DPMO自动计算西格玛水平
2.5 计算西格玛水平

每百万次机会之 缺陷数
*
0.001 0.002 0.003 0.006 0.011 0.019 0.033 0.06 0.10 0.17 0.29 0.48 0.8 1.3 2.1 3.4 5.4 8.5 13 21 32 48 72 108 159 233 337 483 687 968
1,350 1,866 2,555 3,467 4,661 6,210 8,198 10,724 13,903 17,864 22,750 28,717 35,930 44,565 54,799 66,807 80,757 96,800 115,070 135,666 158,655 184,060 211,855 241,964 274,253 308,538 344,578 382,089 420,740 460,172
离散型或连续型 至少 5 个缺陷以上 离散型或连续型 结合业务观点而来的合格率
• 所有方法需要 所有方法需要95%置信度的最小样本大小。 置信度的最小样本大小。 置信度的最小样本大小 • 应该随机选择数据以代表总体。 应该随机选择数据以代表总体。
Copyright © 2010 宝钢股份 版权所有
14
µ 在计算中, 估计µ和σ, 在计算中,常用样本的 x 、s 估计 注意: 注意:要求数据是连续的并且大约服从正态分布
Copyright © 2010 宝钢股份 版权所有
USL
17
六西格玛精益运营黑带训练教材
双边规范限的Z 双边规范限的Z值计算法
低于规范下 限的缺陷率
超出规范上 限的缺陷率
LSL ZLSL=(µ-LSL)/ σ
每百万次机会之 缺陷数
合格率 99.86501% 99.81342% 99.74449% 99.65330% 99.53388% 99.37903% 99.18025% 98.92759% 98.60966% 98.21356% 97.72499% 97.12834% 96.40697% 95.54345% 94.52007% 93.31928% 91.92433% 90.31995% 88.49303% 86.43339% 84.13447% 81.99519% 78.81446% 75.80363% 72.57469% 69.14625% 65.54217% 61.79114% 57.92597% 53.98278%
dpmo计算公式

dpmo计算公式摘要:一、DPMO计算公式简介1.DPMO概念2.DPMO计算公式的重要性二、DPMO计算公式详解1.DPMO公式构成2.各参数的含义及计算方法3.DPMO计算举例三、DPMO计算公式在实际应用中的意义1.在质量管理中的作用2.在工程管理中的作用3.在其他领域中的应用正文:一、DPMO计算公式简介DPMO(Defects Per Million Opportunities)即每百万机会中的缺陷数,是用于衡量产品质量和过程质量的一种重要指标。
在质量管理、工程管理等领域中,DPMO计算公式被广泛应用,帮助企业或组织了解和改善其产品和过程的质量。
二、DPMO计算公式详解DPMO计算公式如下:DPMO = (缺陷数× 10^6) / (机会数)其中,缺陷数是指在产品或过程中检测到的缺陷数量;机会数是指产品或过程的总操作次数或检验次数。
1.DPMO公式构成DPMO计算公式由两部分组成:缺陷数和机会数。
缺陷数反映的是产品或过程中存在的质量问题,机会数则表示产品或过程在一定时间内被操作或检验的次数。
2.各参数的含义及计算方法- 缺陷数:在产品或过程中检测到的缺陷数量,通常由质检部门统计。
- 机会数:产品或过程的总操作次数或检验次数。
对于每一个产品或过程,机会数可能不同,需要根据实际情况进行统计。
3.DPMO计算举例假设某企业生产的产品在100万次操作中发现了1000个缺陷,那么该产品的DPMO为:DPMO = (1000 × 10^6) / 10000000 = 1000即该产品的每百万机会中的缺陷数为1000。
三、DPMO计算公式在实际应用中的意义DPMO计算公式在质量管理、工程管理等领域具有重要的实际意义。
1.在质量管理中的作用DPMO可以帮助企业了解其产品和过程的质量水平,从而制定相应的改进措施。
一般来说,DPMO值越低,说明产品和过程的质量越高。
2.在工程管理中的作用在工程管理中,DPMO常用于评估工程项目的质量和效率。
六西格玛的计算

DP= M 5/ O 1 4,00 02,5 0 ,00 0000 5
• 一般说6 SIGMA水平时把不良率说成3.4DPMO比3.4PPM更恰当
• 适于互相不同的Process或制品间,制造范筹和非制造范筹间的比较
DPMO 计算例
适用于测定的定量值
规格上限
Probaobfility 良品率
= 0.97725
不良率 = 0.02275
缺点数
– 某一PCB有800个熔接点与200个 部品
– 此PCB中发现6个焊接不良点与2 个不良部品
DPMO =(6+2)/(800+200) * 百万
= 8,000
DPMO = 0.02275 * 1,000,000 = 22,750
练习题
假设有一个具有十个部品的 单位,各个单位内的构成品对 一个缺点发生一个机会.因此 各单位可包括十个缺点
缺点数据的情况
–求DPMO
– 从SIGMA表读对应于DPMO的 Z.st值
受率数据的情况
– SCRAP,再作业等视为不良计 算受率
– 从SIGMA表读百万个当良品数 = (受率)*1,000,000
相对应的Z.st值
不良率数据的情况
– 从不良率计算PPM
–PPM=(不良率)*1,000,000 –从SIGMA表读与PPM值一样
Six Sigma 尺度(Metrics)
1. DPU和DPMO 2. SIGMA水平 3. RTY
尺度的选择
缺点数据收集
经营成果 尺度
应该知道 什么?
BB Project 尺度
制品与Process 的客观比较
• DPMO • SIGMA水平
Bench marking尺度
西格玛水平的算法

六西格玛水平的算法
DPU=不合格数/单位数(也就是经过某个控制点的被测物总数)DPMO=DPU*1000000/每个单位出错机会数。
简单的说,6西格玛的水平相当于每100万件产品中只出错3.4件。
而且是全系统的水平,不是单个控制点的水平,难度很高。
举个例子:假如某工厂有3个控制点,每个控制点的检测出来的产品质量都是99.99%
则经过三个点后,全系统的产品质量只有(99.99%)^3,不合格率是万分之三的水平。
也达不到六西格玛的标准。
一般企业的控制点要远远大于3个,产品质量也很难达到99.99%,这样离六西格玛很远了。
现在中国的企业一般只能达到1西格玛,好的企业也只有3-4个西格玛的水平,6西格玛真是凤毛麟角了。
6西格玛管理中常用的度量指标
6 Sigma管理中常用的指标在上一讲中,我们介绍了6西格玛管理是基于组织绩效衡量的管理。
6西格玛管理与传统方法在“测量内容”和“如何测量”方而有所不同。
它揭示了广泛的绩效改进,以增强组织的竞争力。
由于测量对象,测量方法和数据类型不同,在6 sigma管理中,有几项绩效评估指标。
下面我们将介绍一些常用的指标。
在在6 Sigma管理的度量中,经常使用以下度量。
他们是:FTY (首次收益率)-第一次收益率。
指一次满足客户要求的过程输出比例。
这就是我们通常所说的一次提交的通过率。
RTY (滚动吞吐量)-滚动输岀率。
是构成该流程的每个子流程的FTY的乘积。
表示由这些子流程组成的大型流程的一次提交的通过率。
RTY = FTYi txFTYz……FTYa哪里:FTYi是每个子过程的第一产出率,n是子过程的数量。
使用FTY或RTY测量过程可以一次显示由于未能满足客户要求而导致的报废,返工和维修,以及由此导致的质量,成本和生产周期的损失。
这与我们使用的产量测量方法不同。
在许多公司中,只要不报废产品,就不会损失产量。
因此,涵盖了由于过程输出不符合要求而导致的维修成本增加和生产周期延迟。
例如,一个流程包含4个生产链接(如图2-1所示)。
此过程在第2步和第4步之后都有质量控制点。
根据生产计划部门的安排,将收取10片物料的费用。
在处理步骤1和2之后,检査中发现了两个不合格的产品。
必须报废一件,另一件在修理后才能加工,这样有9件进入后续加工过程。
在这9种产品经过步骤3和4之后,又将另一种产品报废,将英中一种返回维修。
整个处理后,有8种产品交付给客户。
因此,生产计划部门的统计数据为:产岀率=80%。
此统计数拯无法表明苴中80%的零件是在维修后交付的。
这些维修活动增加了生产成本和生产周期。
如果我们使用RTY进行测量,我们可以看到步骤1和步骤2的FTY!个8/10 = 80%,步骤3和步骤4的FTY, 是7/9 = 78%。
如果充电了 100件,则在步骤1和步骤2之后,第一次的要求是100o x80% =80件,一次可以满足要求的这些合格产品将是经过步骤3和步骤4之后的80件x78%= 62 个。
(整理)6西格玛管理中常用的度量指标.
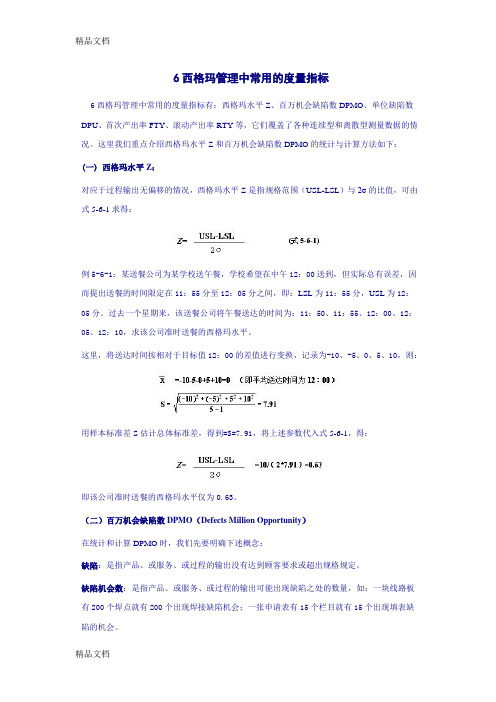
6西格玛管理中常用的度量指标6西格玛管理中常用的度量指标有:西格玛水平Z、百万机会缺陷数DPMO、单位缺陷数DPU、首次产出率FTY、滚动产出率RTY等,它们覆盖了各种连续型和离散型测量数据的情况。
这里我们重点介绍西格玛水平Z和百万机会缺陷数DPMO的统计与计算方法如下:(一) 西格玛水平Z:对应于过程输出无偏移的情况,西格玛水平Z是指规格范围(USL-LSL)与2σ的比值,可由式5-6-1求得:例5-6-1:某送餐公司为某学校送午餐,学校希望在中午12:00送到,但实际总有误差,因而提出送餐的时间限定在11:55分至12:05分之间,即:LSL为11:55分,USL为12:05分。
过去一个星期来,该送餐公司将午餐送达的时间为:11:50、11:55、12:00、12:05、12:10,求该公司准时送餐的西格玛水平。
这里,将送达时间按相对于目标值12:00的差值进行变换,记录为-10、-5、0、5、10,则:用样本标准差S估计总体标准差,得到=S=7.91,将上述参数代入式5-6-1,得:即该公司准时送餐的西格玛水平仅为0.63。
(二)百万机会缺陷数DPMO(Defects Million Opportunity)在统计和计算DPMO时,我们先要明确下述概念:缺陷:是指产品、或服务、或过程的输出没有达到顾客要求或超出规格规定。
缺陷机会数:是指产品、或服务、或过程的输出可能出现缺陷之处的数量,如:一块线路板有200个焊点就有200个出现焊接缺陷机会;一张申请表有15个栏目就有15个出现填表缺陷的机会。
如果我们统计了过程输出的缺陷数和缺陷机会数,我们就可以计算:机会缺陷率DPO(Defects Per Opportunity),即每次机会中出现缺陷的比率表示了每个样本量中缺陷数占全部机会数的比例。
由式5-6-3计算:例5.6.2假定这100块电路板中,每一个电路板都含有100个缺陷机会,若在制造这100个电路板时共发现21个缺陷。
6 西格玛标准公差计算公式.

六西格玛管理系列讲座之一什么是6西格玛管理?当人们谈论世界著名公司-通用电器(GE)的成功以及世界第一CEO-杰克.韦尔奇先生为其成功制定的三大发展战略时,都会不约而同地提出这样的问题。
如果概括地回答的话,可以说6西格玛管理是在提高顾客满意程度的同时降低经营成本和周期的过程革新方法,它是通过提高组织核心过程的运行质量,进而提升企业赢利能力的管理方式,也是在新经济环境下企业获得竞争力和持续发展能力的经营策略。
因此,管理专家Ronald Snee先生将6西格玛管理定义为:“寻求同时增加顾客满意和企业经济增长的经营战略途径。
”如果展开来回答的话,6西格玛代表了新的管理度量和质量标准,提供了竞争力的水平对比平台,是一种组织业绩突破性改进的方法,是组织成长与人才培养的策略,更是新的管理理念和追求卓越的价值观。
让我们先从6西格玛所代表的业绩度量谈起:符号σ(西格玛)是希腊字母,在统计学中称为标准差,用它来表示数据的分散程度。
我们常用下面的计算公式表示σ的大小:如果有两组数据,它们分别是1、2、3、4、5;和3、3、3、3、3;虽然它们的平均值都是3,但是它们的分散程度是不一样的(如图1-1所示)。
如果我们用σ来描述这两组数据的分散程度的话,第一组数据的σ为1.58,而第二组数据的σ为0。
假如,我们把数据上的这些差异与企业的经营业绩联系起来的话,这个差异就有了特殊的意义。
假如顾客要求的产品性能指标是3±2(mm),如果第一组数据是供应商A所提供的产品性能的测量值,第二组数据是供应商B所提供的产品性能的测量值。
显然,在同样的价格和交付期下,顾客愿意购买B的产品。
因为,B的产品每一件都与顾客要求的目标值或理想状态最接近。
它们与顾客要求的目标值之间的偏差最小。
假如顾客要求的产品交付时间是3天。
如果第一组数据和第二组数据分别是供应商A和B每批产品交付时间的统计值,显然,顾客愿意购买B的产品。
因为,B每批产品的交付时间与顾客要求最接近。
dpmo

DPMO出自MBA智库百科(/)DPMO(即:每百万次采样数的缺陷率,Defects Million Opportunity)目录[隐藏]• 1 什么是DPMO• 2 DPMO的计算• 3 DPMO与六西格玛的关系• 4 DPMO作为质量基准的局限性[编辑]什么是DPMODPMO(即:每百万次采样数的缺陷率)是指100万个机会里面,出现缺陷的机会是多少。
这里有一个计算公式,即DPMO=(总的缺陷数/机会)×一百万分之一百万。
DPMO的概念由IPC-7912 Calculation of DPMO and Manufacturing Indices for Printed Board Assemblies 提出。
它包括元件的DPMO,贴装的DPMO和端子的DPMO,这3个数据相乘,可得到总的制造指标(OMI,Overall Manufacturing Index)。
很多宣称达到6SIGMA水平的公司就是应用了DPMO的概念。
所谓的缺陷:是指产品、或服务、或过程的输出没有达到顾客要求或超出规格规定。
所谓的缺陷机会数:是指产品、或服务、或过程的输出可能出现缺陷之处的数量,如:一块线路板有200个焊点就有200个出现焊接缺陷机会;一张申请表有15个栏目就有15个出现填表缺陷的机会。
[编辑]DPMO的计算如果我们统计了过程输出的缺陷数和缺陷机会数,我们就可以计算:机会缺陷率DPO(Defects Per Opportunity),即每次机会中出现缺陷的比率表示了每个样本量中缺陷数占全部机会数的比例。
由式1计算:缺陷数DPO=----------------- (式1)产品数×机会数例1 假定这100块电路板中,每一个电路板都含有100个缺陷机会,若在制造这100个电路板时共发现21个缺陷。
则百万机会缺陷数DPMO(Defects Per Million Opportunity),DPO常以百万机会的缺陷数表示,即DPMO=DPO×106,或由式5-6-4计算:总的缺陷数×106DPMO=-------------------产品数×机会数本例中,0.0021的DPO即为2100的DPMO。