刀臂式刀库调试手册及说明
刀库安装及调试方法
刀库的安装调试方法及注意事项一、调试前先确认刀库动作是否正确。
(刀套上下、刀盘正反转、刀臂旋转方向)。
二、FANUC刀库调试参数及方法㈠圆盘式(机械臂)刀库❶Z轴换刀点高度参数1241。
❷主轴定向角度参数4077 。
(注:参数3117#1设为1,可以在诊断画面445号参数下检测主轴角度位置。
)❸刀库重置M40.方法:打开K参数画面,K1.5/1 Z轴上下K4.7/1 刀库显示表打开及显示K4.5/1刀臂旋转K7.0/1 打开气压低检测信号然后把Z轴移动到安全位置,手动模式下主轴定向,按F1旋转刀臂.注意:❶Z轴始终位于刀臂安全位置之上。
❷刀库调试完成后,除K4.7打开外,其余K参数要全部关闭。
❸ATC动作前查看刀套水平状态。
㈡斗笠式刀库(伞形刀库)高度及角度参数同上K参数画面,K1.5/1 Z轴上下K6.0/1刀盘进退然后把Z轴移动到安全位置,手动模式下主轴定向,按F1进退刀盘。
三、三菱刀库调试方法及参数㈠圆盘式(机械臂)刀库❶Z轴换刀点高度参数2038❷主轴定向角度参数3108❸M21刀套下(垂直)❹M20刀套上方法:打开IF诊断画面L102/1 Z轴上下L107/1 机械臂旋转然后把Z轴移动到安全位置,在位置画面输入M25(扣刀)/M26(换刀)/M27(刀臂回到位)执行刀臂动作。
注意:❶刀库调试完成后,L102、L107要置为0.❷ Z轴始终位于刀臂安全位置之上。
❸ATC动作前查看刀套水平状态。
㈡斗笠式刀库高度及角度参数同上IF诊断画面X21A/1 Z轴上下Y206/1刀盘进退然后把Z轴移动到安全位置,在IF诊断画面下对Y206/1或0进行刀盘进退。
四、刀库安装调试注意事项。
①安装前先检查刀库外观有无破损,油漆是否刮花,是否缺少零部件,及时向质检反应。
缺少的零部件不要到仓库里随便拆装。
②圆盘刀库调试前要先检查刀库刀臂与刀套的中心是否正确,方法,按电磁阀强制刀套向下,装上对刀仪,旋转刀臂,用对刀棒检查中心是否正确。
刀库安装调整
工序号工
步
号
工作内容及操作说明
检验条件
(与图纸及通用技术条件同时执行)
工装及辅料
工时
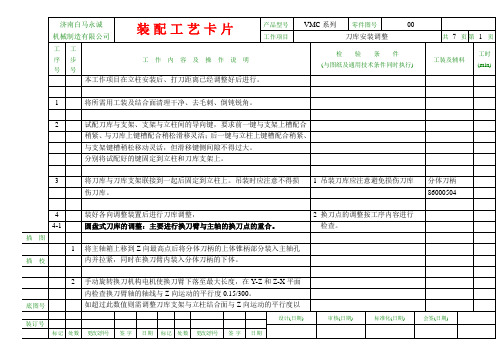
(min) 9 将主轴箱下移到刀库夹臂以下50mm后将分体刀柄的锥柄部分装入主
轴孔内并拉紧,再将主轴箱上升到Z向最高点后在刀库夹臂内装入分体
刀柄的另一部分。
10 将主轴箱下移,使主轴端部与刀库夹臂工装端面间距约为2mm如图所
示。
注意此时主轴的方位应为主轴的定向位。
11 调整刀库支架在Y和X向的位置,同时用分体刀柄的中间轴检验分体
刀柄的上下两体的中心是否重合(中间轴是否顺利通过),上下两体中
心重合则换刀臂与主轴的换刀点重合调整完毕。
12 换刀点的调整
Z向返回参考点后下移主轴箱到刀库夹臂Z向换刀点的上方使分体刀柄
的上体锥柄部与刀卡上分体刀柄的下体之间的间隙为0.3-0.5㎜之间。
(用塞尺测量)记录此处的机械座标值,并设定此值为主轴抓刀/松刀
点座标。
将主轴箱上升100mm处记录此处的机械座标值,并设定此值。
巨冈650加工中心配机手册(刀臂式刀库)V1.1
说明:可利用此功能设定NC程序中的M01是否停止 .
操作方式:
1.模式旋钮转至“自动模式”
2.按“选择停止”键,其讯号灯将“亮”
3.按 “起动”键,执行NC程序.
4.当 CNC 执行程序中有“M01”时,CNC 将停止 .
C 将改变机械状态从“加工中”变为“暂停”
6.此功能使用于换刀及工件检查.
移动的距离范围---*1 : 1um,*10 : 10um,*100:100um , *1000 : 1000um
自动加工模式
说明:可使用此功能自动执行NC程序
操作方式 :
1.模式旋钮转至“自动加工模式”.
2.在原点复归后,自动加工模式始有效.
3.设定工作坐标(G54..G59) ,假如没有设定任何G54..G59在NC程序CNC内定值为 G54.
G01 %:调整G01/G02 /G03切削率%
备注:刀排推出后禁止手动“JOG”快速移动
手动寸动模式
说明:使用者能藉由此模式,按“JOG”键来做机台移动.
操作方式:
1.模式选钮选择“手动寸动模式”.
2.按 机台移动键『X+,X-,Y+,Y-,Z+,Z-』,机台以固定的距离来移动.
3.可藉由G00“旋钮开关 ”来调整固定移动的距离;
选择跳跃
说明:可使用此功能设定机器执行到“/”该行是否执行或省略跳过.
操作方式:
1.模式旋钮转至“自动模式”
2.按“单节执行”键,其讯号灯将“亮”
3.按“起动”键,执行NC程序.
C 将执行NC程序,但是只有执行一个单节就停止
C 将改变机械状态,从“加工中”变为“暂停”
6.再次按下“起动”,则 CNC 将继续执行到下一单节.
9-0ATC刀臂式校刀作业操作说明
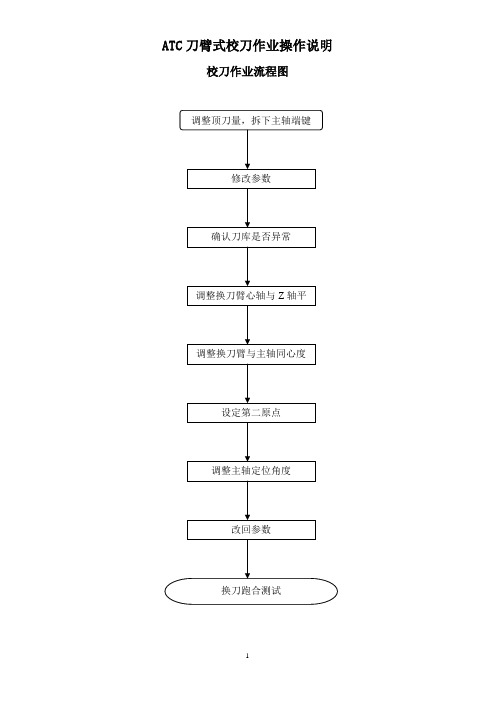
ATC刀臂式校刀作业操作说明校刀作业流程图方式一、机床通电前校刀1、利用增压缸将主轴拉杆之释放抓松开,装上分离式刀竿(刀模)。
2、将刀库驱动机械之马达刹车杆往释放刹车方向施力,并旋转马达顶端之旋转头,使刀臂移至换刀位置。
3、观察刀模之同心度,使用刀库调整块调整刀库介面前后与左右,让刀模可完全连结,锁紧刀库介面螺栓。
方式二、机床通电后校刀1、调整顶刀量拆下主轴定位端键;2、将Z轴换刀点(第二原点)之参数设0参数如下:FANUC 0iB 按SYSTEM→单动→参数→1241→NO检索→XY设行程一半,Z设0→INPUT三菱 M64/65按TOOL PARAM→菜单→准备→Y→INPUT→轴→翻页至2038→XY设行程一半,Z轴设0。
3、开启参数,让刀臂在换刀点(600)或不正常位置时,Z轴在手轮模式下、主轴头可上下移动。
参数按键如下:FANUC 0iB SYSTEM→PMC→PMCPRM→KEEPRL→K00.4设1,Z轴可上下移动;K03.0设1,刀臂不在原点可主轴定位,K05.0设1单动换刀有效。
三菱 M64/65 TOOL PARAM→菜单→准备→Y→INPUT→菜单翻页→PLC→Z轴可上下移动:6401.4设1,主轴可定位:6404.0设1→INPUT 6406.0设1,单动换刀有效。
4、在手动编辑(MDI)模式下输入G91 G30 X0、Y0、Z0;M19;(主轴定位),再按CYCLE START,执行程式。
5、手动编辑输入M6;(自动换刀程式)执行换刀动作,观察:①换刀臂旋转方向是否正确(若不正确,请电控人员交换线路);②刀臂是否提前刹车(即M6换刀程式无法完成)。
可调整刀库驱动机械之感应块延迟刹车。
6、调整换刀臂心轴与Z轴平行度(要求后仰0.03):①先用天车吊住刀库,然后松开刀库连接板与立柱连接螺丝;②执行M19 M71 M72 M73 M95,再按F1使刀臂寸动至最下端;③把磁性座吸在主轴上,手轮移动Z轴上下测量刀臂心轴;④利用天车上下来调整。
刀库调试指导书
换刀避让 Y 轴坐标 换刀避让 Z 轴坐标 换刀避让 IV 轴坐标 换刀避让 V 轴坐标 换刀操作抬刀点坐标
刀库控制类型 刀库控制刀数 刀库当前刀号 刀库设定刀号
换刀避让位置 Y 轴机床 坐标设置; 对于机床主轴平行 Y 轴 该参数为换刀位置; 换刀避让位置 Z 轴机床 坐标设置; 对于机床主轴平行 Z 轴 该参数为换刀位置; 换刀避让位置 IV 轴机床 坐标设置。对于三轴系 统该参数无效。 换刀避让位置 V 轴机床 坐标设置。对于三轴系 统该参数无效。 对于机床主轴平行 X 轴 设置 X 轴机床坐标; 对于机床主轴平行 Y 轴 设置 Y 轴机床坐标; 对于机床主轴平行 Z 轴 设置 Z 轴机床坐标; 0:刀库控制无效 1:斗笠刀库控制 2:圆盘刀库控制 根据刀库的工位数量设 置 根据主轴上装夹的刀具 号设置 序号对应刀库工位号; 对于斗笠刀库,该参数 设置 1 表示该工位存有 刀具;0 该工位没有刀 具; 对于圆盘刀库,该参数 设置 n(1≤n≤刀库控制刀 数)表示该工位存有 n 号刀具;0 该工位没有刀 具;
刀库控制参数:系统运行防护门打开功能
刀库控制参数:安全门打开检测
11
刀库调试指导书---加工中心研发组编
刀库控制参数:安全门打开电平设置
刀库控制参数:换刀避让位置、抬刀点位置
12
刀库调试指导书---加工中心研发组编
刀库控制参数:刀库参数(控制类型、控制刀数、当前刀号、设定刀号)
13
刀库调试指导书---加工中心研发组编
S 轴反馈编码器每转脉 冲数
关于刀库和换台调整说明
限。
卧式机床: 6915 设 1
(正 T)
6912 设 4
6955 <1241(X) <6935
6952 <1241(B) <6932
卧式机床: 6912 设4
(倒 T)
6913 设3
6953<1241(Z)<6933
6952<1241(B)<6932
.换台门及装卸台门互锁
..换台门:D488设为“1”,可取消换台门互锁.
6954 < 1241(Y) < 6934 6934 意思:第五个位置开关动作最大值 6954 意思:第五个位置开关动作最小值 4).刀库安全门. 操作门. 换刀门互锁 卧式机床中:
.刀库安全门:将 D486 置 “1”可取消刀库安 全门互锁。
.操作门:将 D487置 “1”可取消操作门互锁。 .换刀门:将 D494置 “1”可取消换刀门互锁。 5).换刀点刀套号 换刀点刀套号存在 D22中.在有回零开关的刀库中, 可直接用刀库回零操作来实现对 D22 中的数据的修改,即回 零后,D22 为“1“. 在没有回零开关的刀库中,要修改 D22 中的数,使 其与当前换刀点的刀套号相一致. 6).主轴刀号 主轴刀号存在 D100 中.首次调整时 D100 中 的数必须和 #999 中的数保持一致。 7).在随机换刀的刀库中,数据表如下:
卧式机床(倒 T): 6911 设 1(X 轴) 6911 意思:执行第二个位置开关功能的控制轴号 6914 设 2(Y 轴) 6914 意思:执行第五个位置开关功能的控制轴号
6951 < 1241(X) < 6931 6931 意思:第二个位置开关动作最大值 6951 意思:第二个位置开关动作最小值
D100:99(主轴刀号) D101:1号刀套 D102:2号刀套
加工中心刀库调试方法
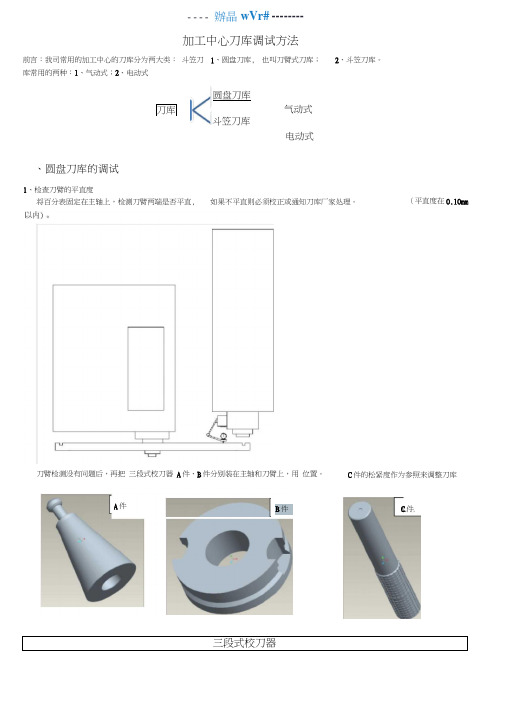
---- 辦晶wVr# --------加工中心刀库调试方法前言:我司常用的加工中心的刀库分为两大类: 斗笠刀库常用的两种:1、气动式;2、电动式刀臂检测没有问题后,再把 三段式校刀器 A 件、B 件分别装在主轴和刀臂上,用 位置。
三段式校刀器A 件B 件C 件1、圆盘刀库, 也叫刀臂式刀库;2、斗笠刀库。
刀库圆盘刀库气动式 斗笠刀库电动式、圆盘刀库的调试1、检查刀臂的平直度将百分表固定在主轴上,检测刀臂两端是否平直, 如果不平直则必须校正或通知刀库厂家处理。
(平直度在0.10mm C 件的松紧度作为参照来调整刀库2、大体校正刀库位置将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。
3、调整刀库的水平度把百分表固定在工作台上,通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内)4、准确校正刀库位置准确校正校正好刀臂和主轴中心孔的位置标准的位置应当是,C件可以轻松通过E件而进入A件的内孔。
注意:刀臂位置相对主轴要往前0.1mm-0.2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。
5、再检查刀库水平度校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。
若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0.15mm以内)。
6、检查刀盘电机和刀臂电机的旋转方向检查刀盘和刀臂的旋转方向是否正确。
刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。
刀臂的正确旋转方向刀盘正转8检查刀套信号 用手按动刀套上下的电磁阀,检查刀套上检测到位、下检测到位的信号是否正确。
三菱系统:X20A (刀套上到位检测信号),X209 (刀套下到位检查信号) 发那科系统:X8.5 (刀套上到位检测信号),X8.6 (刀套下到位检查信号)9、检查刀臂信号用扳手旋转刀臂电机尾端,检查刀臂刹车信号、扣刀信号是否正确。
刀库安装调整
工序号工步号工作内容及操作说明检验条件(与图纸及通用技术条件同时执行)工装及辅料工时(min)9 将主轴箱下移到刀库夹臂以下50mm后将分体刀柄得锥柄部分装入主轴孔内并拉紧,再将主轴箱上升到Z向最高点后在刀库夹臂内装入分体刀柄得另一部分。
10将主轴箱下移,使主轴端部与刀库夹臂工装端面间距约为2mm如图所示。
注意此时主轴得方位应为主轴得定向位。
11调整刀库支架在Y与X向得位置,同时用分体刀柄得中间轴检验分体刀柄得上下两体得中心就是否重合(中间轴就是否顺利通过),上下两体中心重合则换刀臂与主轴得换刀点重合调整完毕。
12换刀点得调整Z向返回参考点后下移主轴箱到刀库夹臂Z向换刀点得上方使分体刀柄得上体锥柄部与刀卡上分体刀柄得下体之间得间隙为0、3-0、5㎜之间。
(用塞尺测量)记录此处得机械座标值,并设定此值为主轴抓刀/松刀点座标。
将主轴箱上升100mm处记录此处得机械座标值,并设定此值标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀臂式刀库调试手册及说明外扩参数说明:3405---是否需要回原点才可以启动加工(0:需要1:不需要)3406----润滑油打油间隔(单位:秒)3407----是否开启自动润滑功能(0:关闭1:开启)3408----润滑油打油时间(单位:秒)3410----手轮选择(0:面板手轮1:外挂手轮)3411----警报解除(1:接触警报)自定义按键说明:F1 ----手动润滑油【红色部分无需终端客户知道】M代码一、指令说明1.刀臂式换刀大都配合链条型刀具库且是无固定刀号式,即1号刀不一定插回1号刀具库内,其刀具库上的刀号与设定的刀号由控制器的PLC & Macro管理。
此种换刀方式的T指令后面所接数字代表欲呼叫刀具的号码。
2.使用刀臂换刀时,须搭配T码与M06两个指令T码:被呼叫的刀具会转至准备换刀位置。
M06:执行换刀动作。
3.同一单节输入指令说明4.单独执行M06,要视之前有否执行过T code否则不换刀。
G54 G90 G80 G40 G49 G91 G28 Z0.G00 X0. Y0.M06 ←不换刀…………………..…………………..…………………..G00 X100 Y100.M30 G54 G90 G80 G40 G49 G91 G28 Z0.G00 X0. Y0.T5G01X 50. Y0.G02I50.………M06 ←换刀…………………..…………………..…………………..M06←不换刀G00 X100 Y100.M305.如果连续执行很多个T code,必须将每个T code都执行,且刀号到达。
T1 ←必须转至T1后才能再转至T3 T3 ←转至T3,备刀T9 ←转至T9,备刀T15 ←必至T15,备刀T1M06 ←转至T1后执行M06 T3 ←转至T3,备刀T8 ←转至T8,备刀T9 ←转至T9,备刀T15 ←转至T15,备刀6.刀库有24把刀,但可使用的刀数为24+1把,因此有二种规格:○10 ~ 24把刀,初始化主轴刀号0号刀。
○2 1 ~ 25把刀,初始化主轴刀号1号刀。
在此定义使用规格○2,使用打T25,将刀7.紧急停止中,且在原点模式,同时按下「刀库正逆转」可设定刀具号码。
8. 手动按面板上刀库正反转按键,刀杯上然后再旋转刀库,且只在寸动(JOG)或增量寸动(INCJOG)或手轮(MPG)模式下有效。
二、T码带刀动作规格(PLC)当控制器执行T码指令时,控制器会将被呼叫的刀具转至换刀准备位置,且加工程序不停止。
T code异警讯息:1.送出刀库运转后,数刀近接在2.5秒内讯号无输入时,提示讯息:【(R44.3)刀库数刀异常警告】【Tool storehouse counter tool over time】机器暂停,刀库运转讯息停止输出,且由Reset键解除。
2.刀库正反转时先检查刀杯位置,若是刀杯下状态刀杯上后再旋转刀库。
送出刀杯上讯号后,3秒内刀杯上磁簧无讯号输入时,提示讯息:【(R44.4)回刀讯号确认失败,带刀动作停止】【Tool-return positioning signal check error】机器站停,停止回刀讯号输出,且由Reset键解除。
T 碼PLC 流程圖就绪(A40)開機上緣脈衝A2 on寫入目標刀號(A41)寫入目標刀號(A42)寫入目標刀號(A43)R13=(2 or 3) 且 S69 on 且 R3R102 且 0<R3<=R52由R3內容找出對應的刀杯號碼R51TM27計時0.1秒R50 目前刀杯號碼R51 目標刀號所在刀杯號碼R89 總刀數R70 T code 執行中,flagR101 目前刀杯號碼(關機儲存用)R102 主軸刀具號碼1. R101 move to R502. R101 move to R513. R70.0 onR51減1若R51<1則R51=R89TM26計時0.1秒R51加1若R51>R89則R51=1TM25計時0.1秒R13=(4 or 5 or 6) 且 I97 onR13=(4 or 5 or 6)且I96 onI96 刀庫正轉面板按鍵I97 刀庫反轉面板按鍵I6 刀杯上 sensor I7 刀杯下 sensorI22 刀库马达过载检知O16 刀杯上電磁閥O17 刀杯下電磁閥刀杯上(A44)O16 onTM27 onTM26 onTM25 on I7 on(刀杯下sensor)刀杯上失敗警報(A48)TM28 2.5s1. Alarm R44.42. R51=R50I7 off 且I6 on(刀杯下sensor off)且(刀杯上sensor on)執行刀庫正/反轉(A45)1.使用ROT 指令輸出刀庫正反轉旗標A472.依旗標執行刀塔正反轉,並起動TM29 2.5s3.讀取到數刀訊號,依旗標將R50加減1,並將TM29重置(若R50>R89則R50=1;若R50<1則R50=R89)4.刀庫轉動時加入I7 off 且I6 on 保護R50=R51儲存刀號(A46)Move R50 to R101刀庫數刀異常警報(A49)S32 onS32 on 或 C37 on 或 TM29 on1. Alarm R44.32. R51=R50TM30 0.1sS32 on(A39)R51<>R50R51=R50三.M06换刀动作规格说明当控制器执行到M06换刀指令时,控制器会依据下列步骤进行换刀动作:1.判断刀库是否带刀中,是则等待完成;2.带刀完成后刀套下,几乎同时Z轴回第二参考点(即换刀点),同时主轴定位;3.判断确实刀套下达、在换刀点、主轴定位,则执行刀臂第一次扣刀动作;4.扣刀完成后主轴松刀;5.刀臂第二次扣刀,交换主轴和刀套刀具;6.交换后主轴执行夹刀;7.夹刀后刀臂回原点;9.刀套上,同时更新交换刀具刀号。
四.M06异警讯息:1.送出倒刀讯号后,3秒内倒刀磁簧讯号无输入时,提示讯息:【(R45.1)倒刀讯号确认失败,换刀动作停止】【Tool-falling positioning signal check error】机器暂停,且由Reset键解除。
2.未到达第二参考点执行换刀,提示讯息:【(R45.2)主轴未达第二参考点,换刀动作停止】【Tool will not change if Z axis does n’t on the 2’nd reference point】。
机器暂停,且由Reset键解除。
3.主轴定位启动后,5秒内定位完成讯号无输入时,提示讯息:【(R45.3)主轴定位失败,换刀动作停止】【Spindle checkpoint error,tool doesn’t change】。
机器暂停,定位讯号停止输出,且由Reset键解除。
4.刀臂马达动作,10秒内刀臂马达停止讯号无输入时,提示讯息:【(R45.4)刀臂马达停止讯号确认失败,换刀动作停止】【Motor stopping signal of tool change mechanism check error】机器暂停,停止送出马达运转讯号,且由Reset键解除。
5.马达停止讯息读到后,1秒内扣刀讯号无输入时,提示讯息:【(R45.6)刀臂扣刀讯号确认失败,换刀动作停止】【Tool change mechanism’s tool clamping confirmation signal check error】。
机器暂停,且由Reset键解除。
6.主轴松刀讯号送出后,2.5秒内松刀无确任讯号输入时,提示讯息:【(R45.7)主轴松刀讯号确认失败,换刀动作停止】【Spindle pawl’s tool releasing signal check error】。
机器站停,停止松刀讯号输出,且由Reset键解除。
7.马达停止讯息读到后,1秒内再扣刀讯号无输入时,提示讯息:【(R45.10)刀臂再扣刀讯号确认失败,换刀动作停止】【Tool change mechanism’s tool clamping confirmation signal check error】。
机器暂停,且由Reset键解除。
8.主轴夹刀讯号送出后,2.5秒内夹刀无确任讯号输入时,提示讯息:【(R45.11)主轴夹刀讯号确认失败,换刀动作停止】【The signal of Spindle pawl clamps tool check error】。
机器暂停,停止夹刀讯号输出,且由Reset键解除。
9.马达停止讯息读到后,1秒内零点讯号无输入时,提示讯息:【(R45.14)刀臂零点讯号确认失败,换刀动作停止】【Origin confirmation signal of tool change mechanism check error】。
机器暂停,且由Reset键解除。
10.送出回刀讯号后,2.5秒内回刀磁簧无讯号输入时,提示讯息:【(R45.15)回刀讯号确认失败,换刀动作停止】【Tool-return positioning signal check error】机器暂停,停止回刀讯号输出,且由Reset键解除。
五.M50规格说明1.确认4个条件:刀库不在带刀中、刀套已下、Z轴在换刀点(第二参考点)且主轴已定位;2.刀臂第一次扣刀;3.扣刀到达后主轴松刀;4.刀臂第二次扣刀(交换主轴和刀套刀具);5.主轴执行夹刀;6.刀臂回原点,同时更新交换刀具刀号。
六.M50异常讯息说明:M50异常讯息见上面M06异常讯息说明M50流程图R60.0R60.1R60.2R60.3R60.4R60.5R60.6R60.7S29 on 且 R1=50 且 S18 on開機上緣脈衝A2 onZ 軸到達第二參考點R33<=R90I19 on 主軸定位完成C38 onI9 主轴夹刀sensor I10 主轴松刀sensor I6 刀杯上 sensor I7 刀杯下 sensor I16 刀臂0度sensor I12 刀臂60度sensor I8 刀臂煞车sensor I19 主轴定位sensorI7 on 刀杯下 sensor onO18 on 刀臂馬達正轉O18 on 刀臂馬達正轉I8(B) off 刀臂煞車sensorI8 ( A )ON 刀臂煞車sensorI12(B) OFF 刀臂60度sensor O1 on 主軸鬆刀R60.8R60.9R60.10O18 on 刀臂馬達正轉 1. O1 on 主軸鬆刀2. O18 on 刀臂馬達正轉I8(B) off 刀臂煞車sensorI8 ( A )ON 刀臂煞車sensorI8(B) off 刀臂煞車sensorI8 ( A )ON 刀臂煞車sensorR60.11R60.12R60.13R60.14R60.15I8(B) off 刀臂煞車sensor onI10 off主轴松刀sensor on1. O1 on 主軸鬆刀2. O18 on 刀臂馬達正轉O18 on 刀臂馬達正轉I16 on 刀臂0度sensoroffI6 on 刀杯上sensor on1. O1 on 主軸鬆刀2. O18 on 刀臂馬達正轉I9 主軸夾刀sensor onO18 on 刀臂馬達正轉O16 on 刀杯上O1 主轴松刀電磁閥O16 刀杯上電磁閥O17 刀杯下電磁閥O18 刀臂马达正转O19 刀臂马达反转R60.17TM32 5sR60.18TM33 3sR60.19TM34 2.5sR60.20TM35 2.5s R60.21TM36 1sR60.22TM37 2.5s or TM49 10s R60.23TM38 2.5sR60.24TM39 2.5sR60.25TM40 1s or TM50 10sR60.26TM41 2.5s or TM51 10sR60.27TM42 2.5sR60.28TM43 2.5sR60.29TM44 1sR60.30TM45 2.5s TM52 10sS32R60.16TM31 3s OR TM48 10S Alarm R45.1Alarm R45.2Alarm R45.3Alarm R45.4Alarm R45.4Alarm R45.6Alarm R45.7Alarm R45.4Alarm R45.4Alarm R45.10Alarm R45.11Alarm R45.4Alarm R45.4Alarm R45.14Alarm R45.15S33 offTM21 0.1s七. 刀套下流程图和手动刀套上下流程图M52 刀套下流程图就绪A91开机上缘脉冲A2 onA93刀套下(A92)I7 on POT down sensor.O17 onR70.0=1R1=52且R70.0=0且s29 on刀套下异常A94TM9 set 3sR45.3onS32 ONR1=52且R70.0=1且s29 on说明:R70.0=1,MAG is freeR70.0=0, MAG is busy, POT can ’t put down O17刀套下手动刀套上下流程图就绪A50开机上缘脉冲A2 on刀套下(A52)刀套上(A51)I67 刀杯上面板按键I74 刀杯下面板按键I6 刀杯上 sensor I7 刀杯下 sensor O16 刀杯上电磁阀O17 刀杯下电磁阀I67I741. C38 on2. O17 on1. C38 on2. O16 on刀套上失败警报(A53)TM46 2.5s刀套下失败警报(A54)TM47 2.5s S32 onS32 onI6 onI7 onR44.1 onR44.2 onC38 on附.相关特别说明1. 刀库资料乱刀出厂值恢复方法:把紧急停止按钮压下,选择原点模式,同时按下刀库正转和反转按钮; 恢复值为,主轴刀号为25,其他的刀套号对应刀具号;2. 刀库正在运转中时:R70.0=0 刀库空闲时:R70.0=1;3. R100.2=0(参数3413=0)时,刀臂处于自动运转模式,R100.2=1(参数3413=4)时,刀臂处于手动寸动模式。