金属薄板弯曲性能与试验方法
金属材料力学性能试验方法和试验设备的新进展

目前没计划
GB/T 7314-2005 金属材料 室温压缩试验方法
2005-05-13 2005-10-01 无相应国际标准
2013 年修订,拟采标 ASTM E9-09
GB/T 8358-2006 GB/T 10128-2007 GB/T 13239-2006 GB/T 22315-2008 GB/T 24191-2009 GB/T 24584-2009
金属弯曲力学性能试验方法
1993-06-01 1993-10-01 无相应国际标准
2012 年修订
表 3 金属高温长时试验标准采标及制修订情况
标准编号 GB/T 2039-2012 GB/T 10120-1996
标准名称 金属拉伸蠕变及持久试验方法 金属应力松弛试验方法
批准日期 2012-06-29 1996-09-27
采标情况
1999-03-23 1999-10-01 尚未采标
1998-10-16 1999-08-01 采标 ISO377:1997 2008-05-13 2008-11-01 采标 ISO 23718:2007 2009-06-25 2010-04-01 采标 ISO 25679:2005
制修订计划 暂时没计划(ISO 正在制定国际 标准,待完成后立即转化)
GB/T
24171.2-2009
金属材料 薄板和薄带 成形极限曲线的测定 第 2 部分:实验室成形极限曲线的测定
2009-06-25
2010-04-01 采标 ISO 12004-2:2008 目前没计划
GB/T 24172-2009 GB/T 24183-2009 GB/T 24524-2009 YB/T 5293-2006 GB/T 25047-2010 GB/T 25048-2010
2010金属力学及工艺性能试验方法标准汇编

GB/T229-2007金属材料夏比摆锤冲击试验方法
GB/T460-2004钢的应变时效敏感性试验方法(夏比冲击法)
GB/T5482-2007金属材料动态撕裂试验方法
GB/T6803-2008铁素体钢的无塑性转变温度落锤试验方法
GB/T5028-2008金属材料薄板和薄带拉伸应变硬化指数(n值)的测定
GB/T7314-2005金属材料温室压缩试验方法
GB/T8358-2006钢丝绳破断拉伸试验方法
GB/T10128-2007金属材料室温扭转试验方法
一、通用标准
GB/T1172-1999黑色金属硬度及强度换算值
GB/T2975-1998钢及钢产品 力学性能试验取样位置及试样制备
GB/T10623-2008金属材料力学性能试验术语
GB/T24182-2009金属力学性能试验 出版标准的符号及定义
GB/T4161-2007金属材料平面应变断裂韧度KK试验方法
GB/T7732-2008金属材料表面裂纹拉伸试样断裂韧度试验方法
GB/T19744-2005铁素体钢平面应变止裂K试验方法
GB/T20832-2007金属材料试样轴线相对于产品结构的标识
GB/T4341-2001金属肖氏硬度试验方法
GB/T17394-1998金属里氏硬度试验方法
GB/T18449.1-2009金属材料努氏硬度试验方法第1部分:试验方法
GB/T18449.4-2009金属材料努氏硬度试验方法第4部分:硬度值表
GB/T8363-2007铁素体钢落锤撕裂试验方法
GB/T12778-2008金属夏比冲击断口测定方法
GB/T19748-2005钢材夏比V型缺口摆锤冲击试验仪器化试验方法
金属性能试验方法及标准
金属物理性能试验方法GB/T351//1995金属材料电阻系数测量方法GB/T1479//1984金属粉末松装密度的测定第1部分漏斗法GB/T1480//1995金属粉末粒度组成的测定干筛分法GB/T1481//1998金属粉末(不包括硬质合金粉末)在单轴压制中压缩性的测定GB/T1482//1984金属粉末流动性的测定标准漏斗法(霍尔流速计)GB/T2105//1991金属材料杨氏模量、切变模量及泊松比测量方法(动力学法)GB/T2522//1988电工钢片(带)层间电阻、涂层附着性、叠装系数测试方法GB/T2523//1990冷轧薄钢板(带)表面粗糙度测量方法GB/T3651//1983金属高温导热系数测量方法GB/T3655//2000用爱泼斯坦方圈测量电工钢片(带)磁性能的方法GB/T3656//1983电工用纯铁磁性能测量方法GB/T3657//1983软磁合金直流磁性能测量方法GB/T3658//1990软磁合金交流磁性能测量方法GB/T4067//1999金属材料电阻温度特征参数的测定GB/T4339//1999金属材料热膨胀特征参数的测定GB/T5026//1985软磁合金振幅磁导率测量方法GB/T5158.4//2001金属粉末总氧含量的测定还原-提取法GB/T5225//1985金属材料定量相分析X射线衍射K值法GB/T5778//1986膨胀合金气密性试验方法GB/T5985//1986热双金属弯曲常数测量方法GB/T5986//2000热双金属弹性模量试验方法GB/T5987//1986热双金属温曲率试验方法GB/T6524//1986金属粉末粒度分布的测定光透法……第二篇金属力学性能试验方法GB/T228//2002金属材料室温拉伸试验方法GB/T229//1994金属夏比缺口冲击试验方法GB/T230//1991金属洛氏硬度试验方法GB/T231//1984金属布氏硬度试验方法GB/T1172//1999黑色金属硬度及强度换算值GB/T1818//1994金属表面洛氏硬度试验方法GB/T2038//1991金属材料延性断裂韧度J--IC-试验方法GB/T2039//1997金属拉伸蠕变及持久试验方法GB/T2107//1980金属高温旋转弯曲疲劳试验方法GB/T3075//1982金属轴向疲劳试验方法GB/T3808//2002摆锤式冲击试验方法GB/T4157//1984金属抗硫化物应力腐蚀开裂恒负荷拉伸试验方法GB/T4158//1984金属艾氏冲击试验方法GB/T4160//1984的应变时效敏感性试验方法(夏比冲击法)GB/T4161//1984金属材料平面应变断裂韧度K--IC-试验方法GB/T4337//1984金属旋转弯曲疲劳试验方法GB/T4338//1995金属材料高温拉伸试验GB/T6398//2000金属材料疲劳裂纹扩展速率试验方法GB/T6400//1986金属丝材和铆钉的高温剪切试验方法GB/T6803//1986铁素体钢的无塑性转变温度落锤试验方法GB/T7314//1987金属压缩试验方法GB/T7733//1987金属旋转弯曲腐蚀疲劳试验方法GB/T8358//1987钢丝绳破断拉伸试验方法GB/T8363//1987铁素体钢落锤撕裂试验方法GB/T8640//1988金属热喷涂层表面洛氏硬度试验方法GB/T8641//1988热喷涂层抗拉强度的测定GB/T8642//1988热喷涂层结合强度的测定GB/T10120//1996金属应力松弛试验方法GB/T10128//1988金属室温扭转试验方法......第三篇金属工艺性能试验方法GB/T232//1999金属材料弯曲试验方法GB/T233//2000金属材料顶锻试验方法GB/T235//1999金属材料等于或小于3mm薄板和薄带反复弯曲试验方法GB/T238//1984金属线材反复弯曲试验方法GB/T239//1999金属线材扭转试验方法GB/T241//1990金属管液压试验方法GB/T242//1997金属管扩口试验方法GB/T244//1997金属管弯曲试验方法GB/T245//1997金属管卷边试验方法GB/T246//1997金属管压扁试验方法GB/T2976//1988金属线材缠绕试验方法GB/T4156//1984金属杯突试验方法(厚度0.2~2mm)GB/T17104//1997金属管管环拉伸试验方法GB/T5001//1993薄板双层咬合弯曲试验方法GB/T5126//1993钢筋平面反向弯曲试验方法附录现行标准与被代替标准对照表第四篇金属腐蚀及防护试验方法GB/T1838//1995镀锡钢析(带)镀锡量试验方法GB/T1839//1993钢铁产品镀锌层质量试验方法GB/T2972//1991镀锌钢丝锌层硫酸铜试验方法GB/T2973//1991镀锌钢丝锌层重量试验方法GB/T4157//1984金属抗硫化物应力腐蚀开裂恒负荷拉伸试验方法GB/T4334.1//2000不锈钢10%草酸浸蚀试验方法GB/T4334.2//2000不锈钢硫酸-硫酸铁腐蚀试验方法GB/T4334.3//2000不锈钢65%硝酸腐蚀试验方法GB/T4334.4//2000不锈钢硝酸-氢氟酸腐蚀试验方法GB/T4334.5//2000不锈钢硫酸-硫酸铜腐蚀试验方法GB/T4334.6//2000不锈钢5%硫酸腐蚀试验方法GB/T5776//1986金属材料在表面少不中常规暴露腐蚀试验方法GB/T8650//1988管线钢抗阶梯型破裂试验方法GB/T10123//2001金属和合金的腐蚀基本术语和定义GB/T10124//1988金属材料实验室均匀腐蚀全浸试验方法GB/T10125//1997人造气氛腐蚀试验盐雾试验GB/T10126//1988铁-铬-镍合金在高温水中应力腐蚀试验方法GB/T10127//1988不锈钢三氯化铁缝隙腐蚀试验方法GB/T13303//1991钢的抗氧化性能测定方法GB/T13448//1992彩色涂层钢板及钢带试验方法GB/T13912//1992金属覆盖层钢铁制品热镀锌层技术要求GB/T14165//1993黑色金属室外大气暴露试验方法……第五篇金属无损检验方法GB/T1786//1990锻制圆饼超声波检查方法GB/T2970//1991中厚钢板超声波检验方法GB/T4162//1991锻轧钢棒超声波检验方法GB/T5616//1985常规无损探伤应用导则GB/T5777//1996无缝钢管超声波探伤检验方法GB/T6402//1991钢锻件超声波检验方法GB/T7734//1987复合钢板超声波探伤方法GB/T7735//1995钢管涡流探伤检验方法GB/T7736//2001钢的低倍组织及缺陷超声波检验法GB/T8361//2001冷拉圆钢表面超声波探伤方法GB/T8651//1988金属板材超声波检验方法GB/T8652//1988变形高强度钢超声波检验方法GB/T10121//1988钢材塔形发纹磁粉检验方法GB/T11259//1999超声波检验用钢对比试块的制作与校验方法GB/T11260//1996圆钢穿过工涡流探伤检验方法GB/T12606//1999钢管漏磁探伤方法GB/T15830//1995钢制管道对接环焊缝超声波探伤方法和检验结果的分级GB/T16544//1996球形储罐Y射线全景曝光照相方法GB/T16673//1996无损检测用黑光源(UV-A)辐射的测量GB/T17990//1999圆钢点式(线圈)涡流探伤检验方法。
ASTM_B209-01铝和铝合金薄板及中厚板技术规范

铝和铝合金薄板及板材ASTM标准号:B209-01本标准以固定的标准号B 209发布;标准号后面的数字是首次采用时的年份,或在经过修订时最后一版的年份。
括号内的数字是前一次重新批准的年份。
上标( )表示自前一次修订或重新批准以来所做的编辑上的变动。
本标准经美国国防部有关部门批准使用。
1. 适用范围1.1 本标准2适用于表2和表3中列出的以合金(注1)和回火状态生产的铝和铝合金平面薄板、成卷薄板和板材,并具有以下产品表面光洁度。
1.1.1 所有合金板材及可热处理合金薄板:精轧表面光洁度1.1.2 不可热处理合金薄板:轧制光洁度、单面轧制压光、标准单面光亮和标准二面光亮。
注1-本标准所采用的术语合金,一般是指铝和铝合金。
注2-踏板见标准B 632。
1.2 合金和回火标志符合ANSI H35.1。
根据实施规范E 527,统一编号中等效的合金标志是表1中前面冠有A 9字样的那些,例如,对铝1100为A 91100。
1.3 与标准B209成为一对的全公制标准-B 209M已经发表,因此,在这个标准中没有与公制的等效对应表示。
1.4 关于新铝和铝合金进入本规范的验收标准,见附件A2。
2. 引用文件2.1 在材料定购期内有效的下列文件,除非另有声明,应作为本标准的一部分,列于此处供参考:2.2 ASTM标准:B 548 压力容器用铝合金板材超声波检验方法B 557 锻造和铸造铝及镁合金产品抗拉检验试验方法B 594 航空航天应用的铝合金锻制产吕超声波检验实施规范B 597 铝合金热处理实施规范B 660 铝和镁产品装箱/包装实施规范B 666/B 666 M 铝和镁产品标识标记实施规范E3 金相检验试样制备方法E 29 为确定与标准一致性,在试验数据中使用有效数字的实施规范E 34 铝及镁基合金化学分析试验方法E 55 为确定化学成分,有色金属和铝锻件取样的实施规范E 227 对铝及铝合金用点到面技术进行光发射光谱分析的试验方法E 290 金属材料延展性半导向弯曲试验的试验方法E 407 金属和合金的微蚀试验方法E 527 金属和合金编号实施规范(UNS)E 607 用点到面技术,在氮气中进行铝和铝合金光发射光谱分析的试验方法E 716 铝和铝合金光谱分析取样实施规范E 1004 电磁(涡流)测量电导率的试验方法E 1251 用氩气,点到面,无极性自启动电容放电技术进行铝和铝合金光发射光谱分析的试验方法G 34 7XXX系列含铜铝合金对剥离腐蚀敏感性的试验方法(EXCO试验)G 47 确定高强度铝合金产品对应力腐蚀破坏敏感性的试验方法G 66 用视觉评估5XXX系列铝合金对剥离腐蚀敏感性的试验方法(Asset试验)2.3 ANSI标准:H 35.1 铝的合金与回火标志系统H 35.2 铝轧制产品的尺寸误差2.4 AMS规范AMS 2772 铝合金原材料的热处理3. 术语3.1 定义3.1.1 薄板-一种轧制的产品,其截面为矩形,厚度小于0.250 英寸,但不小于0.006英寸,带有切开、剪开或锯开的边缘。
冷轧薄钢板通用标准

冷轧薄钢板通用标准LP—QB—001 1、适用范围本标准规定碳素结构钢和低合金结构钢冷轧薄钢材的尺寸、外形、技术要求、试验方法、检验规范等。
本标准适用于厚度不大于4mm的冷轧薄钢板。
2、引用标准GB222 钢的化学分析用试样取样法及成品化学成分允许偏差GB223 钢铁及合金化学分析方法。
GB228 金属拉伸试验方法GB232 金属弯曲试验方法GB708 冷轧钢板的尺寸、外形、重量及允许偏差GB2975 钢材力学等工艺性能试验取样规定GB3076 金属薄板标准试验方法GB700 碳素结构钢GB1591 低压合金结构钢3、尺寸、外形、重量及允许偏差3.1.分类及代号3.1.1. Q:切边BQ:不切边3.1.2: A:较高精度B:普通精度3.2.尺寸:所有钢板尺寸均为:a:1000*1500b:1250*2500c:1400*25003.3.尺寸允许偏差:3.3.1.厚度允许偏差:见表1表13.3.2.宽度偏差:见表2表23.4.外形:3.4.1.钢板的每米的不平度按表3表3mm3.4.2.钢板相应切成直角,切斜不得使钢板长度和宽度小于公称尺寸,并须保证订货公称尺寸的最小矩形。
3.4.3.钢板的同板差,不得大于厚度公差之半。
3.5.尺寸测量3.5.1.钢板厚度:在距离边部不小于40mm处测量。
3.5.2.钢板的不平度:将钢板自由地放在平台上,除钢板本身重量外,不施加任何压力,用卡尺进行测量,测量钢板与平台之间的最大距离。
3.6.重量:钢板按实际重量式理论重量交货,理论重量计算钢的密度,碳素钢为7.85g/cm3。
4、技术要求:4.1.牌号和化学成分4.1.1.钢的牌号和化学成份应符合GB700或GB1591的规定。
4.1.2.成品钢板的化学成份,允许偏差应符合GB222的规定。
4.2.交货状态4.2.1钢板以退火状态交货4.2.2.供应状态钢板的表面应为光亮的或粗糙的。
4.3.工艺性能4.3.1.钢板均应作180度弯曲试验,弯芯直径符合GB700或GB1591的规定,试样弯曲处的外面和侧面不得有裂纹、断裂和起层。
ASTM_B209-01铝和铝合金薄板及中厚板技术规范

v1.0 可编辑可修改铝和铝合金薄板及板材ASTM标准号:B209-01本标准以固定的标准号B 209发布;标准号后面的数字是首次采用时的年份,或在经过修订时最后一版的年份。
括号内的数字是前一次重新批准的年份。
上标()表示自前一次修订或重新批准以来所做的编辑上的变动。
本标准经美国国防部有关部门批准使用。
1. 适用范围本标准2适用于表2和表3中列出的以合金(注1)和回火状态生产的铝和铝合金平面薄板、成卷薄板和板材,并具有以下产品表面光洁度。
所有合金板材及可热处理合金薄板:精轧表面光洁度不可热处理合金薄板:轧制光洁度、单面轧制压光、标准单面光亮和标准二面光亮。
注1-本标准所采用的术语合金,一般是指铝和铝合金。
注2-踏板见标准B 632。
合金和回火标志符合ANSI 。
根据实施规范E 527,统一编号中等效的合金标志是表1中前面冠有A 9字样的那些,例如,对铝1100为A 91100。
与标准B209成为一对的全公制标准-B 209M已经发表,因此,在这个标准中没有与公制的等效对应表示。
关于新铝和铝合金进入本规范的验收标准,见附件A2。
2. 引用文件在材料定购期内有效的下列文件,除非另有声明,应作为本标准的一部分,列于此处供参考:ASTM标准:B 548 压力容器用铝合金板材超声波检验方法B 557 锻造和铸造铝及镁合金产品抗拉检验试验方法B 594 航空航天应用的铝合金锻制产吕超声波检验实施规范B 597 铝合金热处理实施规范B 660 铝和镁产品装箱/包装实施规范B 666/B 666 M 铝和镁产品标识标记实施规范E3 金相检验试样制备方法E 29 为确定与标准一致性,在试验数据中使用有效数字的实施规范E 34 铝及镁基合金化学分析试验方法E 55 为确定化学成分,有色金属和铝锻件取样的实施规范E 227 对铝及铝合金用点到面技术进行光发射光谱分析的试验方法E 290 金属材料延展性半导向弯曲试验的试验方法E 407 金属和合金的微蚀试验方法E 527 金属和合金编号实施规范(UNS)E 607 用点到面技术,在氮气中进行铝和铝合金光发射光谱分析的试验方法E 716 铝和铝合金光谱分析取样实施规范E 1004 电磁(涡流)测量电导率的试验方法E 1251 用氩气,点到面,无极性自启动电容放电技术进行铝和铝合金光发射光谱分析的试验方法G 34 7XXX系列含铜铝合金对剥离腐蚀敏感性的试验方法(EXCO试验)G 47 确定高强度铝合金产品对应力腐蚀破坏敏感性的试验方法G 66 用视觉评估5XXX系列铝合金对剥离腐蚀敏感性的试验方法(Asset试验) ANSI标准:H 铝的合金与回火标志系统H 铝轧制产品的尺寸误差AMS规范AMS 2772 铝合金原材料的热处理3. 术语定义薄板-一种轧制的产品,其截面为矩形,厚度小于英寸,但不小于英寸,带有切开、剪开或锯开的边缘。
金属材料 弯曲试验方法-2023最新国标
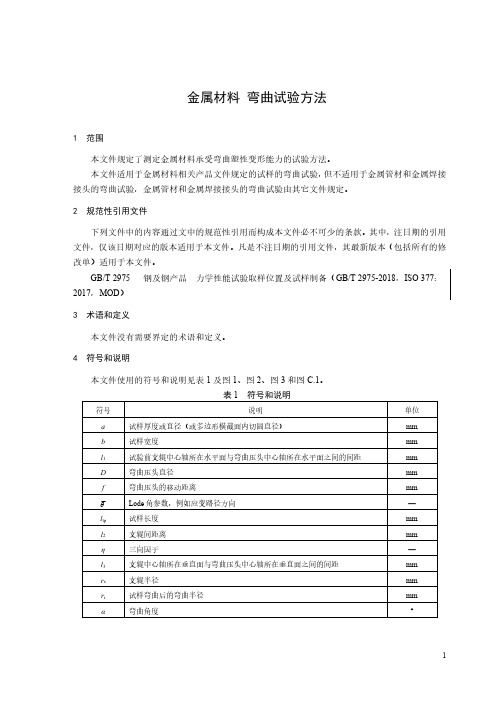
金属材料弯曲试验方法1范围本文件规定了测定金属材料承受弯曲塑性变形能力的试验方法。
本文件适用于金属材料相关产品文件规定的试样的弯曲试验,但不适用于金属管材和金属焊接接头的弯曲试验,金属管材和金属焊接接头的弯曲试验由其它文件规定。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2975钢及钢产品力学性能试验取样位置及试样制备(GB/T2975-2018,ISO377:2017,MOD)3术语和定义本文件没有需要界定的术语和定义。
4符号和说明本文件使用的符号和说明见表1及图1、图2、图3和图C.1。
表1符号和说明符号说明单位a试样厚度或直径(或多边形横截面内切圆直径)mmb试样宽度mml1试验前支辊中心轴所在水平面与弯曲压头中心轴所在水平面之间的间距mmD弯曲压头直径mmf弯曲压头的移动距离mmLode角参数,例如应变路径方向—l tp试样长度mml2支辊间距离mmη三向因子—l3支辊中心轴所在垂直面与弯曲压头中心轴所在垂直面之间的间距mmr s支辊半径mmr i试样弯曲后的弯曲半径mmα弯曲角度°5原理弯曲试验是以圆形、方形、矩形或多边形横截面试样在弯曲装置上经受弯曲塑性变形,不改变加力方向,直至达到规定的弯曲角度。
弯曲试验时,试样两臂的轴线保持在垂直于弯曲轴的平面内。
如在弯曲180°角的弯曲试验中,按照相关产品文件的要求,可以将试样弯曲至两臂直接接触或相互平行且相距规定距离,可使用垫块控制规定距离。
图1配有两个支辊和一个弯曲压头的支辊式弯曲装置图2配有一个V 型模具和一个弯曲压头的弯曲装置D/2D20t po D 20o D2☆标引序号说明:1——虎钳;2——弯曲压头。
图3虎钳式弯曲装置6试验设备6.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两个支辊和一个弯曲压头的支辊式弯曲装置,见图1;b)配有一个V 型模具和一个弯曲压头的V 型模具式弯曲装置,见图2;c)虎钳式弯曲装置,见图3。
钛及钛合金薄板、带材和板材 AMS-T-9046 MIL-T-9046J
软枣猕猴桃多糖的免疫活性宣丽;刘长江【摘要】Actinidia arguta polysaccharide extracted by microwave was purified using a DEAE anion-exchange column,and SephadexG-100 column.The main elution fraction 0.1 brine elution was studied on the immunological activities of rat.The healthy rats were perfused with 2,10 and 20 mg/(kg · d) polysaccharides for 28 d.The effects of polysaccharide on the immune organs index,phagocytolysis of macrophage and spleen lymphocyte transformation index were determined.The results showed that,the low-dose group [2 mg/(kg · d)] of polysaccharide had almost no immunological activities.While the medium-dose group [10 mg/(kg · d)] had the obvious activities and was significant difference with the control pared with the medium-dose group,the high-dose group [20 mg/(kg · d)]had no significant difference except immune organs index.%利用DEAE-纤维素阴离子交换层析、SephadexG-100凝胶柱层析对微波辅助提取的软枣猕猴桃多糖进行分离纯化,对主要洗脱组分0.1 mol/L盐洗组分的免疫活性进行研究.以正常大鼠为试验对象,设2、10、20mg/(kg·d)3个多糖水平处理,饲养28 d后观察软枣猕猴桃多糖对大鼠免疫器官指数、巨噬细胞吞噬指数及脾淋巴细胞转化指数的影响.试验结果表明,多糖低剂量组[2 mg/(kg·d)]对免疫的促进效果不明显;多糖中剂量组[10 mg/(kg·d)]免疫增强效果明显,与空白对照组差异显著;高剂量组[20 mg/(kg·d)]与中剂量组相比,除免疫器官指数外,其他免疫促进活性无显著差异.【期刊名称】《食品与发酵工业》【年(卷),期】2013(039)005【总页数】3页(P59-61)【关键词】软枣猕猴桃;多糖;纯化;免疫活性【作者】宣丽;刘长江【作者单位】沈阳农业大学食品学院,沈阳辽宁,110866;沈阳农业大学食品学院,沈阳辽宁,110866【正文语种】中文软枣猕猴桃(Actinidia arguta (Sieb. et Zucc. )Planch. ex Miq. )又名软枣子、猕猴梨、藤梨,是猕猴桃科、猕猴桃属多年生落叶藤本植物[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
◆ 弯曲性能 ( Bendability ) 弯曲成形时,金属薄板抵抗变形区外层
拉应力引起破裂的能力。
金属薄板弯曲性能试验方法
直接试验 又称工艺试验,分为实际成形试验和模拟成形
试验。
间接试验 指通过测定各种与成形性能相关的金属薄板性
能试验或金属学试验等。最常用的间接试验是单向 拉伸。金属学主要用来测定金属薄板的硬度、表面 粗糙度、结晶方位、晶粒度和化学成份及组织结构 等。
性能对相对弯曲半径(r/t)的影响。 • 碳钢板组:根据实验数据和结果分析影响弯曲件成形的工艺要素;
分析板厚和弯曲角度对相对弯曲半径(r/t)的影响,若采用本实 验使用的折弯机,当板厚3mm时,为何不推荐V=16mm的槽进行弯 曲?试分析原因。 • 完成思考题(1)。 • 写出实验体会(自选)。
上模装有精度补偿机构,以保证较高的折弯精度。
结构简述
机身 机身采用焊接结构制成。 滑块及下程调节 滑块由整块钢板制成,左右油缸安置在滑块两端的空腔内并与活塞连杆
连接在一起,油缸固定在机身上,通过液压驱动使活塞杆带动滑块运 动。为保证滑块在下死点的精度定位,在左右油缸内设有机械挡块机 构,通过机器右端手轮可调节挡块位置,并有计数器显示。 同步机构 滑块在运行中的同步,采用机械强迫同步机构,滑块两端有连杆与一扭 轴相连,又扭轴强迫同步,结构简单、稳定可靠,具有一定的同步精 度,并有偏心套用来调整滑块与工作台面间的平行度。
回弹的抑制
板料的纤维方向
• 冲压所用的板材多为冷轧板材,由于经过多次轧 制,板材具有方向性,平行于纤维方向(轧制方向) 的塑性指标大于垂直于纤维方向的指标。因此当 弯曲件的折弯线与板料纤维方向相垂直时,rmin/t 的数值最小;如果折弯线与板料纤维方向平行, rmin/t的数值最大。在弯制r/t较小的弯曲件时,板 料的排样应使折弯线尽可能垂直于板料的纤维方 向,当r/t较大时,折弯线的布置主要是考虑材料 利用率的大小。如果在同一零件上具有不同方向 的弯曲要求,那么在考虑弯曲件排样经济性的同 时,应尽可能使弯曲线与板料纤维方向的夹角不 小于30°。
金属薄板弯曲性能实验
清华大学基础工业训练中心
基本概念
冲压的基本概念
• 冲压成形是塑性加工的一种方法。 • 冲压(Stamping)是利用安装在冲压设备(主要是压力机)上的
模具对材料施加压力,使其产生分离或塑性成形,从而获得所需 形状和尺寸的毛坯或零件(俗称冲压件或冲件)的一种压力加工 方法。 • 冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来 加工成所需零件,所以也叫冷冲压或板料冲压。相对于冷冲压加 工而言,将材料加热后进行的冲压称为热冲压。
3. 观察弯曲过程和弯曲回弹现象。 4. 掌握万能角度尺、半径规等测量工具的使用,测量模具尺寸参数和
板料基本尺寸。 5. 熟悉板料折弯机的操作使用。
实验报告要求
• 实验报告用A4纸打印,应注明:报告人、实验日期、实验报告日 期、同组人员名单
• 实验目的、内容、实验简单原理 • 试件材料:牌号、供应状态、尺寸。 • 根据实验结果,分析弯曲过程及弯曲回弹现象。 • 铝板组:根据实验数据和结果分析板料轧制纤维方向和板料成形
弯曲力分析与计算
• 简化的理论计算公式如下
F= b s2δb/ v
WE67Y-40/2000 板料折弯机
• 机器的用途和特点 用途 本机器是一种完成板料折弯的通用设备。采用较简
单的通用模具,具有较高的的劳动生产率和折弯 精度,可把金属板料压制成一定几何形状,对不 同厚度的板料,应选用不同开口尺寸的V形下模, 详见板料折弯压力表,如配备相应的工艺设备, 还可以用作冲槽,冲孔,压波纹,浅拉伸等。
模具
上模采用螺钉和压板与滑块固定。滑块上设 置可调节楔块,调整楔块位置可保证折弯 件的精度。
下模装入模座凹槽内,并置于工作台上,利 用调节螺钉可使下模座前后移动,以便模 口对准上模中心。
液压系统调压原理简介
• 液压系统的远程调压回路原理如图1所示。 远程调压阀(图1中的“2”所示)的控制管 路接在先导式溢流阀(图1中的“1”所示) 的遥控口上,远程调压阀可在溢流阀1所调 定的系统安全压力之下,任意调节工作压 力。这种回路既起到安全保护作用,又可 实现系统工作压力的调节,当加压载荷产 生时,系统工作压力的数值由压力表显示。
成形性能不是金属薄板的固有物性,而是一 种与材料变量、加工过程变量和产品设计变量相 关的状态,这种状态反映制件的成形难度,在不 通冲压成形方式下具有不同的表现。
破裂(或缩颈)、皱曲和回弹是影响制件质 量的三大成形缺陷。
金属薄板在冲压成形过程中抵抗缩颈或破裂 的能力称为抗破裂性;在冲压加载过程中获取模 具形状和尺寸并不产生皱曲等板面缺陷的能力称 为贴模性;在冲压成形之后能使脱模制件抵抗回 弹保持其既得形状和尺寸的能力称为定形性。
• 冲压一般没有切屑碎料产生,材料的消耗较少,且不需其他 加热设备,因而是一种省料、节能的加工方法,冲压件的成 本较低。
• 冲压加工的生产效率高,且操作方便,易于实现机械化与自 动化。
• 冲压模具结构复杂,加工精度要求高,制造费用大,因此冲 压加工适用于大批量生产。
冲压的应用
• 冲压在现代工业生产中,尤其是大批量生产中应用十 分广泛。相当多的工业部门越来越多地采用冲压方法 加工产品零部件,如航空、航天、船舶、轨道列车、 汽车、农机、军用武器、仪器仪表、电子、家庭日用 品、家电及轻工等行业。
根据基本冲压成形方式,成形性能分为 以下5种:
◆ 胀形性能 ( Stretchability ) ◆ 拉深性能 ( drawability ) ◆ 扩孔性能 ( Hole Expansibility,Hole
Flangability ) ◆ 弯曲性能 ( Bendability ) ◆ 复合成形性能 ( Complex Formability )
调压螺钉 弹簧 滑阀
图2 溢流阀示意图
板料折弯机
板料折弯机:油箱、电机、液压泵
板料折弯机控制按纽
板料折弯机调压手柄
实验内容和要求
• 实验板料: 纯铝1060,t=1.1mm,3mm,供应状态:半硬态,退火态 低碳钢(08钢),t=1.5mm,供应状态:冷轧
• 内容:(1) t=1.1mm纯铝板(半硬态和退火态), 进行300压弯和1800压扁。
◆ V形压弯试验方法的实际应用: (1)商用板材供货验收依据之一; (2)板料折弯机工作精度常规检测方法之一; (3)通用弯曲模具设计与制造参数依据之一; (4)确定板料折弯展开长度修正系数的依据。
与本实验相关的基本概念
• 弯曲是将板料、型材或管材在弯矩作用下弯成一 定曲率和角度的制件的成形方法。弯曲的应用相 当广泛,用弯曲方法加工的零件种类非常多。在 生产中由于所用的工具及设备不同,因而形成了 各种不同的弯曲方法。例如在压力机上采用模具 的压弯,折弯机上的折弯,辊弯机上的辊弯,拉 弯设备上的拉弯等。尽管各种弯曲的方法不同, 但它们的变形过程及变形特点,都存在着一些共 同的规律。
板料V型的弯曲过程分步演示及弯曲力分析
• 如图所示,凸、凹模与金属板料在A、B处相接触,凸 模在A点处所施加的外力为2F,凹模在B点处产生的反 力与此外力构成弯曲力矩M=Fll2。
• 随着凸模逐渐进入凹模,支承点B将逐渐向模中心移动, 即力臂逐渐变小,直至为零,同时弯曲件的弯曲圆角
半径逐渐减小,直至所确定的弯曲半径R。
• 在这些工业部门中,冲压件所占的比重都相当的大, 少则60%以上,多则90%以上。大到汽车车身覆盖件, 小到日常用品,餐具、饮料罐等等。
轿车车身覆盖件及内部冲压成形件
压力容器
金属薄板成形性能试验的应用
◆ 金属薄板成形性能评估
按照现• 特点 位于机身两端的油缸安置与滑块相应空腔内直接驱动滑块工
作,故机器结构简单,高度降低。 滑块由扭轴强制实现同步,并能承受一定偏载。 机架采用厚钢板焊接的整体结构,具有足够的刚度和强度。
采用电器-液压控制,可进行单次、连续、点动和中途停止 的动作,易实现单机自动和用于流水线上。
滑块向下行程的位置有机械挡块任意调节,以满足自由折弯 的需要,滑块向上行程的位置有电气挡块调节以控制其返 回长度。
(2) t=1.5mm低碳钢板, t=3mm纯铝板, 进行指定槽宽(V=8,16,24mm)的弯曲。
1. 认识弯曲过程,分析板料轧制纤维方向和板料成形性能对相对弯曲 半径(R/t)的影响。
2. 了解如何通过调整行程完成指定弯曲角度的弯曲,如何进行定位完 成指定边高的弯曲,分析板厚和弯曲角度对相对弯曲半径的影响。
• 当板料弯曲到一定程度时,板料与凸模有三点相互接触, 这之后凸模便将板料的直边朝与以前相反的方向压向凹模,
形成五点甚至更多点接触。
• 当凸模在最低位置时,板料的角部和直边均受到凸模的压 力,弯曲件的圆角半径和夹角完全与凸模吻合,弯曲过程 结束。
弯曲变形时的弹复
• 和所有的塑性加工一样,弯曲时,在毛坯的变形区里,除产生塑性变 形外,也一定存在有弹性变形。当弯曲工作完成并从模具中取出弯曲 件时,外加的载荷消失,原有的弹性变形也随着完全或部分地消失掉, 其结果表现为在卸载过程中弯曲毛坯形状与尺寸的变化。这个现象为 弹复,也叫回弹。回弹可以通过补偿法(图3(a),(b))、校正 法(图3(c))、三点式折弯(图3(d))等方法进行抑制。
• 成形工序是指坯料在不破裂的条件下,产生塑性变形而 获得一定形状和尺寸的冲压件的工序。常见的成形工序 有弯曲、拉深、胀形、翻边、缩口、旋压等。
冲压的特点
• 冲压时由模具保证冲压件的尺寸与形状精度,且一般不破坏 冲压材料的表面质量,而模具的寿命一般较长,所以冲压件 的质量稳定,互换性好。
• 冲压可加工出尺寸范围较大、形状较复杂的零件,加上冲压 时材料的冷变形硬化效应,冲压件的强度和刚度均较高。
◆ 弯曲(Bending)加工工艺的特点是在工件的外表面 产生拉伸(抗拉伸长),而在工件的内表面产生压缩。 在弯曲过程中(a)全部应力-应变曲线都是横向的;