铜镍铬电镀常见故障原因与排除
电镀镍故障处理

电镀镍故障处理1,镀镍层发暗镀镍层表面发暗也是常见的电镀故障之一,这种故障多数出现在低电流密度区电镀获得的镀镍层,偶尔也出现在中电流密度区或高电流密度区,低电流密度区镀镍层发暗可能是镀镍液的温度太高,阴极电流密度太小,硫酸镍浓度太低;I,4一丁炔二醇或其他次级光亮剂过多或镀液中有铜、锌杂质污染引起;中电流密度区镀镍层发暗可能是由于镀液中次级光亮剂太少,有机杂质过多或有一定量的铁杂质污染造成的;高电流密度区镀层发暗可能是镀液pH值太高,初级光亮剂太少或镀液中有少量的铬酸盐、磷酸盐及铅杂质污染引起。
此外,镀前处理不良,镀件表面有碱膜或有机物吸附膜,或底镀层(氰化镀铜等)不好也会导致光亮镍镀层出现发暗现象。
可以取镀镍液做霍耳槽试验来分析这类电镀故障,对于低电流密度区出现的发暗现象,目前有的镀镍出现了比较好的走位剂,专门使得在低电流密度范围内获得光亮镀镍层。
另外还可以观察霍耳槽试片的外观进行逐步分析,如果镀液成分所做的霍耳槽样板上镀镍层状况良好,没有出现发暗的现象,那么电镀时出现的故障,就有可能是镀前处理不良或底镀层不好造成的,应该认真检查电镀镍前的情况。
若霍耳槽试验所得的阴极样板上出现低电流密度区镀层发暗,则可以根据前面提到的可能原因进行试验确定,或者加入合适的走位剂成分最后排除这种电镀故障。
中、高电流密度区的镀镍层发暗,也可用类似的方法进行试验分析。
2,镀镍层脆性镀层发脆,往往影响镀层的加工和质量,而且镀层的脆性与镀层应力有关。
镀镍液中次级光亮剂过多或初级光亮剂太少,铜、锌、铁或有机杂质过多,pH值过高或温度过低等都会使镀镍层发脆。
检查镀镍层脆性的方法,一是将镀好镍的小零件放在手中搓摩,或将镀镍薄片零件弯曲至18009若有碎镍层脱落,说明该镍层脆性大;另外就是将镍层镀在不锈钢试片上,控制镀层厚度在10ym左右,然后把镍层剥离下来,弯曲1800,用力挤压弯曲处,若不断裂,表示镀镍层不脆,弯曲折断,该镀镍层脆性就大。
电镀常见的问题及解决方案

电镀常见的问题及解决方案
电镀过程中可能出现的问题及其解决方案如下:
1.针孔或麻点:这是由于前处理不良、有金属杂质、硼酸含量太少、镀液温度太低等原因造成的。
可以使用润湿剂来减小影响,并严格控制镀液维护及流程。
2.结合力低:如果铜镀层未经活化去氧化层,铜和镍之间的附着力就差,会产生镀层剥落现象。
因此,在电镀前应对基材进行适当的预处理,如酸洗、活化等。
3.镀层脆、可焊性差:这通常是由于有机物或重金属物质污染造成的。
添加剂过多会使镀层中夹带的有机物和分解产物增多,此时可以用活性炭处理或电解等方法除去重金属杂质。
4.镀层发暗和色泽不均匀:有金属污染可能是造成这一问题的原因。
应尽量减少挂具所沾的铜溶液,并在发现污染时立即处理。
5.镀层烧伤:这可能是由于硼酸不足、金属盐的浓度低、工作温度太低、电流密度太高、PH值太高或搅拌不充分等原因造成的。
需要检查并调整相关工艺参数,确保其处于合适的范围。
6.沉积速率低:PH值低或电流密度低都可能导致沉积速率低。
应检查并调整镀液的PH值和电流密度,以优化沉积速率。
7.其他问题:如辅助阳极的铜条未与生产板长度一致或已发粗,不允许再使用。
全板及图形镀后板需在24小时内制作下工序。
图形镀上板戴细纱手套,下板戴棕胶手套,全板上板戴橡胶手套,下板戴干燥的粗纱手套。
在处理电镀问题时,需要综合考虑多个因素,包括镀液成分、设备状况、操作条件等。
如遇到难以解决的问题,建议寻求专业人士的帮助。
镀铬常见故障分析和纠正

镀铬常见故障分析和纠正1.铬层发花或发雾造成铬层发花或发雾的原因很多,其中大多是底镀层或其他外部原因引起的。
如镀镍液中糖精太多;镍层抛光时的线速度;抛光过的零件镀铬前表面有油或有抛光膏;镀镍出槽时形成双性电极;镀铬时挂具弹得不紧;铜锡合金底层中锡含量太高;镀铬时的温度太高;镀铬电源波形有问题或镀铬液中氯离子过多等。
分析故障时,可以取一批在其他镀铬液中套铬没有出现发花或发雾的零件浸入有故障的镀铬液中试镀,假使本单位没有其他镀铬液,可以将刚镀好的光亮镀镍(未经抛光)的零件,放在新配制的5%(重量)硫酸中浸2 min,进行充分的活化后直接套铬。
假如这样套铬所得的铬层良好,不出现发花或发雾现象,那么故障起源于镀铬以前,与镀铬液及镀铬电源无关。
如果起源于镀铬以前,就要根据各单位的具体情况采取不同的措施。
如采用光亮镀镍直接套铬时,应检查镀镍液中糖精是否太多;镀好光亮镍出槽时是否有双性电极现象,亮镍出槽到镀铬相隔的时间是否过长和镀铬前的硫酸活化液浓度是否太稀或过高。
镀镍液中糖精太多造成铬层发花的现象,一般在零件的尖端和边缘较明显。
这时可用电解的方法纠正n双性电极引起的铬层发花,有规则地出现在零件的一个侧面(即靠近镀镍出槽时另一阴极的侧面)。
这时要在镀镍出槽时关掉电源或把电流调至最小时取出零件,或者同时取出阴极上所有的零件进行检查和纠正。
零件镀好亮镍出槽到镀铬的时间相隔在2min之内,一般可以不必进行硫酸活化而直接套铬,若时间间隔在2min以上,那么最好用3%~5%的硫酸活化后套铬。
如果对活化液的浓度有怀疑时,可以按分析进行调整或更换新液。
假如是零件镀暗镍或半亮镍抛光后套铬,特别要注意抛光轮的大小和零件抛光后的除油和活化。
由于镍层容易钝化所以抛光时抛光轮太大、转速太快或操作者抛光时把零件压在抛光轮上的力量较大,都将使镍层在抛光时温度升高而钝化。
在钝化的镍层上套铬,会出现发花的现象。
这种现象夏天更容易出现。
抛光后的零件,必须经过除油和活化。
铜镍铬电镀常见故障原因与排除
1.焦磷酸钾过高
2.镀液有六价铬
3.镀液有残余双氧水
1.分析成分,调整P比正常范围
2.加温50℃,搅拌下加入-0.4克升保险粉,加入1-2克/升活性炭,搅拌30分钟,趁热过滤
3.加热镀液,电解30分钟
镀镍常见故障原因与排除方法
故障现象
故障原因
故障排除方法
镀层有针孔
1.前处理不良
2.镀液中有油或有机杂质过多
6.加温60-70℃,在搅拌下加入氢氧化钙,搅拌30分钟,静止过滤
镀层有针孔
1.基体表面粗糙
2.镀液有油或有机杂质
3.铜含量过低或氰化钠含量过高
4.阴极电流密度过大
5.阳极面积太小
1.加强抛光
2.活性炭粉处理
3.分析成分,调整正常范围
4.降低电流密度
5.增加阳积面积
沉积速度慢
深镀能力差
1.阴极电流密度太小
镀层有麻点
镀层粗糙
1.预镀层太薄或粗糙
2.阳极磷铜含磷少
3.有一价铜或铜粉
4.硫酸铜含量过高
5.温度过高
6.挂具钩子上的铬层未彻底退除
1.加强预镀层质量
2.更换阳极
3.加少许双氧水,方法同上
4.冲稀镀液,调整各成分
5.建议用冷冻
6.彻底清除挂具残余镀层
镀层有条纹
1.镀液中氯离子过多
2.光剂比列失调
3.预镀层有条纹
2.镀前活化
3.检查线路
4.分析成分,调节成分至正常值
5.电解处理,阳极面积大大于阴极
6.电解法除去
铬层的光亮度差
容易出现烧焦现象
1.铬酸或硫酸含量太低
2.三价铬含量太低或
高
3.异金属杂质过多
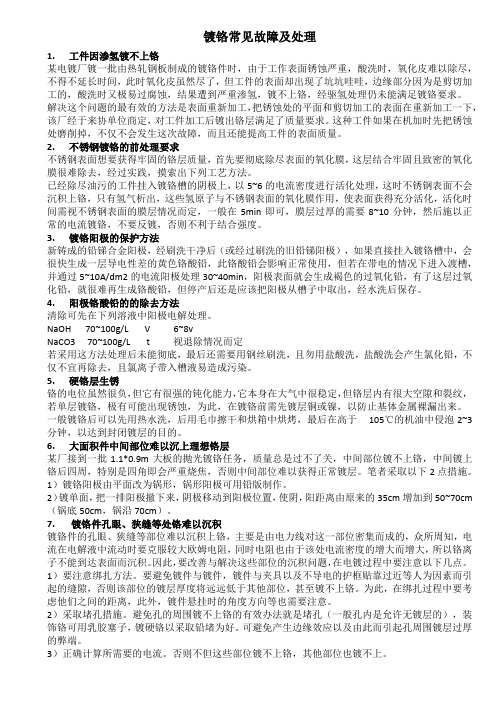
【精品】镀铬常见故障及处理

镀铬常见故障及处理1.工件因渗氢镀不上铬某电镀厂镀一批由热轧钢板制成的镀铬件时,由于工作表面锈蚀严重,酸洗时,氧化皮难以除尽,不得不延长时间,此时氧化皮虽然尽了,但工件的表面却出现了坑坑哇哇,边缘部分因为是剪切加工的,酸洗时又极易过腐蚀,结果遭到严重渗氢,镀不上铬,经驱氢处理仍未能满足镀铬要求.解决这个问题的最有效的方法是表面重新加工,把锈蚀处的平面和剪切加工的表面在重新加工一下,该厂经于来协单位商定,对工件加工后镀出铬层满足了质量要求。
这种工件如果在机加时先把锈蚀处磨削掉,不仅不会发生这次故障,而且还能提高工件的表面质量。
2。
不锈钢镀铬的前处理要求不锈钢表面想要获得牢固的铬层质量,首先要彻底除尽表面的氧化膜,这层结合牢固且致密的氧化膜很难除去,经过实践,摸索出下列工艺方法。
已经除尽油污的工件挂入镀铬槽的阴极上,5~6的电流密度进行活化处理,以这时不锈钢表面不会沉积上铬,只有氢气析出,这些氢原子与不锈钢表面的氧化膜作用,使表面获得充分活化,活化时间需视不锈钢表面的膜层情况而定,一般在5min即可,膜层过厚的需要8~10分钟,然后施以正常的电流镀铬,不要反镀,否则不利于结合强度。
3.镀铬阳极的保护方法新铸成的铅锑合金阳极,经刷洗干净后(或经过刷洗的旧铅锑阳极),如果直接挂入镀铬槽中,会很快生成一层导电性差的黄色铬酸铅,此铬酸铅会影响正常使用,但若在带电的情况下进入渡槽,并通过5~10A/dm2的电流阳极处理30~40min,阳极表面就会生成褐色的过氧化铅,有了这层过氧化铅,就很难再生成铬酸铅,但停产后还是应该把阳极从槽子中取出,经水洗后保存.4。
阳极铬酸铅的的除去方法清除可先在下列溶液中阳极电解处理。
NaOH70~100g/LV6~8vNaCO370~100g/Lt视退除情况而定若采用这方法处理后未能彻底,最后还需要用钢丝刷洗,且勿用盐酸洗,盐酸洗会产生氯化铅,不仅不宜再除去,且氯离子带入槽液易造成污染。
电镀镍加工常见问题及其解决方案

电镀镍加工常见问题及其解决方案(总2页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--电镀镍加工常见问题及其解决方案现代电镀网讯:镀镍层主要作为铜层和金层之间的阻隔层,防止金铜互相扩散,影响板子的可焊性和使用寿命;同时又镍层打底也大大增加了金层的机械强度。
注意:打底用或做外观,增进抗蚀能力及耐磨能力,(其中化学镍为现代工艺中耐磨能力超过镀铬)。
在电镀镍加工中经常会遇到一些常见的问题,怎么解决呢,看看下面这9个办法:1.电镀镍过程中为什么会出现麻坑原因:麻坑是有机物污染的结果。
大的麻坑通常说明有油污染。
搅拌不良,就不能驱逐掉气泡,这就会形成麻坑。
解决办法:可以使用润湿剂来减小它的影响,我们通常把小的麻点叫针孔,前处理不良、有金属杂质、硼酸含量太少、镀液温度太低都会产生针孔,所以镀液维护及严格控制流程是关键所在。
2.镀镍工艺完成后表面粗糙(毛刺)原因:a,溶液脏b,PH太高形成氢氧沉淀;c,电流密度过高;解决办法:粗糙就说明溶液脏,经充分过滤就可纠正;PH太高易形成氢氧化物沉淀应加以控制;电流密度太高、阳极泥及补加水不纯带入杂质,严重时都将产生粗糙(毛刺)。
3.结合力低如果铜镀层未经活化去氧化层,铜和镍之间的附着力就差,就会产生镀层剥落现象。
如果电流中断,有可能会造成镍镀层的自身剥落;温度太低,也会产生剥落现象。
4.镀层脆、可焊性差当镀层受弯曲或受到某种程度的磨损时,通常会显露出镀层的脆性,这就表明存在有机物或重金属物质污染。
添加剂过多,使镀层中夹带的有机物和分解产物增多,是有机物污染的主要来源,可用活性炭加以处理;重金属杂质可用电解等方法除去。
5.镀层发暗和色泽不均匀镀层发暗和色泽不均匀,说明有金属污染。
因为一般都是先镀铜后镀镍,所以带入的铜溶液是主要的污染源。
重要的是,要把挂具所沾的铜溶液减少到最低程度。
为了除去槽中的金属污染,采用波纹钢板作阴极,在~d㎡的电流密度下,电解处理。
教你电镀故障引起原因与排除方法
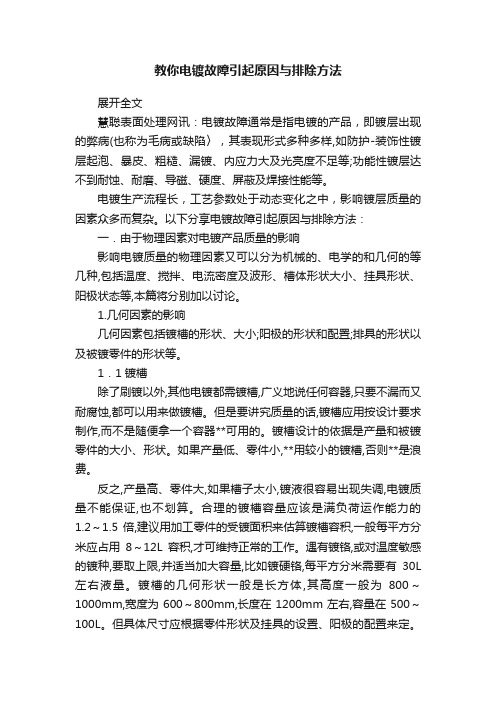
教你电镀故障引起原因与排除方法展开全文慧聪表面处理网讯:电镀故障通常是指电镀的产品,即镀层出现的弊病(也称为毛病或缺陷〉,其表现形式多种多样,如防护-装饰性镀层起泡、暴皮、粗糙、漏镀、内应力大及光亮度不足等;功能性镀层达不到耐蚀、耐磨、导磁、硬度、屏蔽及焊接性能等。
电镀生产流程长,工艺参数处于动态变化之中,影响镀层质量的因素众多而复杂。
以下分享电镀故障引起原因与排除方法:一.由于物理因素对电镀产品质量的影响影响电镀质量的物理因素又可以分为机械的、电学的和几何的等几种,包括温度、搅拌、电流密度及波形、槽体形状大小、挂具形状、阳极状态等,本篇将分别加以讨论。
1.几何因素的影响几何因素包括镀槽的形状、大小;阳极的形状和配置;排具的形状以及被镀零件的形状等。
1.1镀槽除了刷镀以外,其他电镀都需镀槽,广义地说任何容器,只要不漏而又耐腐蚀,都可以用来做镀槽。
但是要讲究质量的话,镀槽应用按设计要求制作,而不是随便拿一个容器**可用的。
镀槽设计的依据是产量和被镀零件的大小、形状。
如果产量低、零件小,**用较小的镀槽,否则**是浪费。
反之,产量高、零件大,如果槽子太小,镀液很容易出现失调,电镀质量不能保证,也不划算。
合理的镀槽容量应该是满负荷运作能力的1.2~1.5倍,建议用加工零件的受镀面积来估算镀槽容积,一般每平方分米应占用8~12L容积,才可维持正常的工作。
遇有镀铬,或对温度敏感的镀种,要取上限,并适当加大容量,比如镀硬铬,每平方分米需要有30L 左右液量。
镀槽的几何形状一般是长方体,其高度一般为800~1000mm,宽度为600~800mm,长度在1200mm左右,容量在500~100L。
但具体尺寸应根据零件形状及挂具的设置、阳极的配置来定。
一般以中间为阴极、两侧为阳极的配置为标准。
零件应浸入在镀液中,距液面5~10cm,下端距槽底应10~20cm,阴极(零件)与阳极的距离应在15~20cm,尤其在没有搅拌时,阴阳极距离要拉大一些。
镀铬常见故障及处理
镀铬常见故障及处理1. 工件因渗氢镀不上铬某电镀厂镀一批由热轧钢板制成的镀铬件时,由于工作表面锈蚀严重,酸洗时,氧化皮难以除尽,不得不延长时间,此时氧化皮虽然尽了,但工件的表面却出现了坑坑哇哇,边缘部分因为是剪切加工的,酸洗时又极易过腐蚀,结果遭到严重渗氢,镀不上铬,经驱氢处理仍未能满足镀铬要求。
解决这个问题的最有效的方法是表面重新加工,把锈蚀处的平面和剪切加工的表面在重新加工一下,该厂经于来协单位商定,对工件加工后镀出铬层满足了质量要求。
这种工件如果在机加时先把锈蚀处磨削掉,不仅不会发生这次故障,而且还能提高工件的表面质量。
2. 不锈钢镀铬的前处理要求不锈钢表面想要获得牢固的铬层质量,首先要彻底除尽表面的氧化膜,这层结合牢固且致密的氧化膜很难除去,经过实践,摸索出下列工艺方法。
已经除尽油污的工件挂入镀铬槽的阴极上,以5~6的电流密度进行活化处理,这时不锈钢表面不会沉积上铬,只有氢气析出,这些氢原子与不锈钢表面的氧化膜作用,使表面获得充分活化,活化时间需视不锈钢表面的膜层情况而定,一般在5min即可,膜层过厚的需要8~10分钟,然后施以正常的电流镀铬,不要反镀,否则不利于结合强度。
3. 镀铬阳极的保护方法新铸成的铅锑合金阳极,经刷洗干净后(或经过刷洗的旧铅锑阳极),如果直接挂入镀铬槽中,会很快生成一层导电性差的黄色铬酸铅,此铬酸铅会影响正常使用,但若在带电的情况下进入渡槽,并通过5~10A/dm2的电流阳极处理30~40min,阳极表面就会生成褐色的过氧化铅,有了这层过氧化铅,就很难再生成铬酸铅,但停产后还是应该把阳极从槽子中取出,经水洗后保存。
4. 阳极铬酸铅的的除去方法清除可先在下列溶液中阳极电解处理。
NaOH 70~100g/L V 6~8vNaCO3 70~100g/L t 视退除情况而定若采用这方法处理后未能彻底,最后还需要用钢丝刷洗,且勿用盐酸洗,盐酸洗会产生氯化铅,不仅不宜再除去,且氯离子带入槽液易造成污染。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.检查挂具导电性
3.补加A刘
4.添加30%双氧水0.03-0.05毫升/升
5.采用冷冻降温
6.提高硫酸含量
7.在搅拌下加入1-3克/升锌粉,搅拌30分钟,加入2-3克/升活性炭,搅拌2小时,静止过滤
镀层有麻点
镀层粗糙
1.预镀层太薄或粗糙
2.阳极磷铜含磷少
3.有一价铜或铜粉
4.硫酸铜含量过高
高电流区阴暗
1.镀液PH值过高
2.柔软剂太少
3.有少量铬酸盐/磷酸盐/铅
1.提高PH值
2.添加柔软剂
3.处理方法同上
镀铬常见故障原因与排除方法
故障现象
故障原因
故障排除方法
铬层发花或发雾
1.镀前活化酸太稀或太浓
2.表面有油或抛光膏
3.镀镍出槽形成双性
极
4.镀铬时挂具弹得不紧
5.镀铬时温度太高
6.镀液中氯离子过多
2.活性炭粉处理
3.分析成分,调整正常范围
4.降低电流密度
5.增加阳积面积
沉积速度慢
深镀能力差
1.阴极电流密度太小
2.阳极钝化或阳极面积太小
3.游离氰化钠太高
4.溶液中有铬酸盐
1.提高电流密度
2.增加阳极面积或提高氰化钠或提高镀液温度
3.调整成分
4.同上处理方法
镀层疏松
孔隙多
1.阳极钝化
2.镀液中碳酸盐过多或有粘胶状的杂质
2.线路接触不好
3.阳极面积太小
1.取出阳极,用钢丝刷去黄色膜
2.检查线路
3.增加阳极面积
镀铬后,零件有明显的挂钩印子
1.挂钩的接触点太粗
2.阳极面积太小
3.导电不良
4.铬酸含量太低
5.三价铬或异金属杂质过多
6.有硝酸根存在
1.维修挂钩接触点
2.增加阳极面积
3.检查线路
4.补充铬酐
5.电解法除去
6.用电解法
4.提高温度
5.降低电流密度
6.加温至60℃,加入保险粉0.2
0.4克/升,搅拌20-30分钟,趁热过滤
镀层粗糙
色泽暗红
1.温度太低
2.阴极电流密度太大
3.阳极面积太小
4.游离氰化钠太低
5.有金属锌\铅杂质
6.镀液中碳酸盐含量过高
1.提高温度
2.降低电流密度
3.增加铜板或铜粒
4.分析含量,补充至正常范围
1.清除表面油脂
2.保持清洗水清洁
3.搅均镀液
4.加入30%双氧水1-2毫升/升,搅拌下加入氢氧化铜,加入1-2克/升活性炭,搅拌过滤
5.增大面积,加长阳极
6.用双氧水-活性炭处理
低电流区
镀层不亮
1.预镀层低区粗糙
2.挂具导电不良
3.光剂A含量偏低
4.镀液中一价铜较多
5.温度过高
6.硫酸含量偏低
7.氯离子过多或有机杂质过多
2.镀前活化
3.检查线路
4.分析成分,调节成分至正常值
5.电解处理,阳极面积大大于阴极
6.电解法除去
铬层的光亮度差
容易出现烧焦现象
1.铬酸或硫酸含量太低
2.三价铬含量太低或
高
3.异金属杂质过多
4.温度太低
5.阴极电流密度太大
6.阳极导电不良
7.镀液中有少量的硝酸根
1.分析成分,调整成分至正常值
2.电解法控制三价铬成分
2.活炭处理
3.补加湿润剂
4.添加除铁粉
5.提高硼酸含量
6.提高温度50-60℃
镀层结合力不好
1.镀前处理不良
2.零件表面有油,氧化皮
3.清洗水中有油
4.活化酸中有铜.铅杂质
5.电镀过程中产生双性电极或断电时间过长
6.镀液光剂过多或有机杂质过多
1.加强前处理
2.加强前处理
3.更换清洗水
4.更换活化酸
5.先调整氰化钠正常含量,加入0.2-0.4克/升硫化钠,加入1-2克/升活性炭,搅拌20-30分钟,静止过滤
6.加温60-70℃,在搅拌下加入氢氧化钙,搅拌30分钟,静止过滤
镀层有针孔
1.基体表面粗糙
2.镀液有油或有机杂质
3.铜含量过低或氰化钠含量过高
4.阴极电流密度过大
5.阳极面积太小
1.加强抛光
3.锌-铝合金基体中铝含量过高
1.同上处理方法
2.同上处理方法
3.要经过二次浸锌后再进行镀铜
酸性镀铜常见故障原因与排除方法
故障现象
故障原因
故障排除方法
镀层发雾或发花
1.前处理不良,零件表面有油
2.清洗水有油或镀液有油
3.光亮剂没有搅均匀或B剂太多
4.镀液中有大量的铁杂质
5.阳极面积太小或太短
6.有机杂质太多
电镀时电流下降,电压升高
1.硫酸铜含量偏高
2.硫酸含量偏低
3.镀液温度太低
4.阳极面积太小
5.镀液氯离子含量过多
1.稀释镀液,调整各成分
2.提高硫酸含量
3.提高温度
4.增加阳极面积
5.用锌粉处理,方法同上
沉积速度慢
电流效率低
1.焦磷酸钾过高
2.镀液有六价铬
3.镀液有残余双氧水
1.分析成分,调整P比正常范围
3.提高电流密度
低电流区阴暗
1.温度太高
2.电流密度太小
3.主盐浓度太低
4.主光剂过多
5.镀液中有铜/锌杂质
1.温度控制在标准范围
2.提高电流密度
3.提高主盐浓度
4.活性炭吸附或补加柔软剂
5.加除杂水或小电流电解
中电流区阴暗
1.主光剂含量不够
2.有铁杂质/有机杂质过多
1.补加主光剂
2.加除铁粉或炭粉吸附
电镀常见故障原因与排除方法
南京新宝宁表面处理技术有限公司内部资料
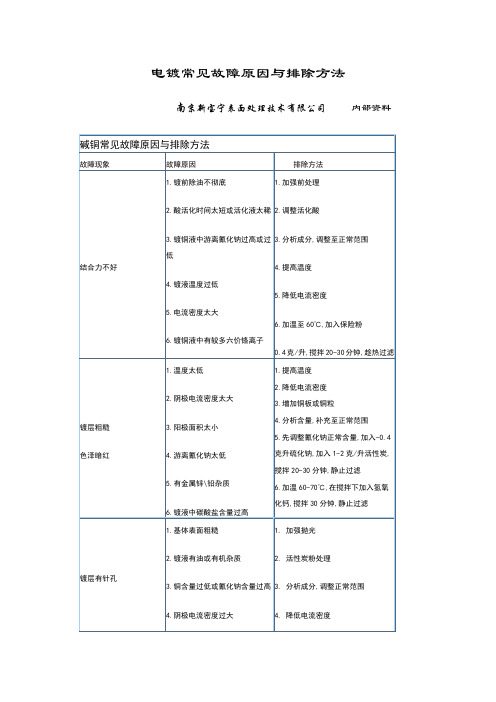
碱铜常见故障原因与排除方法
故障现象
故障原因
排除方法
结合力不好
1.镀前除油不彻底
2.酸活化时间太短或活化液太稀
3.镀铜液中游离氰化钠过高或过低
4.镀液温度过低
5.电流密度太大
6.镀铜液中有较多六价铬离子
1.加强前处理
2.调整活化酸
3.分析成分,调整至正常范围
7.镀铬电源波形有问题
1.调整活化酸的浓度
2.加强前处理
3.出槽时将电流调至最小
4.更换挂具
5.降低温度
6.加入少量碳酸银
7.检查电源
镀铬深镀能力差
零件的深位镀不上铬层
1.底镀层较粗糙
2.镍层在空气中时间过长
3.导电不良
4.铬酸含量太低或硫
含量过高
5.三价铬过多或异金
过多
6.镀铬液中有硝酸根
1.提高底镀层的质量
镀层脱落
1.镀铬过程中断电
2.阴极电流密度过大
3.底层镍钝化或底镀层上有油
1.检查线路
2.降低电流密度
3.加强前处理
镀层表面粗糙
1.底镀层本身较粗糙
2.镀液中有微细固体粒子
3.硫酸含量过低
4.阴极电流密度过大
1.加强底层质量
2.过滤
3.提高硫酸含量
4.降低电密度
5.温度过高
6.挂具钩子上的铬层未彻底退除
1.加强预镀层质量
2.更换阳极
3.加少许双氧水,方法同上
4.冲稀镀液,调整各成分
5.建议用冷冻
6.彻底清除挂具残余镀层
镀层有条纹
1.镀液中氯离子过多
2.光剂比列失调
3.预镀层有条纹
4.硫酸铜含量过低
1.同上方法处理
2.通过试验调整光剂比例
3.加强预镀层质量
4.提高硫酸铜含量
3.提高PH值或提高温度
沉积速度慢
零件的深位镀不上镀层
1.镀液中有六价铬
2.镀液中有硝酸根
3.电流密度太小
1.将PH值调至3,加温至60℃,加入0.2-0.4克/升保险粉,搅拌60分钟,将PH值调至6.2,搅拌30分钟,加入0.3-0.5毫升/升30%的双氧水
2.将镀PH调至1-2,加温至60-70℃,先用1-2安培/平方分米电解10分钟,然后渐渐降低至0.2安培/平方分米
3.电解法去除
4.提高温度
5.降低电流密度
6.检查线路
7.电解法处理
铬层有明显的裂纹
1.温度太低且阴极电流密度太高2.镀铬硫酸过高或铬酸含量过低
3.氯离子过多
4.底层镍的应力过大
1.升温且降低电流密度
2.分析成分,调整正常范围
3.加少许碳酸银
4.镀镍时补充柔软剂
电镀时,电压很高,但阴极没有气泡
1.阳极表面上生成了铬酸铅
2.加温50℃,搅拌下加入0.2-0.4克/升保险粉,加入1-2克/升活性炭,搅拌30分钟,趁热过滤
3.加热镀液,电解30分钟
镀镍常见故障原因与排除方法
故障现象
故障原因
故障排除方法
镀层有针孔
1.前处理不良
2.镀液中有油或有机杂质过多
3.湿润剂不够
4.镀液中铁等异金属
质
5.硼酸含量不足
6.温度太低
1.加强前处理
5.电镀之前将电流调到最小
6.用活性炭吸附
镀层发花
1.镀层处理不良
2.清洗水有油
3.镀液中有油
4.镀液PH太高或镀液浑浊
1.加强前处理
2.更换清洗水
3.用活性炭吸附
4.调整PH值
镀层发脆
1.光亮剂过多或柔软剂太少
2.铜/锌/铁或有机杂
过多
3.PH值过高或温度过低
1.添加柔软剂
2.添加除杂水或小电流电解