海德堡胶印机(2000年前)技术参数
海德堡速霸CD102胶印机电气控制系统解说

海德堡速霸CD102胶印机电气控制系统解说20世纪80年代初期和末期,海德堡公司先后推出了CPC(Computer Print Control)计算机印刷控制系统和世界首创的用于监测、控制和诊断印刷机的全数字化电子系统——CP Tronic(CP窗)印刷机中央控制系统。
CPC和CP窗的结合使用(如图1所示),大大提高了印刷机操作的简便性和可靠性,使得海德堡胶印机设计更加完善。
20多年来,海德堡C PC系统经过不断改进发展,形成了包括CPC1给墨量和套准电子遥控装置、CPC2印刷质量控制系统、CPC3印版图像阅读器和CPC4自动套准控制装置的系列组件。
1999年,CP窗衍生出了为因特网用户服务的CP2000系统。
该系统将CP窗的全数字化整机遥控和CPC1-04的即时供墨、套准遥控系统整合于一体,不仅保留了CP窗独立于选定文字的图形显示系统,并为最终实现用户服务中心的远程遥控诊断奠定了技术基础。
作为印刷设备电气维修人员,要想在印刷机出现电气故障时快速及时地排除故障、解决问题,就必须了解和熟悉印刷机的电气控制系统。
下面就以我厂2000年引进的标准配置CPC1-04遥控系统和CP窗系统的海德堡Speedmaster(速霸)CD102-4四色对开胶印机为例,分析该机的电气控制系统。
一、CPC1-04遥控系统CPC1-04遥控系统(如图2所示)是海德堡CPC系统的基础,可在带显示屏的控制台上对所有调墨机构和印版滚筒的调整机构进行遥控,并配有光笔(6)、作业存储器(5)和与CP窗匹配的图形等离子监视器(15)。
(10)是墨区LED显示屏和墨量调节按钮。
LED显示屏可显示墨斗辊上墨膜厚度分布,CPC通过电位器把实际墨量位置的数据反馈到LED显示屏上。
按下“+”或“-”按钮即可调节墨斗刀片与墨斗辊的间隙,以增加或减少墨量。
此外,还可以用光笔直接在墨区LED显示屏上预调墨量。
给墨量的数据可通过作业存储器记录到磁盘上,便于以后重印此种产品时调用。
海德堡速霸CD102的技术参数
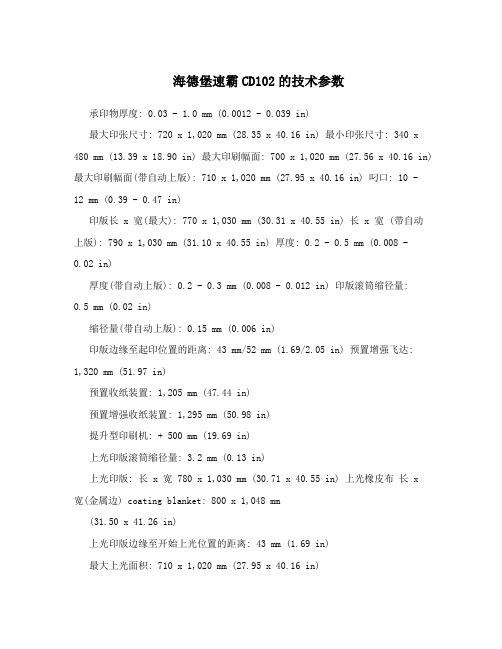
海德堡速霸CD102的技术参数承印物厚度: 0.03 - 1.0 mm (0.0012 - 0.039 in)最大印张尺寸: 720 x 1,020 mm (28.35 x 40.16 in) 最小印张尺寸: 340 x 480 mm (13.39 x 18.90 in) 最大印刷幅面: 700 x 1,020 mm (27.56 x 40.16 in) 最大印刷幅面(带自动上版): 710 x 1,020 mm (27.95 x 40.16 in) 叼口: 10 -12 mm (0.39 - 0.47 in)印版长 x 宽(最大): 770 x 1,030 mm (30.31 x 40.55 in) 长 x 宽 (带自动上版): 790 x 1,030 mm (31.10 x 40.55 in) 厚度: 0.2 - 0.5 mm (0.008 -0.02 in)厚度(带自动上版): 0.2 - 0.3 mm (0.008 - 0.012 in) 印版滚筒缩径量:0.5 mm (0.02 in)缩径量(带自动上版): 0.15 mm (0.006 in)印版边缘至起印位置的距离: 43 mm/52 mm (1.69/2.05 in) 预置增强飞达:1,320 mm (51.97 in)预置收纸装置: 1,205 mm (47.44 in)预置增强收纸装置: 1,295 mm (50.98 in)提升型印刷机: + 500 mm (19.69 in)上光印版滚筒缩径量: 3.2 mm (0.13 in)上光印版: 长 x 宽 780 x 1,030 mm (30.71 x 40.55 in) 上光橡皮布长 x宽(金属边) coating blanket: 800 x 1,048 mm(31.50 x 41.26 in)上光印版边缘至开始上光位置的距离: 43 mm (1.69 in)最大上光面积: 710 x 1,020 mm (27.95 x 40.16 in)橡皮滚筒缩径量: 2.3 mm (0.09 in)橡皮布长 x 宽(金属边): 840 x 1,052 mm (33.07 x 41.42 in)橡皮布厚度: 1.95 mm (0.08 in) 纸垛高度(包括纸垛支撑板和堆纸台) 预置飞达: 1,230 mm (48.43 in)预置加强飞达: 1,320 mm (51.97 in)预置收纸: 1,205 mm (47.44 in)预置加强收纸: 1,295 mm (50.98 in)提升型印刷机: + 500 mm (19.69 in)样机规格印霸 CD 102-6+L 带预置加强飞达和收纸及两个加长收纸模块印刷单元: 6 长: 15.85 m (624.06 in) 宽: 3.31 m (130.31 in) 高: 2.17 m (85.43 in)。
海德堡xl_75 参数
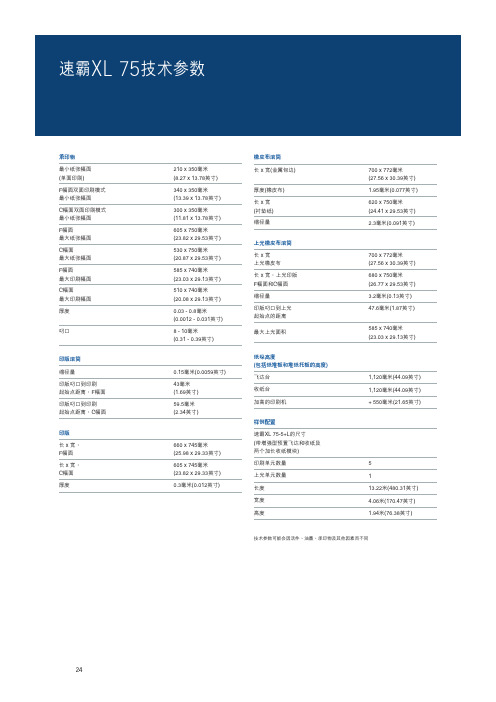
700 x 772毫米 (27.56 x 30.39英寸) 1.95毫米(0.077英寸) 620 x 750毫米 (24.41 x 29.53英寸) 2.3毫米(0.091英寸)
700 x 772毫米 (27.56 x 30.39英寸) 680 x 750毫米 (26.77 x 29.53英寸) 3.2毫米(0.13英寸) 47.6毫米(1.87英寸)
速霸XL 75技術參數
承印物 最小紙張幅面 (單面印刷) F幅面雙面印刷模式 最小紙張幅面 C幅面雙面印刷模式 最小紙張幅面 F幅面 最大紙張幅面 C幅面 最大紙張幅面 F幅面 最大印刷幅面 C幅面 最大印刷幅面 厚度
叼口
印版滾筒 縮徑量 印版叼口到印刷 起始點距離,F幅面 印版叼口到印刷 起始點距離,C幅面
585 x 740毫米 (23.03 x 29.13英寸)
1,120毫米(44.09英寸) 1,120毫米(44.09英寸) + 550毫米(21.65英寸)
5 1 13.22米(480.31英寸) 4.06米(170.47英寸) 1.94米(76.38英寸)
技術參數可能會因活件、油墨、承印物及其他因素而x 寬, C幅面 厚度
210 x 350毫米 (8.27 x 13.78英寸) 340 x 350毫米 (13.39 x 13.78英寸) 300 x 350毫米 (11.81 x 13.78英寸) 605 x 750毫米 (23.82 x 29.53英寸) 530 x 750毫米 (20.87 x 29.53英寸) 585 x 740毫米 (23.03 x 29.13英寸) 510 x 740毫米 (20.08 x 29.13英寸) 0.03 - 0.8毫米 (0.0012 - 0.031英寸) 8 - 10毫米 (0.31 - 0.39英寸)
(完整版)海德堡印刷机操作手册
XXXXXXXXXXXXXXX 股份有限公司印刷车间海德堡四开五色平版印刷机操作指导书文件编号: __________________________________ 文件版本: __________________________________ 发放号码: __________________________________ 受控状态: __________________________________ 生效日期: __________________________________ 编希9: __________________________________ 审核: _____________________________________XXXXXXXXXXXXXXX 股份有限公司批准: _____________________________________修订记录一、目的二、适用范围三、应作文件四、生产设备五、胶印简单流程图六、技术参数七、劳动安全及生产要求八、设备操作与保养1、目的本操作指导书为设备操作人员操作海德堡四开五色平版印刷机进行相关的质量检验提供工作指导。
2、适用范围本操作指导书适用于XXXXXXXXXXXXX股份有限公司海德堡四开五色平版印刷机,胶印设备。
3、应用的文件《海德堡四开五色平版印刷机使用说明书》4、生产设备德国海德堡机械有限公司所生产四开五色平版印刷机介质电压:380V 频率:50HZ 额定电流:30A气压:》6kg/c m25、胶印简单生产流程图胶印111J 丝印L, J6、技术参数6.1印刷材料:最大纸张尺寸:600*740mm (尺寸F)530*740mm(尺寸C)最小纸张尺寸:210*350mm 最大纸张厚度:0.8mm 6.2油墨/上光:6.2.1只能够使用单张纸胶印机专用印刷油墨和上光材料。
6.2.2上光装置中只允许使用水基分散上光液,在使用紫外线上光液时,则需要使用专手型印刷机型。
HD102型海德堡四色胶印机技术标准
HD102型海德堡四色胶印机技术标准───────────────────────────────1. 主题内容及范围本标准规定了海德堡胶印机的技术要求.维护保养和操作规程.?润滑要求。
适用本厂胶印车间使用的HD102型四色胶印机。
2. 引用标准使用说明书。
3. 技术要求3.1 印刷工艺要求(单位毫米)3.1.1 最大印刷纸张尺寸: 710*1020. 最小印刷纸张尺寸: 360*5203.1.2 最低印刷速度: 2800张/小时. 最高印刷速度: 10000张/小时3.1.3 印刷面积: 690*10203.2 主要部件技术参数3.2.1 压印.橡皮.版辊筒的辊枕直径为270毫米。
3.2.2 压印辊筒直径为269.3毫米, 调整间隙为+-0.35。
3.2.3 橡皮辊筒直径为263.6毫米, 调整间隙为0-0.05 (垫层为3.2毫米)。
3.2.4 版辊筒直径为269毫米, 调整间隙为0.1-0.3 (垫层为0.5毫米)。
4. 操作规程4.1 一般的要求4.1.1 上机操作人员需要经安全培训考试合格后方可上机.应正确穿戴劳防用品,不得敞衣穿拖鞋操作。
不带任何物品上机工作,以防物体落入机内。
4.1.2 要确保机器周围和通道畅通,地面环境整洁无油污和积水,?不准将物品、工具堆放在机帮.梯子.踏脚板上。
卸下的胶辊和附件应放在专门的胶辊架上和安全的地方,不准依靠在机器的任何地方,以免倒下伤人。
4.2 印刷和操作4.2.1 在启动机器时,应明确发出信号,?在各岗位人员准备完毕后方可开机.各岗位人员在装卸印版.橡皮或调整机件.维护保养时必须关闭保险以防他人动机伤人。
4.2.2 在对机器各部件作机械校调.调换印版.橡皮及拆卸胶辊时,只能用点动或慢速进行。
不准在机器上抛.扔转递工具或物品.不得做易出危险的冒险动作。
4.2.3 在机器运转中不清洗和调整所有转动部分的零部件,不准用手或布去擦摸胶辊上的墨迹杂物。
必须停机进行处理。
海德堡曼罗兰高宝小森三菱北人等印刷机参数

海德堡曼罗兰高宝小森三菱北人等印刷机参数曼罗兰型号 ROLAND900,XXL ROLAND900 ROLAND700HiPrint ROLAND700DirectDrive ROLAND500 ROLAND200 印版尺寸(mm) - - - - - 605 x 740 外形尺寸(mm) - - - - - 5185 x 2710 x 1920 承印物厚度(mm) 0.04 –1.2 0.04 –1.2 0.04 –1.00 0.06 – 0.60 0.06 - 0.6 0.04-0.8 最大印刷速度(pic/h) 13000 15200 17000 - 18000 - 最大印刷面积(mm) 1250 x 1620 1010 x 1420 770 x 1030 715 x 1020 570 x 740 510 x 735 最大用纸尺寸(mm) 1260 x 1620 1020 x 1420 780 x 1050 740 x 1040 590 x 740 520 x 740 最小印刷面积(mm) , , - - - - 最小用纸尺寸(mm) - - - - - 210 x 280 橡皮布尺寸(mm) - - - - - 650 x 760 水辊(根) - - - - 16 15 色组 - - 15 4 - 12 - 4 冷水循环系统有有 - - - - 喷粉装置有- - - - - 控制中心有有有有有有故障监控系统有 , 有有有 - 标准配置有有有有 - -电脑控墨有有有有有有自动清洗橡皮装置有有有有 - - 自动清洗滚筒装置有有 - - - - 自动装版装置有有 - - - - 遥控推炮装置有有 - - - - 酒精润版/水润版有有有有有有品牌海德堡海德堡海德堡海德堡海德堡海德堡型号 XL75 SM102 SM74 SM52 SM102-4/5 CD102 印版尺寸(mm) 660× 745 770 × 1030 605 × 745 459 × 525 - 770 × 1030 叼口尺寸(mm) 8 - 10 10 - 12 8 - 10 8 - 10 - 10 - 12 外形尺寸(mm) 13220 × 4060 × 1940 15370 × 3310 × 2170 7760 × 3220 × 1870 6180 × 1850 × 1620 - 15850 × 3310 × 2170 承印物厚度(mm) 0.03 - 0.8 0.03 - 0.8 0.03 - 0.6 0.03 - 0.4 0.03 - 0.8 0.03 -1.0 最大印刷速度(pic/h) , - - - 13000 16200 最大印刷面积(mm) 510 × 740 710 × 1020 510× 740 360 × 520 700 × 1020 700 × 1020 最大用纸尺寸(mm) 530 × 750 720 × 1020 530 × 740 370 × 520 720 × 1020 720 × 1021 最小印刷速度(pic/h) - - - - - - 最小印刷面积(mm) - 340 ×480 210 × 280 - - - 最小用纸尺寸(mm) 210 × 350 340 × 480 - 105 × 145 340 × 480 340 × 480 橡皮布尺寸(mm) 700 × 772 840 × 1052 627 × 772 460 × 535 - 840 × 1050 润版方式 - - - - - - 色组 5 8 4 1 - 8 4 6 冷水循环系统有有有有有有喷粉装置有有有有 - - 电脑控墨有有有有有有自动清洗橡皮装置有有有有有有自动清洗滚筒装置有有有有有有自动装版装置有有有有有 -遥控推炮装置有有有有有有酒精润版/水润版有有有有有有品牌海德堡海德堡海德堡海德堡海德堡海德堡海德堡型号 XL162XL145 CD102Preset SM74-4-H SM52-4 GTO52 XL105 印版尺寸(mm) , 1325 x 1630 x 0.4 1175 x 1460 x 0.4 605 x 745 459 x 525 400 × 510 811 × 1055 叼口尺寸(mm) , 10 - 12 10 - 12 8 - 10 8 - 10 8 - 10 10 - 12 外形尺寸(mm) , , , 7930 x 2900 x 1930 4680 x 1840 x 1620 4120 × 1770 × 1580 - 承印物厚度(mm) 0.1 - 0.8 0.1 - 0.8 0.03 - 1.0 0.03 - 0.6 0.03 - 0.4 0.03 - 0.4 0.03 - 1.0 最大印刷速度(pic/h) 15000 15000 15200 15000 15000 8000 18000 最大印刷面积(mm) 1190 x 1620 1040 x 1450 710 x 1020 510 x 740 360 x 520 - 740 × 1050 最大用纸尺寸(mm) 1210 x 1620 1060 x 1450 720 x 1020 530 x 740 370 x 520 140 × 180 750 × 1050 最小印刷速度(pic/h) , , , 3000 3000 - 3000 最小印刷面积(mm) , , , , , , - 最小用纸尺寸(mm) 630 x 860 630 x 860 340 x 480 210 x 280 105 x 145 360 × 520 340 × 480 橡皮布尺寸(mm) , 1311 x 1668 x 1.95 1162 x 1480 x 1.95 616 x 772 460 x 536 - 885 × 1077 润版方式 , , 酒精润版 , , - - 色组 , , , 4 4 4 - 冷水循环系统 , , , , , 有有喷粉装置 , , , 有有有有电脑控墨 , , 有有有有有自动清洗橡皮装置 , , , , , 有 - 自动清洗滚筒装置 , , , , , 有 - 自动装版装置 , , , 可选可选有 - 遥控推炮装置 , , , , , 有有酒精润版/水润版 , , 酒精润版 , , 有有品牌高宝高宝高宝高宝高宝高宝类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机型号 75型 205型 74 Karat 46 Karat KBA Compacta 618 185主电机功率(kw) , , , , - - 印版尺寸(mm) , , , , - - 外形尺寸(mm) , , , , - - 承印物厚度(mm) , , , , 0.04 - 0.6 0.1 - 1.6 最大印刷速度(pic/h) , , 10000 7000 15000 - 最大印刷面积(mm) , , , 1290 × 1850 - 1490 × 1850 最大用纸尺寸(mm) , 740 × 520 460 × 340 1300 × 1850 605× 750 1510 × 2050 最小印刷速度(pic/h) , , , , - - 最小印刷面积(mm) , , , , , - 最小用纸尺寸(mm) , 297 × 210 460 × 340 900 × 135 330 × 330 900 × 1350 机器重量(kg) , , , , - - 橡皮布尺寸(mm) , , , , - -气泵机械率(kw) , , , , - - 水辊(根) , , , , - - 润版方式 , , , , - - 电源 , , , , - - 色组 , , , , 8 - PRESET预设纸张 , , , , - - 冷水循环系统 , , , , - - 压力装置 , , , , - - 喷粉装置 , , , , - - 控制中心 , , , , 有 - 故障监控系统 , , , , - - 斜拉版装置 , , , , - -标准配置 , , , , 有有电脑控墨 , , , , 有有自动清洗橡皮装置 , , , , - - 自动清洗滚筒装置 , , , , - - 自动装版装置 , , , , - - 遥控推炮装置 , , , , - - 酒精润版/水润版 , , , , 有有品牌高宝高宝高宝高宝类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机型号 105型 106型 74G KBA Genius 52 质保三年三年三年三年产地德国德国德国德国上市时间不详不详不详不详价格面议面议面议面议主电机功率(kw) - - - - 印版尺寸(mm) - - - - 叼口尺寸(mm) - - - - 堆垛高度-收纸台(mm) - - - - 堆垛高度-飞达台(mm) - - - - 外形尺寸(mm) - - - - 承印物厚度(mm) 0.06 - 0.8 0.06 - 0.5 0.06 - 0.7 0.06 - 0.8 最大印刷速度(pic/h) 15000 16500 18000 8000 最大印刷面积(mm) - - - - 最大用纸尺寸(mm) 520 × 740 740 × 1050 740 × 1060 360 × 520 最小印刷速度(pic/h) - - - -最小印刷面积(mm) - - - - 最小用纸尺寸(mm) 210 × 297 360 × 520 340 × 480 210 × 297 机器重量(kg) - - - - 橡皮布尺寸(mm) - - - - 气泵机械率(kw) - - - - 水辊(根) - - - - 润版方式 - - - - 电源 - - - - 色组 8 8 16 4 - 5 PRESET预设纸张 - - - - 冷水循环系统 - - - - 压力装置 - - - - 喷粉装置 - - - - 控制中心有有有 -故障监控系统 - - - - 斜拉版装置 - - - - 标准配置有有有有电脑控墨有有有有自动清洗橡皮装置有 - - -自动清洗滚筒装置有 - - -自动装版装置有 - - -遥控推炮装置 - - - - 酒精润版/水润版有有有有大族冠华大族冠华大族冠华大族冠华大族冠华大族冠华品牌类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机型号 GH474 GH524D YK9600 YK6400 YK4700C YK4700B 主电机功率(kw) , , - - - - 印版尺寸(mm) 460×370×0.15 510 × 410 × 0.15 624 x 480 x 0.3 624 x 480 x 0.3 465 x 375 x 0.15 324 x 473 x 0.15 叼口尺寸(mm) , , - - - - 外形尺寸(mm) , 4048×2150×1654 1770 x 1090 x 1185 1770 x 1090 x 1185 1630 x 970 x 1260 1770 x 790 x 1185 承印物厚度(mm) , , , - - - 最大印刷速度(pic/h) 11000 12000 6000 6000 9000 10000 最大印刷面积(mm) 450×320510 × 350 615 x 432 615 x 432 445 x 330 315x 432 最大用纸尺寸(mm)470×330 520 × 360 640 x 470 640 x 470 480 x 360 340 x 470 最小印刷速度(pic/h) 3000 2600 1000 1000 2000 1000 最小印刷面积(mm) , , - - - - 最小用纸尺寸(mm) 180×150 180 × 180 330 x 250 330 x 250 210 x 150 90 x 140 机器重量(kg) 7200 9000 800 800 530 490 橡皮布尺寸(mm) , , - - - - 水辊(根) , , 4 - - - 润版方式 , 酒精润版 , 水墨混合混合、分离均可水墨混合电源三相AC 380V/50Hz 三相AC 380V/50Hz , 单机AC 220V/50Hz 单相AC220V/50Hz 单相AC 220V/50Hz 色组 , , , 1 1 1 喷粉装置 , , - - - - 酒精润版/水润版 , , - - - -大族冠华大族冠华大族冠华大族冠华大族冠华大族冠华品牌类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机型号 YK1800E YK1800EL YK1800A YK660B YK500-NP YK500B-NP GH524LY 主电机功率(kw) , , - - - - -510 x 410 印版尺寸(mm) - - - 660 x 548 x 0.25 483 x 405 x 0.25 483 x 405 x 0.15x 0.15 叼口尺寸(mm) - - - - - - -7330 x 224外形尺寸(mm) 1235 x 840 x 1285 1235 x 840 x 1285 1310 x 915 x 1235 2350 x 1560 x 1630 1680 x 1100 x 1450 1550 x 1000 x 15200 x 1720 承印物厚度(mm) - - - 0.035 - 0.5 - - 0.04 - 0.4 最大印刷速度(pic/h) 9000 9000 9000 11000 10000 8000 12000 最大印刷面积(mm) 330 x 445 330 x 445 297 x 420 650 x 475 470 x 350 470 x 350 - 最大用纸尺寸(mm) 340 x 470 340 x 483 305 x 432 660 x 485 500 x 360 500 x 360 520 x 370 最小印刷速度(pic/h) 2000 2000 3300 3000 3000 2000 2600 最小印刷面积(mm) - - - - - - - 最小用纸尺寸(mm) 140 x 200 140 x 200 100 x 150 297 x 210 140x 90 140 x 90 148 x 100 机器重量(kg) 400 400 350 3800 1000 740 11000 橡皮布尺寸(mm) - - - - - - - 水辊(根) - - 13 5 5 4 4 润版方式水墨混合水墨混合水墨混合水墨分离水墨分离水墨分离酒精润版三相AC 380电源单相AC 220V/50Hz 单相AC 220V/50Hz 单相AC 220V/50Hz三相 AC 380V/50Hz 单相AC 220V/50Hz 单相AC 220V/50HzV/50Hz 色组 , 1 1 1 1 1 1 喷粉装置 - - - - - - - 酒精润版/水润版 - - - - - - -大族冠华大族冠华大族冠华大族冠华大族冠华大族冠华品牌类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机型号 YK500B-II GH47NP YK5200NP YK4700NP YK3300S YK1800AB 主电机功率(kw) , - - - - - 印版尺寸(mm) 483 x 405 x 0.15 465 x 375 x 0.15 510 x420 x 0.3 - - - 叼口尺寸(mm) - - - - - - 外形尺寸(mm) 1550 x 1000 x 1520 1630 x 970 x 1260 1650 x 1100 x 1445 1770 x 790 x 1185 2000 x 910 x 1560 1310 x 915 x 1235 承印物厚度(mm) , - 0.04 - 0.4 - 0.04 - 0.3 - 最大印刷速度(pic/h) 8000 9000 10000 10000 9000 9000 最大印刷面积(mm) 470 x 350 445 x 330 510 x 350 315 x 432 317 x 427 297 x 420 最大用纸尺寸(mm) 500 x 360 480 x 360 520 x 360 340 x 470 330 x 450 305 x 432 最小印刷速度(pic/h) 2000 2000 2500 1000 2000 3300 最小印刷面积(mm) - - - - - - 最小用纸尺寸(mm) 140 x 90 210 x 150 148 x 100 90 x 140 90 x 130 100 x 150 机器重量(kg) 740 530 1600 490 850 350 橡皮布尺寸(mm) - - - - - - 水辊(根) , 4 5 - - - 润版方式水墨分离水墨分离水墨混合水墨混合方式水墨混合 - 电源单相AC 220V/50Hz 单相AC 220V/50Hz 三相 AC 380V/50Hz 单相AC220V/50Hz 单相 220V 50Hz 8A 单相AC 220/50 色组 , 1 1 1 1 1 喷粉装置 - - - - - - 酒精润版/水润版 , - - - - -大族冠华大族冠华大族冠华大族冠华大族冠华大族冠华品牌大族冠华类型单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机单张纸胶印机类型型号型号 YK500 GH664D GH565 GH564 GH525 GH524 主电机功率(kw) , , , , , 主电机功率(kw) -印版尺寸(mm) 印版尺寸(mm) 483 x 405 x 0.25 670 x 560 x 0.3 550 x 433 x 0.15 550 x 433 x 0.15 510 x 410 x 0.15 510 x 410 x 0.15 叼口尺寸(mm)叼口尺寸(mm) - - - - - -1680 x 1100 x 146800 x 3100 x 195300 x 2280 x 174420 x 2280 x 175210 x 2240 x 174330 x 2240 x 17外形尺寸(mm) 外形尺寸(mm)50 00 20 20 20 20 承印物厚度(mm) 承印物厚度(mm) - 0.04 - 0.6 0.04 - 0.4 0.04 - 0.4 0.04-0.4 0.04 - 0.4 最大印刷速度(pic/最大印刷速度(pic/10000 13000 12000 12000 12000 12000 h) h) 最大印刷面积(mm) 最大印刷面积(mm) 470 x 350 650 x 470 540 x 380 540 x 380 510 x 360 510 x 360 最大用纸尺寸(mm) 最大用纸尺寸(mm) 500 x 360 660 x 480 560 x 400 560 x 400 520 x 370 520 x 370 最小印刷速度(pic/最小印刷速度(pic/3000 2600 2600 2600 2600 2600 h) h) 最小印刷面积(mm) 最小印刷面积(mm) - - - - - - 最小用纸尺寸(mm) 最小用纸尺寸(mm) 140 x 90 305 x 230 148 x 100 148 x 100 148 x 100 148 x 100 橡皮布尺寸(mm) 橡皮布尺寸(mm) - - - - - - 水辊(根) 水辊(根) 5 4 4 4 4 4 润版方式水墨分离酒精润版酒精润版酒精润版酒精润版酒精润版润版方式色组 , , , , , 色组 1喷粉装置喷粉装置 - - - - - - 酒精润版/水润版 , , , , , 酒精润版/水润版 -三菱型号 DIAMOND V3000R DIAMOND V3000LX DIAMOND V3000LS 印版尺寸(mm) 800 x 1030 800 x 1060 800 x 1060 叼口尺寸(mm) - - - 外形尺寸(mm) - - - 承印物厚度(mm) 0.04 - 0.6 0.24/0.3 0.24/0.3 最大印刷速度(pic/h) - - - 最大印刷面积(mm) 740 x 1050 740 x 1050 740 x 1050 最大用纸尺寸(mm) 750 x 1050 750 x 1050 750 x 1050 最小印刷速度(pic/h) - - - 最小印刷面积(mm) - - -最小用纸尺寸(mm) 360 x 540 360 x 540 360 x 540 橡皮布尺寸(mm) - - - 水辊(根) 3 - - 润版方式 Delta润版装置 Delta润版装置 -色组 8 6 4 喷粉装置 - - - 电脑控墨有有有酒精润版/水润版有有有三菱三菱三菱三菱三菱三菱品牌型号 DIAMOND 2000LS DIAMOND 6000LX DIAMOND 5000LS DIAMOND 1000LC DIAMOND 1000LS DIAMOND V3000TP印版尺寸(mm) 675 × 750 1150 × 1450 1050 × 1310 600 × 730 600 × 730 800 x 1030 叼口尺寸(mm) , , , , , - 外形尺寸(mm) , , , , , - 承印物厚度(mm) , , , , , 0.04 - 0.6/0.2 - 0.8 最大印刷速度(pic/h) , , , , , - 最大印刷面积(mm) , , , , , 740 x 1050 最大用纸尺寸(mm) 600 × 740 600 × 850 940 × 1300 520 × 720 520 × 720 750 x 1050 最小印刷速度(pic/h) , , , , , - 最小印刷面积(mm) , , , , , - 最小用纸尺寸(mm) 273 × 380 1040 × 1440 550 × 750 273 × 380 273 × 380 360 x 540 橡皮布尺寸(mm) , , , , , - 水辊(根) , , , , , - 润版方式 , , , , , - 色组 , , , , , 12 喷粉装置 , , , , , - 电脑控墨 , , , , , - 酒精润版/水润版 , , , , ,有小森小森小森小森小森小森品牌型号 GS型 S44SP S40 SX29 SX40 29P主电机功率(kw) , , , , , -印版尺寸(mm) , 900 × 1130 800 × 1030 660 × 740 811 × 1055 600 x 730叼口尺寸(mm) , , , , , -承印物厚度(mm) , , , , , -最大印刷速度(pic/h) , , , , , - 最大印刷面积(mm) , 810 × 1120 710× 1020 585 × 740 740 × 1050 510 x 710 最大用纸尺寸(mm) , 820 × 1130 720 × 1030 610 × 750 750 × 1050 520 x 720 最小印刷速度(pic/h) , , , , , - 最小印刷面积(mm) , , , , , - 最小用纸尺寸(mm) , , , , , - 橡皮布尺寸(mm) , , , , , - 气泵机械率(kw) , , , , , - 水辊(根) , , , , , - 润版方式 , , , , , - 色组 2、4 , 12 2、4,8 4,6 , 1 × 12 × 2 2 冷水循环系统 , , , , , - 压力装置 , , , , , - 喷粉装置 , , , , , - 控制中心 , , , , , 有电脑控墨 , , , , , 有自动清洗橡皮装置 , , , , , - 自动清洗滚筒装置 , , , , , - 自动装版装置 , , , , , 有酒精润版/水润版 , , , , , -小森小森小森小森型号 20型 32型 40型 40SP主电机功率(kw) - - - -印版尺寸(mm) 459 x 530 645 x 820 800 x 1030 800 x 1030叼口尺寸(mm) - - - -承印物厚度(mm) - - - - 最大印刷速度(pic/h) - - - - 最大印刷面积(mm) 340 x 510 550 x 810 710 x 1020 710 x 1020 最大用纸尺寸(mm) 375 x 520 560 x 820 720 x 1030 720 x 1030 最小印刷速度(pic/h) - - - - 最小印刷面积(mm) - - - - 最小用纸尺寸(mm) - - - - 橡皮布尺寸(mm) - - - - 气泵机械率(kw) -- - - 水辊(根) - - - - 润版方式 - - - - 色组 2 - 6 2 - 6 1 - 6 2 - 12 冷水循环系统 - - - - 压力装置 - - - - 喷粉装置有 - - -控制中心有有有有电脑控墨有有有有自动清洗橡皮装置 - - - -自动清洗滚筒装置 - - - - 自动装版装置有 - - - 酒精润版/水润版 - - - - 北人北人北人北人北人北人品牌型号 YP-1B3A PZ4920_01 BR624BR622 J2108C PZ4890_01B 印版尺寸(mm) , , , , - - 叼口尺寸(mm) , , , , - -外形尺寸(mm) , , , , - - 承印物厚度(mm) , , , , - 0.04 - 0.6 最大印刷速度(pic/h) 1000 15000 1200 1200 10000 11000 最大印刷面积(mm) , 500 × 350 710 × 1020 610 × 440 710 × 1020 610 × 890 最大用纸尺寸(mm) 510 × 360 720 × 1040 620 × 450 620 × 450 720 × 1020 620 × 890 最小印刷速度(pic/h) , , , , - - 最小印刷面积(mm) , , , 610 × 440 - - 最小用纸尺寸(mm) 190 × 140 360 × 520 150 × 100 150 × 100 360 × 520 360 × 546 橡皮布尺寸(mm) , , , , - - 水辊(根) , , , , - - 润版方式 , , , , - - 色组单 4 4 2 1 4 冷水循环系统 , , , , - - 喷粉装置 , , , , - - 控制中心 , , , , 有有斜拉版装置 , , , , - - 电脑控墨 , , , , - - 自动清洗橡皮装置 , , , , - - 自动清洗滚筒装置 , , , , - - 自动装版装置 , , , , - - 酒精润版/水润版 , , , , 有 -北人北人北人北人北人型号 PZ2720-02 N300 JS2102A J2205 BR-754 印版尺寸(mm) - - 620 × 510 × 0.3 - 730 × 570 × 0.3叼口尺寸(mm) - - - - -外形尺寸(mm) 4890 × 2490 × 1860 - - - 6670 × 2950 × 1950 承印物厚度(mm) 0.04 - 0.35 0.04 - 0.6 0.04 - 0.2 - 0.04 - 0.5 最大印刷速度(pic/h) 单面15000 双面12000 10000 9000 10000 12000 最大印刷面积(mm) 510× 720 720 × 020 638 × 920 640 × 920720 × 510 最大用纸尺寸(mm) 520 × 720 750 × 1040 650 × 920 650 × 920 750 × 520 最小印刷速度(pic/h) - - - - 3000 最小印刷面积(mm) - - - - - 最小用纸尺寸(mm) 273 × 393 360 × 520 393 × 546 393 × 546 285 × 210 橡皮布尺寸(mm) - - - - - 水辊(根) - - - - - 润版方式酒精润版 - - - - 色组多色 2 - 2 -配置冷水循环系统 - - - - - 喷粉装置 - - - - - 控制中心有有 - - - 斜拉版装置 - - - - - 电脑控墨有 - - - - 自动清洗橡皮装置有 - - - - 自动清洗滚筒装置有有 - - - 自动装版装置 - - - - - 酒精润版/水润版有 - - - -。
伟肯变频器海德堡印刷机调试参数
伟肯变频器海德堡印刷机调试参数提升印刷机的生产效率每个工厂都非常关心,一般大家都知道节省调机时间就可以提升效率,调机时间内容比较多,如上墨时间,洗墨时间,上印刷版,卸印刷版,调试产品时间等。
这与个人技能判断力有关,每多调试一次,都会造成时间浪费,影响生产效率。
而优秀的印刷机长无论是操作性能精良的设备,还是操作使用性能一般的设备,都能够保证生产的顺利进行,且能保证产品良好的品质,而且生产效率还很高。
因此,作为优秀的印刷机长熟练掌握印刷机的调节方式和要点是十分必要的。
在此,为大家分享印刷机通用的调节方式和要点。
印刷机组成部位为:送纸单元、印刷单元、开槽单元、模切单元、收纸单元,每个部位功能也不一样。
一、送纸单元送纸单元:送纸单元功能是将纸张平稳精准地传递到印刷单元。
送纸单元调整参考如下:1、前挡板:控制进纸高度,间隙设定为纸张厚度的1.5倍,距离是比较适中的。
2、侧挡板:调节进纸长短,靠拍齐板侧规格多2mm。
3、齐纸侧拍:调节纸板进纸长短拍齐作用,拍齐板拍进侧挡板内10-20mm。
4、后挡板:调节纸板进纸宽度,后挡板与前挡板间距比纸板宽度大3mm。
5、进纸辊:调节纸板进纸间距,间距调节经进纸辊后压溃不能超过也不能小于纸板厚度0.1mm,遇到特殊情况,可按具体情况进行调节。
在此需要注意:送纸单元最容易出现的问题就是纸板堆积过高,导致送纸延迟缓慢,影响印刷开槽模切精度。
二、印刷单元印刷单元的关键作用是印刷,由印刷版根据网纹辊的上的油墨转移到承印物上,以此呈现所需要的文字和图像。
印刷单元调整参考如下:1、橡胶辊:即挂墨辊;每次与网纹辊间距调节要一致,印刷色调才可以保持一致。
2、刮刀:刮刀要时常清洁,根据使用情况的情况及时更换刀片。
3、网纹辊:平行度要准确,与印刷版轻触且尽量保持在零点周围,触碰不了就将印刷版垫高。
4、印刷缸:挂版中心线要对齐、稳固且左右横移要归零,印刷缸要定时清理。
5、印压辊:间距设置在保障印刷色调饱满的基础下尽量轻压,防止网点增大导致楞痕细字不清、满版反白字重影,其印刷压溃不能超过0.2mm。
海德堡胶印机(2000年后)技术参数
210*280 210*280 210*280
530*740 210*280
530*740 300*280
530*740 300*280
530*740 210*280
530*740 300*280
530*740 210*280
530*740 300*280
530*740 300*280
530*740 210*280
10580 10580 12670 12670 ﹢2670 ﹢2050 ﹢3485 海德堡SM102 5440 5440 7660 7660 8880 8880 8880 10100 10100 10100 11320 11320
长 海德堡SM102
11320 12540 12540 13760 13760 16200 17420 18640 ﹢240 ﹢770 ﹢1610 ﹢2440 海德堡CD102 7070 7070 8290 9510 10730 11950 13170 14390 ﹢1220 ﹢2440 ﹢6100
400*420 280*420 400*420 280*420 400*420 400*420 400*420 400*420
700*1020 710*1020 700*1020 710*1020 700*1020 700*1020 700*1020 700*1020
720*1020 720*1020 720*1020 720*1020 720*1020 720*1020 720*1020 720*1020
13000 13000 13000 13000 13000 13000 13000 13000 13000 13000 13000 13000 印速
13000 13000 13000 13000 13000 12000 12000 12000
海德堡印刷机操作手册
xxxxxxxxxxxxxxx股份有限公司印刷车间海德堡四开五色平版印刷机操作指导书文件编号:文件版本:发放号码:受控状态:生效日期:编制:审核:批准:修订记录目录一、目的二、适用范围三、应作文件四、生产设备五、胶印简单流程图六、技术参数七、劳动安全及生产要求八、设备操作与保养目的本操作指导书为设备操作人员操作海德堡四开五色平版印刷机进行相关的质量检验提供工作指导。
适用范围本操作指导书适用于xxxxxxxxxxxxx股份有限公司海德堡四开五色平版印刷机,胶印设备。
应用的文件《海德堡四开五色平版印刷机使用说明书》生产设备德国海德堡机械有限公司所生产四开五色平版印刷机介质电压:380V 额定电流:30A频率:50HZ 气压:≥6kg/c㎡温度: 18ºC—25ºC; 相对温度:45%—65%胶印简单生产流程图技术参数6.1印刷材料:最大纸张尺寸:600*740mm (尺寸F)530*740mm(尺寸C) 最小纸张尺寸:210*350mm 最大纸张厚度:0.8mm 6.2油墨/上光:6.2.1 只能够使用单张纸胶印机专用印刷油墨和上光材料。
6.2.2 上光装置中只允许使用水基分散上光液,在使用紫外线上光液时,则需要使用专手型印刷机型。
6.3 自动清洗装置使用清洗液只允许使用具有下列特性的清洗液:闪点至少达到55℃。
苯含量要低于0.1%二甲苯和混合二甲苯的仿量小于1%芳香烃物质含量(>Cg)小于1%清洗剂中不得带有氯化烃,氯化氟代烃,共同点烯,h-已烷,二胺和酰胺。
6.4 清洗剂和溶剂:要使用其闪点至少不55℃的清洗剂和溶剂。
6.5 噪声释放量:输纸机的噪声等线为84 dB(A)输纸机控制台处的噪声等级为:82dB(A)高纸堆收纸机上的噪声等级为:83 dB(A)6.6纸堆的最大重量:输纸机重量:1000kg收纸机重量:1000kg劳动安全要求应遵守公司内部的劳动安全条例。
注意:所有设备操作人员必须经过培训。
海德堡对开四开六开最大印刷尺寸!和最小印刷尺寸!最大过纸尺寸!
海德堡对开四开六开最大印刷尺寸!和最小印刷尺寸!最大过纸尺寸!海德堡对开四开六开最大印刷尺寸!和最小印刷尺寸!最大过纸尺寸!我只能回答最大规格。
最小规格说实话比如你放对开印刷不如放四开印刷。
六开的机子我不知道哪有对开最大是72X1020 四开是52X72 八开是52X37对开;最大-1030-720最小-1020-340最大印刷面积-1020-700 四开;最大-740-530最小-390-270最大印刷面积-720-500八开;最大-520-370最小-270-190最大印刷面积500-350希望对你有用!海德堡印刷机对开最大可印尺寸580*870 一般都是这样的海德堡对开四色印刷机最小上机尺寸?海德堡对开四色印刷机有多种型号:CD102和CX102最小纸张尺寸:340 x 480mmSM102单面印刷最小纸张尺寸:340 x 480mm;双面印刷最小纸张尺寸:400 x 480 mmXL105最小纸张尺寸:340 x 480mm今世缘印务使用的便是CX102和SM102对开海德堡四色印刷机。
四开机 6开机的最大进纸尺寸和印刷尺寸?1、四开机最大印刷幅面:500x710;最大开料尺寸520x7402、六开机最大印刷幅面:350x510;最大开料尺寸360x5203、对开机最大印刷幅面:700x1010;最大开料尺寸720x1020。
按照印版上图文与非图文区域的相对位置,常见的印刷方式可以分为凸版印刷、凹版印刷、平版印刷及孔版印刷四大类:(1)凸版印刷,印版的图文部分凸起,明显高于空白部分,印刷原理类似于印章,早期的木版印刷、活字版印刷及后来的铅字版印刷等都属于凸版印刷。
(2)凹版印刷,印版的图文部分低于空白部分,常用于钞票、邮票等有价证券的印刷。
(3)平版印刷,印版的图文部分和空白部分几乎处于同一平面,利用油水相溶的原理进行印刷的方式。
(4)孔版印刷,印版的图文部分为洞孔,油墨通过洞孔转移到承印物表面,常见的孔版印刷有镂空版和丝网版等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
海德堡胶印机(2000年前)技术参数型号色数纸张规格最大印刷印速机身大小重量电机功率纸堆高度最大最小规格长宽高KW/HP输纸台收纸台海德堡GTOGTO461320×460140×180310×4458000127012001550900 1.5400400 GTO521360×520105×180340×50580001350140015501370 2.0/2.7400400 GTOZ522360×520105×180340×50580002190145015502600 4.0/5.4400400 GTOZP522360×520105×180340×50580002190145015502850 4.5/6.0400400 GTOV524360×520105×180340×505800038601470155046907.0/9.3400400 GTOVP524360×520105×180340×505800038601470155049407.5/10.0400400 GTOF525360×520105×180340×505800046901470155057608.0/10.7400400 GTOFP525360×520105×180340×505800046901470155060108.5/11.4400400 GTOV-S524360×520105×180340×50512000403018101550549012.0/16.0400400 GTOVP-524360×520105×180340×50512000403018101550574012.5/16.8400400 GTOF-525360×520105×180340×50512000487018101550669014.0/18.8400400 GTOFP-S525360×520105×180340×50512000487018101550694014.5/19.4400400海德堡SM52SM52-11370*520105*145360*5201500022601850162026509840460 SM52-22370*520105*145360*52015000286018501620480013.5840460 SM52-2-P2370*520105*145360*52015000286018501620500014.5840460 SM52-44370*520105*145360*52015000468018501620775023840460 SM52-4-P4370*520105*145360*52015000468018501620795024840460 SM52-55370*520105*145360*52015000552018501620925025840460 SM52-5-P5370*520105*145360*52015000552018501620945026840460 SM52-66370*520105*145360*520150006350185016201115028840460 SM52-6-P6370*520105*145360*520150006350185016201135029840460海德堡MOMO-E1480*650140*210472*64580002100175017902950 4.0/5.0510510 MO-S1480*650210*280472*64512000243023001790359010.0/13.0510510 MOZ2480*650210*280472*64512000404024501790684016.0/21.5600510型号色数纸张规格最大印刷印速机身大小重量电机功率纸堆高度最大最小规格长宽高KW/HP输纸台收纸台海德堡MOMOZP2480*650210*280472*6458000404024501790714016.5/22.1600510 MOV4480*650210*280472*645120006070245017901252028.0/37.5510510 MOVP4480*650210*280472*645120006070245017901282028.5/38.2510510 MOF5480*650210*280472*645120007080245017901480035.0/46.9510510 MOFP5480*650210*280472*645120007080245017901510035.5/47.6510510 MOZ-H2480*650210*280472*64512000548024501790724016.0/21.5960960 MOZP-H2480*650210*280472*64512000548024501790754016.5/22.1960960 MOV-H4480*650210*280472*645120007500245017901362028.0/37.5960960 MOVP-H4480*650210*280472*645120007500245017901392028.5/38.2960960 MOF-H5480*650210*280472*645120008510245017901590035.0/46.9960960 MOFP-H5480*650210*280472*645120008510245017901620035.5/47.6960960 MOS-P6480*650210*280472*645120009530245017901870036.0/48.3960960 MOSP-H6480*650210*280472*645120009530245017901900036.5/48.9960960海德堡KORKOR1400*570125*150390*562600021901450143025504,0510510 KORA1460*570140*180440*562600021901450143025504,0510510 KORD1460*460140*180450*64060002190145014302650 4.2510510 KORS1520*720160*240510*71060002190152015502770 4.2510510海德堡SORSORKZ1480*650280*280466*6451000029201600184038409.5450450 SORKZ2480*650280*280466*64510000363022502140650011600600 SORM1520*740280*400510*7201200029201640184039009.5450450 SORMZ2520*740280*400510*72012000363022802140659011600600 SOR1610*820280*420595*82010000292017701840444011450450 SORZ2610*820280*420595*82010000363024202140710014600600 MOF5480*650210*280472*645120007080245017901480035.0/46.9510510 MOFP5480*650210*280472*645120007080245017901510035.5/47.6510510型号色数纸张规格最大印刷印速机身大小重量电机功率纸堆高度最大最小规格长宽高KW/HP输纸台收纸台海德堡SORMOZ-H2480*650210*280472*64512000548024501790724016.0/21.5960960 MOZP-H2480*650210*280472*64512000548024501790754016.5/22.1960960 MOV-H4480*650210*280472*645120007500245017901362028.0/37.5960960 MOVP-H4480*650210*280472*645120007500245017901392028.5/38.2960960 MOF-H5480*650210*280472*645120008510245017901590035.0/46.9960960 SORD1640*915280*420620*89010000292018101840461011450450SORS 1720*1020280*420700*102012000322023801840711014600600SORSZ 2720*1020280*420700*102012000389026102140102101960060072Z 2520*720280*400510*720120005600269021301289028.0/37.61090101072ZP 2520*720280*400510*720120005600269021301319030.0/40.21090101072V 4520*720280*400510*720120008040269021302119040.0/53.661572472VP 4520*720280*400510*720120008040269021302149042.0/56.361572472F 5520*720280*400510*720120009290269021302534044.0/59.061572472FP 5520*720280*400510*720120009290269021302564046.0/61.761572472S 6520*720280*400510*7201200010480269021302949046.0/61.761572472SP 6520*720280*400510*7201200010480269021302979048.0/64.4615724SM74-11520*740210*280510*74015000253027601860436518,0950500SM74-22520*740210*280510*74015000355027601860809028,0950500SM74-2-P 2520*740210*280510*74015000355027601860832028.5950500SM74-2-H 2520*740210*280510*740150005600276018601119536,09501000SM74-42520*740210*280510*740150005600276018601142536.59501000SM74-2-P-H 4520*740210*280510*740150005570276018601499554,0950500SM74-4-P 4520*740210*280510*740150005570276018601522554.5950500SM74-4-H 4520*740210*280510*740150007630276018601819054,09501000最大印刷电机功率最大最小规格长宽高KW/HP 输纸台收纸台SM74-4-P-H 4520*740210*280510*740150007630276018601842054.59501000SM74-55520*740210*280510*740150008640276018602151062,0950500SM74-5-P 5520*740210*280510*740150008640276018602174062.5950500SM74-66520*740210*280510*740150009650276018602518570,0950500SM74-6-P 6520*740210*280510*740150009650276018602541570.5950500102Z 2720*1020280*420700*1020130006210299021701691031.0/41.610701045102ZP 2720*1020280*420700*1020130006210299021701736033.0/44.310701045102V 4720*1020280*420700*1020130008650299021702691052.0/69.710701045102VP 4720*1020280*420700*1020130008650299021702736054.0/72.410701045102F 5720*1020280*420700*1020130009870299021703191060.0/80.510901110102FP 5720*1020280*420700*1020130009870299021703236062.0/83.110901110102S 6720*1020280*420700*10201300011090299021703191068.0/91.210701045102SP 6720*1020280*420700*10201300011090299021703736070.0/93.910701045102SI 7720*1020280*420700*10201300012300299021704191075.0/100.610701045102SIP 7720*1020280*420700*10201300012300299021704236077.0/103.310701045102A 8720*1020280*420700*10201300013530299021704691086.0/115.310701045102AP 8720*1020280*420700*10201200013530299021704736088.0/118.010*********-10-P 10720*1020280*420700*102012000161803610213057360122.510901045CD102-22720*1020280*420700*1020150006590299021701848039.0/52.310901045CD102-44720*1020280*420700*1020150009030299021702954059.0/79.010901045CD102-55720*1020280*420700*10201500010250299021703507067.0/89.910901045CD102-66720*1020280*420700*10201500011470299021704060076.0/101.910901045CD102-77720*1020280*420700*10201500012690299021704590083.0/111.310901045CD102-88720*1020280*420700*10201500013910299021705120094.0/126.110901045海德堡SM74海德堡SM102海德堡CD102海德堡SM72海德堡SM74型号色数纸张规格印速机身大小重量纸堆高度SORDZ 2640*915280*420620*89010000363024502140728014600600。