统计技术方法之_直方图
统计方法基础知识6-第五章----直方图与散布图PPT优秀课件
第一节 直方图 第二节 散布图
2021/6/3
返1回目录
第一节 直方图
一、概念 二、应用直方图的步骤 三、直方图的观察分析
2021/6/3
2
一、概念
--直方图是频数直方图的简称。它是用一系列宽度相等、高度不 等的长方形表示数据的图。长方形的宽度表示数据范围的间隔,长方形 的高度表示在给定间隔内的数据数。
3
3 15.5~20.5 13 / / / / / /
6
4 20.5~25.5 18 / / / / / / / / / / / / / / / /
14
5 25.5~30.5 23 / / / / / / / / / / / / / / / / / / /
19
6 30.5~35.5 28 / / / / / / / / / / / / / / / / / / / / / / / / / / / 27
4. 确定各组的界限值(界限值单位应取最小测量单位的1 / 2 ,即1÷ 2
=0.5)。 第一组下限值:最小值-0.5,即1-0.5=0.5;
第一组上限值:第一组下限值+组距,即0.5+5=5.5;
第二组下限值:等于第一组上限值,即5.5;
第二组上限值:第二组下限值+组距,即5.5+5=10.5;
第三组以后,依此类推出各组的界限值:15.5,20.5,25.5,
7 35.5~40.5 33 / / / / / / / / / / / / / /
14
8 40.5~45.5 38 / / / / / / / / / /
10
9 45.5~50.5 43 / / /
3
10 50.5~55.5 48 / / /
统计技术七工具简介

THANKS
03
案例分析:例如,在企业成本分析中 ,可以使用排列图来展示各项成本占 总成本的比重。通过观察排列图,可 以发现主要成本项目和次要成本项目 ,进而制定相应的成本控制措施。
因果图实践应用与案例分析
因果图是一种用于分析因果关系的工 具,通过绘制因果关系图来展示变量 之间的因 因果关系,包括产品质量、市场占有 率、客户满意度等。在制作因果图时 ,需要准确描述每个变量的含义和作 用,同时要清晰地展示变量之间的因 果关系。在分析因果图时,需要找出 关键因素和影响,制定相应的改进措 施。
03
案例分析:例如,在生产过程中,可 以使用控制图来监控生产线的稳定性 。通过绘制控制图,可以及时发现异 常点并采取相应措施进行改进,提高 生产效率和产品质量。
散点图实践应用与案例分析
• 散点图是一种用于展示两个变量之间关系的工具,通 过绘制散点图来展示两个变量之间的相关
05
总结与展望
对统计技术七工具的总结与评价
03
设计要素
流程图通常由方框、箭头、连 接符等组成,表示各个步骤之
间的逻辑关系。
04
使用方法
根据需要描述的过程或系统, 绘制流程图的各个步骤,并标
注连接符和说明。
排列图
01
定义
排列图是一种用于展示数据分布 和关系的工具,通常用于质量控
制、缺陷分析等领域。
03
设计要素
排列图通常由柱状图和折线图组 成,表示数据分布和累计比例关
回归分析
根据自变量和因变量的关系建立回归方 程,预测因变量的取值。
相关分析
通过计算相关系数等指标,衡量两个变 量之间的线性关系。
时间序列分析
通过对时间序列数据的分析和预测,揭 示其周期性变化和趋势。
质量管理常用七大手法(最新)

线硬
缆线
不宜
责任心不强 漆
技术水平低
不执行工艺 包 表
刮线
一次除漆多
面
疙
炉口
炉口温度高
不及时更 换毛毡硬
质尘
瘩
设备
工艺
温度低 环境
注意:图中用方框框起来的原因为“要因”
⑵工序分类型
工序分类型的作法是,首先按工艺流程把各工序作为影响产品质 量的平行的主次原因找出来,然后把各工序中影响工序质量的原因查 出来,再填写在相应的工序中,其法优点是,简单易生;其缺点是, 相同的因素会出现在不同的工序中。而且也难于表现数个原因交织在 一起的情况,反映不了因素间的交互使用。
“损 失金额”计算。
⑸ 不太主要的项目很多时,可以把最次要的几个项目合并为“其他”项,排 列
在柱形条最右边。 ⑹ 收集数据的时间不宜太长,一般以1~3个月为好。时间太长,情况变化
较大,不易分析及采取措施,时间短,只能说明一时的情况,代表性 则差。 ⑺ 视具体情况,首先解决紧迫问题。
三、层别法
1、层别法的用途:
把收集来的原始数据按照一定的目的和要求加以分类整理,以便进行比 较分析的一种方法。
2、分层的原则:
分层原则是使同一层次内的数据波动(或意见差异)幅度尽可能小,而层与 层之间差别尽可能大,否则就起不到归类汇总的作用。
3、分层的标志:
分层的目的不同,分层的标志也不一样,通常用人、机、料、法、环、 时间等作为分层的标志: ⑴ 人员别:可按年龄、工级和性别等分层。 ⑵ 机器别:可按设备类型、新旧程度、不同生产线工具类型等分层。 ⑶ 材料别:可按产地、批号、制造厂、成分、规范等分层。 ⑷ 方法别:可按不同的工艺要求、操作参数、操作方法和生产速度
直方图
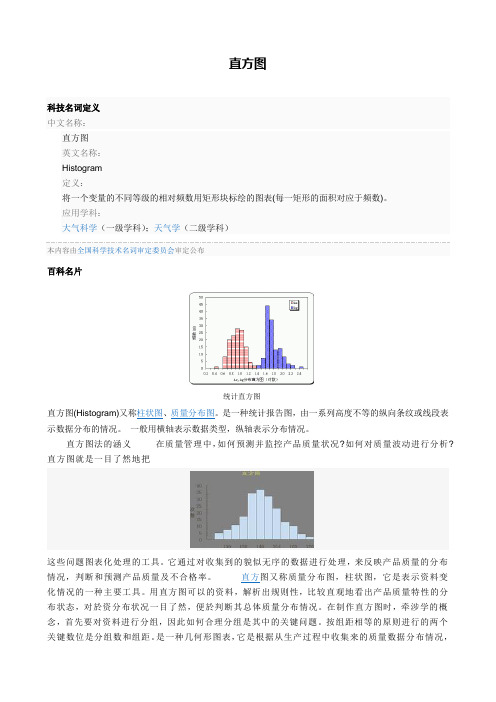
直方图科技名词定义中文名称:直方图英文名称:Histogram定义:将一个变量的不同等级的相对频数用矩形块标绘的图表(每一矩形的面积对应于频数)。
应用学科:大气科学(一级学科);天气学(二级学科)本内容由全国科学技术名词审定委员会审定公布百科名片统计直方图直方图(Histogram)又称柱状图、质量分布图。
是一种统计报告图,由一系列高度不等的纵向条纹或线段表示数据分布的情况。
一般用横轴表示数据类型,纵轴表示分布情况。
直方图法的涵义在质量管理中,如何预测并监控产品质量状况?如何对质量波动进行分析?直方图就是一目了然地把这些问题图表化处理的工具。
它通过对收集到的貌似无序的数据进行处理,来反映产品质量的分布情况,判断和预测产品质量及不合格率。
直方图又称质量分布图,柱状图,它是表示资料变化情况的一种主要工具。
用直方图可以的资料,解析出规则性,比较直观地看出产品质量特性的分布状态,对於资分布状况一目了然,便於判断其总体质量分布情况。
在制作直方图时,牵涉学的概念,首先要对资料进行分组,因此如何合理分组是其中的关键问题。
按组距相等的原则进行的两个关键数位是分组数和组距。
是一种几何形图表,它是根据从生产过程中收集来的质量数据分布情况,画成以组距为底边、以频数为高度的一系列连接起来的直方型矩形图,如图所示。
作直方图的目的就是通过观察图的形状,判断生产过程是否稳定,预测生产过程的质量。
具体来说,作直方图的目的有:①判断一批已加工完毕的产品;②验证工序的稳定性;③为计算工序能力搜集有关数据。
直方图将数据根据差异进行分类,特点是明察秋毫地掌握差异。
直方图的绘制方法①集中和记录数据,求出其最大值和最小值。
数据的数量应在100个以上,在数量不多的情况下,至少也应在50个以上。
我们把分成组的个数称为组数,每一个组的两个端点的差称为组距。
②将数据分成若干组,并做好记号。
分组的数量在5-12之间较为适宜。
③计算组距的宽度。
用最大值和最小值之差去除组数,求出组距的宽度。
直方图

j 0 j 0 k k
nj n
乘以n,再四舍五 入取整
44
说明
由于数字图像灰度取值的离散性,通过四 舍五入使得变换后的灰度值出现了归并现 象,从而致使变换后的图像并非完全均匀 分布,但是相比原始直方图要均匀得多
直方图修正
2.直方图规定化/直方图匹配 在某些情况下,并不一定需要具有均匀直 方图的图像,有时需要具有特定的直方图 的图像,以便能够增强图像中某些灰度级。 直方图规定化方法就是针对上述思想提出 来的。 直方图规定化是使原图像灰度直方图变成 规定形状的直方图而对图像作修正的增强 方法
0.89
0.95 0.98 1.00
6/7
1 1 1
s3=6/7
985
0.24
s4=1
448
0.11
41
例:
原图像的直方图
均衡后图像的直方图
42
例:直方图均衡化示例
43
例:
思考问题: 若在原图像一行上连续8个像素的灰度值分 别为:0、1、2、3、4、5、6、7,则均衡 后,对应的灰度值为多少?
46
直方图规定化
可见,它是对直方图均衡化处理的一种有 效的扩展。直方图均衡化处理是直方图规 定化的一个特例 对于直方图规定化,下面仍从灰度连续变 化的概率密度函数出发进行推导,然后推 广出灰度离散的图像直方图规定化算法
47
直方图规定化
假设pr(r)和pz(z)分别表示已归一化的原始 图像灰度分布的概率密度函数和希望得到 的图像的概率密度函数 首先对原始图像进行直方图均衡化,即求 变换函数:
H Pi log2 Pi
i 0 L 1
17
统计技术(新老七种工具)

直方图(频数直方图)
• ⑹画直方图: 在横轴上以每组对应的组距为底,以该组的频数 为高,作直方图。计算样本平均值(X),样本标准偏差值 (S),在图上标出公差范围(T),样本量(n),样本平均值 (X),样本标准偏差(S)和X的位置。
• 计算公式: (以替换数法)
∑ fi ui • X= Xo+ h× n
控制图
•
2.计数值控制图
• ⑴不合格品率控制图(P)
• ⑵不合格品数控制图(nP)
• ⑶单位不合格品数控制图(u)
• ⑷不合格数控制图(C)
控制图
•
四、常规控制图的判断准则
• 1.在点子随机排列的情况下,出现下列情况之
一,就判断过程处于稳态,即没有异常波动的 状态。
• ⑴连续25个点,落在控制界外的点数为0;
• 产品质量的波动分为正常波动和异常波动两 类。
• 控制图就是用来及时反映和区分正常波动 与异常波动的一种工具, 控制图上的控制界限是 区分正常波动与异常波动的科学界限。
控制图
• 三、常规控制图的分类 • 一般按数据的性质分为计量值控制图和计数
值控制图两大类。 • 1.计量值控制图 • ⑴均值——极差控制图(X-R) • ⑵均值——标准差控制图(X-S) • ⑶中位数——极差控制图(X~-R) • ⑷单值——移动极差控制图(X-Rs)
•
S= h ×∑ fi u2i
-( ∑ fi ui
)2
n
n
•
其中: Xo——频数最大的组中值。
•
fi——各组频数
•
ui——各组替换数,设定频数最大的一组u=0,以此往上分
别为-1,-2,-3……,往下分别为1,2,3…..
质量管理方法-直方图法
Ƶ Êý fi Ƶ ÂÊ Pi
3
0.06
5
0.10
10 0.20
16 0.32
8
0.16
6
0.12
2
0.04
50 100%
直方图(练习) 32
18 频数 16 14 12 10
8 6 4 2 0
14.2 14.5 14.8 15.1 15.4 15.7 16.0
直方图(练习)
X 33
• 尺有所短,寸有所长;物有所不足,智有 所不明。——战国·楚·屈原《卜居》
折齿型
9
2)缓坡型:主要是由于操作中上限或下限控 制太严造成的。
缓坡型
10
3)孤岛型:原材料一时发生变化,工人一时变换;
孤岛型
11
4)双峰型:两组机器、或材料、或操作工人施工; 然后把这两方面数据混在一起整理产生的。
双峰型
12
5)陡壁型:有意将不合格的产品剔除;
陡壁型
13
对于正常型直方图,将其分布范围B=[S,L](S 为一批数据中的最小值,L为一批数据中的最大 值)与标准范围T=[SL,Su], SL为标准下界限, Su为标准上界限)进行比较,就可以看出产品质 量特性值的分布是否在标准范围内,从而可以 了解生产过程或工序加工能力是否处于所希望 的状态。为了方便,可在直方图上标出标准下 界限值和标准上界限值。
T
T
B
B
SL ( S )
( L ) Su
SL ( S )
( L ) Su
直方图在标准范围内的情况 17
直方图的分布范围B没有超出标准范围T,但没有余量。此时分布中心稍有偏移 便会出现不合格品,所以应及时采取措施,缩小产品质量特性值的分布范围。
直方图(Histogram)(精)
直方图(Histogram)一、前言现场工作人员经常都要面对许多的数据,这些数据均来自于生产过程中抽样或检查所得的某项产品的质量特性。
如果我们应用统计绘图的方法,将这些数据加以整理,则生产过程中的质量散布的情形及问题点所在及过程、能力等,均可呈现在我们的眼前;我们即可利用这些信息来掌握问题点以采取改善对策。
通常在生产现场最常利用的图表即为直方图。
二、直方图的定义⒈什么是直方图:即使诸如长度、重量、硬度、时间等计量值的数值分配情形能容易地看出的图形。
直方图是将所收集的测定值特性值或结果值,分为几个相等的区间作为横轴,并将各区间内所测定值依所出现的次数累积而成的面积,用柱子排起来的图形。
因此,也叫做柱状图。
⒉使用直方图的目的:⑴了解分配的形态。
⑵研究制程能力或计算制程能力。
⑶过程分析与控制。
⑷观察数据的真伪。
⑸计算产品的不合格率。
⑹求分配的平均值与标准差。
⑺用以制定规格界限。
⑻与规格或标准值比较。
⑼调查是否混入两个以上的不同群体。
⑽了解设计控制是否合乎过程控制。
116 品管七大手法3.解释名词:⑴次数分配将许多的复杂数据按其差异的大小分成若干组,在各组内填入测定值的出现次数,即为次数分配。
⑵相对次数在各组出现的次数除以全部的次数,即为相对次数。
⑶累积次数(f)自次数分配的测定值较小的一端将其次数累积计算,即为累积次数。
⑷极差(R)在所有数据中最大值和最小值的差,即为极差。
⑸组距(h)极差/组数=组距 ⑹算数平均数(X)数据的总和除以数据总数,通常一X (X-bar )表示。
⑺中位数(X)将数据由大至小按顺序排列,居于中央的数据为中位数。
若遇偶位数时,则取中间两数据的平均值。
⑻各组中点的简化值(μ)⑼众数(M)次数分配中出现次数最多组的值。
例:次数最多为24,不合格数是9,故众数为9。
⑽组中点(m)一组数据中最大值与最小值的平均值, (上组界+下组界)÷ 2=组中点第八章 直方图 117 X= X 1+X 2+ …… +X n n X= ∑μf nX 0+h ~ μ= , X i - X 0 组距(h) X 0=次数最多一组的组中点 X i =各组组中点 n Xi ni ∑=1=⑾标准差(σ)⑿样本标准差(S)三、直方图的制作⒈直方图的制作方法步骤1:收集数据并记录收集数据时,对于抽样分布必须特别注意,不可取部分样品,应全部均匀地加以随机抽样。
品质统计七大手法
品质统计七大手法 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8品质统计七大手法品质统计方法是工厂品质管理过程中经常运用的重要手法。
主要是通过对各种相关资料的收集.分析和利用,以用来证实产品生产过程能力及产品对规定要求的符合性。
其作用在应用于产品的设计.生产过程的控制.防止不合格品产生.品质问题的分析.查找原因.确定产品和过程的限定值,预测.验证并测量和评定产品质量特性。
为了达到上述目的就必须选择适宜的统计方法,下述即常用的统计方法及其应用。
一. 图示法(直方图.制程流程图.散布图.柏拉图.因果图等)主要用于进行问题诊断,并据此选择适宜的方法进行统计诊断二. 统计控制图(X –控制图等)主要用于监控产品的生产和测量过程。
三. 试验设计主要用于确定变量对过程和产品性能有显着影响。
四. 建立量化模型进行回归分析主要用于生产过程运作的条件和产品设计发生变化时,对产品和过程的特性进行分析。
五. 进行变量分析对各变量构成进行评估.似务变量占总体变量的比例,作为最佳的质量改进机会的依据。
为控制图.产品特性的确定和产品的放行设计抽样方案。
六. 抽样计划工厂质量管理如果能充分运用各种统计手法,将在各方面受益,并表现在:1.发现品质管制过程中的薄弱环节,对品质改善采取针对性的措施﹔2.查找形成品不良的因素,使品质追溯有据可依﹔3.验证品质控制方法有效性。
以下介绍品管七大手法1.直方图2.柏拉图3.因果图法(鱼刺图)4.层别法5.控制图6.检查表7.推移图2.统计技术的应用一直方图直方图有称柱状图,是将囤积数据汇总.分组,并将每组数据绘成柱状图,依统计数据的分布形状,进行产品生产过程.品质状态及管制能力的分析。
运用直方图进行分析的步骤为1.数据统计将同一类型和相近似的现象归纳在一起,以分析该类现象对产品品质的影响程度。
2.将统计数据分组.确定组数是直方图分析中的重要步骤,将统计的样本总数进行合理分组便于观察数据分布情况,合理的组数鱼样本总数的关系通常为:(见右下表)3.计算全距.组距.组界.中心值:差,即2.组距代号为,组距(h )=R /组数,组距通常选整﹔3.确定组界:最小一组的下组界= -测量值的最小位数/2测量值的最小位数一般是1或最小一组的上组界=下组界+组距4.确定中心值各组界之间的中心值,也称中值。
直方图及散布图的特点与概念
准要求为1000 0 +0.50(g)。用直方图分析 产品的重量分布情况。
1、收集数据: 收集生产稳定状态下的产品100个,测定其重
量得到100个数据(或收集已经测定过的数据 100个),列入表10-1中。
作直方图的数据要大于50个,否则反映分
往往是经全数检 查,剔出不合格 品后的产品数据, 作直方图时出现 的状态。
或是根据虚假数 据作直方图时出 现的状态。
陡壁型
27
2、与规范界限的比较分析:
当直方图的形状呈正常型时, 即工序在此时此刻处于稳定状态 时,还需要进一步将直方图同规 范界限(即公差)进行比较,以 分析判断工序满足标准公差要求 的程度。 常见的典型状态如下:
48 50
质量特性值的分布范围
8
3、确定组数(k):
将收集的数据的分布 范围 (R)划分为若干个(k)区 间(组)。
组数的确定要适当,组数太少 会因代表性差引起较大计算误差; 组数太多会影响数据分组规律的 明显性,且计算工作量加大。通 常确定的组数要使
每组平均至少包括4~5 个数据。
可参考下表,这是一个经验数 值表。
4
4、直 方 图 用 途:
1)向领导汇报质量情况; 2)按不同的工人、设备、原料、日期
等各种原因进行质量分析; 3)调查工序或设备的能力,进一步确
定工序能力指数; 4)在QC小组活动中主要用于现状调
查、制定并实施对策和效果检查,也 可用于课题选择、确定目标、遗留问 题的确定等。
5
二、直方图的作法
28
1、理 想 型
图形对称分布, TL 且两边有一定余 量,是理想状态。 这时可考虑在以 后的生产中抽取 少量的样品进行 检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B设备
165 150 170 157 165 144 152 136 139 157 164 157 161 123 162 163 173 162
176 167 154
165
183 174 173
169
163 172 171
176
175 184 162
155
161 188 167
170
172 177 160
T B
SL ( S )
( L ) Su
2 7月 分析
2.2与规格或标准值比较,了解过程能力的好坏
产品质量特性值的分布非常集中,致使直方图的分布范围B与标准范围T之间 的余量过大。此时,可对原材料、设备、工艺等适当放宽要求,从而降低生
产成本;或者加严标准,提高产品的性能,以利于组装等
直 方 图 在 标 准 范 围 内
0
138.5 146.5 154.5
组中点
3
作图
20 18 16 14 15 13
SL=135 B设备之层别直方图 SU=210
次数
12 10 8 6 4 2 0
122.5 130.5 138.5 146.5 154.5 162.5 170.5 178.5 186.5 194.5 202.5 210.5
SL (S)
T B
Su
(L)
2 7月 分析
2.2与规格或标准值比较,了解过程能力的好坏
产品质量特性值的分布中心向左(或向右〉偏离标准中心,致使直方图分布范 围B的下界限(上界限)超出标准范围T的下界限(或上界限),因而在下界限(或 上界限)出现不合格品,此时,应设法提高(或降低)产品质量特性值的平均值, 使直方图的分布中心向右(或向左)移动,从而使直方图的分布范围完全落在 标准范围之内。
SL
Su
(L)
目录
1
定义
2 7月 分析
3
作图
3
作图
步骤1:收集一定量的数据(一般收集数据n>=100) 步骤2:找出数据中的最大值(L)与最小值(S) 步骤3:求极差(R) = 最大值(L) - 最小值(S)
例: 某电缆厂有两台生产设备,最近,经常有不符合规格值 (135-210g)异常产品发生,今就A,B两台设备分别测定50 批产品
2 7月 分析
2.1根据直方图形状,判断过程是否异常
正 常 型
看直方图时应着眼于图形的整体形状,根据形状判断它是正常型还 是异常型。正常型直方图具有“中间高,两边低,左右对称”的特 征,它的形状像“山”,字。因此,根据产品质量特性值的频数分 布所画出来的直方图是正常型时,就可初步判断为生产过程是稳定 的,或工序加工能力是充足的。
折 齿 型
折齿型直方图形状凹凸相隔,象梳子折断齿一样。出现折齿型直方 图,多数是由于测量方法,或读数存在问题,或处理数据时分组不 适当等原因造成。应重新收集和整理数据。
2 7月 分析
2.1根据直方图形状,判断过程是否异常
绝 壁 型
绝壁型直方图左右不对称,并且其中一侧像高山绝壁的形状,当用
剔除了不合格品的产品质量特性值数据作直方图时,往往会出现绝
51~100
(2)史特吉斯(Sturges)提出的公式
k=1+3.32 log n
组 数
5~ 7 6~10
101~250
250~
7~12
10~20
步骤5:确定组距
组数据间隔范围为组距,h=R/k
根据经验值取组数为10;
组距=(194-119)/10=7.5
取8。
3
作图
最小一组的下组界=最小值-测定值的最小位数/2 测定值的最小位数确定方法:如数据为整数,取1;如数据为小数,取 小数所精确到的最后一位(0.1;0.01;0.001……) 最后一组的上组界=下组界+组距 第二组的下组界=最小一组的上组界
直 方 图 超 出 标 准 范 围
T B
(S)
SL
( L ) Su
2 7月 分析
2.2与规格或标准值比较,了解过程能力的好坏
直方图的分布范围B超出标准范围T,此时,在标准上界限和下界限都出现不 合格品。这种情况通常是由于产品质量特性值的标准差太大,这时,应及时 采取技术措施,降低分布的标准差。如果属于标准定得不合理,可以放宽标
步骤7:作次数分配表
9
10 合计
182.5~190.5
190.5~198.5
186.5
194.5
9
1 100
9
1 50 50
3
作图
以横轴表示各组的组中点,纵轴表示频数,绘出直方图。
步骤8:作直方图 步骤9:图形分析
30 25 21 20 17 14 8 4 2
122.5
23
次 15 数
10 5 0
2 7月 分析
2.1根据直方图形状,判断过程是否异常
双 峰 型
双峰型直方图是指在直方图中有左右两个峰,出现双峰型直方图,
这是由于观测值来自两个总体、两种分布,数据混在一起。往往是
由于将两个工人或两台机床等加工的相同规格的产品混在一起所造 成的。
2 7月 分析
2.1根据直方图形状,判断过程是否异常
3
160 168 169 179 187 173
作图
A设备
179 188 182 160 169 177 168 184 177 185 194 167 165 170 186 180 178 166 183 172 150 163 176 179 156 167 161 132 157 150 148 150 162 119 158 166
2 7月 分析
2.2与规格或标准值比较,了解过程能力的好坏
直方图的分布范围B位于标准范围T内,数据变化仍比较集中,但分布中心偏 移标准中心,并且直方图的一侧已达到标准界限, 此时状态稍有变化,产品 就可能超出标准,出现不合格品。因此,需要采取措施,使得分布中心与标 准中心重合。
直 方 图 在 标 准 范 围 内
准范围。
直 方 图 超 出 标 准 范 围
T B
(S)
SL
Su
(L)
2 7月 分析
2.2与规格或标准值比较,了解过程能力的好坏
直方图的分布范围B大大超出标准范围T,此时已出现大量不合格品,必须立 即分析原因,采取紧急措施;如果标准允许改变,就重新修订标准。
直 方 图 超 出 标 准 范 围
T B
(S)
质量管理统计方法之——
直方图
目录
1
定义
2 7月 分析
3
作图
1
定义
ISO9004-4标准给出的直方图的定义 : 直方图是用一系列等宽不等高的长方形来表示数据。 宽度表示数据范围的间隔,高度表示在给定间隔内数据出 现的频数,变化的高度形态表示数据的分布情况。
30 25 21 20 17 15 10 5 2 0
7 4 2 1
7
1
组中点
3
作图
分析
项目
形状
全体
稍偏左
A设备
正常 全部在规格界 限内,没有不 良品出现
B设备
稍偏左 分布中心与规 格中心值相比 较,稍为偏左, 若变动大,则 有超出规格下 限的可能
分布中心与规格中心值 相比较,稍为偏左,若 变动大,则有超出规格 下限
B设备可能发生超出规格下限的可能,因此,有必要加以改善, 使数据平均值右移到规格中心. A设备若能使CP值再小,则将更好.
153
170 155 151
142
137 160 163
169
169 152 158
148
153 156 146
155
求得:最大值L=194;最小值S=119; 极差R = 194 - 119 = 75
3
作图
(1)一般分组数
k 1 n 10
步骤4:决定组数
,但当n很大时一般只需分20组即可。
数据数 ~50
122.5 130.5 138.5 146.5 154.5 162.5 170.5 178.5 186.5 194.5
23
14 9
8 4 1
1
0
202.5
0
210.5
1
定义
作用
(1)判断过程状态是否稳定 (2)研究制程能力或计算制程能力
局限性
反应不出随时间的波动情况
目录
1
定义
2 7月 分析
3
作图
9
1
178.5 186.5
1
194.5
0
202.5
0
210.5
组中点
3
18 16 14 12
作图
SL=135 A设备之层别直方图 SU=210
16 13
次數
10 8 6 4 2 0 0
122.5
9 8
1 0
130.5
2
1 0 0
210.5 162.5 170.5 178.5 186.5 194.5 202.5
130.5 138.5 146.5 154.5 162.5 170.5
9
1
178.5 186.5
1
194.5
0
202.5
0
210.5
组中点
3
30 25
作图
SL=135 全体数据之直方图23 2来自 20 17 14 8 4 2
122.5
SU=210
次 15 数
10 5 0
130.5 138.5 146.5 154.5 162.5 170.5
步骤6:计算分组界限
其余以此类推
最小一组的下组界=最小值-测定值之最