焊接工艺(日本)
HR3C焊接工艺评定方案

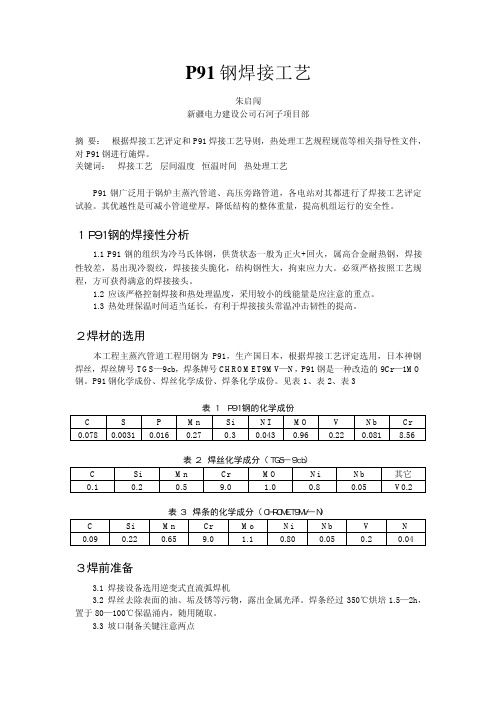
新型奥氏体耐热钢HR3C焊接工艺评定方案编制:批准:新型奥氏体耐热钢HR3C焊接工艺评定方案镇雄电厂600MW超临界机组锅炉的末级过热器、屏式过热器选用部分HR3C,规格为Φ38×6.4、Φ44.5×6.8。
HR3C是日本住友金属命名的牌号,在日本JIS 标准中的材料牌号为SUS310JITB,在ASME标准中的材料牌号为TP310NbN。
HR3C 是SA213-TP310H钢的改良钢种(标准化学成分范围见表1,室温力学性能见表2 ),HR3C钢是在SA213-TP310H钢的基础上添加了0.20~0.60%的Nb、0.15~0.35%的N,在钢时效过程中析出NbCrN氮化物,NbCrN非常细小且特别稳定,即使长时间时效,组织也很稳定,使HR3C的高温性能大大提高,蠕变断裂强度达到181MPa(10万h、600℃)。
同时加入微量的N对抑制σ相的形成、改善韧性有效。
由于HR3C钢的综合性能较TP310系列奥氏体钢中的TP304H、TP321H、TP347H 和TP316H的任何一种更为优良,所以在TP347H、 Super304H、TP347HFG钢不能满足向火侧抗烟气腐蚀和内壁抗蒸汽氧化的工况下,选用HR3C 。
1 HR3C钢的焊接性焊接HR3C钢的主要问题是焊接高温裂纹、应力腐蚀、接头的时效和σ相脆化。
试验证明,采用刚性固定法裂纹试验,在相同条件下,HR3C的裂纹敏感性略高于TP347H 。
2 为解决HR3C钢焊接性方面存在的问题,焊接时,应采取以下措施。
2.1 为防止高温裂纹,焊接时要采用降低焊接热输入、降低层间温度的工艺方法和工艺措施,如对直径不大、管壁不厚的管子采用熔池体积小、焊接热输入低的TIG焊接工艺,采用短道焊、间断焊方法保证较低的层间温度,选用杂质含量低的焊接材料。
2.2 正确选择焊接材料,熔敷金属选择与母材成分相同且杂质含量低的材料或镍基焊材,可防止焊逢产生σ相脆化。
P91钢焊接工艺
该工艺参数,在焊接工艺上非常严谨,在焊接过程中,严格控制焊接参数。选用小的 焊接电流,焊层厚度不超过 3mm,焊接层间温度不超过 300℃,延长焊后热处理恒温时间,
2
加强对焊缝的焊接过程的监督,完全可以获得优秀的焊接质量。
参考文献
国家电力公司关于 T91/P91 钢焊接工艺导则 火质函[1999]34 号 A335P91 焊接工艺评定报告. 山东电建三分公司 刘宝芳、姜评章 贵州黔北电厂 4×300MW 机组工程 P91 钢管道施工焊接工艺指导 王顺林 阳城电厂 1 号机组 P91 钢管道工艺评定 洪卫、王志伟
表 3 P91 钢 TIG 焊接工艺参数
钨极直径
焊丝直径
焊接电流
电弧电压
焊接速度
正面保护
/mm
/mm
/A
/V
/mm.min-1
/L.min-1
Wce—2250
2.4
95—115
9—11
60—80
10—12
4.4 SMAW 焊
4.4.1 SMAW 焊应该注意道间温度的控制,采用小参数、多层多道焊。其工艺参数见表
5.2 恒温时间(见表 5)
壁厚/mm 恒温时间/h
d<12.5 1
表 5 恒温时间
12.5≤d<25 1.5—2
25≤d<37.5 2—3
37.5≤d≤50 3—3.5
5.2.1 焊接完毕需在 100—120℃的温度下恒温 1 小时,将残余奥氏体(A)全部转变为马 氏体(M)后,才能进行升温热处理。
3
P91钢焊接工艺
作者: 作者单位:
朱启闯 新疆电力建设公司石河子项目部
相似文献(10条)
1.会议论文 曾富强.王淦刚 P91钢主蒸汽管道焊接工艺及施焊技术 2004
T91管子焊口焊接工艺

T91管子焊口焊接工艺T91管子焊口焊接工艺要求很严格,管壁厚度小于6mm时采用全氩弧焊接,焊丝用日本神刚公司的TGS-9cb,如果用电焊盖面的话,焊条就用CM-9cb。
焊接前用可溶纸塞住管口两侧,离管口300mm左右,用可燃纸胶带将焊口封住,然后用气针向管内充氩。
预热至200~250℃,焊接完后需热处理,温度为750~775℃,用加热片处理。
由于T91合金元素含量很高,导致该材料可焊性很差:(1) T91含有Cr、Mo、V、Cb等强碳化物元素,焊接时焊缝从高温冷却时易产生淬硬性的马氏体组织,焊缝有很大冷、热裂倾向;(2) T91含有很多的合金元素,其熔融金属的流动性差,焊接时还产生较多的熔渣;(3)由于马氏体钢导热性差,焊接应力不能得到充分释放,焊后焊缝的残余应力很大.因此,T91钢焊接时,如焊接工艺选择不当,焊工操作不当,很容易产生焊接冷、热裂纹、夹渣等缺陷.为了得到优质的焊接接头,有必要从焊接工艺及参数、焊工操作技术等方面进行严格控制.焊接坡口采用V型坡口,尺寸见图1.焊前坡口及周围20 mm范围内清除水、油、锈等污物,并露出金属光泽,以严格控制扩散氢的含量.3.4 充氩保护为防止T91焊接时焊缝根部的氧化,TIG打底及盖面焊时管子内部都采用充氩保护.氩气纯度为99.99%,充氩保护流量控制在7~12 L/min范围内.3.5 预热温度和层间温度的控制T91钢材的淬硬性大大高于常用的铬钼钢,因此,该钢材焊接时,一方面必须严格控制扩散氢的含量,另一方面,需减缓焊接时焊缝的冷却速度,而焊前预热是控制扩散氢含量及减缓焊接时焊缝的冷却速度的最有效的措施,对T91小口径钢管焊接,焊前预热控制在150 ℃以上.为了充分保证下一道焊接前,上一道焊缝已转变为马氏体组织,以利下一道焊接时,能对上一道焊缝进行部分回火,达到改善马氏体组织的焊缝的性能,因此,我们严格限制层间温度在260 ℃以下.我们采用接触式测温计测量预热温度和层间温度,以达到严格控制温度的目的.托克托电厂一期工程 1号机组末级过热器管排 ,采用了SA2 13-T91钢制造。
日本METI焊接工程师培训和考试
日本METI焊接工程师培训和考试17年由于项目需要,公司委派到日本考取“METI CODE溶接管理责任者资格评定书”,相当于焊接工程师。
去之前听说前面去的几批人全部没通过考试,心里很是惴惴。
所幸最终经过培训还是顺利通过了考试。
这里简单介绍一下培训和考试过程,为后面去取证的战友提供些信息帮助。
METI是Ministry of Economic, Trade & Industry经济、贸易和工业部的简称,METICode包括了一系列的标准,如Technical Standard for Thermal Power Plant and Technical Standard for Wedling (METI ordiance NO.51)及相应的名词解释。
国内用得比较少,也没找到有英文版。
培训是在JFE,日本钢铁,横滨市鹤见区。
虽然培训地点是这里,但培训和发证机构是JPES(JAPNA POWER ENGINEERING SERVICE CO., LTD)。
培训和考试一共2天时间,第一天培训,第二天上午培训和答疑,下午考试。
培训由JPES技术部长进行,年纪应该60岁开外了,证书也是由他签发。
另外他们请了一位工程顾问公司的协助他,年纪也很大了。
授课先用日语讲一遍,再由顾问用英语讲一遍。
培训内容分三个部分,主要有火力发电法规、标准,焊接技术标准和METI必要的参考书籍和工程样例。
METI标准的焊接工艺评定和焊工考试与其他标准有很多不同的地方,比如PQR不可合并也不可拆分,壁厚覆盖范围的不同等,这些都会讲到。
在网上能找到一篇杭锅同行写的METI焊评和焊工介绍,需要的可以参考一下里面的细节。
另外还有无损检测的内容,主要是RT的要求,需要了解JIS Z 3104,这个找到了英文版。
晚上JFE请授课老师和我们一起吃饭,还是很热情的。
第二天上午接着培训,之后答疑。
这天了解到还有一个证书是“METI CODE溶接自主检查员资格评定书”,相当于焊接检验员。
无缝焊接工艺

了先进的技术和立式加工中心,可以用全新的方式来生 产模具,同时在注塑成形过程中,采用了高效加热和制 冷循环技术。这项新技术尚未申请专利,
牧野公司为其开发了相关的加工应用程序。采用无缝焊 接技术,不仅可以帮助消除模具焊缝,还相应地提高了 零件的精度、光洁度和外观可观性。同时
,无缝焊接技术在注塑成形过程中实施了高效控制,缩 短了模具的加工周期。由于该项工艺生产的产品具有出 色的表面光洁度,因此不需要采用二次喷
无缝焊接技术在焊接模具的焊接中表现出了卓越的性能, 提高了零件的精度、光洁度和外观的可观性,缩短了模 具的制造周期。克服了在焊接过程中出
现有缝而影响模具美观的缺点。目前随着全球市场对高 品质零件需求的日益增大,人们对可以提高零件精度的 无缝焊接技术越来越青睐。近日,日本牧
野公司(Makino)的联盟伙伴研发成功了一项新型无缝焊接 技术,它可以有效地消除模具之间的焊缝、交接线和分 型线。该工艺的关键在于采用
工,这样可以提高公差尺寸精度。板上的翅片以及水室 பைடு நூலகம்却管线也得到更广泛的应用,进一步提高了产品质量 和无缝焊接的光洁度。新型无缝焊接技术
的出现使模具通道设计的多种变化和采用多面体立式加 工中心铣削加工成为可能。在实际模压成形过程中,模 具通道设计的变化可以帮助控制模具加热
和冷却的最佳温度变化。通过对重要的中径渗透室进行 铣削加工,可以使温度波动保持在60℃之内。这些渗透 室在模腔后面被铣削加工,形状与模腔
转载请注明文章出处,谢谢。
超声波塑料焊接机 ty72htvv
镀和退火,也就避免了因二次收缩而造成的尺寸变化。 在以往的模具生产工艺中,冷却管线布置在模具表面附 近,产品的表面光洁度总是不太均匀。而
在一些比较新的工艺中,通过将模芯和模腔冷却管线的 水流设置在树脂注射区域附近,可以使生产的产品质量 得到较好的保证。新的无缝焊接技术采用
低热输入焊接工艺

低热输入焊接工艺为了减少热变形,实现超薄板、镀锌板、轻质材料的焊接,国内外许多企业和研究单位都进行了低热输入焊接工艺的研究。
目前国外有代表性的方法有CMT、Coldarc、CP、AC-CBT等。
1、奥地利Fronius的CMT技术CMT是针对异种材料、超薄板和镀层金属焊接开发的一种精确控制热输入的新型焊接工艺。
Fronius公司1997年成功开发出钢与铝焊接和无飞溅引弧技术,在此基础上,于2002年开发出CMT技术。
2005年,CMT技术开始在汽车等工业领域中得到应用。
2007年福特汽车公司把亨利.福特技术奖颁发给从事CMT应用开发的工程技术人员,以表彰冷弧焊技术在汽车加工中的卓越贡献。
CMT工艺的特点是熔滴过渡冷热循环交替,通过协调送丝控制及实时监控实现了焊接过程中“冷”和“热”的交替,从而实现了自动化MIG/MAG无飞溅焊接以及钎焊0.3mm 超薄板。
2、德国EWM的coldarc技术在2005年的德国埃森焊接与切割展览会上,德国EWM公司推出了一种新型的EWM-coldArc(冷弧焊) 技术。
该技术连获“焊接业最佳产品奖”、“ABICOR 创新奖”、“MM-Award 2006”以及“Rheinland-Pfalz年度创新奖”等四项大奖。
该技术与CMT技术类似,但控弧较好,燃弧开始电流快速下降以减少再引燃电弧时的能量输出,燃弧中期再通过脉冲电流的方式使焊丝端头产生熔滴,到燃弧后期时再将电流降低。
因而经济上优于CMT技术。
3、德国Cloos的CP冷焊技术根据采用不同极性接法时焊接过程对母材和焊丝的加热作用差别巨大的原理,德国Cloos公司于2002年提出了CP冷焊技术,并成功开发出世界第一台变极性MIG/MAG焊机GLC353QUINTO CP。
CP冷焊工艺作为一种熔化极气体保护焊,主要用于0.2-2mm的薄板,可以手工焊和自动焊,能实现短弧CP和脉冲CP冷焊工艺。
4、日本OTC的AC-CBT法为适应低热输入和低飞溅的CO2/MAG焊接要求,日本的大阪变压器公司(OTC)推出交流AC-CBT法。
鱼鳞纹焊接手法

鱼鳞纹焊接手法鱼鳞纹焊接手法是一种利用焊接焊缝形状和组织结构来增强BAW (平行肋片式焊缝)手法使用的焊接工艺,并根据实际的可行性进行改进的一种焊接工艺。
它是由日本组织创造并开发的,并于2002年由日本组织Patents Office正式登记注册,实现了鱼鳞纹焊接手法的正式商业化。
鱼鳞纹焊接手法的主要原理是通过在焊缝表面形成鱼鳞状的小凹槽,使焊缝处的残余应力能够全面地释放,从而使焊缝处的残余应力和热影响小致,从而大大增强焊缝处的强度和韧性,是一种非常有效的焊接工艺。
为了使鱼鳞纹焊接手法能够更好的发挥其强度和韧性的功能,采用了高技术的原理:在两个基材的焊缝表面处要通过高温焊枪高速旋转,从而使焊缝表面形成一层柔软变形,不管是基材厚度,表面处理,焊缝形状,还是焊接速度都要充分考虑,以达到最优的焊接状态。
鱼鳞纹焊接手法不仅在一般材料的焊接上有良好的效果,而且在耐高温热处理抗拉强度和高塑性材料的焊接上也有很好的表现,这样就可以解决一般焊接技术无法很好的处理的问题。
此外,鱼鳞纹焊接手法可以有效的减少焊缝的热影响,避免热膨胀,使焊缝处的残余应力能够得到及时的释放,从而减少焊缝处的变形量,从而提高焊接效果。
最后,由于鱼鳞纹焊接手法的应用,可以提高焊接的性能,改善焊接工艺的稳定性。
加之在操作过程中,可以有效的减少焊接烧伤,提高焊接效果,减少加工时间,提高工作效率。
因此,这种焊接技术受到了越来越多的关注和喜爱。
总之,鱼鳞纹焊接手法具有很高的实用性,它不仅可以提高焊接材料的强度和韧性性能,而且可以有效改善焊缝的热影响,减少焊缝的变形量,从而有效提高质量,为实现质量再营销提供了一条有效的途径。
鱼鳞纹焊接手法的出现,一定程度上为焊接行业注入了新的活力,使其发展变得更加迅速,更具有竞争力。
焊 接 工 艺 评 定 材 料 类 组 别 表

3.类别号中括号内数字为ASME的P No。
4.铝及铝合金牌号中括号内代号为旧标准牌号。
N02201(低C 99.0%Ni)
中国
美国
美国
NiⅡ(42)
Ncu28-2.5-1.5
N04400(Monel 400)
中国
美国
NiⅢ(43)
N06600(Inconel 600)
N06690(Inconel 690)
N06625(Inconel 625)
美国
美国
美国
NiⅣ(44)
N10001(Hastelloy B)
N08800(Incoloy 800)
N08825(Incoloy 825)
N08020(Carpenter 20cb3) N06985(Hastelloy G3)
美国
美国
美国
美国
ZrⅠ(61)
R60702
美国
ZrⅡ(62)
R60705
美国
注:1.钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。铜及铜合金在分类号前面冠以C。
304L AISI304L
美国
00Cr19Ni10
SUS304
日本
0Cr19Ni9
SUS304L
日本
00Cr19Ni10
321
美国
1Cr18Ni9Ti
SUS321 SUS321TB SUS321TP
日本
1Cr18Ni9Ti
Ⅶ
Ⅶ-2
0Cr17Ni12Mo2 0Cr19Ni13Mo3 0Cr18Ni12Mo2Ti 00Cr17Ni14Mo2 00Cr19Ni13Mo3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接的优点
(1)资源材料的节约
(2)减少加工的时间 (3)提高性能和寿命 (4)通过堆焊等可以进行保养、修理、 再生
焊接的缺点
(1) 材料的性质容易发生变化。 (2) 容易发生变形。 (3) 容易产生残留应力,这个残留应力 有可能在承受荷载的时候,导致一 个损坏。 (4) 难以加工出准确的尺寸。 (5) 对于应力集中比较敏感。
3mm
4mm 4mm
A 、B指的是进深
500×1200mm
1000×2000mm
5mm
6mm
焊接接头设计的要点
(3)焊接部的形状
经常使用的焊接的例 子 端部焊接的例子 想增加强度 的例子
角焊焊接
I型焊接
レ型焊接
焊接接口设计的要点
(3)焊接部的形状 (焊接符号)
符号 焊接的种类 両フランジ形 片フランジ形 I形 V形・X形 U形・H形 レ形・K形 J形・両面J形
浙江明達科網新科技培訓有限公司
符号
焊接的种类 フレアレ形・X形 フレアV形・K形 すみ肉 プラグ・スロット ビード・肉盛り スポット・プロジェ クション・シーム
焊接接口设计的要点
図面記入法
焊接借口设计的要点
(3)焊接部的形状(弧形缺口)
这个部分也 焊接
C型
R型 强度有必要的时 候使用
焊接接口设计的要点
S45C、SC410 等 σB480Mpa以上
・铸铁:不可以
FC250 等 含碳量 2.0%~
焊接接头设计的要点
(2)焊接构造物的精度
焊接构造物由于它的加工特性很难产生高精度的尺 寸。焊接后,进行机械加工的情况下的加工余量作为 例子来表示。
加工余量
A和B的尺寸 加工余量
100×100mm
200×300mm 300×500mm
焊接的种类
(1)钎焊 (2)压焊 :电阻焊 气焊 锻焊
(3)熔焊 :开坡口焊接 角焊 埋弧焊 塞焊 槽焊
焊接加工品
一般性的加工
板材下料(火焰、激光、等离子 体)
不需要精度的机械加工
退火和去除变形等等
焊接
焊接加工品
钻
一般性的加工
沙子、 铁 等等
精度有必要的机械加工
表面处理(等离子等等)
涂装、电镀
・将计划图画成零件图
焊接接口的强度基本上是把焊接部分的最小面 积作为应力计算当中的截面积来进行计算。
例 1 F(N)
板厚
A
F σ= Mpa A/√2×B来自A/√2 (焊缝厚度)
B
焊接接口设计的要点
(5)焊接强度
考虑方法与内径D、外径D+焊缝厚度的中空的圆 形悬臂梁相同。
2 M
h
例
M
τ=2.83M/(hD2π)
焊接接口设计实习
焊接设计的要点
焊接设计的要点
(1)适合焊接和不适合焊接的材料 ・软钢: 适合
SS400、S25C、SPCC、SPHC、SM 等 含碳量 不满0.25% σB400Mpa左右
・高张力钢・铸钢:附加条件之后可以
(虽然有焊接性比较好的焊接用的高张力钢,但是由于含 碳量较大焊接条件相当严格,通常不进行焊接接合)
焊接的缺点
(6) 构造用的钢材的话,有可能由于低 温脆性而导致损坏。 (7) 大型的焊接构造物当中,在中途难 以阻止脆性龟裂。 (8) 焊接者的技术左右着焊接的可信 度。 (9) 难以进行质量检查。
焊接的缺点
(10)在重要的部分,为了确认在焊接的 地方没有缺陷,有必要要进行非破 坏性的检查。 (11)因为很难做到一个完全的检查,所 以在焊接施工当中有必要仔细的 进行检查和品质管理。 (12)对于设计、 加工以及材料等方面 必需要有充分的知识。
焊接接口设计的要点
(4)缓和残留应力和应力集中 ・缓和应力集中
由于下挖、重叠等一些焊接的不良或者是厚度 的骤变、表面粗糙度、材料的变化等原因,在 焊接部分容易产生应力集中。在重要的部件当 中作为解决方法,对材料变化进行抛丸、退火 以及通过磨床对焊接部分的形状进行修正。
焊接接口的设计要点 (5)焊接强度
(4)缓和残留应力和应力集中
焊接接口设计的注意事项
*焊接变形和残留应力 焊接的接合部位会随着温度的变化而膨胀和 收缩。变形和不完全变形的情况下就会以应 力的形式残留下来。这个就是残留应力,它会 个构造的安定性带来很大的影响。
焊接接口设计的要点
(4)缓和残留应力和应力集中 ・退火
这个是在去除残留应力时经常使用的方法。 通常是加热到A3或者A1相变点以上30℃~ 50℃、然后在炉中慢慢冷却。 加热时为了防止由于密闭部分空气的热膨胀而 导致的变形,要考虑到排气的问题。