三菱M64刀库报警处理
三菱系统PLC报警信息

三菱系统PLC报警信息三菱系统PLC报警信息1、TOOL NO. > 16 ⼑号⼤于16(⼑库⼑具容量为16)原因:指定⼑号⼤于⼑库容量。
处理⽅法:检查程序中指定⼑号是否超过⼑库容量。
2、3-AXES NOT HOME 三轴未回零原因:开机后三轴未进⾏复归操作。
处理⽅法:对三轴进⾏复归操作后即可。
3、ATC NOT READY ⼑库未准备好原因:1、⽆紧⼑到位信号;2、⽆⼑库退到位信号。
处理⽅法:1、检查紧⼑到位开关是否正常;2、检查⼑库是否已退到位或退到位开关是否正常。
4、MAGAZINE NOT ORIENTATION ⼑库不在原位原因:⼑库出后按了复位,换⼑终⽌。
处理⽅法:出现报警后执⾏M84使⼑库回退到位,报警解除。
5、4TH AXIS IS CLAMPED 第四轴夹紧原因:第四轴处于夹紧状态(第四轴在夹紧的状态下不得转动第四轴)处理⽅法:1、是否已执⾏四轴放松动作;2、检查放松到位信号开关是否正常。
6、LOW LUBE LEVEL 润滑液⾯低原因:导轨润滑油不⾜处理⽅法:1、润滑油液⾯低于最低位置,加完润滑油以后,按下“RST”即可;7、LOW AIR PRESSURE ⽓压低原因:空⽓压⼒低处理⽅法:查看油⽔分离器上的压⼒表是否低于正常值(4 KG/CM2左右)。
8、OIL COOLER FAULT 油冷机错误原因:主轴油冷异常处理⽅法:1、检查油冷机的锭⼦油⾯是否⾼于最低液⾯,适量添加;2、油冷机是否有“AE”报警,调换三相电源任意两相即可。
9、SP UNIT OVER LOAD 主轴单元超载原因:主轴制动电阻超载处理⽅法:检查制动电阻风扇或报机床⼚家维修。
加工中心刀库位置错误报警怎么办

加工中心刀库的自动换刀,实现了加工过程的完成自动化,只需要工件装夹完成,就可以加工完成成品。
刀库使用,提高了生产效率。
但作为在生产作业里频繁运动,所以故障率出现也会较高。
如刀库位置错误问题,除了第一时间反应按归零键,但还是不会回零要怎么办呢?加工中心刀库位置错误要怎么办?除了利用机床的报警信息和自诊断功能。
可以从下面几方面逐一对机床圆盘式刀库问题的检查:1、检查连接电机轴及蜗杠联轴器松动情况,紧固联轴器上的螺钉,还有就是刀杯的气缸气压不够,可以调试气缸上的调节阀。
2、气缸内部是否有问题,是否是电磁阀有损坏。
3、使用刀具是否超重,一般刀具质量不得超过规定值。
4、刀位编码用组合行程开关,接触开关等元件损坏,接触不好或灵敏度降低,这种情况必须更换损坏元件。
5、换刀时主轴箱没有回到换刀点或换刀点发生漂移,解决方法,重新操作主轴箱运动,使其架到换刀点位置并重新设置换刀点。
除了上述检查,问题尚得不到解决,此时最好专业的维修人员来检查,进一步排查问题。
扩展资料:加工中心刀库分类和用途:刀库系统是加工中心自动化加工过程中需储刀和换刀的一种装置,主要由刀库和换刀机构构成。
刀库主要提供储刀位置,并能依程式控制正确选择刀具加以定位,以进行刀具交换。
换刀机构则是执行刀具交换的动作。
刀库和换刀机构必须同时存在。
二者相辅相成,缺一不可。
根据刀库的容量、外形。
和取刀方式可以慨分为以下几种:一、斗笠式刀库1、斗笠式刀库简述:斗笠式刀库是数控加工中心最常见的一种刀库,其刀库形状像个大斗笠而得名。
一般储刀的数量不能太多,8-24把最好,具有体积小,安装方便,故障率少等特点,所以在立式加工中心应用比较常见。
但换刀需要的时间4S-6S左右。
2、斗笠式刀库换刀过程:斗笠式刀库在换刀时整个刀库向主轴平行移动,首先取下主轴上面原有的刀具,当主轴上面的刀具进入刀库卡槽时,主轴向上移动脱离刀库,然后刀库转动,目标刀具对准主轴正下方,主轴下移,使刀具进入主轴锥孔内,刀具加紧后,刀库退回,完成整个换刀过程。
三菱伺服报警解释要点
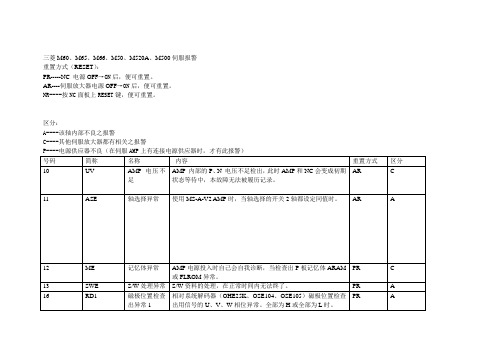
A
46
OHM
马达过热
马达或解码器内部的过热感知器动作
NR
A
50
OL1
过负荷1
流过马达的电流,以连续定格来换算,当超过参数SV022(过负荷检出阶层)的时间或超出SV021(过负荷时定数)以上时
NR
A
51
OL2
过负荷2
当电流指令流过AMP的最大电流95%以上连续1秒以上。AMP
P,N间端子被切断
NR
1D
SDAT
资料误差(SUB)
在与机械端(闭回路)连接的高速穿列检出器中,产生一转内的位置误差。
1E
SOHE
串列检出器热误差(SUB)
在与机械端(闭回路)连接的高速串列检出器中,该检出器内部的温度检知回路发生动作。
1F
STRE
串列检出器通讯异常
在与机械端连接的高速串列检出器中,检出器通讯停止。
20
NS1
关联的参数有:
SV025:MTYP|pen
SV017: SPEC|dfax
104
SHG机能设定不当或没有设定
关联参数有:
SV057:SHGC
SV058:SHGCSP
105
振动抑制机能没有设定
SV027:SSF1|afet
1-64
伺服参数的设定资料不正确
参照S52伺服异常警告号码E4
S51参数异常(参数号码)(轴名称)
检出器的最初通讯不能实行。
1A
STEI
串列检出器通讯异常(SUB)
机械端(闭回路)检出器使用OHA25K—ET的系统中不能实现与检出器的最初通信。
1B
SCPU
CPU误差
在与机械端(闭回路)连接的高速串列检出器中,产生EERPOM中数据的误差。
刀库、机械手报警解除心得要点

刀库、机械手报警解除心得
首先,刀库、机械手处于原始状态的条件,如下面相片机床背面的操作面板上的所有绿色的指示灯全部亮才符合条件
过程:2013年1月25日早上,操作工反馈:
MDI方式换刀报“PC1-026”警(手动操作刀库、机械手到原始位置)注:这个应该是提示性的
在刀库旁边的操作面板操作手动刀库旋转报“PC1-050”警.
检查发现:上面照片的“RIGHT”、“HOME POS”二个绿灯不亮,可能是操作工操作错误
引起。
处理过程:总操作台选择“HANDLE”手动方式------把左边电气柜右上角的“CANCEL INTERLOCK”选择开关打到“ON”(平时是“NORMAL”)。
互锁解锁。
-------照片上的操作面板按“MA TC”
-----按“RIGHT”(直到亮)-------按“HOME POS”(直到亮)-----报警解除------把左边电气柜右上角的“CANCEL INTERLOCK”选择开关打回“NORMAL”。
三菱加工中心系统使用

三菱加工中心系统使用MITSUBISHI数控加工中心系统及其使用台湾丽驰LV-800立式加工中心采用MITSUBISHI/M64数控系统,双臂双手爪机械手换刀模式,盘式侧立刀库、刀库容量24把,具图形显示功能,配有附加第四轴(A轴)。
一、操作面板这是其数控操作面板:左侧为显示区,右侧为键盘区。
二、软件界面当前程序名称当前坐标数据快捷命令执行区当前程序内容菜单项菜单选用键键盘及功能键介绍功能键说明: MONITOR –为坐标显示切换及加工程序呼叫 TOOL/PARAM –为刀补设置、刀库管理(刀具登录) 及刀具寿命管理 EDIT/MDI –为MDI运行模式和程序编辑修改模式 DIAGN/IN-OUT –为故障报警、诊断监测等 FO –为波形显示和PLC梯形图显示等三、机械操作面板一面板介绍说明: 寸动进给–为JOG手动连续进给方式阶段进给–为增量进给冷却供液–提供了手动控制和自动控制切换选择的两个按键,还增设了一个外吹气冷却的按键另外,由于本机床配置了自动排屑器,增加了排屑机正、反旋启动按键。
除主轴座上已有一个主轴松/紧刀的手控按键外,在面板上也增设了一个主轴松/紧刀的手控按键及ATC动作指示键。
硬超程解除按键设在操控箱的侧部。
(二)自动换刀机构常见报警信息及处理对策报警信息处理对策3-AXIS NOT HOME 3轴没回零,请执行手动原点复归操作DOOR NOT CLOSED 门连锁故障请关上防护门 ATC NOT READY ATC没准备好,检查刀臂是否在原点及主轴是否处于紧刀状态CL/UCL SW FAULT 检查松 /紧刀感应开关POCKET SW FAULT 检查刀套上 /下感应开关T SEARCH NO EXIT 检查 T指令刀号是否已登录在刀具库中 SPINDLE ALARM 检查报警信息,核对操作手册,通知维修人员 (二)自动换刀机构常见报警信息及处理对策报警信息对策处理 MAG.NOT ORIENT 手动旋转一下刀库,检查刀库定位感应开关4 TH AXIS CLAMPED 用 M41释放第四轴检查第四轴松/紧感应开关BATTERY DEFAULT 电池电量不足,更换 NC系统内电池AIR PRESSURE LOW 气压不足,检查气源或感应开关LUBE AL NOT START 润滑油不足,加润滑油或检查感应开关 TOOL NO. 24 所指定的刀具号必须在 24之内 PLS PRESS RESET 按“ RESET”解除此报警Z AXIS CANCELED Z轴锁定,解除 Z轴锁定状态H/L GEAR POS.ERR 检查换档感应开关 (二)自动换刀机构常见报警信息及处理对策报警信息对策处理OIL COLER FAUULT 检查液压 /冷却故障GEAR CH OVER 10S 检查高 /低档控制回路 TOOL LIFE OVER 更换刀片,将该刀具寿命计数清零ARM OVER TIME / 换刀电机过载保护,刀臂感应开?夭涣?ARM SW.FAULT 四、常用操作步骤 (一)回参考点操作先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的内侧,以避免回参考点时产生超程; 选择“原点复归”操作模式,分别按 -X 、 Y 、 Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动”按键后,则 Z 轴先回参考点,然后X 、 Y 再自动返回参考点。
三菱驱动器报警资料
常见的三菱伺服故障代码及故障处理方案在中国使用三菱交流伺服系统主要由三个系列:MR-ES、MR-J2S、MR-J3。
通常故障情况可由伺服驱动器上显示代码来初步判断,以下是几种常见的故障及其排查方法:1、-表示伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、、过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、主回路断开。
检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。
8、误差过大。
电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。
另外简单判断伺服电机故障方法:去掉电机所有接线后,转动电机轴承,如能感觉到明显的阻力,转动时不顺畅,则机身线圈烧坏,另外装配联轴器不当时很容易把编码器敲坏,可摇动电机编码器部分,若能听到编码器碎片的声音,则编码器被敲坏。
附上三菱伺服MR-J2S系列所有代码伺服报警的代码:——AL10 欠压——AL12 存储器异常——AL13 时钟异常——AL15 存储器异常2 ——AL16 编码器异常1 ——AL 17 电路异常2 ——AL 19 存储器异常3 ——AL 1A 电机配合异常——AL 20 编码器异常2——AL 24 电机接地故障——AL 25 绝对位置丢失——AL 30 再生制动异常——AL 31 超速——AL 32 过流——AL 33 过压——AL 35 指令脉冲频率异常——AL 37 参数异常——AL 45 主电路器件过热——AL 46 电机过热——AL 50 过载1——AL 51 过载2——AL 52 误差过大——AL 8A 串行通讯超时——AL 8E 串行通讯异常伺服警告代码:——AL 92 电池断线警告——AL 96 原点设定错误警告——AL 9F 电池警告——AL E0 再生制动电流过大警告——AL E1 过载警告——AL E3 绝对位置计数器警告——AL E5 ABS超时警告——AL E6 伺服电机异常停止——AL E9 主电路OFF警告——AL EA ABS伺服ON警告。
加工中心出现报警

加⼯中⼼出现报警加⼯中⼼常见报警解决办法fanuc 加⼯中⼼出现101 p/s 报警怎么解决报警信息是不是这样的:“PLEASE CLEAR MEMORY”。
如果是这样的,同时按下[PROG]和[RESET]。
报警会解除。
出现这个问题是在⽤程序编辑或改写存储器时,电源断电了。
加⼯中⼼报警代码1031以断定是电⼦问题主轴定位这个信号有问题. 临时的修理⽅法就是彻底断电.将NC电源切断以后把总电源关掉.即将旋钮搬到"0"的位置.多等待⼀会,10分钟到半个⼩时左右,重新开机然后回参考点.即可正常⼯作.不过隔⼀段时间还会出现类似报警并且停⽌加⼯的... 长久办法是查看⼀下PMC,⼿动判断⼀下信号问题到底是出现在那个回路.控制器对于主轴停⽌功能都是闭环系统.需要专业⼈员来判断.⾄于操作⾯板上的AL 就是ALARM的缩写,"报警"的意思. ATC是AUTOMATIC TOOL CHANGE 的缩写"⾃动⼑具交换"的意思.加⼯中⼼法那科1015号报警是什么问题1000号以上的报警是PMC报警,不同于1000号以下的NC报警。
NC报警是数控系统内置的报警,通过查NC⼿册就可以找到具体原因。
⽽PMC报警则是机床制造商在编制PMC程序(梯形图)时设置的,只能看⼚家的说明书,或者根据具体报警内容判断,打开PMC 梯形图监控可以找到具体原因。
哈挺加⼯中⼼换⼑报警怎样解除按复位右边的第⼆个蓝⾊的键(⼑库管理)然后⼀直按Y吧⾃动更新⼑库解除报警数控加⼯中⼼报警假如现在主轴上是1号⼑,我在MDI⽅式下或程序⾥连续出现两次以上的T1M6,就会报警。
报警内容为:NEW T CODE AT SPINDLE (所选⼑具与主轴相同)机床是北京的⼯研精机卧加。
该怎样解除?假如某程序只⽤⼀把⼑,程序开始时要写⼊T1M6(假设这把⼑是1号),然后执⾏第⼀遍,会正常的把1号⼑换上去,接下来做第⼆件的时候,因为1号⼑已经在主轴上了,所以就会报警。
三菱伺服报警

三菱伺服报警三菱伺服报警是在使用三菱伺服系统时可能会遇到的一种情况。
当系统检测到异常或故障时,会触发报警,提示用户进行相应的处理。
三菱伺服系统广泛应用于工业自动化领域,其稳定性和可靠性备受信赖。
然而,即使是高质量的产品,在长期使用过程中也难免会出现一些问题,报警就是其中之一。
一、三菱伺服系统报警的原因及处理方法1. 供电电压异常:当供电电压超出正常范围时,三菱伺服系统会报警。
此时,应检查电源线路是否连接良好,电压是否稳定,及时修复故障。
2. 电机过载:如果电机工作负荷过大,超出额定范围,也会导致报警。
可以通过降低负载、调整参数等方式解决问题。
3. 温度过高:三菱伺服系统在工作过程中会产生一定的热量,如果散热不良,温度过高,会触发报警。
应保持系统通风良好,控制温度适宜。
4. 控制系统故障:可能是软件问题、通信故障等引起的报警。
需要重新检查参数设置、重新连接通信线路等进行排查。
5. 机械故障:如果机械部件出现故障,也会引起三菱伺服系统报警。
此时需要检查机械结构是否正常,并进行维修或更换损坏部件。
二、如何有效预防三菱伺服系统报警1. 定期检查维护:定期对三菱伺服系统进行检查和维护,保证各部件正常工作,避免因故障引发报警。
2. 合理使用:在操作三菱伺服系统时,要按照使用手册上的要求进行操作,避免因错误操作导致系统报警。
3. 提高操作技能:操作人员应具备一定的技能和经验,能够熟练操作三菱伺服系统,及时处理各种异常情况,降低报警概率。
三、三菱伺服系统报警的处理流程1. 接收报警信号:当三菱伺服系统检测到异常时,会产生报警信号,通知操作人员进行处理。
2. 分析原因:操作人员需根据报警代码或报警信息,分析报警的具体原因,确定故障点。
3. 处理故障:根据故障的具体情况,采取相应的措施进行处理,例如检查线路、调整参数、更换零部件等。
4. 清除报警:在故障处理完成后,重新启动三菱伺服系统,并确认报警已经清除,确保系统正常运行。