常用模具选用标准
模具标准精选(最新)
模具标准精选(最新)G2851《GB/T 2851-2008 冲模滑动导向模架》G2852《GB/T 2852-2008 冲模滚动导向模架》G2855.1《GB/T 2855.1-2008 冲模滑动导向模座 第1部分:上模座》G2855.2《GB/T 2855.2-2008 冲模滑动导向模座 第2部分:下模座》G2856.1《GB/T 2856.1-2008 冲模滚动导向模座 第1部分:上模座》G2856.2《GB/T 2856.2-2008 冲模滚动导向模座 第2部分:下模座》G2861.1《GB/T 2861.1-2008 冲模导向装置 第1部分:滑动导向导柱》G2861.2《GB/T 2861.2-2008 冲模导向装置 第1部分:滚动导向导柱》G2861.3《GB/T 2861.3-2008 冲模导向装置 第3部分:滑动导向导套》G2861.4《GB/T 2861.4-2008 冲模导向装置 第4部分:滚动导向导套》G2861.5《GB/T 2861.5-2008 冲模导向装置 第5部分:钢球保持圈》G2861.6《GB/T 2861.6-2008 冲模导向装置 第6部分:圆柱螺旋压缩弹簧》 G2861.7《GB/T 2861.7-2008 冲模导向装置 第7部分:滑动导向可卸导柱》 G2861.8《GB/T 2861.8-2008 冲模导向装置 第8部分:滚动导向可卸导柱》 G2861.9《GB/T 2861.9-2008 冲模导向装置 第9部分:衬套》G2861.10《GB/T 2861.10-2008 冲模导向装置 第10部分:垫圈》G2861.11《GB/T 2861.11-2008 冲模导向装置 第11部分:压板》G4169.1《GB/T 4169.1-2006 塑料注射模零件 第1部分:推杆》G4169.2《GB/T 4169.2-2006 塑料注射模零件 第2部分:直导套》G4169.3《GB/T 4169.3-2006 塑料注射模零件 第3部分:带头导套》G4169.4《GB/T 4169.4-2006 塑料注射模零件 第4部分:带头导柱》G4169.5《GB/T 4169.5-2006 塑料注射模零件 第5部分:带肩导柱》G4169.6《GB/T 4169.6-2006 塑料注射模零件 第6部分:垫块》G4169.7《GB/T 4169.7-2006 塑料注射模零件 第7部分:推板》G4169.8《GB/T 4169.8-2006 塑料注射模零件 第8部分:模板》G4169.9《GB/T 4169.9-2006 塑料注射模零件 第9部分:限位钉》G4169.10《GB/T 4169.10-2006 塑料注射模零件 第10部分:支承柱》G4169.11《GB/T 4169.11-2006 塑料注射模零件 第11部分:圆形定位元件》 G4169.12《GB/T 4169.12-2006 塑料注射模零件 第12部分:推板导套》G4169.13《GB/T 4169.13-2006 塑料注射模零件 第13部分:复位杆》G4169.14《GB/T 4169.14-2006 塑料注射模零件 第14部分:推板导柱》G4169.15《GB/T 4169.15-2006 塑料注射模零件 第15部分:扁推杆》G4169.16《GB/T 4169.16-2006 塑料注射模零件 第16部分:带肩推杆》G4169.17《GB/T 4169.17-2006 塑料注射模零件 第17部分:推管》G4169.18《GB/T 4169.18-2006 塑料注射模零件 第18部分:定位圈》G4169.19《GB/T 4169.19-2006 塑料注射模零件 第19部分:浇口套》G4169.20《GB/T 4169.20-2006 塑料注射模零件 第20部分:拉杆导柱》G4169.21《GB/T 4169.21-2006 塑料注射模零件 第21部分:矩形定位元件》 G4169.22《GB/T 4169.22-2006 塑料注射模零件 第22部分:圆形拉模扣》G4169.23《GB/T 4169.23-2006 塑料注射模零件 第23部分:矩形拉模扣》 G4170《GB/T 4170-2006 塑料注射模零件技术条件》G4678《GB/T4678.1~19-2003 压铸模零件》G4679《GB/T4679-2003 压铸模零件 技术条件》G6110《GB/T 6110-2008 硬质合金拉制模 型式和尺寸》G8844《GB/T8844-2003 压铸模技术条件》G8845《GB/T 8845-2006 冲模术语》G8846《GB/T 8846-2005 塑料成型模术语》G8847《GB/T8847-2003 压铸模术语》G9453《GB/T 9453-2008 锻模术语》G11880《GB/T 11880-2008 模锻锤和大型机械锻压机用模块技术条件》G12554《GB/T 12554-2006 塑料注射模技术条件》G12555《GB/T 12555-2006 塑料注射模模架》G12556《GB/T 12556-2006 塑料注射模模架技术条件》G14486《GB/T 14486-2008 塑料模塑件尺寸公差》G14662《GB/T 14662-2006 冲模技术条件》G14663《GB/T 14663-2007 塑封模技术条件》G15824《GB/T 15824-2008 热作模具钢热疲劳试验方法》G20914.1《GB/T 20914.1-2007 冲模 氮气弹簧 第1部分:通用规格》G20914.2《GB/T 20914.2-2007 冲模 氮气弹簧 第2部分:附件规格》G20915.1《GB/T 20915.1-2007 冲模 弹性体压缩弹簧 第1部分:通用规格》 G20915.2《GB/T 20915.2-2007 冲模 弹性体压缩弹簧 第2部分:附件规格》 G23562.1《GB/T 23562.1-2009 冲模钢板下模座 第1部分:后侧导柱下模座》 G23562.2《GB/T 23562.2-2009 冲模钢板下模座 第2部分:对角导柱下模座》 G23562.3《GB/T 23562.3-2009 冲模钢板下模座 第3部分:中间导柱下模座》 G23562.4《GB/T 23562.4-2009 冲模钢板下模座 第4部分:四导柱下模座》G23563.1《GB/T 23563.1-2009 冲模滚动导向钢板模架 第1部分:后侧导柱模架》G23563.2《GB/T 23563.2-2009 冲模滚动导向钢板模架 第2部分:对角导柱模架》G23563.3《GB/T 23563.3-2009 冲模滚动导向钢板模架 第3部分:中间导柱模架》G23563.4《GB/T 23563.4-2009 冲模滚动导向钢板模架 第4部分:四导柱模架》G23564.1《GB/T 23564.1-2009 冲模滚动导向钢板上模座 第1部分:后侧导柱上模座》G23564.2《GB/T 23564.2-2009 冲模滚动导向钢板上模座 第2部分:对角导柱上模座》G23564.3《GB/T 23564.3-2009 冲模滚动导向钢板上模座 第3部分:中间导柱上模座》G23564.4《GB/T 23564.4-2009 冲模滚动导向钢板上模座 第4部分:四导柱上模座》G23565.1《GB/T 23565.1-2009 冲模滑动导向钢板模架 第1部分:后侧导柱模架》G23565.2《GB/T 23565.2-2009 冲模滑动导向钢板模架 第2部分:对角导柱模架》G23565.3《GB/T 23565.3-2009 冲模滑动导向钢板模架 第3部分:中间导柱模架》G23565.4《GB/T 23565.4-2009 冲模滑动导向钢板模架 第4部分:四导柱模架》G23566.1《GB/T 23566.1-2009 冲模滑动导向钢板上模座 第1部分:后侧导柱上模座》G23566.2《GB/T 23566.2-2009 冲模滑动导向钢板上模座 第2部分:对角导柱上模座》G23566.3《GB/T 23566.3-2009 冲模滑动导向钢板上模座 第3部分:中间导柱上模座》G23566.4《GB/T 23566.4-2009 冲模滑动导向钢板上模座 第4部分:四导柱上模座》G25143《GB/T 25143-2010 真空成型模技术条件》G30218《GB/T 30218-2013 精冲模 技术条件》WJ428《WJ/Z428-2002 冷冲模具分类代码系统》QJ2522《QJ 2522A-2007 冷冲模零件技术要求》J4024《JB/T4024-1999 自动冷镦机模腔尺寸》J4208.1《JB/T 4208.1-2014 紧固件冷镦模通用件 第1部分:切料刀》J4208.2《JB/T 4208.2-2014 紧固件冷镦模通用件 第2部分:切料刀压板》J4208.3《JB/T 4208.3-2014 紧固件冷镦模通用件 第3部分:切料模》J4208.4《JB/T 4208.4-2014 紧固件冷镦模通用件 第4部分:缩径模》J4208.5《JB/T 4208.5-2014 紧固件冷镦模通用件 第5部分:顶杆》J4209.1《JB/T 4209.1-2014 六角头螺栓冷镦模 第1部分:冲头》J4209.2《JB/T 4209.2-2014 六角头螺栓冷镦模 第2部分:初镦凹模》J4209.3《JB/T 4209.3-2014 六角头螺栓冷镦模 第3部分:细杆凹模》J4209.4《JB/T 4209.4-2014 六角头螺栓冷镦模 第4部分:全螺纹缩径凹模》 J4209.5《JB/T 4209.5-2014 六角头螺栓冷镦模 第5部分:标准杆凹模》J4209.6《JB/T 4209.6-2014 六角头螺栓冷镦模 第6部分:切边凹模》J4210.1《JB/T 4210.1-2014 六角螺母冷镦模 第1部分:整形冲头》J4210.2《JB/T 4210.2-2014 六角螺母冷镦模 第2部分:整形凹模》J4210.3《JB/T 4210.3-2014 六角螺母冷镦模 第3部分:整形顶杆》J4210.4《JB/T 4210.4-2014 六角螺母冷镦模 第4部分:镦球冲头》J4210.5《JB/T 4210.5-2014 六角螺母冷镦模 第5部分:镦球凹模》J4210.6《JB/T 4210.6-2014 六角螺母冷镦模 第6部分:镦球推杆》J4210.7《JB/T 4210.7-2014 六角螺母冷镦模 第7部分:镦六角上冲头》J4210.8《JB/T 4210.8-2014 六角螺母冷镦模 第8部分:镦六角下冲头》J4210.9《JB/T 4210.9-2014 六角螺母冷镦模 第9部分:镦六角凹模》J4210.10《JB/T 4210.10-2014 六角螺母冷镦模 第10部分:冲孔冲头》J4210.11《JB/T 4210.11-2014 六角螺母冷镦模 第11部分:冲孔凹模》J4211.1《JB/T 4211.1-2014 螺钉冷镦模 第1部分:终镦冲头》J4211.2《JB/T 4211.2-2014 螺钉冷镦模 第2部分:凹模》J4212.1《JB/T 4212.1-2014 内六角圆柱头螺钉冷镦模 第1部分:A 型初镦冲头及顶杆》J4212.2《JB/T 4212.2-2014 内六角圆柱头螺钉冷镦模 第2部分:B型初镦冲头》J4212.3《JB/T 4212.3-2014 内六角圆柱头螺钉冷镦模 第3部分:成形冲头》 J4212.4《JB/T 4212.4-2014 内六角圆柱头螺钉冷镦模 第4部分:内六角冲头》J4212.5《JB/T 4212.5-2014 内六角圆柱头螺钉冷镦模 第5部分:凹模片》J4212.6《JB/T 4212.6-2014 内六角圆柱头螺钉冷镦模 第6部分:凹模》J4213《JB/T 4213-2014 紧固件冷镦模 技术条件》J5111《JB/T 5111.1~4-1991 平锻机锻模结构尺寸及技术条件》J5785《J5785、5823~5831-1991 冲模、玻璃制品模具及橡胶模具标准》J5825《JB/T 5825-2008 冲模 圆柱头直杆圆凸模》J5826《JB/T 5826-2008 冲模 圆柱头缩杆圆凸模》J5827《JB/T 5827-2008 冲模 60°锥头直杆圆凸模》J5828《JB/T 5828-2008 冲模 60°锥头缩杆圆凸模》J5829《JB/T 5829-2008 冲模 球锁紧圆凸模》J5830《JB/T 5830-2008 冲模 圆凹模》J6960《JB/T 6960-1993 铝型材挤压模结构与技术条件》J6961《JB/T 6961-1993 两辊式楔横轧模结构及技术条件》J6962《JB/T 6962.1~3-1993 机械压力机锻模模座、垫板及模块》J7643.1《JB/T 7643.1-2008 冲模模板 第1部分:矩形凹模板》J7643.2《JB/T 7643.2-2008 冲模模板 第2部分:矩形固定板》J7643.3《JB/T 7643.3-2008 冲模模板 第3部分:矩形垫板》J7643.4《JB/T 7643.4-2008 冲模模板 第4部分:圆形凹模板》J7643.5《JB/T 7643.5-2008 冲模模板 第5部分:圆形固定板》J7643.6《JB/T 7643.6-2008 冲模模板 第6部分:圆形垫板》J7644.1《JB/T 7644.1-2008 冲模单凸模模板 第1部分:单凸模固定板》J7644.2《JB/T 7644.2-2008 冲模单凸模模板 第2部分:单凸模垫板》J7644.3《JB/T 7644.3-2008 冲模单凸模模板 第3部分:偏装单凸模固定板》 J7644.4《JB/T 7644.4-2008 冲模单凸模模板 第4部分:偏装单凸模垫板》J7644.5《JB/T 7644.5-2008 冲模单凸模模板 第5部分:球锁紧单凸模固定板》J7644.6《JB/T 7644.6-2008 冲模单凸模模板 第6部分:球锁紧单凸模垫板》 J7644.7《JB/T 7644.7-2008 冲模单凸模模板 第7部分:球锁紧偏装单凸模固定板》J7644.8《JB/T 7644.8-2008 冲模单凸模模板 第8部分:球锁紧偏装单凸模垫板》J7645.1《JB/T 7645.1-2008 冲模导向装置 第 1 部分:A型小导柱》J7645.2《JB/T 7645.2-2008 冲模导向装置 第 2 部分:B型小导柱》J7645.3《JB/T 7645.3-2008 冲模导向装置 第 3 部分:小导套》J7645.4《JB/T 7645.4-2008 冲模导向装置 第 4 部分:压板固定式导柱》J7645.5《JB/T 7645.5-2008 冲模导向装置 第 5 部分:压板固定式导套》J7645.6《JB/T 7645.6-2008 冲模导向装置 第 6 部分:压板》J7645.7《JB/T 7645.7-2008 冲模导向装置 第 7 部分:导柱座》J7645.8《JB/T 7645.8-2008 冲模导向装置 第 8 部分:导套座》J7646.1《JB/T 7646.1-2008 冲模模柄 第1部分:压入式模柄》J7646.2《JB/T 7646.2-2008 冲模模柄 第2部分:旋入式模柄》J7646.3《JB/T 7646.3-2008 冲模模柄 第3部分:凸缘模柄》J7646.4《JB/T 7646.4-2008 冲模模柄 第4部分:槽形模柄》J7646.5《JB/T 7646.5-2008 冲模模柄 第5部分:浮动模柄》J7646.6《JB/T 7646.6-2008 冲模模柄 第6部分:推入式活动模柄》J7647.1《JB/T 7647.1-2008 冲模导正销 第1部分:A型导正销》J7647.2《JB/T 7647.2-2008 冲模导正销 第2部分:B型导正销》J7647.3《JB/T 7647.3-2008 冲模导正销 第3部分:C型导正销》J7647.4《JB/T 7647.4-2008 冲模导正销 第4部分:D型导正销》J7648.1《JB/T 7648.1-2008 冲模侧刃和导料装置 第1部分:侧刃》J7648.2《JB/T 7648.2-2008 冲模侧刃和导料装置 第2部分:A型侧刃挡块》 J7648.3《JB/T 7648.3-2008 冲模侧刃和导料装置 第3部分:B型侧刃挡块》 J7648.4《JB/T 7648.4-2008 冲模侧刃和导料装置 第4部分:C型侧刃挡块》 J7648.5《JB/T 7648.5-2008 冲模侧刃和导料装置 第5部分:导料板》J7648.6《JB/T 7648.6-2008 冲模侧刃和导料装置 第6部分:承料板》J7648.7《JB/T 7648.7-2008 冲模侧刃和导料装置 第7部分:A型抬料销》J7648.8《JB/T 7648.8-2008 冲模侧刃和导料装置 第8部分:B型抬料销》J7649.1《JB/T 7649.1-2008 冲模挡料和弹顶装置 第1部分:始用挡料装置》 J7649.2《JB/T 7649.2-2008 冲模挡料和弹顶装置 第2部分:弹簧芯柱》J7649.3《JB/T 7649.3-2008 冲模挡料和弹顶装置 第3部分:弹簧侧压装置》 J7649.4《JB/T 7649.4-2008 冲模挡料和弹顶装置 第4部分:侧压簧片》J7649.5《JB/T 7649.5-2008 冲模挡料和弹顶装置 第 5 部分:弹簧弹顶挡料装置》J7649.6《JB/T 7649.6-2008 冲模挡料和弹顶装置 第 6 部分:扭簧弹顶挡料装置》J7649.7《JB/T 7649.7-2008 冲模挡料和弹顶装置 第7部分:回带式挡料装置》J7649.8《JB/T 7649.8-2008 冲模挡料和弹顶装置 第8部分:钢球弹顶装置》 J7649.9《JB/T 7649.9-2008 冲模挡料和弹顶装置 第9部分:活动挡料销》J7649.10《JB/T 7649.10-2008 冲模挡料和弹顶装置 第10部分:固定挡料销》 J7650.1《JB/T 7650.1-2008 冲模卸料装置 第 1 部分:带肩推杆》J7650.2《JB/T 7650.2-2008 冲模卸料装置 第 2 部分:带螺纹推杆》J7650.3《JB/T 7650.3-2008 冲模卸料装置 第 3 部分:顶杆》J7650.4《JB/T 7650.4-2008 冲模卸料装置 第 4 部分:顶板》J7650.5《JB/T 7650.5-2008 冲模卸料装置 第 5 部分:圆柱头卸料螺钉》J7650.6《JB/T 7650.6-2008 冲模卸料装置 第 6 部分:圆柱头内六角卸料螺钉》J7650.7《JB/T 7650.7-2008 冲模卸料装置 第 7 部分:定距套件》J7650.8《JB/T 7650.8-2008 冲模卸料装置 第 8 部分:调节垫圈》J7651.1《JB/T 7651.1-2008 冲模废料切刀 第 1 部分:圆废料切刀》J7651.2《JB/T 7651.2-2008 冲模废料切刀 第 2 部分:方废料切刀》J7652.1《JB/T 7652.1-2008 冲模限位支承装置 第 1部分:支承套件》J7652.2《JB/T 7652.2-2008 冲模限位支承装置 第 2部分:限位柱》J7653《JB/T 7653-2008 冲模零件 技术条件》J7713《JB/T 7713-2007 高碳高合金钢制冷作模具显微组织检验》J7714《JB/T7714-1995 精冲模具润滑剂技术条件》J7781《JB/T7781-1995 塑料成型模具型面类型和粗糙度》J8050《JB/T 8050-2008 冲模模架 技术条件》J8070《JB/T 8070-2008 冲模模架零件 技术条件》J8071《JB/T 8071-2008 冲模模架 精度检查》J8336《JB/T8336-1996 槽系列组合冲模元件通用技术条件》J8420《JB/T 8420-2008 热作模具钢显微组织评级》J8628《JB/T8628.1~2-1997 冲模弹性体压缩弹簧》J8744《JB/T 8744-2008 塑料挤出模 术语》J8745《JB/T 8745-2008 塑料异型材挤出模 技术条件》J8746.1《JB/T 8746.1-2008 塑料异型材挤出模零件 第1部分:矩形模板》J8746.2《JB/T 8746.2-2008 塑料异型材挤出模零件 第2部分:圆形模板》J8746.3《JB/T 8746.3-2008 塑料异型材挤出模零件 第3部分:矩形机颈》J8746.4《JB/T 8746.4-2008 塑料异型材挤出模零件 第4部分:圆形机颈》J8746.5《JB/T 8746.5-2008 塑料异型材挤出模零件 第5部分:定型块》J8746.6《JB/T 8746.6-2008 塑料异型材挤出模零件 第6部分:型板》J8746.7《JB/T 8746.7-2008 塑料异型材挤出模零件 第7部分:定位零件》J9194《JB/T9194-1999 辊锻模结构形式及尺寸》J9195《JB/T9195-1999 辊锻模通用技术条件》J9196《JB/T9196-1999 冷挤压模具工作部分》J9941《JB/T9941-1999 组合夹具组装复杂等级》J10928《JB/T 10928-2010 数控转塔冲床专用模具》J11589《JB/T 11589-2013 钢管冷拔模具》J11659《JB/T 11659-2013 板料折弯模 型式和尺寸》J11660《JB/T 11660-2013 冲模导向装置 滚动独立导向件》J11661《JB/T 11661-2013 冲模导向装置 滑动独立导向件》J11663《JB/T 11663-2013 聚氨酯发泡模技术条件》J11901《JB/T 11901-2014 冷锻模 技术条件》J11902《JB/T 11902-2014 电连接器级进模 技术条件》J11903《JB/T 11903-2014 换热翅片级进模 技术条件》J11904《JB/T 11904-2014 电机铁芯级进模 技术条件》J11905《JB/T 11905-2014 热流道系统 术语、型式和尺寸》YS80《YS/T 80-2011 硬质合金拉伸模坯》YS771《YS/T 771-2011 铝型材热挤压模具的使用、维护与管理》H246《HB/Z246-1994 长寿精密冲模设计与制造要求》H270《HB/Z270-1995 压铸模设计与制造指南》H296《HB/Z296-1996 塑料注射模设计与制造指南》H349《HB/Z349-2001 耐热热塑性塑料注塑成型工艺》H350《HB/Z350-2001 复合材料树脂传递模塑(压注)成型工艺》HG3227《HG/T 3227.1~2-2009 轮胎外胎模具 第1部分:活络模具 第2部分:两半模具》DB990〈模具专业卷(1)〉(2000电工版)。
工程材料11章模具标准及选用
11.2.3 中国台湾金属材料牌号表示方法
中国台湾(地区)钢铁牌号表示方法基 本上是参照日本工业标准(JIS)的表示方 法来确定的,有的钢类,如不锈钢也参考 了美国有关牌号的表示方法。
中国台湾(地区)标准代号为CNS。
工程材料11章模具标准及选用
11.2.4 国际标准化组织(ISO)金属材料牌号
③高速工具钢的钢号一般不标出碳含量,只标出各种合 金元素平均含量的百分之几。例如钨系高速钢的钢号表示为 W18Cr4V。钢号冠以字母C者,表示其碳含量高于未冠以C 的通用钢号。
工程材料11章模具标准及选用
9.不锈钢和耐热钢 ①当0.10%<平均碳含量<1.00%时,一般用一位阿拉伯数字表 示平均碳含量;当平均碳含量≥1.00%时,用两位阿拉伯数字表示; 当碳含量上限<0.10%时,以0表示碳含量;当碳含量上限≤0.03%, 下限>0.01%时(超低碳),以03表示碳含量;当碳含量上限 ≤0.01%时(极低碳),以01表示碳含量。当碳含量没有规定下限 时,采用阿拉伯数字表示碳含量的上限数字。 ②合金元素含量表示方法同合金结构钢。例如:平均碳含量为 0.20%,铬含量为13%的不锈钢,其牌号表示为2Cr13;碳含量上限 为0.08%,平均铬含量为18%,镍含量为9%的铬镍不锈钢,其牌号 表示为0Cr18Ni9;碳含量上限为0.12%,平均铬含量为17%的加硫易 切削铬不锈钢,其牌号表示为Y1Cr17;平均碳含量为1.10%,铬含 量为17%的高碳铬不锈钢,其牌号表示为11Cr17;碳含量上限为 0.03%,平均铬含量为19%,镍含量为10%的超低碳不锈钢,其牌号 表示为03Cr19Ni10;碳含量上限为0.01%,平均铬含量为19%,镍含 量为11%的极低碳不锈钢,其牌号表示为0工1程C材r料1911N章i模1具1标。准及选用
模具材料选用标准
模具材料选用标准模具材料选用标准模具是工业生产过程中非常重要的工具,它广泛应用于汽车、航空、轻工、电子、冶金、医疗等行业。
模具制造要求高度精度和稳定性,而材料是影响模具性能的主要因素之一。
因此,在选择模具材料时需要遵循一些标准,以确保模具质量和生产效率。
1.力学性能模具需要承受高压、高温和重负荷的要求,因此选择优质的材料,具有优异的力学性能是非常关键的。
力学性能包括材料的强度、硬度、韧性、延展性等,选择具有高强度、高硬度和优异的抗压能力的材料,可以大大提高模具的使用寿命。
常用的模具材料有高速钢、合金钢、工具钢、不锈钢等。
高速钢具有优异的耐磨性、热稳定性和耐腐蚀性能,适用于加工硬质材料。
合金钢具有优越的耐磨性和抗压能力,经过热处理后可达到很高的硬度。
不锈钢材料具有良好的耐腐蚀性能和韧性,适合于生产要求较高的模具。
2.加工性能模具制造过程需要进行多次加工,如钻孔、铣削、磨削等,因此选择材料时必须考虑其加工性能。
加工性能包括易加工性、磨削性、切削性和适应性等方面。
材料易加工性好可以减少生产周期和降低制造成本。
常用的模具材料有工具钢、合金钢、不锈钢、碳钢等。
碳钢具有较好的加工性能,而且价格相对较低,适用于生产一些低负荷的模具。
工具钢也是常用的模具材料,具有较好的加工性能、磨削性和抗腐蚀性能等,适用于各种模具的生产。
3.耐磨性模具在生产过程中需要承受大量的摩擦和磨损,因此选择具有良好的耐磨性能的材料是非常重要的。
耐磨性能包括材料的硬度、抗拉强度、耐腐蚀性、表面质量等。
常用的具有优异耐磨性能的模具材料有高速钢、合金钢、工具钢、钨钢等。
其中合金钢和高速钢具有较好的耐磨性能和热稳定性,可以生产高难度的模具;钨钢具有较高的硬度、抗磨损和耐高温性能,适用于生产高寿命要求的模具。
总之,选择适合的模具材料是模具制造的关键之一。
除了上述的三个方面,在选择材料时还需考虑其成本、可靠性、使用寿命等因素,才能保证生产出优质的模具。
混凝土模具的规格要求

混凝土模具的规格要求一、引言混凝土模具是用于制作混凝土构件的工具,其质量直接影响到混凝土构件的质量。
因此,在选择混凝土模具时,需要严格按照规格要求来进行选择。
本文将从模具的材料、尺寸、结构、表面处理等方面,详细介绍混凝土模具的规格要求。
二、材料要求1.模具的材料应该是高质量的钢材或铸铁材料,具有良好的耐磨性、耐腐蚀性和抗拉强度。
2.模具的材料应该符合GB/T699-1999《高品质碳素结构钢》、GB/T3077-1999《合金结构钢》、GB/T1222-1984《弹簧钢》、GB/T11352-1989《冷拔光亮钢丝》等相关标准的要求。
3.模具的材料表面应该平整光滑,不得有裂纹、气泡、夹杂等缺陷。
三、尺寸要求1.模具的尺寸要严格按照设计要求进行制作。
2.模具的尺寸公差应该符合GB/T1804-2000《一般零件的公差》、GB/T1184-1996《精密公差》等相关标准的要求。
3.模具的尺寸应该精确到毫米级别,误差不得超过0.5毫米。
四、结构要求1.模具的结构应该合理,易于加工和维修。
2.模具的结构应该具有良好的刚性和稳定性,不得产生变形和晃动。
3.模具的结构应该具有良好的密封性,能够防止混凝土泄漏。
五、表面处理要求1.模具的表面应该光滑平整,不得有凹凸不平和明显的划痕。
2.模具的表面应该经过防锈处理,不得有氧化和生锈现象。
3.模具的表面应该涂覆防粘剂,以便于模具与混凝土的分离。
六、使用要求1.在使用模具前,应该进行检查和清洁,确保模具表面无异物和杂质。
2.在使用模具时,应该按照设计要求进行浇注和振捣,不得超负荷使用。
3.在使用模具后,应该及时进行清洗和维护,以便于下次使用。
七、总结综上所述,混凝土模具的规格要求包括材料、尺寸、结构、表面处理、使用等方面。
在选择模具时,应该严格按照规格要求进行选择,以保证混凝土构件的质量和使用寿命。
同时,在使用模具时,应该注意安全和维护,以便于延长模具的使用寿命。
模具钢材及塑料基本使用标准
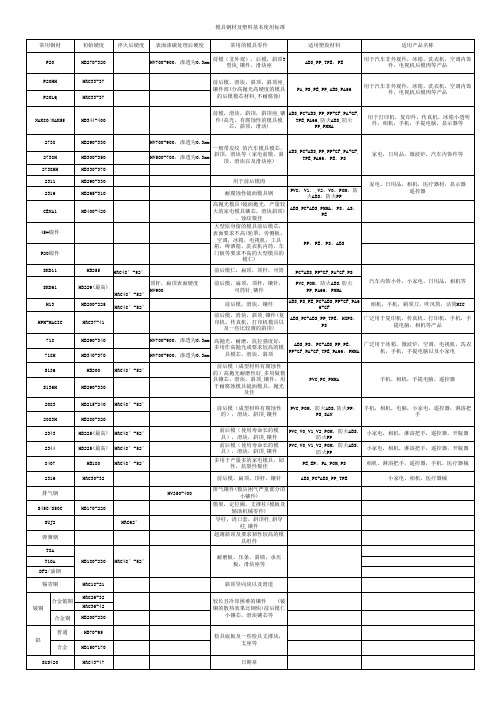
模仁)
PP,PE,PS,ABS
家电,日用品,相机,医疗器材,显示器 遥控器
前后模仁,扁顶,顶杆,司筒
前后模,扁顶,顶杆,镶针, 司筒针,镶件
PC+ABS,PP+GF,PA+GF,PS
PVC,POM,防火ABS.防火 PP,PA66,PMMA
斜顶导向块以及滑道
铍铜
合金铍铜 合金铜
HRC26-32 HRC36-42 HB200-230
较长且冷却困难的镶件 (铍 铜的散热效果比钢快)前后模仁
小镶芯,滑块镶芯等
普通
HB70-95
铝
合金 HB150-170
检具底板及一些检具支撑块, 支座等
SUS420
HRC43-47
日期章
PVC,V0,V1,V2,POM,防火ABS. 防火PP
PE,EP,PA,POM,PS
小家电,相机,淋浴把手,遥控器,开瓶器 小家电,相机,淋浴把手,遥控器,开瓶器 相机,淋浴把手,遥控器,手机,医疗器械
HRC30-32
前后模,扁顶,顶杆,镶针
ABS,PC+ABS,PP,TPE
小家电,相机,医疗器械
HB290-340 HB340-370
HV700-900,渗透为0.3mm HV700-900,渗透为0.3mm
高抛光,耐磨,抗拉强度好, 多用作高抛光或要求较高的模
具模芯、滑块、斜顶
ABS,PS,PC+ABS,PP,PE, PP+GF,PA+GF,TPE,PA66,PMMA
广泛用于冰箱,微波炉,空调,电视机,洗衣 机,手机,手提电脑以及小家电
模具国标

模架(GB/T2851-2861)
钢板模架(JB/T7181-7188)
零件及技术条件(JB/T7642-7652)
圆凸模与圆凹模(JB/T5825-5830)
塑料注射模标准:
零件(GB4169-4170)
中、小型模架及技术条件(GB/T12556.1-2)
大型模架及技术条件(GB/T12555.1-15)
压铸模标准:
压铸模零件及技术条件(GB4678-4679)
锻模标准:
通用锻制模块尺寸系列及计量方法(JB/T5900)
金刚石拉丝模具(JB3944-85)
主要模具工艺质量标准
冲模验收技术条件(GB/T14662-93)
冲模用钢及其热处理技术条件(JB/T6058-92)
冲模模架技术条件(JB/T8050-95)
01200 国家颁布的主要模具工艺质量标准
01201
冲模验收技术条件(gb/t14662-93);冲模用钢及其热处理技术条件(jb/t6058-92);冲模模架技术条件(jb/t8050-95);冲模模架精度检查(jb/t8071-95)。
压铸模验收技术条件(GB8844-88)
辊锻模通用技术条件(ZB/TJ46003-90)
紧固件冷镦模具技术条件(JB/T4213-96)
冷锻模具用钢及热处理技术条件(JB/T7715-95)
热锻成型模具钢及其热处理技术条件(JB/T5823-91)
聚晶金刚石拉丝模具技术条件(JB/T5823-91)
01202
塑料注射模具验收技术条件(gb/t12554-90);塑封模具技术条件(gb/t14663-93);塑封模具尺寸公差规定(gb/t14664-93);塑料模具成型部分用钢及其热处理技术条件(jb/t6057-92);塑料成型模具型面类型和粗糙度(jb/t7781-95)
模具材料选用标准
模具材料选用标准成型零部件材料选用.1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。
.2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
.3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
.4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni 类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根据具体牌号确定)。
.5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下:a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。
b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
.6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
模具选型

标准模具的选用1、模具选用的注意事项(一)标准模具的选用(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。
(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。
(3)加工厚板的模具刃口不允许有尖角,所有尖角应改为圆角过渡,否则极易磨损或塌角,推荐在一般情况下,尽可能用R>0.25t的圆角半径来代替清角。
(4)当加工的板材为高Cr材料(如lCr13等不锈钢)及热轧板材时,由于板材固有的特性而不宜采用国产高Cr模具,否则极易磨损、拉毛以及带料等一系列弊病,推荐使用进口高速工具钢来作为模具材料。
(二)成型模具的选用:(1)不同的数控冲床滑块的打击行程不同,因此要注意成型模具闭合高度的调整,为保证成型的充分,推荐使用可调式打击头,应仔细的调整,每次调整最好不要超过0.10mm,否则容易造成模具损坏,甚至于损坏机器。
(2)成型应尽量浅,一般来说成型总高度不大于8mm,之所以有这个高度所以它的卸料需要较长时间,成型加工时一定要采用低速,最好要有延时。
(3)成型模具工位附近的工位不可用,因为成型模具高度远远大于普通模,最好是成型加工放在程序的最后来实现,冲完后拆除。
(4)对于拉伸成型模具,请选用轻型弹簧组件,以防止板料的撕裂或变形不均匀及卸料困难等。
(5)订货时注意模具的让位问题,如两个成型的距离(前后、左右)比较近,请一定与我们讲清楚,否则有可能会出现干涉的情况。
(6)成型模调整方法见下图:a、成型模具装上后,将件2松开,将件1顺时针旋转,旋至最低点,再拧紧件2。
b、先空冲一下,如无异常,将板料送入冲压,量一下成型高度,如高度不够则将件2松开,件1逆时针旋转(旋转一圈一般为2mm,具体看螺纹牙距的大小,请适度调节,以免损坏模具),再拧紧件2,不断地调整、试冲,直到达到要求高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤3.0
3.3通用模具类的选用
通用模具类投入,主要是用于满足厚钢板类产品件的冲裁需求。弥补数控冲床和组合冲模的空缺。通用模具的选用见表6.
表6单位为毫米
序号
模具类型
模具号
使用范围
板材厚度
1
通用切外圆弧模
T115-024
R5;R8;R10;R15;
R20;R25;R30;R35;
1-5
2
通用冲圆孔模
长园孔类B*L
4*10;4*20;4*25;4*30;5*25;6*25;8*25;
表2(续)单位为毫米
冲孔类型
冲孔尺寸范围
正方孔类AXA
4x4;5x5;8x8;10x10;15x15;30x30;
长方孔类AXB
B=1、2、3、时材料厚度≤1
10x3;10x4;10x5;
15x6;15x8;15x10;
储气筒支架类
BOB后保险杠排气管窝类
BOB后保险杠拖车钩孔类
3
3.1数控冲床类的选用
3.1.1200KN数控砖塔冲床M2125CN25冲孔范围选用见表2,适应材料厚度为0.8-2.5mm。
表2单位为毫米
冲孔类型
冲孔尺寸范围
园孔类
(直径φ)
2;2.5;3.0;3.2;4.0;4.5;5.0;5.5;6.0;6.5;7.0;8.0;8.5;9.0;10;10.5;12;14;15;16;18;24;25;26;28;30;32;35;38;40;45;50;55;60;65;70
4
122-9ZK035
成形宽度80
钢板5.0/Q235-A
6129S58-1109051
5
122-9ZK038
成形宽度40
钢板4.0/Q235-A
6120HS-1109043
转
锁
表8(续)单位为毫米
序号
模具型号
简图
用于产品图
6
122-9ZK039
成形宽度40
钢板5.0/Q235-A
6118S11G5-1203051
10
111-9ZK001
6137K01-5400501
门扣手冲孔
11
122-9ZK007
钢板1.5/Q235A
6118S11G1-5400301
侧围裙门板翻孔
12
123-9ZK009
钢板1.5/Q235A
6109S06FN01-5400401
侧围裙门板翻孔
13
111-9ZK005
6118S11-5400104
4.2*20;6.8*12;9*16;11*20;13*24;15*30;10*100;
表3(续)单位为毫米
冲孔类型
冲孔尺寸范围
正方孔类AXA
10X10;14X14;22X22;50X50;
长方孔类AXB
40X30;30X4.2;80X4.2;
扇形孔类
1、R=12 α=30º;
2、R=15α=60º;
3.4.3骑马螺栓盖类成形模具选用见表9。
表9单位为毫米
结构说明
简图
1
120-2LK002
产品图号
材料规格
A
B
L
L1
6129K02-1203002
钢板3.0/Q235B
40-92
24
100-205
148
6122H-1203060
138
6180S01-1203015
111
L1尺寸说明
根据现有车型此模具提供了三种L1尺寸的两孔固定定位形式,如果产品件的L1尺寸不同于表中的三种规格,模具设计同时配制了板料的侧边定位机构,定位范围见表中的A尺寸。
1
本标准是在丹东黄海汽车有限责任公司制件厂现有冲压设备和冷冲压模具中整理出的常用类型,作为公司选用标准。
本标准由丹东黄海汽车有限责任公司技术处提出。
本标准由丹东黄海汽车有限责任公司总工程师批准。
本标准由丹东黄海汽车有限责任公司技术处归口。
本标准主要起草人:董 红、刘 阳。
QJ/DD04.50.01-2011
序号
模具型号
简图
用于产品图
1
122-9ZK036
成形宽度90
钢板5.0/Q235-A
6129S01F1-1109011
2
122-9ZK037
成形宽度80
钢板5.0/Q235-A
6109S03F1-1109051
3
120-9ZK016
成形宽度40
钢板4.0/Q235-A
6118S11G5-1203051G
6111S11J04-5400035
门板锁孔
22
111-ZK004
6129大旅游车侧围裙门板冲
锁孔
注;本表主要用于黄海客车侧围裙门板类件的冲孔,除表中特殊注明材料规格外,其余材料适应范围为:钢板1.0mm-1.5mm,铝板:2.0mm-3.0mm。
3.4.2滤清器箍带支架成形类模具选用见表8。
表8单位为毫米
侧围门板冲孔
14
111-8ZK004
6891S05-5400251
侧围门板冲孔
15
111-8ZK005
6891S05-5400251
门板锁孔
分两步冲
1、组模24x23。
2.冲3-φ5.5孔。
表7(续)单位为毫米
序号
模具型号
简图
用于产品图
16
110-8ZK003
6124K01-5400508
侧围门板冲孔
17*32;17*40;17*50;17*60;17*70;17*80;
19*23;20*40;30*50;40*60;40*80;50*90;
矩形缺口类
≤3.0
C=5——80;
D=10;12;14;15;16;18;20;30;
D≤195;
长圆缺口类
≤3.0
E=5——80;
F=30; 40; 50; 60; 70; 80;90;
≤3.0
35;40;45;50;65;70;80;
长圆孔类
≤3.0
7*12;7*15;7*18; 7*40;7*50;
9*16;9*20;9*24;9*40;9*70;9*50;
11*20;11*25;11*30;11*35;11*40;11*50;11*60;11*70;
13*24;13*30;13*40;13*50;13*60;13*70;
3.4.4储气筒支架类成形模具选用见表10。
表10单位为毫米
结构说明
简图
120-9ZK043
产品图号
材料规格(t)
L
R
6892S01-3513013
钢板2.5/Q235B
128
97.5
6109S01-3513013
钢板2.5/Q235B
135
137.5
6129S17-3513121
钢板3.0/Q235B
20x2;20x3;20x4;20x5;20x6;20x8;20x10
30x1;30x2;30x3;30x5;30x6;30x8;30x10;30x12;
40x3;40x4;40x5;40x6;40x8;
三角形孔类
尖角处工艺圆角为R0.3
注:材料厚度选用为0.8-2.5mm常用技术参数,理论值可达到3.2mm, 如有选用,需核实设备和模具的具体状态。
T111-006
φ7;φ9;φ11;φ13;φ15;
φ20;φ25;φ30;φ36;φ40;
4-8;
注:φ40板村厚度为4-10。
3
通用冲圆孔模
T111-002A
φ45 φ50 φ55 φ57 φ60
φ65 φ70 φ75 φ80 φ85
4-8
4
通用冲圆孔模
T111-003A
φ90.5;φ90;φ97.2;φ100;
表4单位为毫米
冲孔类型
材料厚度
选用范围
园孔类
(直径φ)
≤3.0
4.5;5;5.5;6;6.5;7;7.5;8;8.5;9;9.5;10;10.5;11;11.5;12;12.5;13;13.5;14;14.5;15;15.5;16;17;18;19;20;21;22;24;25;26;28;30;32;34;36;38;40;42;44;45;46;48;50;52;55;58;60;62;65;68;70;72;75;78;80;82;85;88;90;95;98;100;102;105;108;110;112 ;115;118;120;122;125;128;130;132;135;138;140;142;145;148;150;
φ110;φ115;φ105;φ125;
4-8
注:φ90.5板村厚度为3-6。
表6(续)单位为毫米
序号
模具类型
模具号
使用范围
板材厚度
5通用冲长型孔模T111-008
6 U型纵梁通用折弯模 120-2BZ007
3.4专用模具类的选用
3.4.1侧围裙门门板冲孔类模具选用见表7。
表7单位为毫米
序号模具型号简图Fra bibliotek用于产品图
1
111-8K012
6113K03-5400101
侧围门板冲孔
2
111-8K008-2
6118K03-5400101
侧围门板冲孔
3
111-8K008-1
6118K03-5400101
转向灯冲孔
4
111-8ZK002
6890S01-5400001C
侧围灯冲孔
5
111-8ZK002