甲醇合成装置工艺说明
甲醇合成原理方法与工艺
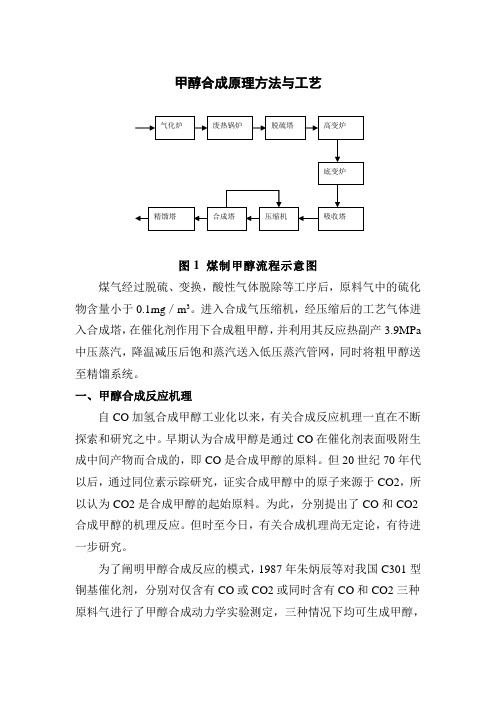
甲醇合成原理方法与工艺图1 煤制甲醇流程示意图煤气经过脱硫、变换,酸性气体脱除等工序后,原料气中的硫化物含量小于0.1mg/m3。
进入合成气压缩机,经压缩后的工艺气体进入合成塔,在催化剂作用下合成粗甲醇,并利用其反应热副产3.9MPa 中压蒸汽,降温减压后饱和蒸汽送入低压蒸汽管网,同时将粗甲醇送至精馏系统。
一、甲醇合成反应机理自CO加氢合成甲醇工业化以来,有关合成反应机理一直在不断探索和研究之中。
早期认为合成甲醇是通过CO在催化剂表面吸附生成中间产物而合成的,即CO是合成甲醇的原料。
但20世纪70年代以后,通过同位素示踪研究,证实合成甲醇中的原子来源于CO2,所以认为CO2是合成甲醇的起始原料。
为此,分别提出了CO和CO2合成甲醇的机理反应。
但时至今日,有关合成机理尚无定论,有待进一步研究。
为了阐明甲醇合成反应的模式,1987年朱炳辰等对我国C301型铜基催化剂,分别对仅含有CO或CO2或同时含有CO和CO2三种原料气进行了甲醇合成动力学实验测定,三种情况下均可生成甲醇,试验说明:在一定条件下,CO和CO2均可在铜基催化剂表面加氢生成甲醇。
因此基于化学吸附的CO连续加氢而生成甲醇的反应机理被人们普遍接受。
对甲醇合成而言,无论是锌铬催化剂还是铜基催化剂,其多相(非匀相)催化过程均按下列过程进行:①扩散——气体自气相扩散到气体一催化剂界面;②吸附——各种气体组分在催化剂活性表面上进行化学吸附;③表面吸附——化学吸附的气体,按照不同的动力学假说进行反应形成产物;④解析——反应产物的脱附;⑤扩散——反应产物自气体一催化剂界面扩散到气相中去。
甲醇合成反应的速率,是上述五个过程中的每一个过程进行速率的总和,但全过程的速率取决于最慢步骤的完成速率。
研究证实,过程①与⑤进行得非常迅速,过程②与④的进行速率较快,而过程③分子在催化剂活性界面的反应速率最慢,因此,整个反应过程的速率取决于表面反应的进行速率。
提高压力、升高温度均可使甲醇合成反应速率加快,但从热力学角度分析,由于CO、C02和H2合成甲醇的反应是强放热的体积缩小反应,提高压力、降低温度有利于化学平衡向生成甲醇的方向移动,同时也有利于抑制副反应的进行。
甲醇(鲁奇)装置操作规程2019.06.06

甲醇(鲁奇)装置操作规程2019.06.06鲁奇甲醇合成甲醇装置操作规程编制:审核:批准:前⾔根据⼤甲醇分⼚⽣产准备⼯作的需要,为了使操作⼈员熟练掌握甲醇装置装置开⼯要领和⽇后正常操作的规范化编写本操作规程。
本操作规程是根据鲁奇公司提供的技术资料,结合国内诸多以煤为原料制甲醇⼯艺技术,从我⼚⼯艺设计实际出发⽽编写的规范操作的技术⽂件。
内容涉及到本装置⼯艺设计数据和指标、本装置开、停操作法、岗位维护操作、⽣产过程中事故和异常情况处理;以供操作⼈员学习。
引⽤⽂件:1、鲁奇公司提供《设备操作⼿册》译制;2、鲁奇公司提供的⼯艺包;3、设计院提供PSA⼯艺说明书、PID图;4、鲁奇提供PID图;5、西门⼦提供合成压缩机PID图、操作说明;6、沈⿎提供燃料⽓压缩机PID图、操作说明。
本⼿册属于技术标准体系中的⼯艺技术⽂件,编号Q/JS-04-JC-021-2010。
本⼿册由甲醇分⼚起草。
——起草⼈:——校稿⼈:——审核⼈:——审查⼈:——本⼯艺技术操作规程⾃2011年06⽉1⽇开始实施,有效期为⼀年。
⽬录第⼀章压缩、合成岗位操作规程 (6)1.1岗位任务和职责 (6)1.1.1岗位任务 (6)1.1.2岗位职责 (6)1.2岗位管辖范围 (7)1.3正常⼯艺指标 (7)1.4⼯艺流程 (10)1.5开车操作 (11)1.6停车操作 (43)1.7不正常现象及事故处理 (49) 1.8压缩机操作维护管理规定 (59)第⼆章精馏岗位操作规程 (62)2.1岗位任务和职责 (62)2.2岗位管辖范围 (63)2.3正常⼯艺指标 (63)2.4⼯艺流程 (65)2.5开车操作 (66)2.6精馏装置停车操作 (77)2.6.1正常停车 (77)2.6.2紧急停车操作 (78)2.7不正常现象及事故处理 (79)第三章罐区岗位操作规程 (85)3.1岗位任务和职责 (85)3.3正常⼯艺指标 (86)3.4⼯艺流程 (86)3.5开车操作 (87)3.6装置停车操作 (90)3.7不正常现象及事故处理 (90)第四章PSA岗位操作规程 (93)4.1岗位任务和职责 (93)4.2岗位管辖范围 (93)4.3正常⼯艺指标 (94)4.4⼯艺流程 (95)4.5开车操作 (97)4.5.1正常开车 (97)4.5.2正常⽣产维护 (101)4.6PSA装置停车操作 (103)4.6.1正常停车 (103)4.6.2紧急停车操作 (104)4.7不正常现象及事故处理 (104)第五章燃料⽓系统操作规程 (108)5.1岗位任务和职责 (108)5.2岗位管辖范围 (109)5.3正常⼯艺指标 (109)5.4⼯艺流程 (111)5.5开车操作 (112)5.6燃料⽓系统停车操作 (121)5.6.1.1计划长期性停车 (121)5.6.1.2短期临时性停车 (121)5.6.1.3紧急停车 (122)5.6.1.4触发联锁停车 (122)5.7不正常现象及事故处理 (122)第六章其他 (129)6.1与本装置密切相关的重⼤注意事项 (129)6.2设计变更项⽬ (134)6.3合成⽓压缩机特殊设备切换操作 (134)6.4环保的要求 (135)第⼀章压缩、合成岗位操作规程1.1岗位任务和职责1.1.1岗位任务将净化⼯序送来含有CO、CO2、H2的原料⽓经过压缩提压后送⼊甲醇合成反应器,在适宜温度、压⼒、空速和有催化剂存在的条件下⽣成粗甲醇;在将粗甲醇送⼊精馏单元进⾏产品精制的同时,将合成粗甲醇过程中产⽣的驰放⽓送⼊PSA氢回收单元进⾏氢⽓回收。
甲醇合成装置工艺介绍及工艺指标优化调整

甲醇合成装置工艺介绍及工艺指标优化调整发布时间:2022-01-19T03:08:05.724Z 来源:《新型城镇化》2021年24期作者:张昊毛彦彬冯金喜任小永[导读] 甲醇是重要化工原料,在化工生产中被广泛应用,可用于生产制造烯烃、甲醛、苯二甲酸二甲酯、甲胺等,涉及医药、塑料、涂料、染料、农药等众多领域。
宝丰能源集团股份有限公司宁夏银川 750411摘要:甲醇是重要化工原料,在化工生产中被广泛应用,可用于生产制造烯烃、甲醛、苯二甲酸二甲酯、甲胺等,涉及医药、塑料、涂料、染料、农药等众多领域。
目前甲醇合成工艺流程大体是:原料气制备、气体净化、原料气压缩、甲醇合成。
对操作控制进行优化,可以提升生产效率、降低运行成本。
本文将针对甲醇合成工艺进行介绍以及工艺参数优化调整问题展开研究和分析。
关键词:甲醇合成;工艺调整;参数优化;一、甲醇合成装置工艺简述近些年来,随着我国化工生产水平的提高,化工生产中对甲醇需求量越来越大。
为提高甲醇生产水平,解决甲醇供求问题,研究甲醇合成工艺具有重要意义。
我国煤炭资源丰富,所以甲醇原料多采用天然气和煤,生产工艺分为:单产甲醇和联产甲醇两种。
甲醇合成工艺流程长,工艺复杂,具体生产中不同净化方式,不同原材料,工艺流程存在一定差异,所使用的设备与催化剂也会不同。
以天然气为原料的工艺技术有:气流床气化炉技术、固定床气化技术、流化床气化技术等。
而以煤为原料的工艺技术有:高压技术、催化技术、粉煤纯气化工艺、水电解制氢联合成气工艺等,工艺流程包括:原料气制造、原料气净化、甲醇合成、粗甲醇精馏等工序[1]。
二、甲醇合成装置工艺介绍甲醇合成装置如操作控制不当,会造成催化剂活下下降,导致精馏不达标,影响产品合格率,增加生产成本,甚至带来一系列安全问题。
因此,有必要进行甲醇合成操作控制优化。
具体优化过程中,应从设备优化、工艺参数优化等多个方面入手,因设备优化需新增投资,且需停车工艺交出改造,故优先考虑工艺参数优化调整。
甲醇合成原理方法与工艺

甲醇合成原理方法与工艺图1煤制甲醇流程示意图煤气经过脱硫、变换,酸性气体脱除等工序后,原料气中的硫化物含量小于0.1mg/m3。
进入合成气压缩机,经压缩后的工艺气体进入合成塔,在催化剂作用下合成粗甲醇,并利用其反应热副产3.9MPa中压蒸汽,降温减压后饱和蒸汽送入低压蒸汽管网,同时将粗甲醇送至精馏系统。
一、甲醇合成反应机理自CO加氢合成甲醇工业化以来,有关合成反应机理一直在不断探索和研究之中。
早期认为合成甲醇是通过CO在催化剂表面吸附生成中间产物而合成的,即CO是合成甲醇的原料。
但20世纪70年代以后,通过同位素示踪研究,证实合成甲醇中的原子来源于CO2,所以认为CO2是合成甲醇的起始原料。
为此,分别提出了CO和CO2合成甲醇的机理反应。
但时至今日,有关合成机理尚无定论,有待进一步研究。
为了阐明甲醇合成反应的模式,1987年朱炳辰等对我国C301型铜基催化剂,分别对仅含有CO或CO2或同时含有CO和CO2三种原料气进行了甲醇合成动力学实验测定,三种情况下均可生成甲醇,试验说明:在一定条件下,CO和CO2均可在铜基催化剂表面加氢生成甲醇。
因此基于化学吸附的CO连续加氢而生成甲醇的反应机理被人们普遍接受。
对甲醇合成而言,无论是锌铬催化剂还是铜基催化剂,其多相(非匀相)催化过程均按下列过程进行:①扩散——气体自气相扩散到气体一催化剂界面;②吸附——各种气体组分在催化剂活性表面上进行化学吸附;③表面吸附——化学吸附的气体,按照不同的动力学假说进行反应形成产物;④解析——反应产物的脱附;⑤扩散——反应产物自气体一催化剂界面扩散到气相中去。
甲醇合成反应的速率,是上述五个过程中的每一个过程进行速率的总和,但全过程的速率取决于最慢步骤的完成速率。
研究证实,过程①与⑤进行得非常迅速,过程②与④的进行速率较快,而过程③分子在催化剂活性界面的反应速率最慢,因此,整个反应过程的速率取决于表面反应的进行速率。
提高压力、升高温度均可使甲醇合成反应速率加快,但从热力学角度分析,由于CO、C02和H2合成甲醇的反应是强放热的体积缩小反应,提高压力、降低温度有利于化学平衡向生成甲醇的方向移动,同时也有利于抑制副反应的进行。
甲醇合成装置工艺流程及关键控制点分析简介

甲醇合成装置工艺流程及关键控制点分析简介一、装置简介:甲醇合成装置是以煤基合成气为原料,生产满足要求的MTO级甲醇产品和氢气产品。
(1)装置能力:a)MTO级甲醇日产量:5500t,小时产量:229.167t(以100%CH3OH 计)。
b)日输出氢气量:15456 Nm3,小时输出量644Nm3,(以99.5% H2计)。
(2)年操作小时:8000小时。
(3)专利技术来源:装置引进英国DPT(Davy Process Technology)公司的工艺包和JMC(Johnson Matthey Catalyst)催化剂。
(4)装置主要由以下几个工艺单元组成:压缩工序、合成工序、精馏工序、氢回收工序、蒸汽冷凝液回收工序、甲醇裂解制氢二、工艺流程简述2.1压缩工序压缩工序合成气压缩机和循环气压缩机。
来自界区(低温甲醇洗)的煤基合成气~30℃、~5.2MPaG,与膜分离来的富氢气混合后,依次进入合成气分离器、合成气压缩机,并在合成气压缩机中增压到~7.8MPaG。
增压后的合成气进入合成气净化预热器,用蒸汽加热并喷入锅炉给水以水解其中的COS,然后进入合成气净化槽,脱除残留的对合成催化剂有毒害的微量组份。
合成气净化槽中装填有净化催化剂。
2.2 合成工序甲醇合成回路由两个串联在一起的蒸汽上升式反应塔组成。
这种串联方式比传统流程在催化剂与设备投资上要更为经济。
甲醇合成塔为径向流反应器,气体通过装填在壳侧的催化剂,发生甲醇合成反应。
反应器内温度由管内上升的蒸汽控制。
副产蒸汽过热后送出界区。
来自合成气压缩机的净化后的合成气分为两股,其中大部分合成气和循环气混合,经过合成回路1号中间换热器加热后,进入1号甲醇合成塔进行甲醇合成反应。
甲醇合成反应在~280℃、~7.46MPaG下,在催化剂的作用下进行,该反应为放热反应。
主要的两个反应如下:CO + 2H2→ CH3OH + QCO2 + 3H2 → CH3OH + H2O + Q反应热副产~2.1MPaG的中压饱和蒸汽,经1号甲醇合成汽包分离后,进入装置内蒸汽总管。
甲醇工艺介绍
炬,气相的大部分作为循环气被送往压缩机 C601,被压缩的循环气与补加的混 合气混合后经 E601 进入反应器 R601。
合成甲醇流程控制的重点是反应器的温度、系统压力以及合成原料气在反应 器入口处各组分的含量。反应器的温度主要是通过汽包来调节,如果反应器的温 度较高并且升温速度较快,这时应将汽包蒸汽出口开大,增加蒸汽采出量,同时 降低汽包压力,使反应器温度降低或温升速度变小;如果反应器的温度较低并且 升温速度较慢,这时应将汽包蒸汽出口关小,减少蒸汽采出量,慢慢升高汽包压 力,使反应器温度升高或温降速度变小;如果反应器温度仍然偏低或温降速度较 大,可通过开启开工喷射器 X601 来调节。系统压力主要靠混和气入口量 FIC6001、 H2 入口量 FIC6002、放空量 PIC6004 以及甲醇在分离罐中的冷凝量来控制;在原 料气进入反应塔前有一安全阀,当系统压力高于 5.7MPa 时,安全阀会自动打开, 当系统压力降回 5.7MPa 以下时,安全阀自动关闭,从而保证系统压力不至过高。 合成原料气在反应器入口处各组分的含量是通过混和气入口量 FIC6001、H2 入口 量 FIC6002 以及循环量来控制的,冷态开车时,由于循环气的组成没有达到稳态 时的循环气组成,需要慢慢调节才能达到稳态时的循环气的组成。调节组成的方 法是:1.如果增加循环气中 H2 的含量,应开大 FIC6002、增大循环量并减小 FIC6001,经过一段时间后,循环气中 H2 含量会明显增大;2.如果减小循环气中 H2 的含量,应关小 FIC6002、减小循环量并增大 FIC6001,经过一段时间后,循 环气中 H2含量会明显减小;3.如果增加反应塔入口气中 H2的含量,应关小 FIC6002 并增加循环量,经过一段时间后,入口气中 H2 含量会明显增大;4.如果降低反 应塔入口气中 H2 的含量,应开大 FIC6002 并减小循环量,经过一段时间后,入 口气中 H2 含量会明显增大。循环量主要是通过透平来调节。由于循环气组分多, 所以调节起来难度较大,不可能一蹴而就,需要一个缓慢的调节过程。调平衡的 方法是:通过调节循环气量和混和气入口量使反应入口气中 H2/CO(体积比)在 7-8 之间,同时通过调节 FIC6002,使循环气中 H2 的含量尽量保持在 79%左右, 同时逐渐增加入口气的量直至正常(FIC6001 的正常量为 14877NM3/H,FIC6002 的正常量为 13804NM3/H),达到正常后,新鲜气中 H2 与 CO 之比(FFI6002)在 2.05~2.15 之间。
20万吨甲醇装置工艺简介

5
改进与提高
2011年以来,由于天然气供应不足停车两个月(2010年12月3日-2011
年2月9日),利用此次机会更换了新的进口触媒,不断的对甲醇工艺进 行思考探索,装置整体消耗出现了大幅度的降低,尤其是2011年7月消耗
创历史最低:1022NM3/T(车间计量987NM3/T )。节能减排相当有效每
15
工艺流程图——说明
来自西部公司的天然气经过减压后压力1.4MP进入配
气站,流量为19122 Nm3/h的原料天然气进入天然气 压缩机K01101进行压缩,压缩后的天然气温度103℃
、压力2.85MPa送往天然气转化工序。
在天然气压缩前分离掉天然气中的轻质油等杂质(基
本没有液体)。
甲醇原料天然气压缩机K01101是由电机驱动的两级
压缩
天然气 转化 CO2 烟 道 气
K 01301
3.9MPa 工艺蒸汽
循环气 CO2 压缩
CO2
回收
19
19
工艺流程图——说明
合成气压缩机K01301的作用有两个,一是将来自转化工序的
转化气和氢回收工序的氢气加压后送到合成工序生产甲醇;二
是为合成塔气体循环提供动力。
经过合成气压缩机前5级压缩后,进入6级循环段压缩的气体
工艺上的转化工序采用一段炉蒸汽转化、压缩工序选用德国阿特拉
斯制造的多轴离心式压缩机、透平是德国西门子公司生产、CO2回 收是南化院的MEA溶液回收工艺包、精馏工序选取天津大学的三塔 工艺流程、氢回收采用普里森膜渗透技术、甲醇合成反应器选的是 具有自主知识产权的杭州林达公司制造的低压均温型合成塔。
4
4
合成反应过程中CO\CO2的单程转化率只有25~40%
甲醇工艺流程介绍
,在合成塔中发生CO+2H2=CH3OH与 CO2+3H2=CH3OH+H2O反应,经冷却分离得到粗甲 醇。
粗甲醇中含有水及其他有机杂质,需经过精馏分离得
前言
本工艺为利用焦炉生产的剩余焦炉气生产公称能力为20万吨/年 的甲醇装置。其内容包括:空分、脱硫、转化、压缩、甲醇合成、 甲醇精馏、甲醇罐区及相应的公用工程。
本工艺采用NHD脱硫技术和干法脱硫脱除焦炉气中的无机硫和 大部分有机硫组份,将总硫脱至0.1ppm以下,转化则采用催化部分 氧化法,在转化催化剂的作用下制得合格转化气,转化气经加压后 进入甲醇合成。甲醇合成采用先进的低压甲醇合成技术,合成塔采 用绝热等温甲醇合成反应器,选用两台合成塔。甲醇精馏采用节能 型三塔精馏流程,
本工艺任务为:将焦炉气(CO:6.20,CO2:2.20,H2: 58.48,CH4:26.49,N2:4.00,Ar+O2:0.60,H2S: 250mg/m3(标),COS:250mg/m3(标),CmHn:2.00)通过气 体脱硫除去无机硫和有机硫,使其能够作为转化的原料气, 在转化炉内脱硫气与空分来99.99%氧气燃烧2H2+O2=2H2O 放出热供给CH4 + H2O =CO + 3H2甲烷蒸汽转化反应得到组成
去
焦
去硫回收
炉
气
闪蒸槽 换热器 富液分离槽
脱
再
硫
生
塔
塔
水冷器
换热器
煮 沸
器
贫液泵II
贫液泵I
溶液流程
从脱硫塔底部出来的NHD富液(2.6MPa,29.4℃)经过出 口的调节阀减压至0.8MPa(G),进入闪蒸槽,闪蒸出溶解的 CO、H2、CH4、CO2。闪蒸气送往压缩工段,经原料气压缩 机加压后与原料气混合送至脱硫塔入口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
甲醇合成装置工艺说明目录1 概述2 技术概况3 工艺技术方案选择4 工艺流程简述5 物料平衡6 消耗7 主要操作条件8 主要设备选型9 技术和设备来源10 节能11 三废排放12 装置占地13 定员1 概述甲醇合成装置将来自低温甲醇洗的净化气转化为粗甲醇。
拟采用德国Lurgi低压甲醇合成技术。
粗甲醇送往甲醇精馏装置,弛放气去氢回收装置,闪蒸气去燃料气管网。
甲醇合成装置处理能力为507344Nm3/h净化气,甲醇产量为230吨/小时(以100%甲醇计)。
2技术概况甲醇工业化始于20世纪初,1923年德国BASF公司首先建立了一套采用Zn-Cr催化剂、合成压力为30.0MPa、规模为300吨/年的高压法甲醇生产装置。
20世纪60年代,甲醇工业随着选择性好、低温活性高的铜基催化剂开发成功而取得重大进展。
1966年英国ICI 公司研制成功Cu-Zn-Al催化剂后,推出ICI低压甲醇合成工艺,在所属Billingham工厂建立了工业化装置。
1971年德国Lurgi公司成功开发出采用活性更高的Cu-Zn-Al-V催化剂的另一著名低压法工艺-Lurgi工艺。
此后,世界各大公司竞相开发了各具特色的低压法工艺技术。
与高压法工艺相比,低压法工艺在投资和综合技术经济指标方面都具有显著优势。
以天然气为原料的甲醇厂,高压法能耗达64.8GJ/t甲醇,而大型低压法装置为29.5~31.5GJ/t 甲醇。
1970年代后国外新建的大中型甲醇装置全部采用低压法,高压法渐趋淘汰。
高、低压法甲醇生产主要操作条件如下:随着1997年德国Lurgi公司大甲醇(MegaMethanol)概念的提出,甲醇技术逐渐向大型化发展,Lurgi,Davy,Topsoe等公司相继提出大甲醇技术,各种甲醇合成技术,主要体现在甲醇合成反应器的设计上。
2.1 Lurgi甲醇反应器传统的Lurgi甲醇反应器为列管等温反应器,其结构形式与管壳式换热器非常类似,列管内装填催化剂,管间为沸腾水。
原料气预热后进人反应器,反应放出的热量经管壁传给管间的沸腾水,产生蒸汽。
反应器全系统的温度条件用蒸汽压力来控制,从而保证催化剂层呈大致等温的工作状态。
Lurgi列管反应器的反应管均匀分布在沸水一蒸汽系统中,容易实现反应热的快速移除,并使反应器温度实现较均匀的分布。
可通过蒸汽压力的调节,简便地控制床层温度,使催化剂寿命延长。
其缺点是:床层压降较大,达0.3MPa左右。
由于列管长度受到限制,放大生产一般通过增加管数的方法实现,使反应器的直径增大,给设计和制造带来很大困难,列管式反应器对材料的要求较高,如换热管要求用双相钢,设备费用大。
为了适应大规模生产的需要,Lurgi在列管式反应器的基础上开发了列管式和冷管式反应器串联的组合型合成装置。
在冷管式反应器中,壳层装填催化剂并发生甲醇合成反应,反应热由管内的冷新鲜原料气移除,同时实现对新鲜原料气的预热。
冷管式反应器的优点是催化剂装填量大;缺点是结构较复杂,对材料的要求也较高,设备费用大。
目前,采用Lurgi公司提供技术的5000t/d大规模甲醇装置已有两套成功实现了商业化运转,另有数套正在建设中。
2.2 Topsoe甲醇反应器目前.Topsoe大型甲醇技术采用的反应器为传统的水冷式列管等温反应器。
与Lurgi的水冷式反应器基本类似。
原料气经预热净化后进入合成塔管内催化剂床层反应,管外用沸腾水移热。
一般通过多个合成塔并联的方式达到大规模生产的要求。
目前,采用Topsoe公司技术的在运甲醇装置最大规模为3030t/d,有一套7500t/d装置已完成了基础工程设计2.3Davy甲醇反应器Davy公司近期开发了一种蒸汽上升式反应器,其主要特点是催化剂装填在壳侧,原料气从中心管进入,并从中心向两侧呈径向流动,管内用锅炉给水产生蒸汽移热。
Davy公司通过计算,比较了催化剂在管内、水在管外与催化剂在管外、水在管内两种方案。
结果表明后者所需的管子表面积仅为前者的6/7,因此选择催化剂床层在壳侧的方式。
同时,这种催化剂装填方式还具有催化剂装填量大,易于装卸等优点。
Davy反应器中,原料气进入反应器通过一垂直分布板后,横向流过催化剂床,既减少阻力降,又增加传热系数。
Davy 反应器对材料的要求相对较低,因换热管内走水,在某些操作条件下换热管甚至可以采用碳钢。
大大降低了设备投资。
Davy反应器一般采用两台并联或串联,可实现年产百万吨甲醇的规模。
目前,采用Davy技术的5000t/d大规模甲醇装置已有一套投入商业运转,另有数套正在建。
2.4 Casale甲醇反应器Casale开发了一种新型IMC甲醇反应器,该反应器将换热板埋入催化剂床层内作为冷却元件,换热板内走锅炉给水,将反应热移出催化剂床层的同时产生饱和蒸汽。
这种设计结构比传统的列管式反应器换热效率更高,其催化剂装填在壳侧,装填量大,无需管板,从而提高了单台反应器的生产能力。
其缺点是结构复杂,制造难度较大,对材料的要求较高,设备投资较大。
目前.采用Casale技术的甲醇装置最大规模为3400t/d.有一套7000t/d的装置正在建设中。
2.5 MGC甲醇反应器MGC (三菱瓦斯)开发了一种超级合成塔(SPC),其主要结构特点是在传统的列管式反应器装填有催化剂的管中又增加了一根内管,原料气由塔底部的空间通过软管进入内管,用反应热预热,预热过的原料气由反应器顶部返回,然后进入催化层,催化剂置于内外两层管之间。
这样催化剂不仅被壳层中的循环水冷却,也被内管中的进料合成气所冷却。
这种特殊的换热系统使得SPC具有较好的反应温度曲线和高的一次转化率,从而提高了单台反应器的生产能力。
其缺点也是结构复杂.制造难度较大,对材料的要求较高,设备投资较大。
目前.采用MGC技术的甲醇装置最大规模为3000t/d.有一套5000t/d的装置正在建设中。
2.6 国内甲醇技术对于百万吨级的甲醇,国内杭州林达化工工程公司、华东理工大学均进行了方案设计,但都没有工业化业绩。
3 工艺技术方案选择目前国内已工业化的拥有自主知识产权的低压等温合成甲醇装置最大规模为60万吨/年。
本项目甲醇规模约为180万吨/年,如果用国内技术,按单系列设计,则存在放大风险;按照多系列设计,则投资大,能耗高,占地多。
鉴于德国Lurgi公司、英国Davy公司都有类似规模甲醇装置运行业绩,为控制项目风险,本项目暂推荐引进国外技术。
3.1工艺流程配置由于受限于设备制造能力和运输条件的影响,180万吨级的甲醇合成往往需要数台反应器串联或者并联来实现。
3.1.1并联工艺流程并联工艺流程是最简单的流程配置。
当一台反应器不能满足生产规模时,可采用两台或数台反应器并联来实现生产规模的增加。
从流程配置上来看,并联工艺流程仅仅是反应器数量上的叠加,对于反应器实际为多系列生产,仅在某些设备(如压缩机、汽包、主要工艺管线上)能实现共用.降低部分投资。
目前,Topsoe公司的大型甲醇技术采用的是并联工艺流程。
3.1.2串联工艺流程Lurgi公司的大型甲醇技术采用的是典型的串联工艺流程,将列管式和冷管式反应器进行串联,原料气先进冷管式反应器,预热后气体从顶部离开。
进入列管式反应器管内装填的催化剂床层反应。
管外用沸腾水移热,出塔气返回进入冷管式反应器壳层催化剂床层继续反应,反应热对流经冷管式反应器管层的原料气进行预热,出冷管式反应器的气体回收热量、降温、分醇后,再循环。
Lurgi公司提出的这种串联工艺流程较好地在甲醇合成反应动力学与反应热力学之间进行了权衡。
从反应热力学角度来看,甲醇合成反应是放热反应。
低温有利于甲醇的生成;从反应动力学角度来看,高温可以加快反应速度,但高温对催化剂有害,并产生酮类等副产物,它们会形成共沸物,使后续的精馏更为困难。
在Lurgi的串联流程中,其列管式水冷反应器有相对较高(260℃)的出口温度,使反应较快地进行:在此发生部分转化后,其余的转化发生在冷管式反应器,在较低温度(220~ 225℃)下操作,有利于甲醇的合成这种流程配置实现了较快的反应速度和较高的转化率,显著提高了反应的单程转化率,降低了循环气量,节省了循环气压缩机的功耗。
3.1.3串/并联工艺流程Davy公司新近开发出了一种特别适合于大型甲醇装置的串/并联工艺流程。
在该流程中。
绝大部分的新鲜合成气与第二粗甲醇分离器顶部出来的循环气混合后进人第一甲醇反应器:反应后的气体经回收热量、降温、进入第一粗甲醇分离器实现分离后,循环气与少部分新鲜合成气混合、压缩后进人第二甲醇反应器:反应后的气体经回收热量、降温、进入第二粗甲醇分离器实现分离后,循环气与新鲜合成气混合,再进入第一甲醇反应器。
从新鲜合成气分配的角度来看,总的新鲜气量按照一定比例在两个反应器间进行分配,可视为并联流程。
从反应器出口气体的流向来看,第一反应器出口气体经过冷却、分离、压缩后进入第二反应器,可视为串联流程。
因此将这种新型的工艺流程称为串/并联工艺流程。
在该流程中,将第一反应器的出口气体进行降温、分醇后再进入第二反应器,这与两个反应器直接串联相比,第二反应器的原料气中甲醇含量很低,促使反应平衡向甲醇合成的方向移动,可显著提高甲醇转化率,降低整个合成回路的循环比。
由于单纯的反应器并联仅仅数量上的叠加,使得这种配置在投资上大大高于后面两种流程配置,不能体现出装置大型化、规模化的优点。
德国Lurgi与英国Davy技术均是为百万吨级的规模而配置,且在国内均已建设有类似规模的煤制甲醇工厂,根据它们技术特点,比较结果见下表:根据以上比较结果,由于Davy技术醇净值低,循环比大,导致循环气压缩机功耗约为Lurgi 技术的两倍,且受限于反应器的型式,Davy技术在热回收上劣于Lurgi技术。
再者,Davy 技术相当于两个合成回路,在设备数量上多于Lurgi技术,导致设备投资高。
本项目根据国内已建设的类似规模的工厂的投资、消耗数据,进行综合比较、计算,在投资上,采用Lurgi技术的工厂比采用Davy技术的工厂约低6000万RMB;在能耗上,前者比后者约低0.2GJ/吨甲醇。
故本项目暂考虑采用德国Lurgi公司的低压甲醇合成技术。
3.2 催化剂选择由于Lurgi技术采用德国Sud-chemie (南方化学)的催化剂;Davy技术采用Johnson Matthey(庄信万丰)的催化剂,均属于捆绑销售,因此本项目采用德国南方化学的甲醇催化剂。
4 工艺流程简述来自酸性气体脱除装置的净化气,和来自氢回收装置的氢气混合后进入压缩机,压缩到8.0MPaG后进入调温空冷器冷却,冷却到65℃与压缩机来的循环气混合后进入调温水冷器冷却。
从甲醇合成工序来的循环气压力为7.2 MPaG、40℃,进入压缩机压缩到8.0 MPaG,与新鲜气汇总后去甲醇合成工序。