定位方式相同,能象扇形段一样的安装板坯连铸机扇形段更换导轨的安装及安装工具虞芳(酒泉钢铁(集团)有限责任公司设计院,甘肃嘉峪关735100)摘要:本文叙述了安钢1500板坯连铸机扇形段更换导轨的定位原理和安装工具,说明了使用安装工具的安装大型设备的特点及效果,并指明了安装大型设备一种新的思路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( nagI nadS e o Ld A yn o t l . t) r n e C
Ab ta t T a k n b e v t n a d a ay i a e b e e fr d o r a a e a d wae a a e a p i p r f sr c r c i g o s r ai n n lssh v e n p r me n b e k g t r e k g ts l a t o o o n l t s
的内外 弧框 架 、 撑导 向辊 ( 直 辊 ) 轴 承座 等 支 矫 和 组成 。支撑 导 向辊 ( 直 辊 ) 6对 两 分 节 自 由 矫 由
辊 和 2对 三 分节 驱 动辊 组 成 , 内外 弧 框 架 通 过 夹 紧缸 夹 紧 , 6对两 分节 自由辊 由 4个 夹 紧缸 夹 紧 。
决。
要
对连铸机扇形段 自由辊 两分节处断裂及漏水情况进 行跟踪观察与 分析 , 出改造优化 分节处结 提
构 , 离线 辊子修复 , 通过 改制连接轴套尺寸及密封 圈型号 , 了扇形段辊子备件统一 , 实现 断辊和漏水现象得到解
关键词 连铸机 扇形段 自由辊 断裂
S r cur o i c to n Fr e Ro lr o t u t e M d f a in o e l f i e Co tn o s Ca t r S g e tS c in n i u u se e m n e to
的结 构不 同 , 用 的 密封 也 不 同。2 连 铸 机 采用 采 # 的是 3 .9m × .3m 7 6 m 3 5 m规 格 的 0型密封 圈 ,# 3 连铸 机 采 用 的是 D 4 × 0mm × . m L一 7mm 6 9 5m 的唇 形 密封 。
扇形段是连铸机 的重要组成部分 , 对铸坯的 运行起支撑导向和冷却作用 。扇形段 由钢板焊接
wae e k g a e n s l e . trl a a e h b e o v s d
Ke wo d C n n o s c tr e me t e t n, r e r l r B e k g y rs o t u u a e ,S g n c i F e ol , r a a e i s s o e
m d i e i t ne i a evs n eye felg ns Te hnm nn foe b aa d oe n t z o h c ncn s fs e d h p os i g. eo eo lr r k e " h . g se f e o t g h tl e a t t an t i h p orl e g a n
2对 三分 节驱 动辊 由电机通 过 减速 机 带 动运 行 ( 1
~
2 段不驱动) 靠油缸压下 。 , ] 安钢连铸机扇形段在长期在线使用过程中发
12 结构不合理 . 原辊子分节 处轴承安装位 的直径 d 前=1O l
(+ .1 , 00 5 m 安 装 轴 承前 先 安 装 一个 00 3 + .3 ) m, 定位 环 。辊子 长期 在 线 使 用 , 常在 该 分 节 处 的 经 轴承 位断 裂 , 图 1 示 。 如 所 20 20 0 8— 09年 因 断辊 引起 的 事 故从 占全 年 总 事 故 发 生 率 的 1 . 6 上 升 至 3 . % 。 统 9% 1 O4 据
fe ol r n s g n e t n o o t u u a tr h ou in t d  ̄ n p mi esr c u e a e s l a t 0 r e r l e me t c i f n n o sc se .T e s l t me y a d o t z t t t r t h pi p r f ei s o c i o o i eh u t t s fe ol r a e n rie .T e u i c t n o p r a t f h olr rs g n e t n a e n f al c iv y r e r l s b e as d h nf a o f a ep r o t e rl sf me ts ci s h b e n l a h e e b eh i i s s e o e o s i y d
现 自由辊两 分节ห้องสมุดไป่ตู้处 有断 辊 和 漏 水 现 象 , 形 段 寿 扇
命 不到 期 即被 迫 下线 。因此 , 对 其 结 构 进 行 改 需
造。 1 问题 分析
1 1 备件 不 统一 .
・
4 4・
宽厚板
0 前言
扇 形段 1~ 6段 采用 的 自由辊 都 是 2 Om 3 m ×170m 规格 , 5 m 为两 分节 辊 , 面 堆焊 不 锈钢 。 辊 7—1 2段采 用 的 自由辊 都是 西3om o m×170m 5 m 规格, 为两分 节辊 , 面堆 焊不 锈钢 。 辊 安 钢第二 炼轧 厂 2 、# 铸 机 自由辊 分 节 处 #3连
第l 8卷第 3期 21 0 2年 6月
・
宽厚板
WI E A D H A Y P A E D N E V L T
V1 8N. o 1,o3 .
J庙 2 1 ・ 3 ・ ue 0 2 4
冶金设 备 ・
连 铸 机扇 形 段 自由辊 结构 改造
庞 少伟 李 敏
( 阳钢 铁股份有限公 司) 安 摘