金属弯曲试验方法
GB 232-88-金属弯曲试验方法

中华人民共和国国家标准UDC669.2/.4:620.174金属弯曲试验方法GB232-88代替GB232-82本标准参照采用国际标准IS07438-1985《金属材料弯曲试验》。
1 主题内容与适用范围本标准规定了金属材料弯曲试验方法的适用范围、试验原理、试样、试验设备、试验程序及试验结果评定。
本标准适用于检验金属材料承受弯曲角度的弯曲变形性能。
2 引用标准GB2975 钢材力学及工艺性能试验取样规定。
3 试验原理将一定形状和尺寸的试样放置于弯曲装置上,以规定直径的弯心将试样弯曲到所要求的角度后,卸除试验力检查试样承受变形性能。
4 符号和名称5 试验设备5.1弯曲试验可在压力机或万能试验机上进行。
试验机应具备下列装置。
5.1.1应有足够硬度的支承辊,其长度应大于试样的宽度或直径。
支辊间的距离可以调节。
5.1.2 具有不同直径的弯心,弯心直径由有关标准规定,其宽度应大于试样的宽度或直径。
弯心应有足够的硬度。
5.2 厚度不大于4mm的试样,可在虎钳上进行弯曲试验,弯心直径按有关标准规定。
6 试样6.1 试验时用圆形、方形、长方形或多边形横截面的试样。
弯曲表面不得有划痕。
方形和长方形试样的棱边应锉圆,其半径不应大于2mm。
6.2 试样加工时,应去除剪切或火焰切割等形成的影响区域。
6.3 圆形或多边形横截面的材料作弯曲试验时,如果圆形横截面直径或多边形横截面的内切圆直径不大于35mm,试样与材料的横截面相同。
若试验机能量允许时,直径不大于50mm的材料亦可用全截面的试样进行试验。
当材料的直径大于35mm,则加工成直径为25mm的试样,或如图3加工成试样。
并保留一侧原表面。
弯曲试验时,原表面应位于弯曲的外侧。
6.4 当有关标准未作具体规定时,板材厚度不大于3mm,试样宽度为20±5mm。
6.5 板(带)材、型材和方形横截面材料的厚度不大于25mm时,试样厚度与材料厚度相同,试样宽度为试样厚度的2倍,但不得小于10mm;当材料厚度大于25mm时,试样厚度应加工成25mm,并保留一个原表面,其宽度应加工成30mm。
金属材料 弯曲试验方法
金属材料弯曲试验方法
金属材料的弯曲试验方法分为静弯试验和动弯试验。
静弯试验是将金属材料制作成一定尺寸和形状的试样,在测试机上施加静态加载作用力,使其在跨度中弯曲,测量与控制加载力和试样变形,从而得到金属材料的抗弯强度、弯曲模量等力学性能指标。
动弯试验则是在金属材料试样上施加动态加载,如冲击加载或疲劳加载,使材料在动态载荷作用下发生弯曲,通过测量与控制加载力、位移、时间等参数反映材料的弯曲行为和耐久性能,如材料的动态弯曲寿命、断裂韧性等。
常用的金属材料弯曲试验方法有以下几种:
1. 三点弯曲试验:将试样放在两个支座上,施加力在试样中间点进行弯曲,常用于测量材料的弯曲强度和弯曲模量。
2. 四点弯曲试验:将试样放在四个支座上,施加力在试样两个中间点进行弯曲,可以获得更准确的材料弯曲性能指标。
3. 悬臂梁弯曲试验:将试样一端固定在支座上,施加力在另一端进行弯曲,适用于测量材料的断裂韧性和弯曲寿命。
以上是常见的金属材料弯曲试验方法,根据具体需要选择合适的试验方法进行金属材料的力学性能分析和评估。
金属弯曲试验方法
金属弯曲试验方法金属弯曲试验是一种常用的金属材料力学性能测试方法,主要用于评估材料的弯曲性能。
在弯曲试验中,对金属试样施加一定的外力,在试验过程中记录外力与试样的变形情况,进而得到弯曲试验的结果。
金属弯曲试验通常有三种常见的方法:三点弯曲试验、四点弯曲试验和拉伸弯曲试验。
下面将逐一介绍这三种方法。
首先是三点弯曲试验。
这是最常用的弯曲试验方法之一。
试验中将金属试样放在两个支撑点之间,然后在试样的中央位置施加一个垂直负载。
在测试过程中,通过测量试样的变形和逐渐增大的载荷,可以获得试样的应力-应变曲线和屈服强度等力学性能参数。
接下来是四点弯曲试验。
四点弯曲试验相比于三点弯曲试验增加了一个额外的支撑点,从而能够更准确地评估金属材料的弯曲性能。
试验中,金属试样同样被放置在两个支撑点之间,但在中央位置施加两个对称的负载。
这种试验方法可以减小试样在支撑点处的剪切力,更好地模拟真实应力状态。
最后是拉伸弯曲试验。
这种试验方法要求试样同时承受拉伸和弯曲载荷。
试验中,金属试样被夹在两个拉伸夹具之间并施加拉力,同时在试样两端施加弯曲载荷。
这种试验方法能够同时测试材料的拉伸性能和弯曲性能,特别适用于某些工程应用中需要同时考虑这两种载荷的材料。
无论是哪种方法,进行金属弯曲试验需要考虑一些关键因素。
首先是试样的准备。
试样的尺寸和形状对试验结果具有重要影响,需要根据具体要求进行选择。
其次是加载方式。
试样通常是静态加载,但在某些情况下也可以进行动态加载。
然后是试验过程中的数据采集。
通过合适的传感器和测量设备,及时记录载荷和试样变形等数据,以获得准确的试验结果和力学性能参数。
在执行金属弯曲试验时,还需注意一些实验操作细节。
例如避免试样与夹具之间的摩擦影响试验结果,做好试样和载荷的对齐工作,确保试样受力均匀等。
此外,还应根据试验需求选择合适的试验速度,保证试验结果的可重复性。
金属弯曲试验是一种常用的金属材料力学性能测试方法,能够准确评估材料的弯曲性能。
金属管弯曲试验方法及程序

金属管弯曲试验方法及程序Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】金属管弯曲试验方法及程序编制:审核:批准:生效日期: 2016-10-8受控标识处:分发号:发布日期:2016年9月30日实施日期:2016年10月8日制/修订记录目的和范围本文件规定了测定圆形横截面的金属管弯曲塑性变形能力的试验方法。
本文件适用于外径≤65mm的钢管。
外径≤60mm的直缝电焊钢管,可用弯曲试验代替压扁试验。
金属管横向条状试样的弯曲试样方法应根据GB/T 232来进行,以增加试样的原始弯曲率。
符号,名称和单位本文件使用的符号,名称和单位在表1和图1中规定。
规范性应用文件下列文件对于本文件的作用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2975 钢及钢产品力学性能试验取样位置和试样制备GB/T 244 金属管弯曲试验方法GB/T 232 金属材料弯曲试验方法GB/T 13793 直缝电焊钢管原理将一根全截面的金属直管绕着一个规定半径和带槽的弯心弯曲,直至弯曲角度达到相关产品标准所规定的值。
试验设备弯曲试样设备应在弯管试验机上进行,试验时试验机应能防止管的横截面产生椭圆变形。
弯管试验机的弯心应具有与管外轮廓相适应的沟槽。
弯心半径由相关产品标准规定。
注:弯心半径的偏差,沟槽的深度和椭圆度均对实验结果有影响。
直缝电焊钢管弯曲半径为钢管外径的6倍,弯曲角度为90o,试验后焊缝处不得出现裂纹和裂口。
试样试样应是金属直管的一部分,并能在弯管试验机上进行试验。
试验程序试验一般应在10℃∽35℃的室温范围内进行。
对要求在控制条件下进行的试验,试验温度应为23℃±5℃。
通过弯管试验机将不带填充物的管试样弯曲,试验时应确保试样弯曲变形段与金属管弯心紧密接触,直至达到规定的弯曲角度。
GB232金属弯曲试验方法

金属弯曲试验方法 GB232–88 本标准参照采用国际标准lS O 7438–1985《金属材料–弯曲试验》。
1 主题内容与适用范围本标准规定了金属材料弯曲试验方法的适用范围、试验原理、试样、试验设备、试验程序及试验结果评定。
本标准适用于检验金属材料承受规定弯曲角度的弯曲变形性能。
2 引用标准GB 2975钢材力学及工艺性能试验取样规定3 试验原理将一定形状和尺寸的试样放置于弯曲装置上,以规定直径的弯心将试样弯曲到所要求的角度后,卸除试验力检查试样承受变形性能。
4 符号和名称弯曲试验中使用的符号和名称如下表和图1、图2所示。
5 试验设备5.1弯曲试验可在压力机或万能试验机上进行。
试验机应具备下列装置。
5.1.1应有足够硬度的支承辊,其长度应大于试样的宽度或直径。
支辊间的距离可以调节。
5.1.2具有不同直径的弯心,弯心直径由有关标准规定,其宽度应大于试样的宽度或直径,弯心应有足够的硬度。
5.2厚度不大于4m m的试样,可在虎钳上进行弯曲试验,弯心直径按有关标准规定。
6 试样6.1试验时用圆形、方形、长方形或多边形横截面的试样。
弯曲外表面不得有划痕。
方形和长方形试样的棱边应锉圆,其半径不应大于2mm。
6.2试样加工时,应去除剪切或火焰切割等形成的影响区域。
6.3圆形或多边形横截面的材料作弯曲试验时,如果圆形横截面直径或多边形横截面的内切圆直径不大于35mm,试样与材料的横截面相同。
若试验机能量允许时,直径不大于50mm的材料亦可用全截面的试样进行试验。
当材料的直径大于35mm,则加工成直径为25mm的试样,或如图3加工成试样。
并保留一侧原表面。
弯曲试验时,原表面应位于弯曲的外侧。
6.4当有关标准未作具体规定时,板材厚度不大于3mm,试样宽度为20±5mm。
钢材冷弯试验方法

6.4裂缝:试样弯曲外表面金属基体上出现明显开裂,其长度大于5mm,宽度大于0.5mm,而小于等于0.5mm时称为裂缝。
6.5裂断:试样弯曲外表面出现沿宽度贯穿的开裂,其深度值超过试样厚度的1/3时,称为裂断。
钢材冷弯试验方法
1.依据标准:《金属材料弯曲试验方法》GB/T232-2010;
2.试验目的及适用范围:
2.1目的:以检验金属规定弯曲程度的弯曲变形性能,并显示其缺陷。
2.2适用范围:公路工程中常用的钢筋线材及棒材塑性及工艺性能的评价。
3.试验环境:进入试验室内先检查室温,一般试样要求室温在10℃-35℃范围内时可以进行试验,对温度要求严格的试样要求室温在23℃±5℃范围内时可以进行试验,如达不到要求,须开启空调暖气设备,使环境温度达到要求后再进行试验
6.6根据上述检验结果,如果相关产品标准未规定具体要求,则一般试样无裂纹、断裂或裂断,则评定为合格
7.试验报告:试验报告应包括内容:
①标准编号;②试样标识;③材料名称牌号;④试样类型;⑤试样的取样方向和位置;⑥所测性能结果。
8.注意事项:
8.1弯曲试验时,应缓慢施加弯曲力。
8.2相关产品标准中规定的弯曲角度认作为最小值,规定的弯曲半径认作为最大值。
4.2.3必要时对样坯及不加工试样允许校直或校平,但在操作中必须保证不因此而显著影响金属的性能。不测伸长率的较细线材可不经校直进行试验;
4.2.4不切削加工的单铸圆形试样表面上的夹砂、夹渣、毛刺、飞边等必须清除;
4.2.5试样在机床上进行切削加工磨削时,不得因受热或冷加工而影响试样的性能,最后一道磨削深度不应过大。
金属管 弯曲试验方法及程序

金属管弯曲试验方法及程序编制:审核:批准:生效日期:2016-10-8受控标识处:分发号:发布日期:2016年9月30日实施日期:2016年10月8日1.1本文件规定了测定圆形横截面的金属管弯曲塑性变形能力的试验方法。
1.2本文件适用于外径≤65mm的钢管。
1.3外径≤60mm的直缝电焊钢管,可用弯曲试验代替压扁试验。
1.4金属管横向条状试样的弯曲试样方法应根据GB/T232来进行,以增加试样的原始弯曲率。
2.0符号,名称和单位本文件使用的符号,名称和单位在表1和图1中规定。
下列文件对于本文件的作用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
3.1GB/T2975钢及钢产品力学性能试验取样位置和试样制备3.2GB/T244金属管弯曲试验方法3.3GB/T232金属材料弯曲试验方法3.4GB/T13793直缝电焊钢管4.0原理将一根全截面的金属直管绕着一个规定半径和带槽的弯心弯曲,直至弯曲角度达到相关产品标准所规定的值。
5.0试验设备5.1弯曲试样设备应在弯管试验机上进行,试验时试验机应能防止管的横截面产生椭圆变形。
5.2弯管试验机的弯心应具有与管外轮廓相适应的沟槽。
弯心半径由相关产品标准规定。
注:弯心半径的偏差,沟槽的深度和椭圆度均对实验结果有影响。
5.3直缝电焊钢管弯曲半径为钢管外径的6倍,弯曲角度为90o,试验后焊缝处不得出现裂纹和裂口。
6.0试样试样应是金属直管的一部分,并能在弯管试验机上进行试验。
7.0试验程序7.1试验一般应在10℃∽35℃的室温范围内进行。
对要求在控制条件下进行的试验,试验温度应为23℃±5℃。
7.2通过弯管试验机将不带填充物的管试样弯曲,试验时应确保试样弯曲变形段与金属管弯心紧密接触,直至达到规定的弯曲角度。
7.3在进行焊接管的弯曲试验时,焊缝位于弯曲方向的外侧,与弯曲平面呈90o||(|即弯曲中性线)的位置。
金属材料 弯曲试验方法-2023最新国标
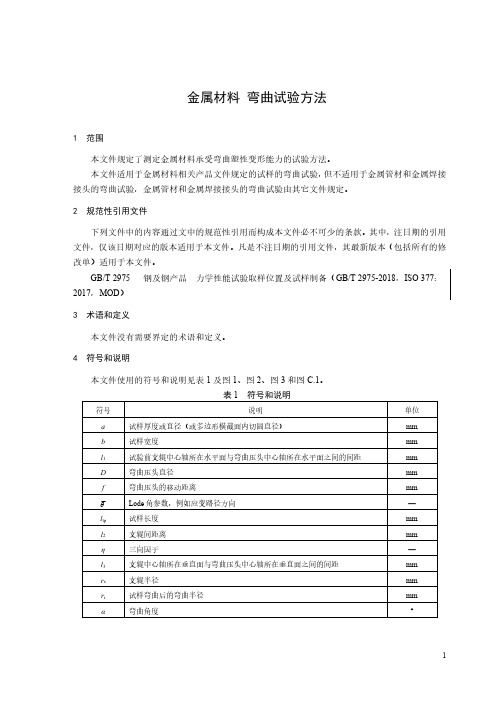
金属材料弯曲试验方法1范围本文件规定了测定金属材料承受弯曲塑性变形能力的试验方法。
本文件适用于金属材料相关产品文件规定的试样的弯曲试验,但不适用于金属管材和金属焊接接头的弯曲试验,金属管材和金属焊接接头的弯曲试验由其它文件规定。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T2975钢及钢产品力学性能试验取样位置及试样制备(GB/T2975-2018,ISO377:2017,MOD)3术语和定义本文件没有需要界定的术语和定义。
4符号和说明本文件使用的符号和说明见表1及图1、图2、图3和图C.1。
表1符号和说明符号说明单位a试样厚度或直径(或多边形横截面内切圆直径)mmb试样宽度mml1试验前支辊中心轴所在水平面与弯曲压头中心轴所在水平面之间的间距mmD弯曲压头直径mmf弯曲压头的移动距离mmLode角参数,例如应变路径方向—l tp试样长度mml2支辊间距离mmη三向因子—l3支辊中心轴所在垂直面与弯曲压头中心轴所在垂直面之间的间距mmr s支辊半径mmr i试样弯曲后的弯曲半径mmα弯曲角度°5原理弯曲试验是以圆形、方形、矩形或多边形横截面试样在弯曲装置上经受弯曲塑性变形,不改变加力方向,直至达到规定的弯曲角度。
弯曲试验时,试样两臂的轴线保持在垂直于弯曲轴的平面内。
如在弯曲180°角的弯曲试验中,按照相关产品文件的要求,可以将试样弯曲至两臂直接接触或相互平行且相距规定距离,可使用垫块控制规定距离。
图1配有两个支辊和一个弯曲压头的支辊式弯曲装置图2配有一个V 型模具和一个弯曲压头的弯曲装置D/2D20t po D 20o D2☆标引序号说明:1——虎钳;2——弯曲压头。
图3虎钳式弯曲装置6试验设备6.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两个支辊和一个弯曲压头的支辊式弯曲装置,见图1;b)配有一个V 型模具和一个弯曲压头的V 型模具式弯曲装置,见图2;c)虎钳式弯曲装置,见图3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属弯曲试验方法
GB232-88
代替GB232-82
本标准参照采用国际标准IS07438-1985《金属材料弯曲试验》。
1 主题内容与适用范围
本标准规定了金属材料弯曲试验方法的适用范围、试验原理、试样、试验设备、试验程序及试验结果评定。
本标准适用于检验金属材料承受弯曲角度的弯曲变形性能。
2 引用标准
GB2975 钢材力学及工艺性能试验取样规定。
3 试验原理
将一定形状和尺寸的试样放置于弯曲装置上,以规定直径的弯心将试样弯曲到所要求的角度后,卸除试验力检查试样承受变形性能。
4 符号和名称
5 试验设备
5.1弯曲试验可在压力机或万能试验机上进行。
试验机应具备下列装置。
5.1.1应有足够硬度的支承辊,其长度应大于试样的宽度或直径。
支辊间的距离可以调节。
5.1.2 具有不同直径的弯心,弯心直径由有关标准规定,其宽度应大于试样的宽度或直径。
弯心应有足够的硬度。
5.2 厚度不大于4mm的试样,可在虎钳上进行弯曲试验,弯心直径按有关标准规定。
6 试样
6.1 试验时用圆形、方形、长方形或多边形横截面的试样。
弯曲表面不得有划痕。
方形和长方形试样的棱边应锉圆,其半径不应大于2mm。
6.2 试样加工时,应去除剪切或火焰切割等形成的影响区域。
6.3 圆形或多边形横截面的材料作弯曲试验时,如果圆形横截面直径或多边形横截面的内切圆直径不大于
35mm,试样与材料的横截面相同。
若试验机能量允许时,直径不大于50mm的材料亦可用全截面的试样进行试验。
当材料的直径大于35mm,则加工成直径为25mm的试样,或如图3加工成试样。
并保留一侧原表面。
弯曲试验时,原表面应位于弯曲的外侧。
6.4当有关标准未作具体规定时,板材厚度不大于3mm,试样宽度为20±5mm。
6.5板(带)材、型材和方形横截面材料的厚度不大于25mm时,试样厚度与材料厚度相同,试样宽度为试样
厚度的2倍,但不得小于10mm;当材料厚度大于25mm时,试样厚度应加工成25mm,并保留一个原表面,其宽度应加工成30mm。
当试验机能量允许时,厚度大于25mm的材料,可以全厚度的试样进行试验,其宽度为试样厚度的2倍。
仲裁时,按厚度减薄加工的试样进行试验。
弯曲时,原表面位于弯曲的外侧。
6.6 弯曲试样长度根据试样厚度和弯曲试验装置而定,通常按下式确定试样长度:L≈5a+150mm
6.7 凡经加工的试样,其宽度、厚度或直径的尺寸偏差均为土1mm。
6.8 试样的端部应打印或用其他方法标记试样的代号。
6.9 试样的形状和尺寸金日有关标准有特殊规定,则按规定执行。
7 试验程序
7.1 半导向弯曲
7.1.1 试样一端固定,绕弯心直径进行弯曲,如图4所示。
7.1.2 试样弯曲到规定的弯曲角度或出现裂纹、裂缝或裂断为止。
7.2 导向弯曲
7.2.1 试样放置于两个支点上,将一定直径的弯心在试样两个支点中间施加压力,使试样弯曲到规定
的角度(如图2所示)或出现裂纹、裂缝、裂断为止。
7.2.2 试样在两个支点上按一定弯心直径弯曲至两臂平行时,可一次完成试验,亦可先按7.2.1弯曲
至如图2,然后放置在试验机平板之间继续施加压力,压至试样两臂平行。
此时可以加与弯心直径相同尺寸的衬垫进行试验,如图5所示。
7.2.3当试样需要弯曲至两臂接触时,首先将试样弯曲到如图2所示,然后放置在两平板间继续施加压力,直至两臂接触为止,如图6。
7.3 试验时应在平稳压力作用下,缓慢施加试验力。
7.4 弯心直径必须符合有关标准的规定,弯心宽度必须大于试样的宽度或直径。
两支辊间距离为(d+2.5a)士0.缸,并且在试验过程中不允许有变化。
7.5 试验应在10~35℃以下进行。
在控制条件下,试验在23士5℃下进行。
8 结果评定
8.1 弯曲后,按有关标准规定检查试样弯曲外表面,进行结果评定。
8.2 有关标准未作具体规定时,检查试样弯曲外表面,按附录A(补充件)评定,若无裂纹、裂缝或裂断,则评定试样合格。
9试验报告
试验报告应包括下列内容:
a.本标准号;
b.试样标记(如材料规格、材质、试样代号等);
c.试样形状及尺寸;
d.试验方法(如导向弯曲、弯心直径、弯曲角度);
e.试验结果。
附录A
金属弯曲试验结果评定方法
(补充件)
A1 完好:试样弯曲处的外表面金属基体上无肉眼可见因弯曲变形产生的缺陷时称为完好。
A2 微裂纹:试样弯曲外表面金属基体上出现的细小裂纹,其长度不大于2mm,宽度不大于0.2mm时称为微裂纹。
A3 裂纹:试样弯曲外表面金.属基体上出现开裂,其长度大于2mm,而小于等于5mm,宽度大于0.2mm,而小于等于0.5mm时称为裂纹。
A4 裂缝:试样弯曲外表面金属基体上出现明显开裂,其长度大于5mm,宽度大于。
-5mm时称为裂缝。
A5 裂断:试样弯曲外表面出现沿宽度贯穿的开裂,其深度超过试样厚度的三分之一时称为裂断。
注:在微裂纹、裂纹、裂缝中规定的长度和宽度,只要有一项达到某规定范围,即应按该级评定。
附加说明:
本标准由冶金工业部情报标准研究总所提出。
本标准由鞍山钢铁公司和冶金部情报标准研究总所负责起草。
本标准主要起草人邱长泰、白乃玲。
本标准水平等级标记GB232-88 I。