齿轮泵维护说明书
齿轮泵EMI150-344SDF操作手册

5
泵的规格参数
参照表 1-1 规格参数 表 1-1 爱德华兹 150-344 泵的规格参数
制造厂家……………………………………………...…..爱德华兹有限公司 型号………………………………….……………………………….150-344 泵的形式………………………………………..……………..容积式齿轮泵 高度…………………………,…………………………………….11.25 英寸 宽度………………………………………………………………...9.25 英寸 长度……………………………………….……..………………..17.75 英寸 重量…………………………………….….………………………约 160 磅
无论在操作还是维修泵的时候都应遵守安全规范。为避免受伤,在维护时要切断 能源输入,锁住控制器或在其上贴上红色警告“严禁合闸”标记,并等泵冷却后再进 行操作。 当心化学危害。
维护人员应当遵守安全规范,在使用化学物质清洁泵时。
警告和警示
下面的警告和警示涉及操作维护手册中有关产品的细节的,在这重复强调以示重 要。 警告
10
图 2-1 泵的外形图
11
图 2-2 制作齿轮拔出器图
不能直接捶打驱动轴,否则将引起转子装配时偏心,导致错误的 内部间隙。同样,直接锤打轴的末端会损坏轴心!
14.锤子和硬木块轻打泵的驱动轴从而拆开主从动转子(22and23)和两个衬套 (21)
15.用锤子和硬木块从泵体(25)上拆另外两个衬套(21)。 16.如果损坏,从泵体(25)上拆下 8 个柱头螺栓(24)。 17. 用锤子和黄铜块从两个末端壳体(15)拆下四个球轴承(13),和四个油脂密
拆卸
常规事项 1. 尽可能的保证工作的地方干净,以免泵内部的零件受到污染。 2. 在修理时更换垫圈、盘根和密封。在安装时更换所有的键和弹性垫圈或类似于 此的东西。 3. 当拆垫圈、盘根或者密封时,不要用金属的工具撬、刮。这样可能刮坏密封表 面,要用木头或塑料工具去拆这些东西。 4. 在拆卸任何一个部件时,要认真参照分解图(图 4-1),特别要注意内部零件 间的联系,对结构的熟悉有利于提高拆卸速度和装配的正确性。 5. 为防止湿气或外部杂质从敞开的部件进入,在拆卸后就用保护套或盖子把这些 地方盖好。包裹材料可以用干净的纸或是棉布(表 2-1) 6. 只拆卸需要修理或是更换的部件,不要拆卸更多对修理不起作用的部件。
齿轮泵维护检修规程

目录1 总则 (2)1.1 适用范围 (2)1.2 设备性能 (2)1.3 结构简述 (2)2 完好标准 (2)2.1 零、部件 (2)2.2 远行性能 (2)2.3 技术资料 (2)2.4 设备及环境 (2)3 设备的维护 (3)3.1 日常维护 (3)3.2 定期检查内容 (3)3.3 常见故障处理方法 (3)3.4 紧急情况停车 (4)4 检修周期和检修内容 (4)4.1 检修周期 (4)4.2 检修内容 (4)5 检修方法及质量标准 (4)5.1 泵体与端盖 (4)5.2齿轮 (4)5.3 轴与轴套 (5)5.4 轴承 (5)5.5 填料密封 (5)5.6 联轴器 (5)6 试车与验收 (6)6.1 试车前的准备 (6)6.2 试车 (6)6.3 验收 (6)7 维护检修安全注意事项 (6)7.1 维护安全注意事项 (6)7.2 检修安全注意事项 (6)7.3 试车安全注意事项 (7)1 总则1.1 适用范围本规程适用于化工企业2CY型齿轮泵的维护和检修。
其他型号齿轮泵可参照本规程执行。
1.2 设备性能几种型号的设备性能见表1。
表1型号出口管径in流量m3/h压力MPa转数r/min吸油高度m电机功率kW2CY-1.08/25-1 2CY-2.1/25-1 2CY-3/25-1 2CY-4.2/25-1 2CY-7.5/25-1 3/41111/411/21.082.103.004.207.502.52.52.52.52.5150015001500145014500.50.50.50.50.52.2345.581.3 结构简述2CY型齿轮泵,主要零件包括有一对相互啮合的齿轮、主动轴、轴承、泵体、前后泵盖以及轴封装置等组成。
2 完好标准2.1 零、部件2.1.1 主、辅机的零件、部件完整齐全,质量符合理求。
2.1.2 仪表、计器和各种安全装置齐全完整,灵敏,准确,压力表一年校验一次。
2.1.3 基础、机座稳固可靠,地脚螺栓和各部螺栓连接紧固、齐整,符合要求。
KCB齿轮泵说明书
一、产品概述KCB型齿轮泵适于输送重油、机械油、燃油以及不含固体颗粒、纤维的石油、化工产品等液态物质。
该型号的泵配有安全阀,能防止因过载而对泵和电机所造成的损坏。
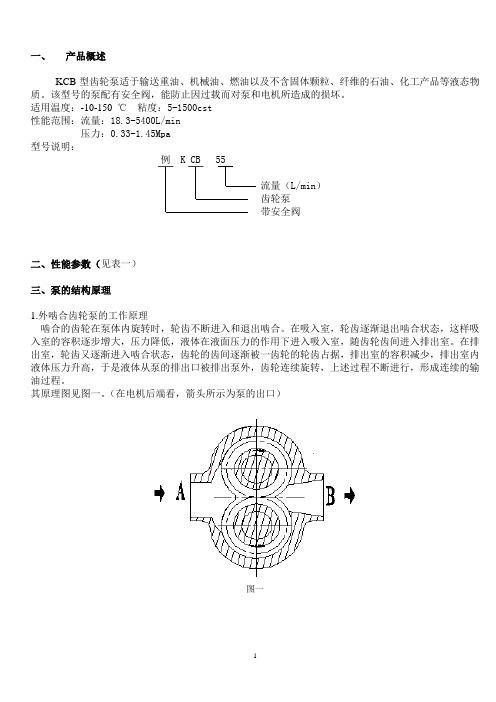
适用温度:-10-150℃粘度:5-1500cst性能范围:流量:18.3-5400L/min压力:0.33-1.45Mpa型号说明:例 K CB 55流量(L/min)齿轮泵带安全阀二、性能参数(见表一)三、泵的结构原理1.外啮合齿轮泵的工作原理啮合的齿轮在泵体内旋转时,轮齿不断进入和退出啮合。
在吸入室,轮齿逐渐退出啮合状态,这样吸入室的容积逐步增大,压力降低,液体在液面压力的作用下进入吸入室,随齿轮齿间进入排出室。
在排出室,轮齿又逐渐进入啮合状态,齿轮的齿间逐渐被一齿轮的轮齿占据,排出室的容积减少,排出室内液体压力升高,于是液体从泵的排出口被排出泵外,齿轮连续旋转,上述过程不断进行,形成连续的输油过程。
其原理图见图一。
(在电机后端看,箭头所示为泵的出口)图一KCB系列齿轮油泵性能参数2.泵的结构:泵主要有泵体、齿轮、轴、轴承、安全阀、前盖、后盖、密封部件、联轴器部件组成。
设有安全阀的泵、当排油管路的液压值超过泵的规定时,安全阀开启,保证泵及原动机不致因压力过高而受到损坏。
轴端密封有三种形式:填料密封、机械密封、橡胶圈密封,用户可根据具体的使用条件选择合适的密封结构。
泵有良好的自吸性,泵内运动部件利用输送的液体实现润滑,致工作时可以不加引液和润滑剂。
四、安装1、泵安装前应检查泵和电机在运输过程中是否受到损坏,如电机是否受潮,泵的进出口防尘盖是否损坏而使污物进入泵腔内等。
2、泵在搬运过程中,应选择合适起吊位置,减少泵的变形。
3、泵的底座应固定在牢固的基础上,以免产生振动影响泵的正常工作。
4、泵的进出口管路应清理干净不得存有硬颗粒的报告杂物。
5、管路口径一般不小于泵的进出口径,进油管路应尽量短,并减少弯路。
必要时在进油口安装金属过滤器,过滤器的有效面积不应小于管道过流面积的三倍。
齿轮油泵的使用维护说明

Steimel Gear PumpsandPump Units斯德梅尔齿轮泵和泵装置Series B, R, SF, TType designation: .......................................................................................... 类型名称:.......................................................................................... Serial No:..........................................................................................序列号:.........................................................................................Gebr. Steimel GmbH & CoMaschinenfabrikPostfach 1565D-53762 HennefTelephone (02242) 88 09 - 0 Fax (02242) 88 09 1601.General概述1.1 Intended application应用范围1.2 Product information产品信息1.2.1 Type designation and works serial No.类型名称和产品序列号1.2.2 Technical data sheet技术数据表1.2.3 Permitted use允许用途2 Safety安全2.1 Identification of safety instructions in the Operating Manual操作手册中安全说明的标识2.2 Qualification and training of operating Personnel操作人员资质和培训2.3 Hazards in the event of non-compliance with the safety instructions违反安全说明事件的危害2.4 Compliance with regulations pertainingto safety at work遵守工作安全相关规程2.5 Safety instructions relevant for operation操作人员的相关安全说明2.6 Safety instructions relevant for maintenance, inspection and assembly work维护、检查和安装的工作相关安全说明2.7 Unauthorised alterations and productionof spare parts未授权修改和生产备品备件2.8 Unauthorised modes of operation未授权的操作模式3 Transport and intermediate storage运输和中间贮存3.1 Transport运输3.2 Intermediate storage中间贮存4 Technical description技术说明4.1 General description一般说明4.2 Construction and mode of operation 结构和运行模式4.3 Mechanical construction机械结构4.3.1 Pump casing泵壳体4.3.2 Gear wheels齿轮4.3.3 Shafts, bearings and lubrication 轴,轴承和润滑4.3.4 Shaft seal轴封4.3.5 Drive驱动器4.4 Accessories附件4.4.1 Pressure relief valve泄压阀4.4.2 Heating and cooling units加热和冷却单元5 Mounting / installation装配/安装5.1 Installation position安装位置5.2 Mounting for the first time首次安装5.3 Drive elements驱动元件5.3.1 Aligning flexible couplings对准弹性联轴器5.3.2 Coupling guard联轴器护罩5.4 Electrical connection电气连接5.5 Pipes管道5.5.1 Purging吹扫5.5.2 Connecting pipes连接管5.5.3 Additional connections附加连接5.5.4 Suction line吸入管线5.5.5 Delivery line输出管线5.5.6 Pressure test and leakage test压力试验和泄漏试验5.6 Protection against foreign bodies and contamination外界杂质和污染保护6 Starting up / shutting down启动/停机6.1 Preparations for starting up启动准备6.2 Initial commissioning首次调试6.3 Placing back into operation恢复运行6.4 Shutting down停机7 Maintenance / repair维护/维修7.1 General information一般信息7.2 Shaft seal轴封7.2.1 Stuffing box packing填料7.2.2 Axial face seal / rotary shaft seal 轴向面密封/旋转轴密封7.2.3 Twin seals双密封7.2.4 Pressure relief valve泄压阀7.3 Dismantling and re-assembly拆开和包装7.3.1 Basic instructions基本说明7.3.2 Dismantling the unit拆卸装置7.3.3 Dismantling the pump拆卸泵7.3.4 Assembling the pump / unit安装泵/装置7.4 Spare parts8 Related drawings相关图9 Faults; cause s and remedies 故障原因和处理办法概述1.1 Intended application应用范围Steimel gear pumps are suitable for pumping lube.oils, fuel oils and other lubricating fluids.The fluids pumped may not contain any ponents and may not chemically attack the materials of which the pump is made.The field of application of these pumps extends.from oil hydraulics through lubrication systems topure pumping applications.Above all, the pumped medium must always beclean and have good lubricating properties in orderto ensure that the pump operates correctly, in orderto ensure a high level of operating reliability andsafety and in order to ensure a long service life.斯德梅尔齿轮泵适于泵送润滑油、燃油和其它润滑液。
齿轮泵操作手册(改)

第一章齿轮泵操作维护手册1.概述BGMA联合装置罐区齿轮泵是由泊头市星源泵业有限公司生产的YCB-G系列系列圆弧齿轮油泵,是一种最新结构外啮合圆弧齿轮油泵,圆弧齿轮油泵中的齿轮采用先进圆弧加其它曲线复合而成的齿形,因而油泵具有极佳的工作特性。
该泵同传统的2CY渐开线齿轮油泵相比:具有压力波动小、噪音低、效率高、寿命长等优点,是一种新型的节能油泵。
圆弧齿轮油泵适用于石油、化工、船舶、机械制造等行业输送各种有润滑性的油料介质液体。
例如石油、重油、工业轻油等。
液体温度不超过70℃。
,粘度为5-1500cSt(厘斯),不适用于输送含硫成份过高,有腐蚀性的,含有硬质颗粒杂物的以及含有纤维物的油料。
亦不适用输送高度挥发性的、闪点低的油料,例如:汽油、苯介质液体。
圆弧齿轮油泵安装形式为卧式,泵体出口带有安全阀,泵体带有蒸汽夹套,采用是用弹性联轴器,与三相异步电动机直接连接后,安装在铸铁的公共底盘上或用型钢焊接的公共底盘上。
2.型号及标准技术规范2.1 型号说明2.2 标准技术规范1)电动机功率表示油的粘度在30cSt时根据安全阀排放压力所需要的轴功率,然后根据轴功率选择电动机功率。
2) 粘度增大,排出压力增加或安全阀全回流压力增大时,电动机功率亦要增大.电机转速的选择,当粘度小于500cSt时,用4极电机;当粘度大于500cSt时,用6极电机.3)粘度的标准范围5-1500cSt.4)最高液体温度不超过70℃.5)从泵主轴伸出端看泵,旋转方向为顺时针(左边是吸入口,右边是排出口)。
3.用途BGMA联合罐区齿轮泵是用来输转BGMA常压一罐区轻重质燃料油和重污油物料的,4.4.1工作原理图一为齿轮油泵的工作原理图。
一对相啮合的圆弧齿轮安装于壳体内部,齿轮两端面靠前后盖密封。
齿轮把壳体内部分成左右两个互不相通的A腔和B腔,在壳体上开有两孔分别和A 腔、B腔相通。
当齿轮按图示方向旋转时,在A腔,由于一对牙齿脱开,使该腔容积逐渐增大,形成局部真空,油箱中的油液在外界大气压力的作用下,经油管,壳体进入A腔,该腔为吸油腔。
齿轮泵维护检修规程11

为保证齿轮泵长期安全运行特制定本说明书。
2. 范围此规程仅适用于齿轮泵的保养和使用。
3.定义无4.职责设备动力部和生产部负责齿轮泵的保养和维护。
5.正文5.1结构简述2CY型齿轮泵、主要零件包括有一对相互啮合的齿轮、主动轴、轴承、泵体、前后泵封以及轴封装置等组成。
5.2设备性能几种型号的设备性能见表1。
5.3完好标准5.3.1零、部件5.3.1.1 主、辅机的零件、部件完整齐全、质量符合要求。
5.3.1.2仪表、计器和各种安全装置齐全完整、灵敏、准确、压力表一年校验一次。
5.3.1.3基础、基座稳固可靠、地脚螺栓和各部螺栓连接紧固、齐整、符合要求。
5.3.1.4管线、管件、阀门、支架等安装合理,标志分明、符合要求。
5.3.2 运行性能5.3.2.1 设备润滑良好、润滑系统畅通、实行:"五定","三级过滤"。
5.3.2.2 无异常振动、松动、杂音等现象。
5.3.2.3 滑动轴承的温度不超过65℃,滚动轴承不超过70℃,压力、流量、电流等运行参数符合要求。
5.3.2.4 密封渗漏符合要求。
5.3.2.5 生产能力达到铭牌出力或查定能力。
5.3.3 技术资料5.3.3.1 设备档案、检修及验收记录齐全。
5.3.3.2 有设备履历卡片。
5.3.3.3 有安装,使用说明书,产品质量合格证。
5.3.3.4 易损配件有图样。
5.3.3.5 有运行缺陷记录。
5.3.3.6 设备运转时间记录准确。
5.3.3.7 设备操作规程,检修规程,维护保养规程齐全。
5.3.4设备及环境5.3.4.1泵体清洁,表面无灰尘、油垢。
5.3.4.2基础及底座整洁,无破损部位。
表面及周围无废油、废液、环境整齐、清洁。
5.3.4.3泵体及附属管件,管线油漆完整、无鼓泡脱落现象。
5.3.4.4进、出口阀门、管口法兰、泵体、端盖等处接合面均无泄漏。
5.4 设备的维护5.4.1 日常维护5.4.1.1 严格执行岗位操作法,认真填写运行记录。
5.4.1.2定时检查各部轴承温度和油压。
齿轮泵的使用及维护保养说明书
齿轮泵的使用及维护保养说明书用途CB-E300系列是一种中高压小排量齿轮泵,可广泛用于农机铁路工程、车辆、船舶、矿山、起重、轻工、食品等机械的液压动力源及润滑系统和转向系统中。
它结构紧凑,体积小,重量轻,性能好,使用可靠,维修方便,并可串联成双联泵、三联泵使用。
使用要求要使齿轮泵能正常工作,能否合理使用是重要一环,只有了解齿轮泵对于各种外界条件的适应性,再根据具体的使用条件,提出适当的使用要求,才能更好发挥齿轮泵的性能,从而做到经久耐用。
根据多年来的经验,我们提出下列使用要求,供使用者参考。
一、油液油液是液压系统的工作介质,对各元件的性能和寿命影响很大,因此对液压用油有一定的质量要求,用户在选用油液时应注意下列基本要求:1、适当的粘度。
粘度太大(即油太稠),容易造成吸不上油或者虽吸上油,但齿轮泵轴承润滑不良,这种系列齿轮泵采用吸油低压润滑,造成齿轮泵效率降低和早期磨损;粘度太小(即油太稀),也会造成密封性能和润滑性能不良,使齿轮泵效率降低和早期磨损,因此希望油的粘度要适中。
另外,因为油的粘度随温度升高而降低,要使齿轮泵在不同的环境温度下稳定工作,选用的油液最好具有这样的特性:即随温度变化,油的粘度变化不大。
推荐使用下列油液:冬季8#、夏季11#柴油机油或YB-N46抗磨液压油。
二、滤清油中如混有铁屑、砂子等机械杂物,而被吸入齿轮泵,进入系统,将造成齿轮泵轴套磨损和阀被卡住等故障。
如果有良好的滤清,保证齿轮泵在使用过程中吸进的油液都是干净的,则将大大提高液压系统使用可靠性,延长使用寿命。
建议在齿轮泵吸油管路中装100目/吋铜丝网做的粗滤器,在回油路上装滤清度达0.025mm的细滤器,并尽可能采用单独的油箱而不要与齿轮箱共用。
目前,某些机械产品的液压系统与传动系统为共用油液。
在齿轮泵吸油管路中装有100目/吋的铜丝网滤清和一块永久磁铁作磁力滤清。
另外,在传动箱底部还装有一个强大磁铁,其作用是将传动箱内齿轮磨屑和混入的铁屑吸住,不让它悬浮于油中,以减少对齿轮的磨损,并避免吸入液压系统,引起故障,为了保证齿轮泵可靠工作,对传动箱中的油液必须定期更换,磁铁和滤网必须定期清洗。
滚针轴承齿轮泵维修手册

30
3.装配步骤
⑶泵总成的装配:
在装配过程中注意前盖、泵体、后盖所标记的直线的首尾 对应一致;注意按照从齿、侧板的标记位置装配。装配过程见 下列示意图:
检查平面如有高点用平面油石去除,注意擦 净油石磨下的粉末别掉到轴承孔及泄油孔内
31
3.装配步骤
装侧板时喷涂面朝上
装前盖定位销
注:后盖装定位销、侧板及平面高点去除要求与前盖装配相同
37
3.装配步骤
转动泵轴应均匀滑快 堵好进出油口堵塞及轴伸保护套 泵轴
38
请大家提出宝贵意见,谢谢!
39
6
三.零件更换准则
4) 圆柱销:若发现销孔配合不符合要求、销子断裂、变形, 必须更换圆柱销,必要时需更换与其相配的前盖、泵体及后 盖。 5) 滚动轴承:如滚针脱落损坏、保持架损坏、滚针表面点 蚀、滚道点蚀、过烧,则必须换新零件。 6) 二次密封环:如零件存在内径磨损、端面磨损、厚度磨 薄、变形、表面粗糙的情况,则必须更换新零件。 7) 非金属密封件:所有非金属密封件必须更换。 8) 外置轴承:若发现零件磨损、锈蚀,则须更换新零件。 9) 紧固件:如发现紧固件产生拉长、变形、损坏等情况,则 须更换紧固件。
主动齿轮孔 (通孔)
右旋堵此泄 油孔
左旋堵此 泄油孔
28
3.装配步骤
注意:马达前盖分总成装配从a至e步骤与齿轮泵前盖分总成装 配相同,主要区别具体如下图所示:
拧上泄油堵
将前盖两个内泄油孔用两个堵油 螺塞堵上。 注意:在螺纹处涂螺纹密封胶。
29
3.装配步骤
⑵后盖分总成的装配: a)后盖大平面朝上在主动齿轮轴承孔内装入二次密封环, 要求接触面平滑。 b)将两个滚针轴承压入轴承孔内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1)松开六角螺母(9),取下旁路阀(4)和小活塞(7)。
2)松开六角螺母(9),取下法兰(8)。
3)在新的基座上安装阀门。
一定要将活塞(7)安装正确。
同样在安装旁路阀(4)时,要保证垫圈(10)安装正确。
稍微打点油并完全锁定。
图2
调节工作压力(参见图2)
这一操作在泵运行时进行,需保证适当的工作温度。
使泵停止运行,移开输送侧的上端活塞(6)(旁路)(见图2)。
装入一满量程为3-5巴的压力表,启动泵。
松开盖(11)与锁定螺母(12)。
通过螺母(13)调节压力,(拧紧压力增加,放松压力减小)。
检查压力表是否已达到规定值,锁紧螺母(12)。
通常情况下,压力在2-2.5巴之间。
维护
轴端的密封盖是需要维护的关键部件。
最好经常检查泵运行时是否有噪音,有无振动。
另外还要检查联轴器传动件运行状况是否良好,机座上的固定螺栓有无松动。
密封套(14)不能太紧;挤压过紧会消耗更多的能量,且产生热量并使垫圈过早磨损。
如有轻微的渗油是正常现象,但要保证足够的润滑。
密封套的压力可通过螺母(15)来调节,所有螺母必须同时拧紧或松开(即要转动相同的圈数),以避免压力不平衡。
数次拧紧密封套之后,应加入新的垫圈或全部更换。
最好是全部更换,因为泵在长时间工作之后,其上的旧部件很难从它们的机座上取下。
建议您在泵拆卸时将它们全部更换。
泵的拆卸和组装
更换石墨盘根
1)取下螺母(15),取下固定法兰(16),将石墨盘根取出。
2)将密封圈(14)从中间切开:打开密封圈,则变为椭圆形(不得将其损坏),并将其放在固定法兰与机座之间的轴上。
切口必须位于轴的同一侧。
3)如有必要,通常以相同的方式安装另一个环,但要将切口位置互换(一个位于右侧,
另一个位于左侧);最后一个环必须使得密封套轻松进入机座,间隙至少10mm。
4)安装螺母并适当拧紧,然后启动泵。
在重新调节压力之前,让密封套工作一会儿。
泵的安装与重组(参见图1)
如果没有将泵从管路中拆出,那么必须先拆下电机与连轴器。
1)关闭输送阀和回流阀。
如果泵还处于加热状态,则关闭旋塞,将其与加热循环管路隔离。
2)从后面的加热腔拆下固定螺母(18),并拆下导热油流量调节接头(19)。
3)拧紧螺栓(20),抽出加热腔,切勿将垫圈损坏(21)。
4)拆下螺母(15)、轴上的键(22)和固定法兰(16)。
5)拆下固定螺母(23)、导热油流量调节接头(24)及前加热腔。
6)旁路阀的拆卸与安装详见前面有关章节(流动方向)。
7)拆卸硬质合金轴套时必须用气灯加热后将轴套撬出。
安装新轴套之前,应检查轴的情况,将其清洗干净并涂上适量润滑油,将新轴套加热并安装在轴上。
冷却后轴套紧紧固定在轴上。
注意:组装时,需将轴套和固定座间的腔内注满石墨油脂。
故障-原因-解决方法
轴线(参见图4)
将泵与电机相连后,检查相应的轴是否都已校正;用一标准厚塞尺测定两个内端面的间隙是否相等。
至少应在三个不同的角度(每隔120℃)进行检查。
连轴器仅用来传递扭矩不能用来补偿安装缺陷,
图4
不泵油
●没灌泵
●旋转方向不对
●入口堵塞
●吸入气体
●旁路阀调量不足或被异物撑开
输出量不足
●气体通过密封元件进入吸入管
●流体粘度高于标准值
●旋转速度低于标准值
●阀门或入口过滤器被杂质堵塞或直径太小
●阀门、过滤器和吸入管的直径太小
●管道安装错误导致气体进入
泵图1
图1
维护
机械密封圈
要保证轴与机体的密封良好,必须使用机械密封圈。
此类密封圈与轴套不同,它无需任何维护。
定期检查泵在运转的过程中有无噪音,是否产生振动,连轴器是否运转灵活,基座的固定螺栓有无松动。
泵的拆卸及安装
1)关闭进、出阀门。
2)从后端拆下固定螺栓(27)。
3)拆下键(12)。
4)从盖上拆下固定螺栓(28)。
5)拆下机械密封圈。
6)逐步推向后端,并拆下整个泵。
7)卸硬质合金轴套时必须用气灯加热后将轴套撬出。
安装新轴套之前,应检查轴的情况,将其清洗干净并涂上适量润滑油,将新轴套加热并安装在轴上。
冷却后轴套紧紧固定在轴上。
8)在更换机械密封圈之前,轴运转是否灵活。
将其彻底清洗并润滑后安装新的机械密封圈。
注意:组装时,需将轴套和固定座间的腔内注满石墨油脂。
泵DN25
图2。