皮带秤链码校验步骤
皮带秤的校验方法

2.2、准确度零点校准:;零点调试结果在量程范围内±3%。
允差=量程*±3%量程校准:最大允许误差为±0.5%。
3、校准方法3.1、外观检查:观察秤架无变形,仪表显示正常。
3.2、准确度校准3.2.1、检查各部件是否工作正常,并在皮带上做一个明显的记号。
3.2.2、启动皮带机,用秒表卡取皮带转一圈的时间,并记录。
3.2.3、测量皮带的xx:用测距器测出皮带一圈的xx。
3.2.4、测出皮带长度与时间的数值置于仪表的内部参数中。
3.3、皮带秤校准。
3.3.1、设定完各参数值后对皮带秤进行去皮。
首先将皮带空转运行两周,确定皮带机上无杂物和水分后去皮,去皮结果不因偏离零点调试量程范围内±3%。
3.3.2、零点校完后进行链码校验,将链码置于皮带秤的有效称量段上,链码中心与秤架中心重合。
将皮带起动,仪表有累积,观察链码滚动时的中心线是否与皮带输送机的中心线重合,如不重合必须进行调整,同时应注意链码两端的固定不要太紧,防止水平张力过大。
3.3.3、先测出皮带的周长与圈数存入控制仪表内,计算出标定时皮带运转整圈的理论累积值Q。
Q=W*L*n式中W-----链码单位长度的重量(kg/m)L-----皮带xx(m)n----圈数3.3.4、计算新的量程系数。
新量程系数=(理论值*旧量程系数)/仪表的实际累计值3.3.5、重复上述标定过程,直到连续三次标定的累积量误差在允许范围内。
6、标定结束后,停止皮带运行,取下链码。
4、校准条件4.1、环境条件4.1.1、环境温度:-10℃~45℃4.1.2、新仪表预热30分钟,皮带启动运行10分钟后方可对皮带秤进行校准。
4.2、校准设备:标准链码,秒表、钢卷尺。
5、校准结果处理5.1、误差的计算公式:M=(Q-W)/Q*100%式中:M——相对误差;Q——理论累计值;W——仪表显示累计值;2、经校准符合本规范要求的配料(计量)皮带秤判为合格,粘贴“准用”标志;不合格的配料(计量)皮带秤粘贴“禁用”标志。
电子皮带秤(链码)校准规范

**********公司电子皮带秤(链码)校准规范一、概述:为保证在现场进行电子皮带秤校准的量值准确可靠,校准结果达到公正、客观、准确,特制定本校准规范。
二、引用文献国家计量检定规程JJG195-2002连续累计自动衡器(皮带秤)。
三、适用范围本规范适用于京唐公司赛摩链码电子皮带秤的校准工作。
四、校准前准备1、校准前必须按《管理规定》的要求,与生产厂取得联系,拿到操作牌,并按生产厂的规定做好相应的标识。
2、校准设备、工具和其它辅助材料的准备。
必要的校准设备和标准链码,确认其精度等级范围;标准数字万用表;测速仪器;绝缘电阻测试仪;对讲机一套;通用仪器调试工具、扳手;其它辅助材料如干净的毛刷、软布等。
3、检查传感器,测速等接线应无破损、短路、开路的迹象且接触良好。
4、校准前皮带秤的外观检查确认皮带秤外型结构完好,制造厂名、商标、秤的名称、规格型号、额定流量、准确度等级、指示器分度值、出厂编号、制造年月、制造许可证标志;仪器设备外露件应无松动和机械损坏,信号线、电源线、接地线各端子应连接可靠;对秤目测检查四周间隙内不得有异物;称重传感器是否有异物卡靠;传感器输出是否正常,皮带运转有无跑偏,皮带托辊是否全部接触与皮带运转正常。
五、校准校准前对仪表预热30分钟,同时输送机承受负荷运行一段时间后,方可进行校检。
其步骤及方法如下:1、皮带速度变化率(1)速度测量,空称运行五整圈后,停止运行,在皮带直线段上用卷尺量取一定的长度,并在首尾划定标记,然后开动输送机运转一整圈,当皮带首尾标记与皮带机机架上的固定标记重合时,打开秒表记时,当尾标记与固定标记重合时停秒表,读取示值,依次测量三次,取算术平均值,为皮带的运行速度V 0 。
V 0=L/T 0式中: L 所量皮带长度(米) T 0 运行时间(秒)(2)速度变化率的计算按上述方法检测输送机在60%最大流量下,输送物时的皮带速度V 1,则皮带速度变化率为:St= ⨯100%所得结果应不大于额定速度的±5%。
电子皮带秤的校验方式有哪些?链码校验的步骤是什么?
电子皮带秤的校验方式有哪些?链码校验的步骤是什么?作为一种衡器,电子皮带秤广泛应用于散料贸易结算、生产工艺流程中的配料计量及检测控制。
因此,电子皮带秤的精确度是否符合要求,校验和日常维护管理非常重要。
那么,电子皮带秤多久校验一次?链码校验的正确步骤是什么?快来跟着海鼎自动化科技学习一下吧!一、电子皮带秤的校验方式有哪些1、挂码校验这是较为传统的校验方式,校验精度相对较低,如果对皮带秤精度要求不高,可以选择这种校验方式。
2、链码校验链码校验皮带秤的方法较为方便,时间也相对较短,使用循环链码模拟物料来检定皮带秤,检验精度比挂码检验更高。
3、离线实物校验换句话说,这是一种将皮带秤称量值与地上衡称量值做对比的一种校验方式。
皮带秤称量过物料后,将称量过的物料收集起来,放到地上衡上重新称量后做对比,同时修正皮带秤的称量误差(地上衡需是经过检定合格的衡器)。
虽然这种校验方式精度比挂码和链码校验高,但是操作起来比较麻烦。
4、在线实物校验这是目前来讲校验精度最准确的一种方法,它是使用一套实物检测作为控制衡器来进行标定的,但是这种检测方式费用相对前三种较高。
二、链码校验的步骤是什么1、校验进行时,提前让皮带空转5分钟,确认皮带运行无障碍后进行零点校验(如何进行零点校验,之前的文章中也有介绍),并做好校验记录;2、零点校验结束之后,关闭皮带输送机开关,此步骤是为了检验开关紧急停止是否正常,若出现故障,则终止校验,立即进行检修;3、接下来进行循环链码的校验,校验之前再次确认链码无损毁;在皮带停稳的情况下,校验人员通过控制箱操作检查皮带秤能否进行正常的收放,放下链码应确保导向轮不超过限位,循环链码应处于皮带的中间位置,否则就应该重新摆放;4、链码放好之后启动皮带输送机,安排至少2名人员现场检查,现场人员应在链码校验上方20米的位置观察校验,若出现异常即刻关闭皮带输送机开关;5、校验结束之后,停止皮带输送机,皮带停稳之后,记录仪表上显示的数据,将链码收起,对比实物重量与称重仪表显示重量即可判断出皮带秤的称量准确度。
(2010[1].08)电子皮带秤校验步骤
![(2010[1].08)电子皮带秤校验步骤](https://img.taocdn.com/s3/m/066553f1f61fb7360b4c65a3.png)
电子皮带秤校验步骤
(周青巍2011.04)
在进行校验前先联系输煤程控人员,提前向煤仓上煤,办理工作联系单,满足条件后进行校验。
1、链码校验:
第一步:记录仪表累计煤量数据;
第二步:启动空皮带,进行零点自动校准(也可手动输入间隔值),待皮带运行一圈(约14分钟),校准结束,如果误差较大不满足要求,须改变间隔值后重新进行零点校准,记录零点误差及改变间隔前后的间隔值;
第三步:链码校验,放链码,待运行稳定后进行间隔校准,同样待皮带运行一圈(约14分钟),校准结束,如果误差较大(0.25%)不满足要求,须改变间隔值后重新进行零点校准,记录累计煤量、误差及改变间隔前后的间隔值;
第四步;收链码;
第五步:将仪表切换到运行状态,并再次记录仪表累计煤量数据;
第六步:将校秤前后的仪表累计煤量数据交运行人员,并填写校验记录。
2、实煤校验
校验前应先按1步链码校验对皮带秤校准。
第一步:出具实煤校验的方案,联系输煤及然管人员按方案要求做好准备。
第二步:记录仪表累计煤量数据;
第三步:联系运行人员按顺序启动皮带和叶轮给煤机,将皮带秤的仪表置于实煤校验状态;实煤经过皮带秤并计量
第四步:实煤经过皮带秤并计量,等卸煤沟的煤全部取完,校验结束,将然管提供的煤量输入仪表,计算误差;
第五步:用该误差进行链码校验的修正;
第六步:将仪表切换到运行状态,并再次记录仪表累计煤量数据;
第七步:将校秤前后的仪表累计煤量数据交运行人员,并填写校验记录。
2010.8。
电子皮带秤(链码)校准规范
**********公司电子皮带秤(链码)校准规范一、概述:为保证在现场进行电子皮带秤校准的量值准确可靠,校准结果达到公正、客观、准确,特制定本校准规范。
二、引用文献国家计量检定规程JJG195-2002连续累计自动衡器(皮带秤)。
三、适用范围本规范适用于京唐公司赛摩链码电子皮带秤的校准工作。
四、校准前准备1、校准前必须按《管理规定》的要求,与生产厂取得联系,拿到操作牌,并按生产厂的规定做好相应的标识。
2、校准设备、工具和其它辅助材料的准备。
必要的校准设备和标准链码,确认其精度等级范围;标准数字万用表;测速仪器;绝缘电阻测试仪;对讲机一套;通用仪器调试工具、扳手;其它辅助材料如干净的毛刷、软布等。
3、检查传感器,测速等接线应无破损、短路、开路的迹象且接触良好。
4、校准前皮带秤的外观检查确认皮带秤外型结构完好,制造厂名、商标、秤的名称、规格型号、额定流量、准确度等级、指示器分度值、出厂编号、制造年月、制造许可证标志;仪器设备外露件应无松动和机械损坏,信号线、电源线、接地线各端子应连接可靠;对秤目测检查四周间隙内不得有异物;称重传感器是否有异物卡靠;传感器输出是否正常,皮带运转有无跑偏,皮带托辊是否全部接触与皮带运转正常。
五、校准校准前对仪表预热30分钟,同时输送机承受负荷运行一段时间后,方可进行校检。
其步骤及方法如下:1、皮带速度变化率(1)速度测量,空称运行五整圈后,停止运行,在皮带直线段上用卷尺量取一定的长度,并在首尾划定标记,然后开动输送机运转一整圈,当皮带首尾标记与皮带机机架上的固定标记重合时,打开秒表记时,当尾标记与固定标记重合时停秒表,读取示值,依次测量三次,取算术平均值,为皮带的运行速度V 0 。
V 0=L/T 0式中: L 所量皮带长度(米) T 0 运行时间(秒)(2)速度变化率的计算按上述方法检测输送机在60%最大流量下,输送物时的皮带速度V 1,则皮带速度变化率为:St= ⨯100%所得结果应不大于额定速度的±5%。
皮带秤校准步骤
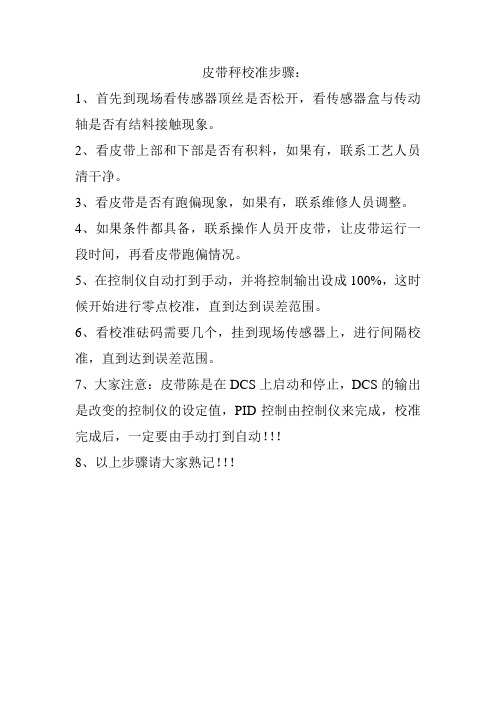
皮带秤校准步骤:
1、首先到现场看传感器顶丝是否松开,看传感器盒与传动轴是否有结料接触现象。
2、看皮带上部和下部是否有积料,如果有,联系工艺人员清干净。
3、看皮带是否有跑偏现象,如果有,联系维修人员调整。
4、如果条件都具备,联系操作人员开皮带,让皮带运行一段时间,再看皮带跑偏情况。
5、在控制仪自动打到手动,并将控制输出设成100%,这时候开始进行零点校准,直到达到误差范围。
6、看校准砝码需要几个,挂到现场传感器上,进行间隔校准,直到达到误差范围。
7、大家注意:皮带陈是在DCS上启动和停止,DCS的输出是改变的控制仪的设定值,PID控制由控制仪来完成,校准完成后,一定要由手动打到自动!!!
8、以上步骤请大家熟记!!!。
水泥厂配料皮带秤校验操作流程

水泥厂配料皮带秤校验操作流程
1、首先准备好砝码(约50kg)、秒表(两位小数),检查仪表和皮带机的完好性、X性(皮带不跑偏、托辊旋转正常、同心无跳动),清洁皮带秤称量区,检查称架与皮带机架无硬性连接,特别要注意测重传感器处的位置不能被杂物堵塞,校称期间,严禁做一切与校称无关的操作。
2、测量和修正皮带的速度。
3、标定(一个周期内跑码结束)在皮带机空转的状态下,依次放入砝码,要保证在一个测量周期内通过“计量段”(要求砝码尽量发到皮带中间,要均匀放置),考虑到到一些因数(如跑码量有限、相对物料的均匀性有限、皮重灰份水份的过程变化等),标定精度在±1%以内即可完成配料皮带秤的校验。
皮带秤校验步骤

皮带秤校验步骤
燃料皮带秤校验步骤
一、零点校验:
(1)启动要校验皮带秤的皮带,确认皮带上没有煤。
(2)点击菜单键,再点击零点校准。
(3)仪表自动开始零点校准,皮带会运行两圈即158秒,剩余时间为0时,此时会出现画面显示:
1)当误差为?0. 02%时,零点校验合格。
点击退出即可,也可以直接点击运行键。
2)当误差,或,? 0.02%时,零点校验不合格。
点击改变,再次进行零点校准,直至零点校准合格。
3)一般情况下三次左右会合格。
二、实物校准
1)查看就地(#8皮带头部)实物秤秤出的重量,应在25至30吨之间。
记下实物重量,此重量是标准重量。
2)联系运行人员启动所有皮带,皮带运行起来确认没有煤。
3)点击菜单,点击实物校准键,进入下一步,点击“是”、“继续”,再通知燃料维护就地人员放煤。
4)此时积算器会显示瞬时流量、累讣总量。
5)燃料就地人员通知煤放完后,点击仪表上显示的完成建。
此时会显示累讣的重量。
通过数字键,直接输入标准重量。
点击确认,积算器会自动计算出误差,
如误差在?0.5%内为合格。
校验合格。
点击中止即可,也可以直接点击运行键。
6)
若超出?0•理在?0・6%以内,则点击改变,积算器自动修正间隔。
若误差很大, 则点击改变后,需重新装煤再次进行实物校准,直至校准合格为止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮带秤校验步骤
在6000积算器上操作
1.检查皮秤的外观好坏,有无杂物堆积
2. 通知运行人员转皮带,空转皮带约两、三分钟
3.待皮带上已无杂物,按“菜单”键
4. 出现下面菜单
——主菜单——
零点间隔实物按“零点校准”键校准校准校准
5.出现下面菜单
——自动零点校准——
空转皮带,再按开始键再按“开始”键开始退出手动
6. 出现下面菜单
——自动调零——
剩余时间秒剩余344秒
瞬时值 t/h
累计值 t
7. 完成出现下面菜单
自动调零完成
误差 X.XX % 改变零点?
改变退出转换
8. 如零点误差±0.05%以外,按“改变”键,记下新零点值,继续零点校准
出现已下画面
零点已改变
新零点 XXXXX 则按“菜单”键,继续零点校验
旧零点 XXXXX
运行菜单
9.如零点误差±0.05%以内,按“菜单”键
——主菜单——
零点间隔实物
校准校准校准
10.在6008链码控制器板件打至“远程”,面板显示:
累积值 t
瞬时值 t/h 此板件“准备”、“远程”灯亮1# 链码脉冲值每秒脉冲值此板件“批处理”灯闪
2# 链码脉冲值每秒脉冲值
11.在6000积算器上按“实物校验”键
——主菜单——
零点间隔实物按“实物校准”键
校准校准校准
12. 6000积算器显示
实物校准
空转皮带再按开始键空转皮带一阵再按“开始”键开始菜单
13. 6000积算器显示
在秤上运输一定量
的物料在就地控制箱,按“手动放链”按钮
将链码完全放下后再按“继续”键继续
14. 在6000积算器上按“继续”后,
6008链码控制器上同时计数
15. 在6000积算器显示
累积吨数(T)
瞬时流量(T/h)
按完成键结束
完成中止
16.在6008链码控制器显示
累积值 XX.XX t
瞬时值 XXX.XXt/h
1# XXXXX XXX
2# 0 0
17.在跑够50吨后,按“完成”后出现以下画面
累积吨数(T)按“链码”将链码控制器的标准
输入参考重量重量传送过来,如果不能传输,
0.00(T)可直接按数字键输入标准重量,
确认中止链码再按“确认”键
18. 在6000积算器显示
实物校验
参考重量加到累计由于是链码产生的流量,
值?按“否”
是否
19. 在6000积算器显示
——自动间隔校准完成——如误差±0.05%以外,则按“改变”误差 X.XX %
改变间隔?
改变中止转换
20. 此时,6000积算器显示
间隔已改变
新间隔 XXXXXXX 按“菜单”继续实物校验旧间隔 XXXXXXX
运行菜单
21. 在十六步如误差±0.05%以内,则按“中止”
记录下误差值按“手动收链”按钮至链码完全收起。
检验结束。