镀铬溶液的组成
电镀配方大全-单金属镀液

单金属镀液电镀液是电镀化学品的核心嶷的配比是否科学、工艺条件是否合理是直接影响电镀层的质量。
电镀液是由主盐、导电盐、导电盐、缓冲剂、阳极去极化剂、络合剂和添加剂等组成,工艺条件包括pH值、温度、电流密度、阳极材料、电镀方法、搅拌形式和电镀时间等。
(1)主盐即能在阴极上沉积所要求的镀层金属盐。
通常主要是氰化物、氯化物、硫酸盐和焦磷酸盐等。
主盐浓度与其他组分的浓度应维持一个适当的比值,主盐浓度高,电镀液电导率和阴极电流效率都高,能使镀层光亮度和整平性较好,但电镀液带出损失量大,也增加了废液处理的难度。
主盐浓度低,电镀液分散能力和覆盖能力较好,对于外形复杂的镀件或预镀通常使用主盐浓度低的镀液。
(2)导电盐即能够提高镀电导率,对放电金属不起络合作用的碱金属或碱土金属的盐类,如镀镍使用的NaSO4、MgSO4、焦磷酸盐等,镀铜及铜合金使用的KNO3和NH4NO3等。
导是盐除了提高镀液的是导率之外,还能降低镀液的阴极化作用,对镀层结晶组织没有不利影响。
(3)缓冲剂它是由弱酸与弱酸盐、弱碱与弱碱盐组成的,在化学上称之共轭酸碱对组成的溶液均是酸碱缓冲剂。
多元酸的酸式溶液也是缓冲剂和NaHCO3、NaH2PO4、Na3HPO4等。
弱酸和H3BO3、NH4CL对碱有缓冲作用,弱碱如氨水对酸有缓冲作用。
缓冲剂的作用是在镀液遇到酸可碱时,均能维持镀液的pH值变化不大。
(4)阳极去极化剂是指在电镀过程中能使阳极电位变负、促进阳极活化的物质,常用的阳极去极化剂有氧化物、酒石酸盐和硫氰酸盐等。
(5)络合剂即能与主盐金属离子形成络合物的物质称为络合剂,如氰化物镀液中的NaCN或KCN,焦磷酸盐镀液中的K4P2O7或Na4P07等。
电镀液中的络合剂含量常高于络合金属离子所需要的量,多余部分称为游离的络合剂,如氰化物镀铜溶液中有NaCN总量的和NaCN游离量,其中游离量即为多余的没有与Cu2+离子络合的量。
游离量高阳极溶解性好,阴极极化作用大,镀层结晶细致,镀液分散能力和覆盖能力强,但阴极电流效率低,沉积速度减慢。
硬铬添加剂的分类及其原理
硬铬添加剂的分类及其原理硬铬添加剂是镀铬添加剂的一种。
一般将单独使用硫酸为催化剂的镀铬液称为第一代镀铬液,同时加入二种或两种以上无机阴离子的镀铬液称为第二代镀铬液,这些无机阴离子主要为氟化物、溴化物、碘化物等。
其中加入氟化物可以提高电流效率、覆盖及分散能力,但含氟化物的镀液在低电流区对工件腐蚀比较严重,目前比较先进的镀硬铬工艺都不含氟化物。
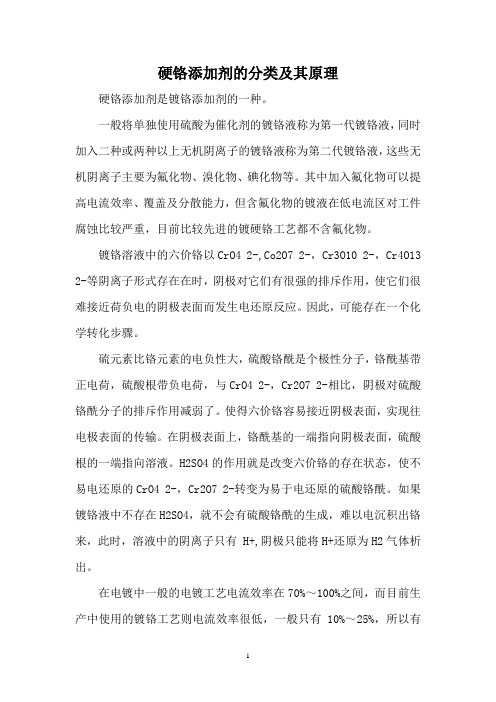
镀铬溶液中的六价铬以CrO4 2-,Co2O7 2-,Cr3O10 2-,Cr4O13 2-等阴离子形式存在在时,阴极对它们有很强的排斥作用,使它们很难接近荷负电的阴极表面而发生电还原反应。
因此,可能存在一个化学转化步骤。
硫元素比铬元素的电负性大,硫酸铬酰是个极性分子,铬酰基带正电荷,硫酸根带负电荷,与CrO4 2-,Cr2O7 2-相比,阴极对硫酸铬酰分子的排斥作用减弱了。
使得六价铬容易接近阴极表面,实现往电极表面的传输。
在阴极表面上,铬酰基的一端指向阴极表面,硫酸根的一端指向溶液。
H2SO4的作用就是改变六价铬的存在状态,使不易电还原的CrO4 2-,Cr2O7 2-转变为易于电还原的硫酸铬酰。
如果镀铬液中不存在H2SO4,就不会有硫酸铬酰的生成,难以电沉积出铬来,此时,溶液中的阴离子只有 H+,阴极只能将H+还原为H2气体析出。
在电镀中一般的电镀工艺电流效率在70%~100%之间,而目前生产中使用的镀铬工艺则电流效率很低,一般只有10%~25%,所以有很大的发展潜力,再者镀铬的应用十分广泛。
因此,对镀铬的研究开发具有重要意义和良好的前景。
近年来硬铬添加剂的研究围绕着解决镀铬的电流效率低、环境污染严重、消耗量大、镀液的覆盖能力差等问题而展开.热点是稀土阳离子添加剂、有机阴离子添加剂及复合型添加剂的研究,并且已经取得了较大的进展。
如CS型、RI-3C、CF-20l、HC-1、HEEF25、CH系列添加剂Atotech 公司的HCR840等都已进人生产阶段。
超快速镀铬工艺HEEF-Fc采用高电流效率和高电流密度的方法使其镀速为普通镀铬的10倍,但对设备的要求也更严格。
镀铬知识简单了解
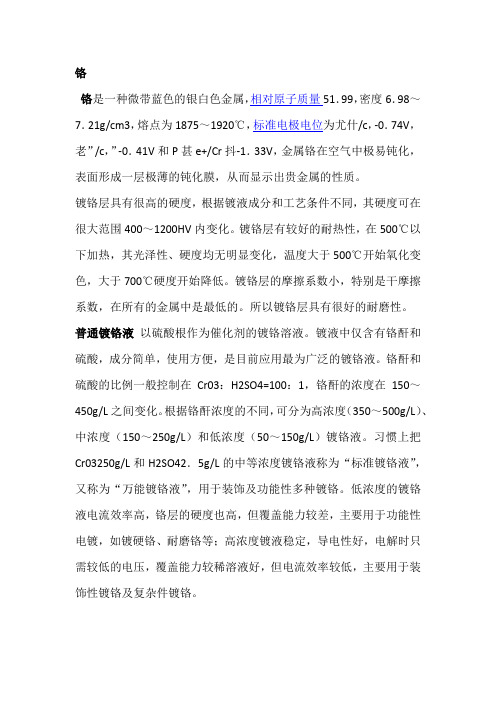
铬铬是一种微带蓝色的银白色金属,相对原子质量51.99,密度6.98~7.21g/cm3,熔点为1875~1920℃,标准电极电位为尤什/c,-0.74V,老”/c,”-0.41V和P甚e+/Cr抖-1.33V,金属铬在空气中极易钝化,表面形成一层极薄的钝化膜,从而显示出贵金属的性质。
镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。
镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化,温度大于500℃开始氧化变色,大于700℃硬度开始降低。
镀铬层的摩擦系数小,特别是干摩擦系数,在所有的金属中是最低的。
所以镀铬层具有很好的耐磨性。
普通镀铬液以硫酸根作为催化剂的镀铬溶液。
镀液中仅含有铬酐和硫酸,成分简单,使用方便,是目前应用最为广泛的镀铬液。
铬酐和硫酸的比例一般控制在Cr03:H2SO4=100:1,铬酐的浓度在150~450g/L之间变化。
根据铬酐浓度的不同,可分为高浓度(350~500g/L)、中浓度(150~250g/L)和低浓度(50~150g/L)镀铬液。
习惯上把Cr03250g/L和H2SO42.5g/L的中等浓度镀铬液称为“标准镀铬液”,又称为“万能镀铬液”,用于装饰及功能性多种镀铬。
低浓度的镀铬液电流效率高,铬层的硬度也高,但覆盖能力较差,主要用于功能性电镀,如镀硬铬、耐磨铬等;高浓度镀液稳定,导电性好,电解时只需较低的电压,覆盖能力较稀溶液好,但电流效率较低,主要用于装饰性镀铬及复杂件镀铬。
镀铬工艺主要特点:①镀铬液的主要成分不是金属铬盐,而是铬的含氧酸——铬酸,属于强酸性镀液。
电镀过程中,阴极过程复杂,阴极电流大部分消耗在析氢及六价铬还原为三价铬两个副反应上,故镀铬的阴极电流效率很低(10%~l8%)。
而且有三个异常现象:电流效率随铬酐浓度的升高而下降l随温度的升高而下降;随电流密度的增加而升高。
②在镀铬液中,必须添加一定量的阴离子,如SO42-、SiF62一、F一等,才能实现金属铬的正常沉积。
电镀铬及表面处理

将试样弯曲至一定角度,观察镀层是否有裂纹或脱落现象。
热震法
将试样加热至一定温度后迅速冷却,观察镀层是否开裂或脱落。
04 常见缺陷分析及预防措施
针孔、麻点等缺陷产生原因及解决方法
产生原因 基体表面不洁净,存在油污、氧化物等杂质。 电解液成分不纯或浓度过高。
针孔、麻点等缺陷产生原因及解决方法
航空航天
航空航天领域对材料性能要求极高,电镀铬及表面处理技 术可用于提高航空航天器零部件的耐高温、耐氧化等性能 。
医疗器械
医疗器械对材料生物相容性、耐腐蚀性等方面有严格要求 ,电镀铬及表面处理技术可用于改善医疗器械的表面性能 和生物相容性。
THANKS FOR WATCHING
感谢您的观看
色泽均匀性
观察镀层颜色是否均匀一致,无明显的色差或色 斑。
镀层缺陷
检查有无气泡、针孔、起皮、脱落等缺陷。
厚度测量与均匀性评估
厚度测量
使用测厚仪在镀层不同位置进行 多点测量,计算平均厚度和厚度 偏差。
均匀性评估
通过比较不同位置的厚度数据, 评估镀层的均匀性。
结合力测试方法
划痕法
使用划痕试验机在镀层表面划出一定长度的划痕,观察镀层是否 起皮或脱落。
工艺流程简介
01
02
03
前处理
包括除油、除锈、活化等 步骤,以保证镀层与基体 的良好结合。
电镀
将经过前处理的工件浸入 镀液中,通以直流电,使 铬层在工件表面沉积。
后处理
包括清洗、烘干、钝化等 步骤,以提高镀层的耐腐 蚀性和装饰性。
镀液成分与性能
镀液主要成分
铬酐、硫酸、三价铬盐等。
镀液性能
稳定性、分散能力、覆盖能力、电流效率等。
电镀液主要成分及其作用详解

电镀液主要成分及其作用详解在电镀加工生产过程中,我们要使用到电镀液这个必须的电镀原材料产品,电镀溶液的组成对电镀层的结构有着很重要的影响。
不同的镀层金属所使用的电镀溶液的组成可以是各种各样的.但是都必须含有主盐。
根据主盐性质的不同,可将电镀溶液分为简单盐电镀溶液和络合物电镀溶液两大类。
简单盐电镀溶液中主要金属离子以简单离子形式存在(如Cu2+、Ni2+、Zn2+等),其溶液都是酸性的。
在络合物电镀溶液中,因含有络合剂,主要金属离子以络离子形式存在(如[Cu(CN)3]2-、[Zn(CN)4]2-、[Ag(CN)2]-等),其溶液多数是碱性的,也有酸性的。
除主盐和络合剂外,电镀溶液中经常还加有导电盐、缓冲剂、阳极去极化剂以及添加剂等,它们各有不同的作用。
1、主盐主盐能够在阴极上沉积出所要求的镀层金属的盐。
主盐浓度高,溶液的导电性和电流效率一般都较高,可使用较大的电流密度,加快了沉积速度。
在光亮电镀时,镀层的光亮度和整平性也较好。
但是,主盐浓度升高会使阴极极化下降,出现镀层结晶较粗,镀液的分散能力下降,而且镀液的带出损失较大,成本较高,同时还增加了废水处理的负担。
主盐浓度低,则采用的阴极电流密度较低.沉积速度较慢,但其分散能力和覆盖能力均较浓溶液好。
因此,主盐浓度要有一个适当的范围,并与溶液中其他成分的浓度维持一个适当的比值。
有时,由于使用要求不同,即使同一类型的镀液,其主盐含量范围也不同。
对于电镀形状复杂的零件或用于预镀、冲击镀时,要求较高的分散能力,一般多采用主盐浓度低的电镀溶液。
而快速电镀的溶液,则要求主盐含量高。
2、导电盐导电盐能提高溶液的电导率,而对放电金属离子不起络合作用的物质。
这类物质包括酸、碱和盐,由于它们的主要作用是用来提高溶液的导电性,习惯上通称为导电盐。
如酸性镀铜溶液中的H2SO4,氯化物镀锌溶液中的KCl、NaCl 及氰化物镀铜溶液中的NaOH和NaCO3等。
导电盐的含量升高,槽电压下降,镀液的深镀能力得到改善,在多数情况下,镀液的分散能力也有所提高。
镀铬溶液化验操作规程

镀铬溶液化验操作规程一、 铬酐的测定1、仪器:5ml 移液管2只,250锥形瓶3只,100ml 容量瓶1只,10ml 量筒3个,酸式滴定管1支(附台、夹)。
2、原理:在硫酸溶液中六价铬被亚铁还原为三价铬: 2H 2CrO 4+6H 2SO 4+6FeSO 4=Cr 2(SO 4)3+3Fe 2(SO 4)3+8H 2O以苯基代邻氨基苯甲酸指示剂反应终点。
3、试剂:① 硫酸:1:1② 苯基代邻氨基苯甲酸指示剂③ 标准0.1N 硫酸亚铁铵溶液④ 磷酸;比重1.74、分析方法:用移液管吸取镀液5毫升于100毫升容量瓶中,加水稀释至刻度线并摇匀。
用移液管吸取此稀液5毫升于250毫升锥形瓶中(含原液0.25毫升),加水75毫升,磷酸1毫升,硫酸10毫升,加苯基代邻氨基苯甲酸指示剂3~5滴,以标准0.1N 硫酸亚铁铵溶液滴定至由紫红色突变为绿色为终点。
5、计算:N ×V ×0.0333×1000铬酐CrO 3克/升=式中, N ——标准硫酸亚铁铵溶液的当量浓度;V ——耗用标准硫酸亚铁铵溶液的毫升数;CrO 30.0333——二、三价铬的测定:1、仪器:5ml 移液管2只,250锥形瓶3只,100ml 容量瓶1只,10ml 量筒3个,酸式滴定管1支(附台、夹)。
2、原理:三价铬在酸性溶液中,在硝酸银的接触下,以过硫酸铵氧化成六价铬。
Cr 2(SO 4)3+3(NH 4)2S 2O 8+8H 2O=2H 2CrO 4+3(NH 4)2SO 4+6H 2SO 4 然后测定总铬量,从总铬量中减去六价铬量,即得三价铬量。
硝酸银对氧化反应起催化作用,它和过硫酸铵生成过硫酸银。
过硫酸银能将三价铬氧化成六价铬。
氧化反应完成后硝酸银仍恢复到原来状态。
过量的过硫酸铵经煮沸后完全分解。
0.25 30002(NH 4)2S 2O 8+2H 2O=2(NH 4)2SO 4+2H 2SO 4+O 2↑3、试剂:① 硫酸:1:1② 苯基代邻氨基苯甲酸指示剂③ 标准0.1N 硫酸亚铁铵溶液④ 磷酸:比重1.7⑤ 过硫酸铵:固体⑥ 1%硝酸银溶液4、分析方法:用移液管吸取镀液5毫升于100毫升容量瓶中,加水稀释至刻度线并摇匀。
镀铬工艺流程

镀铬工艺流程
镀铬工艺是将一层铬层覆盖到物体表面的一种表面处理方法,可以提升物体的外观质量和耐蚀性。
下面是镀铬工艺的一般流程。
首先,准备工作。
包括选择适合的化学药品、设备和工具,确保工作环境安全,并设置好必要的防护设施。
同时,还需要对待处理的物体进行清洁,去除表面的污垢和油脂。
其次,进行表面处理。
通常使用酸性或碱性溶液对物体进行脱脂和除锈处理。
这一步主要是为了去除物体表面的氧化层和其他杂质,以保证镀层的附着力。
接下来,进行活化处理。
活化是为了增强物体表面与镀层之间的粘结力。
可以采用化学活化或电化学活化的方法,使物体表面形成一层活化膜。
然后,进行镀层处理。
镀铬工艺主要是通过电化学反应将铬金属的阳离子还原成铬金属沉积在物体表面。
镀液由含有铬酸、硫酸和其他添加剂的溶液组成,将物体置于镀液中,通过外部电源施加电流,使铬金属沉积在物体表面。
在镀层过程中,应掌握合适的电流密度和镀液温度,以及适当的镀液搅拌和空气通风。
同时,还需要注意控制镀液的成分和各种添加剂的浓度,以确保镀层的均匀性和质量。
最后,进行后处理。
包括清洗、抛光和防护等环节。
清洗可以
去除表面的残留镀液和其他杂质,抛光可以改善镀层表面的光洁度和平整度,防护可以增加镀层的耐蚀性和耐磨性。
总之,镀铬工艺流程包括准备工作、表面处理、活化处理、镀层处理和后处理。
通过合理控制各个环节,可以得到质量良好、具有良好耐蚀性的镀铬层。
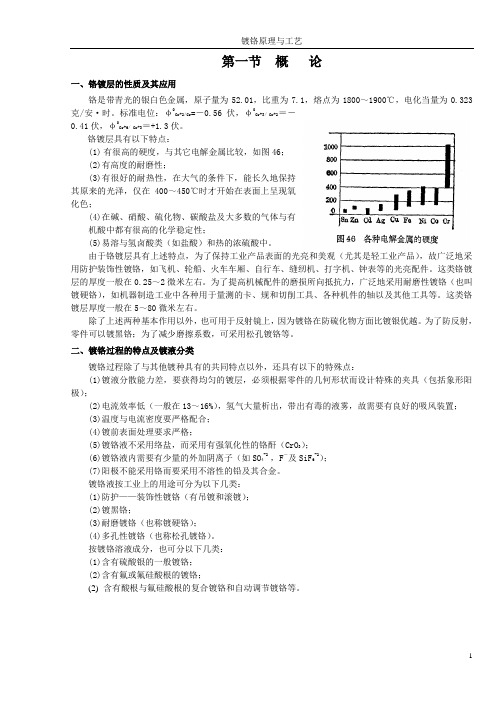
镀铬原理与工艺
这里有几个问题需要进一步探讨:
(1)在阴极上究竟是六价铬还原成金属铬,还是六价铬先还原至三价铬再还原至金属铬?
(2)为什么阴极上是CrO4-2离子中的Cr+6还原成Cr0而不是Cr2O7-2离子中的Cr+6还原成Cr0?
一、镀铬溶液的组成
镀铬液的主要成分是铬酐(俗称铬酸),它的分子式是CrO2,铬酐中的铬是六价。铬酐易溶于水,随着铬酐浓度的不同,溶液中存在的六价铬可以多种形式存在,如四铬酸(H2Cr4O13)、三铬酸(h2cr3o10)、重铬酸(h2cr2o7)、铬酸(h2cro4)和铬酸氢根(hcro4-)等。
4CrO3+H2O→H2Cr4O13(浓的情况下)
除了上述两种基本作用以外,也可用于反射镜上,因为镀铬在防硫化物方面比镀银优越。为了防反射,零件可以镀黑铬;为了减少磨擦系数,可采用松孔镀铬等。
二、镀铬过程的特点及镀液分类
镀铬过程除了与其他镀种具有的共同特点以外,还具有以下的特殊点:
(1)镀液分散能力差,要获得均匀的镀层,必须根据零件的几何形状而设计特殊的夹具(包括象形阳极);
镀铬液按工业上的用途可分为以下几类:
(1)防护——装饰性镀铬(有吊镀和滚镀);
(2)镀黑铬;
(3)耐磨镀铬(也称镀硬铬);
(4)多孔性镀铬(也称松孔镀铬)。
按镀铬溶液成分,也可分以下几类:
(1)含有硫酸银的一般镀铬;
(2)含有氟或氟硅酸根的镀铬;
(2)含有酸根与氟硅酸根的复合镀铬和自动调节镀铬等。
第二节
硫酸含量少时阴极上泛泡很多,就是这个道理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀铬溶液的组成
1.目前,工业上广泛采用的还是铬酸酐溶液,如果在其中加入外来阴离子,可获得良好的铬镀层。
但由于铬酸酐公害严重,加上电流效率低,分散能差等缺点很难克服。
因此,国内外已试验成功了其他的镀铬工艺,例如三价铬镀铬工艺:等阴离被称为“环保铬” ( Envirochrome)工艺盒液为浓度很低的三价铬溶液。
三价铬镀铬的优点恰好是六价铬镀铬难以克服的缺点。
但六价铬镀铬所获得的加厚铬镀层的质量,却也是三价铬镀铬难以达到的缺点,曹人法相互取代。
2.此,防护-装饰性镀铬工艺,三价铬镀铬可逐步代替铬酸酐镀铬,但功能性镀硬铬、耐磨、加厚、松孔的铬镀层结构和性能是三价铬镀层较难涌过鹤三价铬镀铬工艺的电镀过程原理与一般电镀过程原理相似。
但六价铬镀铬过程原理有其特殊性。
镀铬溶液成分非常简单,主要成分是铬酸酐,再加入少量的所谓催化剂的硫酸、氟硅酸盐等阴离子,采用不溶性的铅及铅合金阳极便可进行镀铬。
镀铬时铬酸酐中的铬是以六价形式存在,铬酸酐易溶在铬酸酐电镀液中,所获得的结晶组织主要取能好(决于外来阴离子、温度、电流密度以及铬酸酐的浓度等。
例如,在不同温度及电流密度下能获借型的结晶组织,而且镀层颜色和性能也不同。
3.色镀层:当温度很低,电流密度很高时产,而当温度为30C时,任何电流密度都可以产。
这种镀层的性质是脆性很大,近似于玻璃,无受范性能,硬度较高,不能用在机械摩擦上。
网状裂纹,镀层组织则为粗大的: A网状裂纹,镀层组织则为粗大的立当温度与电流密【电镀设备厂】
度在适当的范围所获流密度按铬镀层质量要求而定,可获得光亮,力学性能好,硬度高,耐磨性子的铬镀层,可用在需有反射性能的部件上。
镀层结晶组织比灰色镀层细致,为体心立方体品格,即型铬。
由型铬组成的铬镀层很稳定。
白色镀层:当温度很高(例如在65℃或(上),电流密度较低时,所得到的铬镀层韧性和受范性良好,即使受到较大的变形也不致脱落,较低,在薄镀层上没有裂纹。
这类乳防护-装饰铬或气密性镀方晶格,结晶也是o型铬。