TPI风电叶片制造工艺
风电叶片制造工艺
WE Handbook- 4- Blade Manufacturing Processes 4
Vacuum Infusion: Pressure Gradient
ቤተ መጻሕፍቲ ባይዱ
真空灌注的消耗材料不仅创造密封真空环境和压力梯度,而且还具有其他几种功能.尼 龙的peelply(脱模布)层紧贴灌注件表面,在使用前可将脱模布撕下获得洁净表面.脱 模布上面有真空倒流网以增加真空灌注速度,可以根据具体铺层选用不同渗透能力的倒 流网.树脂供给管连接在倒流网上,保证树脂能流遍每一处.最后使用真空袋罩住整个 体系,并用真空胶带封闭模具四围以形成一个密闭区域.真空工艺是需要一定操作经验 支持的,从而可以保证系统完整的真空度.
叶片制造工艺
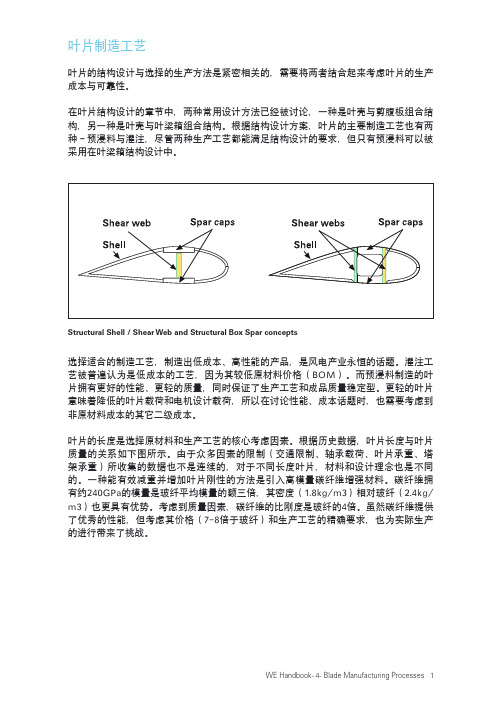
叶片的结构设计与选择的生产方法是紧密相关的,需要将两者结合起来考虑叶片的生产 成本与可靠性. 在叶片结构设计的章节中,两种常用设计方法已经被讨论,一种是叶壳与剪腹板组合结 构,另一种是叶壳与叶梁箱组合结构.根据结构设计方案,叶片的主要制造工艺也有两 种-预浸料与灌注,尽管两种生产工艺都能满足结构设计的要求,但只有预浸料可以被 采用在叶梁箱结构设计中.
压力梯度
通过真空泵抽真空,外界大气压会使得封闭的真空袋内部产生负压,树脂即可被吸入负 压的真空袋继而浸润纤维铺层,浸润的前沿和后沿会产生牵引力,牵引力是与纤维铺层 的浸润性成正比,一旦纤维铺层确定牵引力将等于产生的压力梯度. 因为最大真空负压受限于外界大气压,高的压力梯度的保持与铺层的渗透性和真空吸口 的分布有关.当灌注件的形状和铺层厚度比较多变,真空吸口的分布和数量设置也就更 为复杂,必要时可以采用电脑建模分析
WE Handbook- 4- Blade Manufacturing Processes
风机叶片生产工艺

风机叶片生产工艺
风机叶片是风机的重要组成部分,其工艺流程主要包括模具制备、叶片浇注、固化、修整和喷漆等步骤。
以下是一个关于风机叶片生产工艺的例子。
首先,根据设计要求制备好叶片的模具。
模具通常由树脂材料制成,根据叶片的形状和尺寸,进行适当的切割和拼接,以制作出能够满足要求的模具。
接下来,将模具放置在工作台上,根据叶片的设计要求,准备好所需的树脂和填充材料。
通常情况下,树脂是与填充材料按一定比例混合后浇注到模具中去的。
为了保证叶片的质量,在混合树脂之前,可以添加一些助剂来提高其流动性和固化性能。
然后,将混合好的树脂倒入模具中,同时进行适当的振动和压实,以确保树脂能够充分填充模具,并尽量减少空气气泡的生成。
接下来,将填充好树脂的模具放置在恒定温度和湿度的环境中进行固化。
根据树脂的性质和固化剂的种类,固化的时间通常为几小时到几天不等。
在固化过程中,树脂会逐渐变硬,最终形成固态的叶片。
当叶片固化完全后,将其取出模具。
此时,叶片的表面可能会有一些不光滑或凹凸不平的情况,需要进行修整。
修整的主要目的是使叶片的表面光滑、平整,并符合设计要求的形状和尺寸。
最后,对修整好的叶片进行喷漆处理。
喷漆的主要目的是增加叶片的美观性,并对其表面进行保护,以提高其耐候性和耐腐蚀性。
以上就是一个关于风机叶片生产工艺的简单介绍。
实际的生产流程可能会因不同的叶片类型和生产要求而有所差异。
但总体来说,通过模具制备、叶片浇注、固化、修整和喷漆等步骤,可以制作出质量可靠、性能稳定的风机叶片。
风电叶片成型工艺

风电叶片成型工艺风能作为一种绿色环保型能源是可再生能源中最具开发潜力的一种。
随着风电技术的发展与日趋成熟,机型已达到5MW以上,叶片长度超过60米。
叶片是风力发电机组关键部件之一,具有尺寸大,外形复杂,精度要求高,对强度、刚度、和表面光滑度要求高等特点。
复合材料在风机叶片的制造中具备很多优势。
制造工艺主要有手糊成型、模压成型、预浸料成型、拉挤成型、纤维缠绕、树脂传递模塑以及真空灌注成型等工艺。
1、手糊工艺手糊是生产复合材料风机转子叶片的一种传统工艺。
在手糊工艺中,将纤维基材铺放于单模内,然后用滚子或毛刷涂敷玻璃布和树脂,常温固化后脱模。
手糊方法可用于低成本制造大型、形状复杂制品。
因为它不必受加热及压力的影响。
使用简单的设备和模具即可,另外相对于其他可行性方案成本更低廉。
手糊工艺生产风机叶片的主要缺点是产品质量对工人的操作熟练程度及环境条件依赖性较大,生产效率低和产品质量均匀性波动较大,产品的动静平衡保证性差,废品率较高。
特别是对高性能的复杂气动外型和夹芯结构叶片,还需要粘接等二次加工,粘接工艺需要粘接平台或型架以确保粘接面的贴合,生产工艺更加复杂和困难。
手糊工艺制造的风力发电机叶片在使用过程中出现问题往往是由于工艺过程中的含胶量不均匀、纤维/树脂浸润不良及固化不完全等引起的裂纹、断裂和叶片变形等。
手糊工艺往往还会伴有大量有害物质和溶剂的释放,有一定的环境污染问题。
手糊是一种已被证明的生产复合材料叶片工艺方法,但由于其产量低及部件的不连续性以及很难实现结构复杂,力学性能要求高的大型产品,促使人们将研究重点转移至其他生产方法。
2、模压成型模压成型工艺首先将增强材料和树脂置于双瓣模具中,然后闭合模具,加热加压,然后脱模,进行后固化。
这项工艺的优点在于纤维含量高和孔隙率低,并且生产周期短,精确的尺寸公差及良好的表面处理。
然而,模压成型适用于生产简单的复合材料制品如滑雪板,很难制造包括蒙皮、芯材和梁的叶片等复杂形状部件。
风力发电叶片工艺技术规范

风力发电叶片工艺技术规范风力发电叶片是风力发电机组的核心部件之一,其工艺技术规范的标准化对于提高叶片的质量和性能非常重要。
以下是一份风力发电叶片工艺技术规范的范例,共700字:一、叶片材料:1. 主要采用玻璃纤维增强塑料(GFRP)材料制作叶片,其具有重量轻、韧性好、耐腐蚀等特点。
2. 叶片表面涂层材料应具有良好的抗紫外线、防腐蚀和耐候性能,以延长叶片的使用寿命。
二、叶片设计:1. 叶片应具有良好的气动性能和结构强度,能够在任何风速下高效转动。
2. 叶片的外形设计应考虑到风力机组的年平均风速和最大风速,以保证风力机组在各种气候条件下都能正常运行。
三、叶片制造工艺:1. 叶片制造采用模具成型技术,确保叶片的尺寸精准和一致性。
2. 在叶片制造过程中,应严格控制传统工艺中常见的缺陷,如气泡、毛孔、挤出不良等,以确保叶片的质量。
3. 叶片制造过程中应有专门的质量控制部门进行质量检测,并记录相关数据,以便追溯和改进。
四、叶片装配:1. 叶片装配前,应对叶片进行全面的检查,确保叶片表面平整、无明显的损伤和裂纹。
2. 在叶片装配过程中,应使用合适的工具和设备,避免对叶片造成二次损伤。
3. 叶片的安装位置和姿态应符合设计要求,以确保整个风力机组的运行稳定性和效率。
五、叶片维护和保养:1. 定期检查叶片表面涂层的状态,如有损坏或老化,应及时进行修复或更换。
2. 定期清洁叶片表面的污垢和积聚物,以保持叶片的表面光滑,减少风阻。
3. 定期检查叶片的结构和连接件,如有松动或损坏,应及时予以修复或更换。
六、叶片性能测试:1. 在叶片制造完成后,应进行性能测试,包括叶片的阻力系数、弯曲刚度、疲劳寿命等。
2. 应建立完善的测试方法和设备,确保测试结果的准确性和可靠性。
3. 根据测试结果,对叶片的设计和制造工艺进行改进和优化,以提高叶片的性能和可靠性。
综上所述,风力发电叶片工艺技术规范对于提高叶片的质量和性能至关重要。
通过合理选材、精确制造、合理装配和定期维护,可以保证叶片在各种条件下稳定运行,提高风力发电机组的发电效率。
风电机组叶片制作工艺
风电机组叶片制作工艺
风电机组叶片是风力发电系统中非常重要的组件,其制作工艺直接影响到风电机组的发电效率和使用寿命。
目前,风电机组叶片的制作工艺主要分为以下几个步骤:
1. 材料准备:风电机组叶片的材料通常采用玻璃钢、碳纤维等
复合材料,需要根据设计要求和环境条件选用合适的材料。
材料需要进行加工和预处理,包括切割、打磨、清洗等工序。
2. 模具制作:风电机组叶片的制作需要根据设计图纸制作模具,模具的制作质量对叶片的制作精度和质量有很大影响。
模具制作通常采用数控加工等先进技术。
3. 叶片制作:根据预先准备的材料和模具,进行叶片制作。
叶
片制作主要包括手工铺层、真空吸塑、热固化等工艺。
其中,手工铺层是制作叶片最重要的工艺,需要掌握一定的技巧和经验。
4. 修整和质检:叶片制作完成后需要进行修整和质检,包括修
整叶片表面、边缘,排除瑕疵和缺陷等。
同时,还需要进行尺寸、外观、弯曲度等多项质检。
总之,风电机组叶片的制作工艺需要精细、熟练的手工技巧和先进的加工技术相结合,才能确保叶片的制作质量和性能达到设计要求,为风力发电系统的高效、稳定运行提供保障。
- 1 -。
风电叶片的制造工业流程
风电叶片的制造工业流程我对这风电叶片的制造工业流程啊,那可真是觉得有趣得很。
我就寻思着,这风电叶片,那么老大个,就像个巨人伸开的大手臂似的,它是咋造出来的呢?我就去那制造的地儿看了看。
一进去,嚯,那场面可真是够热闹的。
工人们啊,都忙活着自己手头的事儿,每个人脸上的表情都严肃又认真,眼睛就盯着自己跟前的东西,像在对待啥宝贝似的。
首先呢,得准备材料。
那些材料啊,堆在那儿,看起来就很有讲究。
我就看到有个老师傅,头发有点花白了,他弯着腰,仔细地查看着那些材料,嘴里还念叨着啥。
我凑过去问他:“老师傅,您这都看啥呢?”老师傅抬了抬头,眼睛里透着一股精明劲儿,说:“这材料可不能有一点马虎啊,这就好比做饭,材料不好,那做出来的饭能好吃吗?这风电叶片的材料要是不行,那叶片能好用吗?”我一听,觉得可在理了。
然后啊,就是设计的环节。
那些设计师啊,坐在电脑前,眼睛盯着屏幕,手指头在鼠标和键盘上噼里啪啦地按。
那屏幕上的图案,花花绿绿的,我是看不太懂。
我就又找了个看着面善的年轻设计师问:“小伙子,你这设计的是啥啊?”小伙子推了推眼镜,脸上带着点兴奋,说:“这可都是按照严格的科学计算来的,每个弧度,每个厚度,那都得精确到毫米呢,不然这叶片转起来就没那么灵光。
”接着就是模具制作了。
那模具啊,真是大得吓人。
工人们在那模具周围爬上爬下的,就像小蚂蚁在大面包上忙活。
有个工人,脸上黑乎乎的,都是机油啥的,他一边擦汗一边和旁边的人说:“这模具可得弄好咯,它要是有点毛病,那叶片的形状就不对喽。
”再往后就是叶片的成型过程了。
各种机器嗡嗡作响,感觉整个厂房都在震动。
树脂啊,纤维啊,这些材料就像被施了魔法一样,慢慢地就变成了叶片的形状。
我站在那儿,闻着那树脂的味道,有点刺鼻,但又觉得充满了希望。
有个工人大声喊着:“注意速度,注意比例!”那声音在厂房里回荡。
最后就是检测和涂装了。
检测的设备可高级了,就像给叶片做全身检查似的。
涂装的时候,那叶片就像穿上了新衣服,一下子变得漂亮又结实。
风电叶片制造工艺的自动化发展综述

风电叶片制造工艺的自动化发展综述风电叶片是风力发电机组的核心部件之一,其制造工艺的自动化发展对于提高生产效率、降低成本、保障产品质量具有重要意义。
本文将从风电叶片制造的工艺流程、自动化技术在叶片制造中的应用以及未来发展趋势等方面进行综述,以探讨风电叶片制造工艺自动化发展的现状与未来。
一、风电叶片制造工艺流程风电叶片的制造工艺流程主要包括复合材料预制、叶片结构加工和表面处理三个主要环节。
在复合材料预制环节,主要包括纤维预浸料纺丝、叶片拼接和模具制作等工序;在叶片结构加工环节,主要包括叶片结构加固、连接部件安装和内部结构加工等工序;在表面处理环节,主要包括抛光、外观检验和防腐处理等工序。
整个工艺流程需要大量的人工操作和专业技能,制约了叶片制造的生产效率和产品质量。
二、自动化技术在风电叶片制造中的应用为了提高风电叶片制造的生产效率和产品质量,自动化技术在叶片制造中得到了广泛应用。
在复合材料预制环节,自动化技术主要体现在纺丝机的控制系统、自动拼接机器人和智能模具制作等方面,可以实现纺丝和拼接的自动化。
在叶片结构加工环节,自动化技术主要体现在数控加工设备、自动化连接件安装机器人和智能结构加固设备等方面,可以实现叶片结构加工的自动化。
在表面处理环节,自动化技术主要体现在自动抛光设备、外观检验机器人和智能防腐处理装置等方面,可以实现叶片表面处理的自动化。
这些自动化技术的应用使得风电叶片制造的生产效率得到了大幅提升,同时也提高了产品质量和稳定性。
三、风电叶片制造工艺自动化发展的未来趋势随着风电叶片的制造规模不断扩大和技术水平不断提高,风电叶片制造工艺的自动化发展也面临着新的挑战和机遇。
未来风电叶片制造工艺自动化的发展趋势可以从以下几个方面进行展望:1. 智能制造技术的应用:随着人工智能、物联网和大数据技术在制造业的不断发展,风电叶片制造工艺将会更加智能化。
通过智能传感器、自动控制系统和数据分析技术,可以实现叶片制造生产过程的实时监测和智能调控,提高生产效率和产品质量。
风电叶片机加工工艺
1 机加工工艺流程 (1)2 根部缠绕 (2)2.1叶片摆放 (2)2.2根部前后缘切割 (2)2.3根部前后缘修整 (2)2.4根部缠绕 (3)2.5根部固化 (3)3 前后缘切割 (4)4 打磨叶片表面 (4)5 前后缘修整 (4)5.1前缘外部修整及前缘外补强 (5)5.2后缘外部修整及后缘外补强 (6)5.3检验标准 (7)6 打孔 (7)6.1叶片的摆放 (7)6.2法兰面粗切割 (7)6.3打孔 (7)6.4安装螺栓螺母 (7)7 零度标识 (8)7.1测量原理 (8)7.2测量方法 (8)8 排水孔制作 (8)机加工标准工艺1 机加工工艺流程根部缠绕表面打磨前后缘切割前后缘外补强前后缘修整法兰面切割打孔安装螺栓螺母横向螺母孔封口铺层零刻度位置测量并标记2 根部缠绕2.1 叶片摆放将铺层车间运至机加工车间的叶片水平放置在支架上,SS面朝上。
支架位置为R1.2,R13.25,R26.75三处,支架支撑轮廓必须与叶片相应位置的外轮廓相贴合。
2.2 根部前后缘切割对于根部,理论上合模之后,PS面和SS面前缘应该完全重合,切割时应该从边缘上厚度突变的地方割下。
但是实际合模时,上下两个面有错位,因此应按照图2,使用电动切割机对前后缘R-0.05~R1.2范围进行粗切割,并为后续精细修整留出约10mm余量。
粗切割后,进行精切割。
用手感觉PS和SS面接缝处,感觉是否有错位。
如没有台阶,直接按照接两面的拐角切割;如有台阶,应该将台阶留下,按照最外面的一个拐角切割。
SS面PS面图2-前后缘粗切割2.3 根部前后缘修整完成切割后,撕掉根部脱模布。
如叶片的PS面和SS面有错位,使用气动打磨机将前后缘打磨圆滑,并将台阶内表面打磨粗糙。
扫去前缘上灰尘,用带粘性的纱布将其清理干净,在错位台阶内填入快配方胶粘剂,如图3。
待胶粘剂固化之后,用80目打磨片将前缘打磨圆滑。
如两面没有错位,直接将前后缘打磨圆滑。
图3—根部前后缘修整2.4 根部缠绕1) 将叶片转移至缠绕机支架上,竖直放置,支架位置为R1.2和R26.75两处。