静压造型工艺简介课件
【图解】静压桩施工工艺图文解析
01基本规定01静压法通常适用于高压缩性粘土层或砂性土的软粘土层,当桩须贯穿有一定厚度的砂性土夹层时,必须根据桩机的压桩力与终压力及土层特性、桩截面规格大小与布桩形式、地下水位高低以及终压前的稳压时间与稳压次数等综合考虑其适用性。
02静压桩机穿越砂层的能力较有限,需进行试桩进行确定。
03在溶洞、溶沟发育充分的岩溶地区,静压桩宜慎用,以及在土层中有较多孤石、障碍物的地区,静压桩宜慎用。
04预应力混凝土桩的连接可采用端板焊接连接、法兰连接、机械啮合连接、螺纹连接,每根桩的接头数量不宜超过3个。
05桩端嵌入遇水易软化的强风化岩、全风化岩和非饱和土的预应力混凝土空心桩,沉桩后,应对桩端以上2m左右范围内采取有效的防渗措施,可采用微膨胀混凝土填芯或在内壁预涂柔性防水材料。
06设计阶段未做静载试验桩的工程,在正式压桩施工前必须进行试压桩,试压桩数量应不少于工程桩总数的1%且不少于5根。
2试桩试桩基本规定:01试压桩宜选择工程桩。
02试压桩的规格、长度及地质条件应具有代表性。
03试压桩应选在地质勘探技术孔附近。
04施压方法及施压条件应与工程桩施工相一致。
05试压桩经过24h停歇后应进行复压。
06不适用持力层为易软化的风化岩及砂土层的基桩。
承载力测试:01试压桩配合复压法可测试单桩竖向抗压承载力,根据广东的经验,以试压桩沉桩完成再停歇24小时后复压所获得的桩身起动时的压力值作为单桩竖向抗压极限承载力的参考值。
02也可用2倍单桩竖向抗压承载力特征值进行复压,若复压时桩身不下沉,说明这根桩的承载力可达到设计要求。
应提供资料:01压桩全过程记录,包括桩不同入土深度时的压桩力、终压力值、终压次数、最终桩长、桩端持力层等。
02桩身混凝土经抱压后完整性的目测检查记录。
03压桩机整体运行情况。
04桩接头型式及接头施工记录。
05复压资料。
06出现异常情况的详细记录。
03工艺流程04操作方法测量放线01控制桩和水准点位置以不受压桩影响为原则。
静压法预制管桩施工工艺课件

安全与环保注意事项
1 2 3
遵守法律法规
在施工过程中,应严格遵守国家和地方的安全与 环保法律法规,确保施工活动合法合规。
定期检查
对施工设备、安全设施和环保设施进行定期检查 ,确保其正常运行,及时发现并解决潜在的安全 和环保问题。
加强沟通协作
加强与当地居民、政府部门和环保组织的沟通协 作,及时了解他们的意见和建议,共同推动施工 活动的顺利进行。
06
静压法预制管桩施工案 例分析
案例一:某住宅楼静压法预制管桩施工
总结词
高效、环保、低成本
详细描述
某住宅楼采用静压法预制管桩施工, 通过合理规划施工流程,有效控制施 工成本,同时减少了对周边环境的影 响,提高了施工效率。
案例二:某商业中心静压法预制管桩施工
总结词
高精度、高质量、高效率
详细描述
某商业中心采用静压法预制管桩施工 ,注重施工过程中的质量控制和安全 管理,确保了管桩的精度和质量,有 效缩短了工期。
合设计要求。
静载试验
对施工完毕的管桩进行静载试验 ,检测其承载能力是否达到设计
要求。
常见问题与处理
管桩破裂
可能是由于管桩质量不佳或压桩力过大造成。应 更换管桩或调整压桩力。
压桩深度不足
可能是由于地质条件复杂或设备故障造成。应调 整施工方法或维修设备。
管桩上浮
在饱和软土中施工时,可能会出现管桩上浮现象 。应采用锚杆或其它固定措施。
压桩施工
总结词
稳定、高效、环保
详细描述
采用静压法进行压桩施工,通过大型压桩机将预制管桩稳定地压入土层。施工过程中需控制压桩速度和压力,确 保桩身垂直度和稳定性。同时,静压法施工噪音小、振动低,有利于环境保护。
KW静压造型线的造型工艺和生产应用

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
静压造型工艺简介
――铸件清理―――旧砂回用处理
优点
● ● ● ●
作业环境粉尘少 铸件制造成本低廉 铸件尺寸精度、表面粗糙度比手工造型好 生产效率高,能进行批量机械化生产
缺点
●
●
设备投资较高 不适合多品种小批量生产
典型工作区分布
●
制芯工部
造型工部 熔炼工部 砂处理工部 铸件清理工部
●
●
●
●
制芯工部
与树脂砂工艺的制芯工部基本相同,静压 工艺的制芯工部要求比树脂砂工艺的机械 程度化更高
静压造型工艺简介
合力股份有限公司合肥铸锻厂技术质量部 二零零四年八月
名词解释
静压造型工艺: 是粘土潮模砂生产工艺的一种,铸 型的紧实方式是通过高压气体进行 预紧实,然后再进行一次压头紧实 的造型方式
工艺现状
工艺技术成熟,是国内外近年大力发展的铸造 工艺之一
工艺流程
配砂――制芯和造型――熔炼和浇注―――落砂
铸件清理工部
与树脂砂工艺的铸件清理工部基本相同
熔浇工部
与树脂砂工艺的熔浇工部基本相同,大规模 少品种生产时浇注采用浇注机浇注
造型工部
功 能: 制造各种铸型
工艺流程: 填砂--压实--起模--翻箱--喷涂料 --下芯--合箱 主要设备: 静压造型机 喷涂设备 合箱机 运送辊道 下芯机(可选)
静压造型机
主要设备:取铸件设备(可选) 捅箱机 振动落砂机
冷却设备 风选机 混砂机 除尘器
运送设备 粉料给料设备
在线检测设备
砂处理专用设备简介
取 碾轮式或摆轮式混砂机
粉料给料设备: 气送、螺旋给料器等
谢谢大家
工艺流程
自动喷涂--合型--填砂--气流预紧实 --压头压实--起模--送出砂型-- 旋转换模
静压造型自动线的造型工艺与电气控制解读
气流预紧实加压实工艺
●只进行高压压实(具有非常好的压实效果并省去压缩空气),或 ●气流预紧实AIRPRESSplus 2000技术,加随后的高压压实
气流预紧实
气流预紧实工艺要求压缩空 气压力5-6.5bar
阀门
压气框
添砂框
气流阀的开启时间KW公司在 设计时已经考虑,在液压系统设 计上保证气流预紧实工艺要求的 快速开启时间。用户只是考虑打 开的时间,使压头上的气箱与出 储气罐达到压力平衡,时间最大 为 0.5 秒。然后气流阀关闭,设 置排气塞排气时间,到时后,气 箱余气排气。
举升工作台运行曲线
IP252COM记录的工作台从下位举升到加砂位的运行曲线。 横轴为时间轴,单位ms。纵轴为位移高度,单位mm。
高响应比例换向阀(四线)
伺服阀(五线)
液压伺服控制原理
液压驱动的装置采用伺服控制,可以实现快速平稳的准确定位。 同时可以获得稳定的动作节拍,不受液压系统油温油压变化的影响。
气流预紧实最小的排气面积 为型板总面积的1.5-1.7%. 排气塞具有排气和进气功能, 除可以增加砂型表面硬度外,还 可以避免起型时造成真空,坏型。
型砂
砂箱半箱
模型
多触头压实力分区控制
压头缸数量:48个 压头尺寸: 直径约 123 mm 压实力: 约1.254 kN 压力: 最大150 /cm2 压力分区: 4个 1 - 外部 2 – 内部1区 3 – 内部2区 4 – 内部3区
② 理论设定值 + 偏差补偿量 = 实际设定值
③ 实际秤值 - 秤底值 = 实际有效重量 ④ 实际设定值 - 实际有效重量 ≤ 0 皮带给料机停止,判断秤静止后计算偏差。 ⑤ (理论设定值 - 实际有效重量)/ 2 + 上次偏差量 = 下次偏差补偿量
静压造型线的发展及应用概述

静压造型线的发展及应用概述李来升;文明;董韶宜;杜鑫;季虎;毕玲霞;王利【摘要】造型线是铸造生产的核心,造型线的拥有量及其水平反映出一个国家机械工业的科技水平。
介绍造型线的发展情况,重点阐述静压造型线的工艺技术及其优点,分析目前我国静压造型线设备存在的问题,并展望其未来的发展前景。
%Moulding line is the core in casting production. The availability and level of mouding line reflects a country's technology level in its mechanical industry. This article deals with the develop of moulding line, highlights the technology of static pressure moulding line and its advantages, and makes analysis on existent problems and development trend of static pressure moulding line equipment in China.【期刊名称】《农业科技与装备》【年(卷),期】2012(000)009【总页数】3页(P18-20)【关键词】铸造装备;静压造型线;工艺流程;优点;发展【作者】李来升;文明;董韶宜;杜鑫;季虎;毕玲霞;王利【作者单位】济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;山东电力工程咨询院有限公司,济南250013;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306【正文语种】中文【中图分类】TG231.6自2000年以来,凭借着廉价的劳动力和大量的资源消耗,我国铸件总产量一直处于全球首位。
静压预制管桩工艺性成桩施工方案PPT课件

8
三、施工流程
4、压桩顺序
①、桩基就位
2019/9/10
②、吊起管桩
③、静力压桩
9
三、施工流程
④、桩尖入土准备 ⑤、桩身压入土中
⑥、焊接接桩
2019/9/10
共74页 第1402页
三、施工流程
5、管桩的送桩 管桩送桩时,送桩器应满足如下要求: 1)送桩器宜做成圆筒形,并有足够的强度、刚度。 2)送桩器长度宜做成送桩深度的1.2倍。 3)送桩器应与管桩匹配。采用套筒式送桩器、套筒深度宜取250~350
㎜,内径应比管桩外径大20~30㎜。 4)送桩器下端面应设置排气孔,使管桩内腔与外界相通;上下端面应平
整,且与送桩器中心轴线垂直。 5)接桩完成并正常施打(或施压)后,应根据设计要求以及试打时确定
的控制参数来决定是否采取送桩。 6)送桩前,管桩露出地面高度宜控制在0.3~0.5m。 7)送桩完成后,应及时将空孔回填密实。 8)采用送桩时测试的贯入度,应参考同一条件下的管桩不送桩时的最后
SZ7(C17轴/CAA轴)、 SZ8(C19轴/CBB轴,偏CBA轴1.0m)、 SZ9(C21轴/CBW轴,偏C23轴1.6m)
2019/9/10
3
二、试桩范围
单 体 名 称
型号
承载力 特征值 (KN)
试桩位置
预 处
PHC-600AB-110
1400
理
车 间
PHC-500AB-100
930
加 PHC-600料 AB-100
2019/9/10
15
五、施工注意事项
拼缝允许偏差表
序号 1 2 3 4
偏差名称 桩身弯曲度 桩两端之间间隙 坡口错位 电焊高度
双面压实造型和静压造型工艺的比较-2013-4
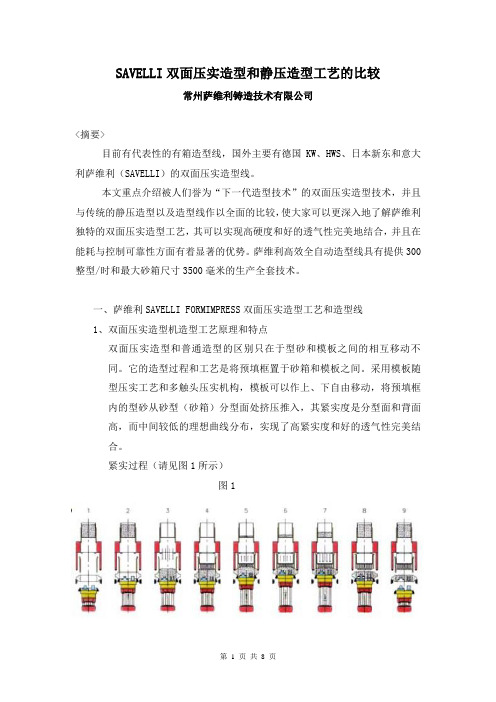
SAVELLI双面压实造型和静压造型工艺的比较常州萨维利铸造技术有限公司<摘要>目前有代表性的有箱造型线,国外主要有德国KW、HWS、日本新东和意大利萨维利(SAVELLI)的双面压实造型线。
本文重点介绍被人们誉为“下一代造型技术”的双面压实造型技术,并且与传统的静压造型以及造型线作以全面的比较,使大家可以更深入地了解萨维利独特的双面压实造型工艺,其可以实现高硬度和好的透气性完美地结合,并且在能耗与控制可靠性方面有着显著的优势。
萨维利高效全自动造型线具有提供300整型/时和最大砂箱尺寸3500毫米的生产全套技术。
一、萨维利SAVELLI FORMIMPRESS双面压实造型工艺和造型线1、双面压实造型机造型工艺原理和特点双面压实造型和普通造型的区别只在于型砂和模板之间的相互移动不同。
它的造型过程和工艺是将预填框置于砂箱和模板之间。
采用模板随型压实工艺和多触头压实机构,模板可以作上、下自由移动,将预填框内的型砂从砂型(砂箱)分型面处挤压推入,其紧实度是分型面和背面高,而中间较低的理想曲线分布,实现了高紧实度和好的透气性完美结合。
紧实过程(请见图1所示)图1步骤一:通过造型机称量斗称量型砂,同时预填框处于最高位置;步骤二:提升工作台,将模板,预填框和砂箱举升到工作位置;步骤三:重力加砂,将型砂从称量斗中加入到砂箱;步骤四:多触头压头进入至砂箱上方,造型机中心工作位置,刮平多余型砂;步骤五:工作台带着模板,预填框和砂箱再次提升,预紧实;步骤六:提升模板,自下而上开始压实;步骤七:通过多触头,以15kg/cm2压力从顶部挤压完成终紧实;步骤八:工作台下降,通过预填框慢速平稳脱模;步骤九:快速分离,将砂箱放置在砂箱辊道上,模板框定位在造型机内部模板更换装置中心,将造型完成的砂箱推出,同时将空砂箱推入到造型区准备。
2、造型机主要结构组成组成结构包括:底部基础机构,顶部压头机构,机架,加砂和砂分配机构,带举升工作台的压实机构,中心转台旋转模板更换装置,模板吹喷装置,液压气控系统和电气控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优点
● 作业环境粉尘少 ● 铸件制造成本低廉 ● 铸件尺寸精度、表面粗糙度比手工造型好 ● 生产效率高,能进行批量机械化生产
缺点
● 设备投资较高 ● 不适合多品种小批量生产
静压造型工艺简介
典型工作区分布
● 制芯工部 ● 造型工部 ● 熔炼工部 ● 砂处理工部 ● 铸件清理工部
静压造型工艺简介
--下芯--合箱 主要设备: 静压造型机 合箱机 下芯机(可选)
喷涂设备 运送辊道
静压造型工艺简介
静压造型工艺简介
工艺流程
静压造型机
自动喷涂--合出砂型--
旋转换模
节拍
全自动运行,配有快速模板更换机构,单型
15~40秒,每小时50~120箱铸件
静压造型工艺简介
静压造型工艺简介
二零零四年八月
静压造型工艺简介
名词解释
静压造型工艺: 是粘土潮模砂生产工艺的一种,铸 型的紧实方式是通过高压气体进行 预紧实,然后再进行一次压头紧实 的造型方式
工艺现状
工艺技术成熟,是国内外近年大力发展的铸造 工艺之一
静压造型工艺简介
工艺流程
配砂――制芯和造型――熔炼和浇注―――落砂 ――铸件清理―――旧砂回用处理
砂处理工部
功 能:将旧砂进行处理,得到再次使用要求 工艺流程:落砂--筛分--磁选--破碎--冷却
--筛分--磁选--配砂 型砂组成:原砂+粘土+水+附加物 主要设备:取铸件设备(可选) 捅箱机 振动落砂机
冷却设备 风选机 混砂机 除尘器 运送设备 粉料给料设备 在线检测设备
静压造型工艺简介
砂处理专用设备简介
取 铸 件设 备: 机械手或手工取件 混 砂 机 : 碾轮式或摆轮式混砂机 粉料给料设备: 气送、螺旋给料器等
谢谢大家
静压造型工艺简介
制芯工部
与树脂砂工艺的制芯工部基本相同,静压 工艺的制芯工部要求比树脂砂工艺的机械 程度化更高
铸件清理工部
与树脂砂工艺的铸件清理工部基本相同
熔浇工部
与树脂砂工艺的熔浇工部基本相同,大规模 少品种生产时浇注采用浇注机浇注
静压造型工艺简介
静压造型工艺简介
造型工部
功 能: 制造各种铸型 工艺流程: 填砂--压实--起模--翻箱--喷涂料