20040901-宝钢冷轧厂基本情况介绍资料
宝钢冷轧薄板产品手册

目录
1. 冷轧薄板厂简介
1
2. 冷轧薄板产品生产流程
3
3. 冷轧薄板产品主要生产机组简介
5
4. 冷轧薄板产品简介
11
5. 可供产品标准及尺寸规格范围
13
6. 包装
19
1. Brief introduction of Cold Rolled Steel Sheet Mill
1
2. Production flow of Cold Rolled Steel Sheet
13
6. Package
19
冷轧薄板厂简介
Brief introduction of Cold
Rolled Steel Sheet Mill
宝钢股份冷轧薄板厂是宝钢股份 专业生产薄规格冷轧产品及镀锡产品的 生产单元。其前身上海益昌薄板有限公 司成立于1989年,1998年上海宝钢集 团公司增资控股益昌薄板,更名为上海 宝钢益昌薄板有限公司。2004年4月1 日,宝钢股份全资收购宝钢益昌,益昌 整体进入宝钢股份产销序列,成为宝钢
Temper mill (now being rebuilt)
The two stands skin pass mill was imported from America TIPPINS company in 1990. The max. running speed is 1500m/min. The
Degreasing line
It was built in 2002 and is the first big automatic electrolyte cleaning line with high speed in China. The technology of this line
(整理)111宝山钢铁股份有限公司2030mm冷轧厂.

1.1 宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1 生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案产品方案如表1-1所示。
1.1.1.3 热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量:237.8万t供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm 900~1900mm钢卷内径φ762mm φ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm)最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min酸洗介质:HCl 200g/l年酸洗量:237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。
宝钢2009版冷轧板材料手册
宝山钢铁股份有限公司企业标准冷连轧碳素钢板及钢带Q/BQB 402-2009代替Q/BQB 402-2003、BZJ 491-2004 1 范围本标准规定了冷连轧碳素钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧碳素钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 230.1-2004 金属洛氏硬度试验方法第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)GB/T 232-1999 金属材料弯曲试验方法GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 4340.1-1999 金属维氏硬度试验第1部分:试验方法GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途区分应符合表1的规定。
冷轧带钢生产简介

时效-二次冷却-平整-剪边-分卷 工艺特点:高速喷气冷却,炉辊热凸度控制
2030电镀锌机组
年产量:设计15万t,04年23.2万t 产品规格:0.5~2.5×900~1550mm 产品品种:双面镀层,差厚镀层,单面镀层,磷化,
可调垂悬式烤炉
2#彩涂机组
设计年产量:17万t,04年27.05万t 品种:热镀锌带钢、电镀锌带钢 带钢规格: 0.3~1.0×700~1250 mm 钢卷内径:508/610+0/-10mm 钢卷外径:880~1800mm 卷重:最大28.5t 工艺段速度:150m/min 工艺特点:汉高带钢预处理技术,高精度炉温控
辊轴
平衡 缸
压
块
金属套
-
-筒
+ +
+
++
+
-
+ + -
a)
CVC4
b)
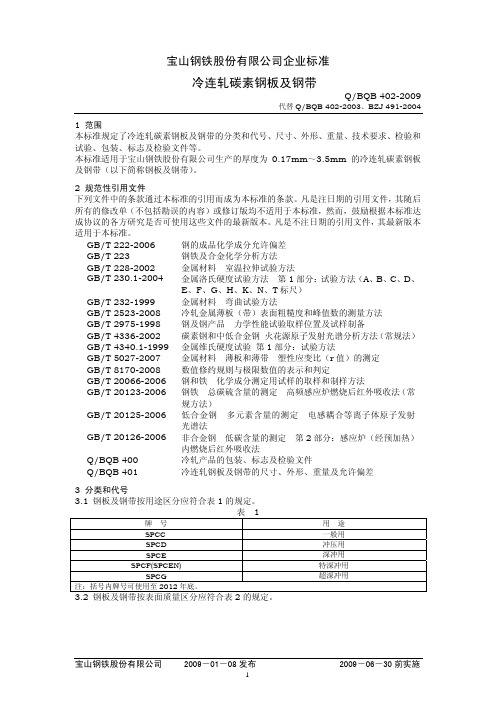
图1-2 2030CVC4和DSR轧机DSR
板形控制执行机构: 1. G1~G3工作辊正液压弯辊, 2. G4~G5工作辊正负液压弯辊, 3. G5 CVC工作辊轴向位移或DSR液压胀辊, 4. 工作辊36段分区冷却 控制模式: 1. 过程设定G1~G4工作辊正负液压弯辊 2. G5闭环控制 平直度仪:ABB Stressometer平直度仪 最大轧制速度: 1900m/min
氮氢炉104座,其中大炉台64座,小炉台40座 最大装炉量 150t 最高退火温度:750℃ 工艺特点:内罩采用陶瓷纤维隔热,砂封槽架空结构, 改善密封性;分流快速冷却,缩短退火周期。
宝钢炼钢厂简介

04
宝钢炼钢厂的技术创新与研 发实力
宝钢炼钢厂的技术创新与研发实力
• 宝钢炼钢厂作为中国钢铁行业的领军企业之一,拥有悠久的历史和丰富的经验 。该厂具备了较强的技术创新与研发实力,不断推出新的技术和产品,推动了 中国钢铁行业的发展。
05
宝钢炼钢厂的未来发展与展 望
产能扩张与产品升级
产能扩张
宝钢炼钢厂计划在未来几年内扩 大产能,以满足国内外市场对钢 铁产品的需求。
流程。
宝钢炼钢厂的组织架构与主要部门
01
02
03
轧钢车间是另一个重要的生产 部门,主要负责将铸坯加工成 各种规格的钢材产品。
质量检验部门负责对生产过程 中的产品质量进行检测和控制 ,确保产品符合客户要求。
研发部门致力于研发新技术和 新工艺,提高产品质量和降低 成本。
宝钢炼钢厂的组织架构与主要部门
产品升级
为提高产品质量和附加值,宝钢 炼钢厂将加大投入,研发新型钢 铁产品,拓展高端市场。
技术创新与绿色发展
技术创新
通过引进和自主研发新技术,宝钢炼 钢厂将提高生产效率和能源利用效率 ,降低生产成本。
绿色发展
宝钢炼钢厂将积极推进环保技术的应 用,减少污染物排放,实现可持续发 展。
国际竞争力与全球影响力
03
近年来,宝钢炼钢厂不断进行技术升级和产业 转型,提高了产品质量和竞争力。
宝钢炼钢厂的组织架构与主要部门
01
宝钢炼钢厂的组织架构 包括董事会、监事会和 管理层等,实行总经理
负责制。
02
主要部门包括炼钢车间 、轧钢车间、质量检验 部门、研发部门、销售 部门和行政部门等。
03
炼钢车间是宝钢炼钢厂 的核心生产部门,主要 负责炼钢和铸坯等工艺
宝钢冷轧牌号对照表---精品资料

宝钢冷轧牌号对照表---精品资料宝钢冷轧牌号对照表低碳钢Q/BQB 402-2003Q/BQB403-2003Q/BQB408-2003JISG3141-1996JFSA2001-1998EN10130-1999DIN1623(1)-1983ASTMA1008-02elGB/T5213-2001ISO3574-1994SPCC DC01 BLC SPCC JSC270C DC01 St12 CS - CR1 SPCD DC03 BLD SPCD JSC270D DC03 RRSt13 DS - CR2 SPCE DC04 BUSD SPCE JSC270E DC04 St14 DDS SC1 CR3 SPCE DC05 BUFD SPCEN JSC270F DC05 - EDDS SC2 CR4 - DC06 BSUFD - JSC260G DC06 - - SC3 CR5碳素结构钢Q/BQB 410-2003 DIN 1623-(2)-1986t37-2G St37-2GSt44-3G St44-3GSt52-3G St52-3G加磷钢Q/BQB411 JFS A2001-1998 JIS G3135-1986 PrEN 10268-2002B170P1 JSC340P SPFC340 -B210P1 JSC390P SPFC390 -B250P1 JSC440P SPFC440 -B180P2 JSC340W - H180PB220P2 JSC390W - H220P烘烤硬化钢Q/BQB 416-2003 JFS A 2001-1998 JIS G 3135-1986 prEN 10268-2002 B140H1 JSC270H --B180H1 JSC340H --B180H2(BH340)-SPFC 340 H H180B双相钢Q/BQB 418-2003 JFS A2001-1998 SAE J2340-1999B240/390DP --B280/440DP --B340/590DP JSC590Y 600DL1B400/780DP JSC780Y -低合⾦⾼强钢Q/BQB419-2003 JFS A2001-1998 SAE J2340-1999 prEN 10268-2002 B340LA JSC440R 340X H340LA B410LA JSC590R - H420LA碳素结构钢化学成分和⼒学性能⾏業數據 2009-07-08 19:27 阅读60 评论0字号:⼤中⼩根据GB 70O⼀881 牌号和化学成分1.1 钢的牌号和化学成分(熔炼分析)应符合表1规定。
宝钢冷轧核心技术研发历程

宝钢冷轧核心技术研发历程冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。
虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。
此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。
以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。
冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。
宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。
冷轧机核心技术的发展如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。
美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。
特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。
现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。
1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。
宝钢冷轧厂酸再生工艺简介及设备特点
脱硅区域设备 (1)溶解槽 用于溶解酸轧机组产生的废边以减少废酸中的游离 盐酸。槽的顶部有一个开放的锥形顶盖,顶盖上设有一 个中心供料口,用于向溶解槽内填充废边,槽内还装有 一个 PVDF 材质的支撑板。钢制壳体,内衬橡胶和耐酸 砖,顶盖由 FRP 制成。 (2)氨反应槽 为提高反应酸的 pH 值,使酸中的的 FeCl2转化成
ZHANG Chun-qing (Bao Shan Iron & Steel Share Company, Shanghai 201900, China) :Complicated desilicon and hydrochloric reproduction technology in Baosteel acid reproduction system were discussed. Moreover main equipment comstruction feature, in particular anticorrosion material feature in the system were brief introduced based on technology of introduction. :acid reproduction;desilicon;sintering furnace;foreconcentrator;pressure filter
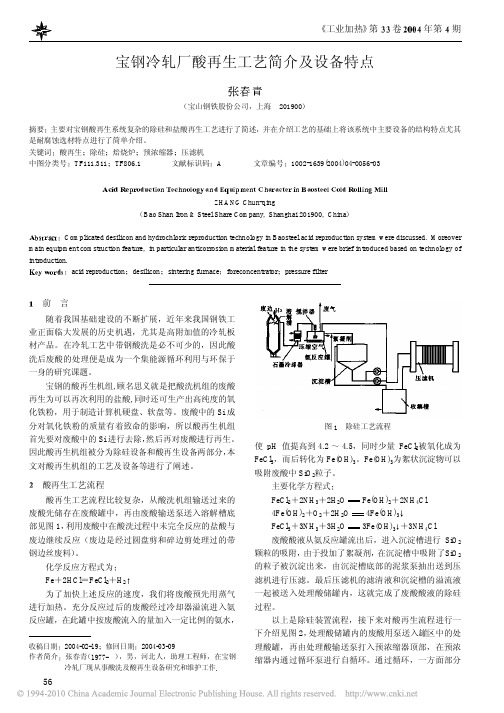
图 4 预浓缩器示意
57
工
艺
《工业加热》 第
卷
年第
期
进行酸洗涤,上部用纯水洗涤。排气烟囱用 FRP/PP 制 作,在烟囱的顶部设有连接取样管的连接法兰,用以监 控排气质量。 (9)氧化铁粉站 2 个碳钢制作的铁粉料仓及 1 套铁粉装袋机。 铁粉料 仓采用立式圆柱体结构,底部有 1 个锥形排放口。每个 料仓设 4 个气动振动器,料仓顶部设 2 个铁粉袋式除尘 器, 用以分离排向大气的铁粉输送气体中所夹带的铁粉。 铁粉装袋机 1 套,通过 1 个电磁比例秤重装置,最大可 秤 1 500 kg。 (10)废气风机 从焙烧炉抽出盐酸蒸气通过各个中间处理设备后经 烟囱排入大气,废气风机的使用使整个处理过程的设备 均处于负压状态。该设备采用离心风机,风机壳体采用 碳钢制作,内衬耐酸橡胶,叶轮采用钛合金制作,整套 设备还设有叶轮喷淋装置, 驱动电机采用变频马达控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二部分:主要产品分类及牌号
2、2轧硬卷
规格 厚度:0.18~3.5mm 宽度:800 ~ 1850mm 品种 用户直接使用,不再加工的成品,如造币钢 (BZB)、 摩摖片(BMCP84)、 低温退 火钢(SPCC-1D)等 用户还需再退火处理的半成品,如供武钢罩 式炉退火的CDCM-St12 主要用途 硬币、车辆摩擦片、电脑机房的地板用钢 (防静电)等
第一部分:整体情况
• 1420单元
1998 年 3 月投产,当年完成功能考核并成功生产 出DI材,1999年对镀锡产品的规格进行扩展并研制出 冰箱面板。 2000年开发出T1和T2软质镀锡板;2002年开发出
荫罩带钢。
2002年1420单元全线年达产。
第一部分:整体情况
• 1550单元 2000 年 3 月投产,当年成功生产出高级汽车板、家电板、 电工钢。 2001年生产出电镀锌汽车外板; 2002年首次生产出热镀锌GGI汽车外板; 2003年开发出热镀锌GA汽车外板。
第二部分:主要产品分类及牌号 规格 厚度:0.30~3.5mm 宽度:800 ~ 1850mm 主要用途 各类高、中档汽车用材;家电用钢;建筑用钢 等轻工行业。 软钢产品
名称 级别 商用钢 CQ 冲压用钢 DQ 深冲用钢 DDQ 特深冲用钢 EDDQ 超深冲用钢 SEDDQ ST12 ST13 ST14 ST15 ST17 牌号 SPCC BLC SPCD BLD SPCE BUSD ST16 BUFD BSUFD
第二部分:主要产品分类及牌号
2、主要产品规格和用途 2、1热轧酸洗板
规格 厚度:1.50~6.0mm 宽度:800 ~ 1680mm 品种 按冲压成形级别分为:商用钢、冲压用钢、深冲用钢 按用途分为:冷成形用、一般结构用、汽车结构用、耐腐蚀结 构用、锅炉及压力容器用、焊接汽瓶用等 目前热轧酸洗板主要用途: 汽车结构件、冰箱空调压缩机、热水器、防盗门、通用机械、 搪瓷制品等 产品的牌号涉及到宝钢股份热轧商品料的各种产品
宝钢冷轧厂
近期基本情况
宝钢股份冷轧厂
2004年9月1日
主要内容
第一部分:整体情况 第二部分:主要产品分类及牌号
第三部分:宝钢冷轧近期发展情况
第一部分:整体情况
冷轧厂现有2030、1420、1550 三个生产单元,设 计年产能460万吨,03年生产了540万吨商品材。 主要品种有:普冷板、电镀锌、热镀锌、彩涂 板、镀锡板、电工钢、耐指纹板、酸洗热轧板。 主要用户:上海通用、上海大众、一汽集团、意 大利菲亚特、海尔、日立等汽车、家电、食品、包 装、建筑行业用户。
第二部分:主要产品分类及牌号
1、宝钢冷轧产品在重点行业的表现
(1)汽车行业
能满足中国境内几乎所有汽车制造厂的要求;O5板的市场占 有率基本上稳定在60%以上。对国内中高档轿车如奥迪A6、
宝来、帕萨特具有整车供板能力,具体情况如下:
•一汽大众奥迪A6,这是国内档次最高的轿车,2002年宝钢就已具有整车供 货能力。
•一汽大众A4也全部通过论证。
•上海大众帕萨特B5,2003年上半年全部通过论证。 •向上海大众桑塔纳轿车已大批量稳定供板多年。
•上海通用别克、君威、赛欧等车型均已稳定供货,部分零件已100%使用宝 钢板。
第二部分:主要产品分类及牌号
•其它用户如天津丰田、四川丰田、郑州日产、一汽海南、长安铃
木、长安福特、神龙富康等已稳定供货。
第二部分:主要产品分类及牌号
2、3普冷板卷
第二部分:主要产品分类及牌号 高强和结构钢
名称 碳素结构钢 牌号 ST37-2G ST44-3G ST52-3G B170P1 B210P1 B250P1 含磷高强钢 B180P2(BP340) B220P2(BP380) B140H1 B180H1 B180H2(BH340) 烘烤硬化钢 B240/390DP B280/440DP 双相钢 B340/590DP B400/780DP 低合金高强钢 B340LA B410LA
第一部分:整体情况
• 2030单元 1988年9月投产,目前实现了稳产、适度超产。对很多 机组设备进行了技术改造。使得原来只生产普通冷轧板(建 材为主)的机组设备,生产出高级汽车板和家电板。 2002 年 6 月 新 增 热 轧 酸 洗 机 组 按 计 划 实 现 月 达 标 。 2002年12月新增脱脂机组按计划进行热负荷试车,2003年5 月达产。 2002 年 12 月对 2030 单元连续退火机组和电镀锌机组进 行了全面改造,电镀锌机组在 2003年3月份达产,连退机组 在2003年5月份达产。 目前正在对轧机的三电进行全面改造。
•除了供国内汽车厂家之外,还供应意大利菲亚特和欧洲福特汽车
公司等海外用户。 (2)家电行业 宝钢家电外板已大批量稳定供青岛海尔、广东科龙、河南新飞 、合肥美菱、山东小鸭等国内著名家电生产厂提供高品质家电外板 ;已向国内所有的彩管生产厂提供了彩电框架等彩电用钢;已向张 家港银河电脑和常州新科集团等厂家提供了电镀锌耐指纹板;向冰 箱、空调用压缩机厂家提供了热轧酸洗板;向各种电机及变压器厂 家提供了高品质电工钢。
第二部分:主要产品分类及牌号
(3)食品包装行业
宝钢生产的DI材已向上海宝翼制罐有限公司大批量稳定供 货(100%用宝钢DI用镀锡板,产品主要用于罐装可口可乐、百 事可乐、青岛啤酒等),已向国内著名的食品和饮料包装厂提 供K板。 (4)建筑行业
宝钢的热镀锌产品、彩涂产品已大批量应用在建筑领域。 尤其是厂房、体育场馆、室内装饰(门、窗、吊顶)以及某些 城市的标记性建筑、飞机库、飞机场、展览馆等。 宝钢彩涂产品的直接用户有:巴特勒、美建等国际知名公司。
目前1550 单元已能生产各类汽车外板。冷板和电镀锌汽
车外板已经大批量稳定生产。热镀锌汽车外板生产工艺技术、 设备正在进一步完善之中,市场也在进一步开拓之中。
•
第二部分:主要产品分类及牌号
冷轧厂主要产品为五类八种:
酸洗类:热轧酸洗板
轧硬类:轧硬卷(未退火或低温退火) 裸板类:普冷 镀层类:热镀锌、电镀锌、电镀锡 涂层类:彩涂、电工钢