制程检验标准
制程通用检验标准
1.概述本标准规定了公司生产制程中质量控制的检验标准,它适用于本公司生产过程中的质量控制。
2.制程检验方式2.1.首件检验,指新产品投产或停产8小时后,再重新生产时每个工位工人生产的前3-5个件的检验。
首检不合格,无相关人员同意,不能投入量产。
2.2.过程巡检,指在生产过程中,巡检人员每隔60分钟一次的生产巡视检验,一般抽查2-8个件。
过程巡检不合格的,责成操作工人立即改正,并且不合格品返回上一道工序。
3.制程检验标准3.1.P CB贴板的检查根据工艺人员提供的贴板图或样片,阻焊纸正确贴到指定的区域内。
不符合要求的须返工。
3.2.插件的检查根据工艺人员提供的PCB装配图或样板,检查插件员工是否把元器件插入PCB板正确的元件位置,是否有插错、漏插元件,元件是否插放整齐,且所有元件必须插到底部。
IC、电容、二极管、三极管插件的检验时,要检查元件的方向正确与否。
不符合要求的须返工3.3.浸焊的检查浸焊时,所有元件必须压到底部方可上助焊剂,浸焊时间不得超过5秒钟,PCB离炉2秒后方可放到洗板水中冷却。
3.4.切脚的检查PCB板元件脚贴着PCB板切割整齐,不符合要求的须返工。
3.5.补焊的检查根据工艺人员提供的PCB装配图或样板,检查元件是否焊到PCB正确元件位置,是否有虚焊、连焊、漏焊、错焊。
洗板后第二次补焊,PCB上不能残留松香污迹,不符合要求的须返工。
3.6.洗板的检查超声波洗涤,根据清洗机的容量,洗板水的液面刚好能浸没PCB板,每次清洗时间为3-5分钟。
3.7.烘干的检查烘箱温度约为60℃(不超过70℃),烘干时间为15-30分钟。
3.8.装配的检查根据工艺人员提供的《作业指导书》,检查操作人员是否按《作业指导书》进行标准操作。
3.9.功能的检验(初调/复调)所有功能检查工位调试后流出的坏机,经相应修理工位修理后,须从功能检查的第一个工位开始重测,相应修理工位须做好坏机修理记录。
3.9.1.电阻(Ω)的检验接入规定的标准电阻,根据相应被测表型号的调试检验卡,输入规定的电阻值,被测表相应电阻值的读数,在误差范围内。
制程检验标准
制定:罗光保审核:批准:1.0目的为确保生产过程能在有效的管制状态下执行,确保产品品质稳定符合客户要求,有效预防和控制不良品的发生,特制订本标准。
2.0定义:自检:操作员在生产操作过程中,对自已操作的加工好的配件或半成品按照《作业指导书》与IPQC的要求进行检查,合格品后转入下工序,不合格品挑拣出来或者自已返工。
主检:是指操作员对上工序流入本工序加工的半成品按照《作业指导书》与IPQC的要求进行检查,合格品继续加工,不合格品退回给上工序返工。
3.0 职责3.1 物料上线时的确认。
3.2 负责首件确认及制程中的巡回检验。
3.3 品质、安全异常时开出异常反馈单,并跟进措施的执行情况。
4.0 内容4.1 产前准备4.1.1 检查检验所需仪器、设备,治、工、夹具的运行情况是否符合检验要求,作好仪器、设备的点检、标识与保养工作,并将结果记录于《仪器日常保养记录表》中。
4.1.2 收集、整理、查核所交报表内容记录的准确性、报表签核完整无遗漏。
4.1.3 提前准备检验所需的《检验规范》、工程样品、ECN、BOM、包装资料、特别出货(样品)说明等检验所必须之工程资料;根据生产历史记录,提前查阅相关异常、客诉、自己的工作日志以能及时掌握检验要点、重点项目及检验技巧。
4.1.4 制造部在生产前, 领取物料后, IPQC员根据工程样品、BOM等工程资料,提前核对生产线所领用物料的规格、型号是否符合产品工程要求;若发现异常,及时反馈给生产线现场管理人员予以改善,同时向上级反馈;并跟踪其改善结果;同时注意特采、限收物料的生产品质情况。
4.2 首件检查4.2.1 生产人员应在更换机种时、更换材料时或停机后恢复使用时实施首件检查(含:每批首件、更换材料、模具修改、机台调整、工程变更等之首件)。
4.2.2 生产线应在转位或换产品的前1小时制作好首件,填写制程首件检验报表连同首件经生产组长确认审核后一起交由品管IPQC进行检验确认。
注塑制程检验标准(注塑部管理)
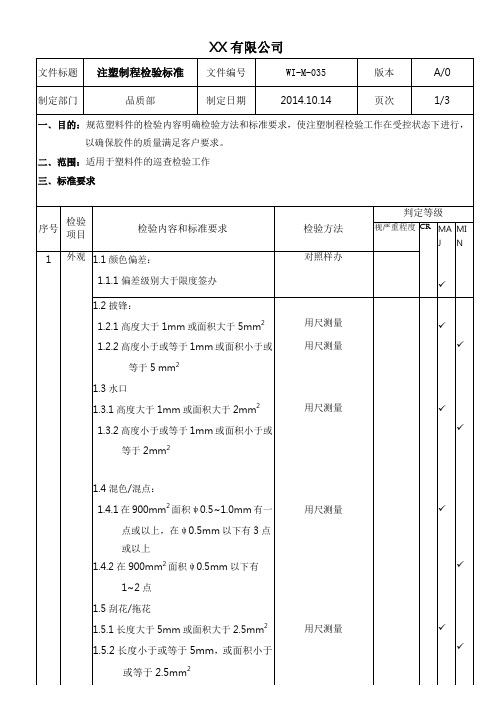
1.4混色/混点:
1.4.1在900mm2面积ψ0.5~1.0mm有一点或以上,在ψ0.5mm以下有3点或以上
1.4.2在900mm2面积ψ0.5mm以下有1~2点
用尺测量
1.5刮花/拖花
1.5.1长度大于5mm或面积大于2.5mm2
1.5.2长度小于或等于5mm,或面积小于或等于2.5mm2
3.1组合位离隙或起级:
3.1.1尺寸大于0.3mm
3.1.2尺寸小于或等于0.3mm
用离隙尺测量
3.2变形
目视
3.3按<<测试规程>>进行跌落﹑扭/拉力﹑测试:
3.3.1试装件断裂,有利边﹑利角﹑小物
体
相关测试仪器
3.3.2试装件断裂,无安全问题
目视
制定
审核
批准
东莞市美升宝通用电器有限公司
文件标题
检验内容和标准要求
检验方法
判定等级
视严重程度
CR
MAJ
MIN
1
外观
1.1颜色偏差:
1.1.1偏差级别大于限度签办
对照样办
1.2披锋:
1.2.1高度大于1mm或面积大于5mm2
1.2.2高度小于或等于1mm或面积小于或等于5 mm2
用尺测量
用尺测量
1.3水口
1.3.1高度大于1mm或面积大于2mm2
1.3.2高度小于或等于1mm或面积小于或等于2mm2
用尺测量
1.6缩水:
1.6.1面积小于或等于1.5mm2
1.6.2面积大于1.5mm2
用尺测量
制定
审核
批准
东莞市美升宝通用电器有限公司
文件标题
注塑制程检验标准文件编号Biblioteka WI-M-035版本
002-制程IPQC通用检验标准

4.3.2品质工程师按要求在《品质异常联络单》上面注明停线,经质控主管确认后,通
知生产停止,同时通知各相关部门工程师、主管及主管生产的副总,按4.3.3执行
4 3.2.1当找出真正的不良原因之后,各部门协商给出临时有效的改善措施
4.3.2.2品质部跟进措施实行后的10PCS。如果改善措施有效则复线;如果改善
生产。
4.2.2若IPQC不能立即判定原因,则立即通知品质工程师或品质主管。
4.2.3品质工程师或品质主管根据不良现象立即通知相关人员,工程与生产等部门相关工
程师在接到通知后,十分钟内必须到达现场,组成异常处理小组对不良问题进行分析。
版本
A/0
页码:共5页,第1页
修改状态
0
浙江朗汇科技有限公司
文件名称
3.2 RoHS: Restriction of the Use of Certain Hazardous Substances inElectrical and Electronic Equipment(电子电气设备中限制使用某些有害物质指令);
3.3 SOP:Standard Operation Process的简称,即标准作业指导书3.4 BOM:物料清单;
标识,并作好记录以便可追溯。对有潜在的安全及功能因素有致命影响的问题,在任何情况下均不应予以例外放行。
版本
A/0
页码:共5页,第2页
修改状态
0
浙江朗汇科技有限公司
文件名称
IPQC制程通用检验标准
文件编号
WI-QA-002
5.作业程序:
5.1首检作业
巡检频率及方法:
装配/包装等IPQC巡检频率为每2小时巡检一次,每次对每个管制点抽样2PCS进行检验;
制程检验标准

3.5在巡检过程中发现严重问题时,要求现场马上停机,并将不良品与良品分开摆放做好标识,由巡检人员开具品质异常单,交由部门主管审批处理。
4.0制程检验项目
序号
巡检
工序
检查项目
检查工具
检验标准
1
机加工
外观
目测
外观有无砸伤碰伤。
装配
外观
目测
无披锋无毛刺
规格尺寸
卡尺
装配无松动,尺寸能否满足作业指导书上的要求
5
铆接
外观
目视
外观无批锋,爆裂等
尺寸
卡尺,拉力机
外径,高度及拉力要求能否满足作业指导书上的要求。
6
焊接
外观
目视
外观无焊渣,及焊接有无到位,
尺寸,性能
卡尺,扭力扳手
检查焊接的高度,及螺纹的扭力强度。
批 准
审 核
编 制
尺寸
卡尺
长度,宽度,外径,能否满足:作业指导书上的要求
2
冲压
外观
目测
外观有无压伤碰伤,缺料,及批锋
尺寸
卡尺
长度,宽度,外径,能否满足:作业指导书上的要求
3
注塑
压力
目测
注塑压力是否正常
时间
目测
注塑时间是否正确
温度
目测
注塑温度是否正常
尺寸、性能
卡尺,拉力机
长度,宽度,外径,能否满足:作业指导书上的要求
4
文件编号
版本版次
A/1
制程检验标准
生效日期
页 码
1/1
1.0 目的
为确保车间在制程任意时间段均在受控状态平稳生产,特制订本规范。
来料、制程、成品抽样检验规范标准
来料/制程/成品抽样检验规1.目的:规来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.容:4.1.来料检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②结构料 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4.2.制程检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2.5②外观不良 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量。
6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定。
4.3.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘: CR:0.4, MAJOR:0.65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
制程检验规范
福建石狮市赛琪体育用品有限公司旅游鞋制程检验规范文件编号: Q/SQZC2010版本:修订第01版受控状态:分发号:持有者:批准:2010年11月28日实施2010年12月01日针车管制站检验规范一、检查内容步骤及标准1、首件检查:每天上班之前于管制站抽3—5件检查;2、首先核对各部位物料规格,配色要与确认样品鞋、色卡、指令单、试作评审记录,工艺说明书,工艺变更通知书一致,鞋面检查顺序一般为:从前到后,从上到下,从外到内;3、车线线路必须依照目注线及记号齿,不可有漏针、跳针、跌落马、浮线、断线、没底线及针孔,车线后需平整、整个鞋面从前到后,中心点需对齐,中心点不超过鞋口正中央2mm(跳针少于两针为次要缺点,任何部位断线均不可。
)原则上面部不可接线.4、针车标准4.1、针车边距一般为含线1.5±0.3mm,针距9-10针/英寸(或3.5±0.5针/cm),双针距为2mm ±0.3mm4.2、车万能线边距一般为2.5±0.5针/cm,(平行组合每30mm6-9针),宽5±0.5mm),车万能线一定要倒针。
(允许为3-4针)绝对不允许跌落马。
5、根据样品鞋检查鞋面倒针(一般为3-4针),重针(确实对准原针孔重4-5针);走边线:边线一般高度为8-10mm针距5-7针/英寸(指距皮料下底端,如果距内里2-3mm即可)。
6、鞋面护眼冲孔不得移位、变形、漏冲或留有残屑、护眼冲孔直径一般为3-3.5mm,冲孔高度差不能超过3mm;7、检查车内鞋领时,弧度要标准,双峰要突起、饱满、均衡、内鞋领距离后大皮边缘一般为9mm ±1mm,翻鞋领不可有包风现象。
(针距10-10.5针/英寸,边距1.8-2.0㎜)8、后跟吊带需车紧,不能裂开松脱;9、检查接鞋舌所车之形状要在正中央,偏移不可超过1mm,接鞋舌之车线需对口(即倒针3-4针);(接鞋舌须从中间起收针)10、鞋舌上的拌带,车缝时两边须各跨半针车在鞋舌上,以便牢固,不易脱掉(拌带,一般规格为长10-12mm,宽8-10mm);11、检查SIZE标,应无涂改或印刷错误;12、内里各贴合部位必须依照记号点,贴合后不能起皱,贴合多余部分应修剪整齐;13、港宝边缘距离后大皮,大部边缘一般为6-8mm,也可以记号点或记号线为准;14、鞋面不可有油污,印刷线外露,修边烘线需彻底,不得有线屑残留;15、检查鞋面内的断针、发现断针的鞋面要严格剔除,每只鞋面均通过探针器。
印刷制程检验标准QC
QC-QS-05 【印刷制程检验标准】版本1.0 Page 1 of 1
适用范围:
本标准适用于印刷工序里印和表印,生产作业人员在印刷制程中的质量监控、自检和品管人员对印刷半成品的检验判定。
标准内容:
1.抽取样本
2.检验仪器及方法
3.检验结果判定:上述指标全部合格则判定为合格;有一项不合格则判定为不合格。
4.记录与区分:
4.1品管人员的检验数据及判定结果,填入《印刷/复合制程检验记录》。
生产人员自检不做记
录但必须在自检样张上明确标识施工单号、生产日期、卷号、机长签名,然后折叠整齐随当班各种报表一同上交。
4.2检验后贴《检验标识》合格的印刷品放入下道工序的待加工区域。
不合格品或待处理品贴
相应标识,放入相应区域。
4.3含有不合格品的卷支放入“待检品区”,由检品机复卷挑出不合格品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
********有限公司制程检验标准一、目的:为规范生产基地深/再加工过程检验标准化特制定本制度。
二、职责:生产基地负责编写、修改、完善本制度,并实施执行日常生产送检。
资源配置部总监负责监查制度执行情况,并提出完善提议。
生产基地检验人员负责依据制度检验,确保无漏检、无错检、无误检,并有相关记录。
三、范围:适用于生产基地屠宰、深/再加工生产、仓库出货前全过程检验。
四、内容:一)制程检验控制点:1.养殖场羊源:在待宰期间12H静养观察和个体检查2.牧企联盟收购羊源:羊源检疫检查和相关证明出具的齐全性2.1疫况检查:2.1.1按照国家规定进行强制免疫,并在有效保护期内。
2.1.2养殖档案相关记录和畜禽标识符合规定。
2.1.3临床检查健康。
2.1.4本规程规定需进行实验室疫病检测的,检测结果合格。
2.2查验相关资料及畜禽标识(此项工作由羊产品资源人员负责,由其出具相关表单,随批次羊只一并到生产基地则可)2.2.1对于饲养场应查验养殖档案,了解饲养场生产、免疫、监测、诊疗、消毒、无害化处理等情况,确认饲养场近期疫病发生情况,确认受检动物已进行规定疫病的强制免疫接种,并在有效保护期内。
2.2.2对于省内调运种用、乳用反刍动物的饲养场,还应查验《种畜禽生产经营许可证》和《动物防疫条件合格证》,确认证件有效;查验养殖档案,确认饲养场近6个月内未发生相关动物疫情。
2.2.3对于散养户应查验防疫档案,确认受检动物已进行规定疫病的强制免疫接种,并在有效保护期内。
二)检疫对象:羊只是否有口蹄疫、布鲁氏菌病、小反刍兽疫、绵羊痘和山羊痘、炭疽、传染性胸膜肺炎。
三)羊源批次检查:3.1群体检查:从静态、动态和食态等方面进行检查。
主要检查群体的精神状况、外貌、呼吸状态,运动状态、饮水饮食、反刍状态、排泄物状态等。
3.2个体检查。
通过视诊、触诊、听诊等方法进行检查。
主要检查动物个体的精神状况、体温、呼吸、皮肤、被毛、可视黏膜、胸廓、腹部及体表淋巴结,排泄动作及排泄物等情况。
四)屠宰4.1羊头部检验发现皮肤上生有脓泡疹或口鼻部生疮的连同胴体按非食用处理。
正常的将附于气管两侧的甲状腺割除。
4.2内脏检验在屠体剖腹前后检验人员应观察被摘除的乳房、生殖器官和膀胱有无异常,随后对相继摘出的胃肠和心肝肺进行全面对照观察和触检,当发现有化脓性乳房炎,生殖器官肿瘤和其他病变时,将该胴体连同内脏等推入病肉岔道,由专人进行对照检验和处理。
4.2.1胃肠检验4.2.1.1检验浆膜表面上有无淡褐色绒毛状或结节状增生物、有无创伤性胃炎、脾脏是否正常4.2.1.2检验小肠,展开后检验全部肠系膜淋巴结有无肿大、出血和干酪变性等变化,食管有无异常。
4.2.1.3当发现可疑肿瘤、白血病和其他病变时,连同心肝肺将该胴体推入病肉岔道进宪对照检验和处理。
4.2.1.4胃肠于清洗后还要对胃肠粘膜面进行检验和处理。
4.2.1.5当发现脾脏显著肿大、色泽黑紫、质地柔软时,应控制好现场,请检验负责人会诊和处理。
4.2.2心肝肺检验4.2.2.1检验心包和心脏,有无创作性心包炎、心内膜出血、心肌脓疡和寄生性病变。
4.2.2.2必要时切检右心室,检验有无心内膜炎、心内膜出血、心肌表面的白血病病变时,应将胴体推入病肉岔道处理。
4.2.2.3当发现心脏上有神经纤维瘤时,及时通知胴体检验人员,切检腋下神经丛。
4.2.3肝脏检验4.2.3.1观察肝脏的色泽、大小是否正常,并触检其弹性。
4.2.3.2对肿大的肝门淋巴结和粗大的胆管,应切开检查,检验有无肝淤血、混浊肿胀、肝硬变、肝脓疡、坏死性肝炎、寄生性病变、肝富脉斑和锯屑肝。
4.2.3.3当发现可疑肝癌、胆管癌和其他肿瘤时,应将该胴体推入病肉岔道处理。
4.2.4肺脏检验4.2.4.1观察其色泽、大小是否正常,并进行触检。
4.2.4.2切检每一硬变部分4.2.4.3检验纵膈淋巴结和支气管淋巴结,有无肿大、出血、干酪变性和钙化结节病灶。
4.2.4.4检验有无肺呛血、肺淤血、肺水肿、小叶性肺炎和大叶性肺炎,有无异物性肺炎、肺脓疡和寄生性病变。
4.2.4.5当发现肺有肿瘤或纵膈淋巴结等异常肿大时,应通知胴体检验人员将该胴体推入病岔道处理。
4.2.5胴体检验4.2.5.1羊的胴体检验以肉眼观察为主,触检为辅。
4.2.5.2观察体表有无病变和带毛情况4.2.5.2胸腹腔内有无炎症和肿瘤病变4.2.5.3有无寄生性病灶4.2.5.4肾脏有无病变4.2.5.5触检骼下和肩前淋巴结有无异常4.2.5.6胴体复检4.2.5.6.1检查有无病变漏检4.2.5.6.2肾脏是否正常4.3盖章4.3.1复验合格的,在胴体上加盖肉品品质检验合格印章,准予出货。
4.3.2对于检出的病肉,盖上相应的检验处理印章。
4.4不合格肉品处理:根据病变程度,分别处理。
4.4.1心包膜增厚,心包囊极度扩张,其中沉积有多量的淡黄色纤维蛋白或脓性渗出物、有恶臭,胸、腹腔中均有炎症,且膈肌、肝、脾上有脓疡的,应全部做非食用肉处理或销毁。
4.4.2心包极度增厚,被绒毛样纤维蛋白所覆盖,与周围组织膈肌、肝发生粘连的,割除病变组织后,应高温处理生产。
4.4.3心包增厚被绒毛样纤维蛋折白所覆盖,与膈肌和网胃愈着的,将病变部分割除后,不受限制出厂。
4.5骨骼检验全身骨骼呈淡红褐色、褐色或暗褐色,但骨膜、软骨、关结软骨、韧带均不受害,有病变的骨骼或肝、肾等应做工业用,肉可以作为复制品原则。
4.6白血病检验全身淋巴结均显著肿大、切面呈鱼肉样、质地脆弱、指压易碎,实质脏器肝、脾、肾均见肿大,脾脏的滤胞肿胀,呈西米脾样,骨髓呈灰红色,应整体销毁。
4.7种公羊健康无病且有性气味的,不应鲜销,应做复制品加工原料。
五).不合格处理5.1有下列情况的病禽及其产品应全部做非食用或销毁5.1.1脓毒症5.1.2尿毒症5.1.3急性及慢性中毒5.1.4恶性肿瘤、全身性肿瘤5.1.5过度瘠瘦及肌肉变质、高度水肿的5.2组织和器官有如下的,应将局部或全部做非食用或销毁处理5.2.1局部化脓5.2.2创伤部分5.2.3皮肤发炎部分5.2.4严重充血与出血部分5.2.5浮肿部分5.2.6病理性肥大或萎缩部分5.2.7变质钙化部分5.2.8寄生虫损害部分5.2.9非恶性肿瘤部分5.2.10带异色、异味及异臭部分5.2.11其他有碍食肉卫生部分六)检验记录每天检验工作完毕后,应将当日羊源、牧企联盟的名称、牧企联盟采购批次的、养殖场送货单号、屠宰头数(只)、宰前和宰后检验查出的病禽、不合格肉的处理情况(不合格处理单号或物料报废申请单号)、出现异常的羊只重量、报废重量等进行汇总记录统计。
七)检验印章规定7.1尺寸外形7.1.1合格章:7.1.1.1形状7.1.1.2尺寸:直径75mm,上线距圆心5mm,下线距圆心10mm,字体为宋体,铜制材料,日期可调换。
7.1.2无害化处理章:7.1.2.1高温处理章:等边三角形,边长45mm7.1.2.2非食用处理章:长80mm,宽37mm7.1.2.3复制处理章:菱形,长轴60mm,短轴30mm7.1.2.4销毁处理章:对角线长60mm7.2印章管理7.2.1印章由检验员分别管理,负责印章不外借生产部门人员,根据检验结果盖相应印章。
7.2.2印章领用,由检验人员做好印章管理责任人记录。
7.2.3印章盖印后,与检验结果记录一一对应。
八)分割羊肉检验分级8.1检验项目:8.1.1胴体重量宰后去毛皮、头、蹄、尾、内脏及体腔内全部脂肪后,温度在0℃~4℃、湿度在80%~90%的条件下,静置30min的羊个体进行称重。
8.1.2肥度胴体脂肪覆盖程度与肌肉内脂肪沉积程度采用目测法,背膘存用仪器测量。
8.1.3肋肉厚测量法8.1.4肉脂硬度、肌肉饱满度、生理成熟度、肉脂色泽:目视检验。
鲜羊肉在0℃~4℃贮存、冻羊肉在-18℃贮存,库温一昼夜升降幅度不超过1℃。
十一)分割深加工制程检验项目及相关标准:11.1 检验项目:11.1.1感官检验色泽:目视组织状态、粘度:手触、目测气味:嗅觉检验肉眼可见杂质:目视11.1.2理化指标11.1.3农药残留根据养殖场通知的该批羊只,未放养,养殖场中未使用,可免检。
如有放养,则按相关标准规定检验。
11.1.4兽药残留11.2检验方式:抽检表11.3 检验频次:一批一次11.4 检验人员:专职,确保无漏检,无错检十二)成品出货检验:12.1从仓库提出产品出货,检验项目有如下,检验频次为每个订单,抽检数量为全检,经检验合格后,贴示合格标签,方可出货:(1)是否与订单产品名称、数量、重量一致。
(2)有效日期是否接近或超过(3)外包装箱上的标识是否正确12.2仓储时间接近产品有效期在30天内,检验人员需要复检后,方可出货。
抽检依GB2828-87标准,频次为每批出货。
十三)不合格处理控制13.1当检验人员经检验判定不合格时,生产部门应执行质量决策,重新加工或返工,以确保产品质量合格率100%,方可出货,或可降至可接受水平,否则需做不合格处理,销毁和按报废处理。
13.2当客户投诉发现不良时,由客服人员负责沟通,转达信息,记录不合格产品相关信息或客户不满意内容。
生产部门负责在第一时间内进行处理,以满足客户投诉需求,或纠正预防产品质量的稳定,确保生产过程及仓储过程无质量隐患。
客服人员负责跟进客户投诉的处理结果并记录。
13.3当产品发生批次不良时,由生产部门与销售部门共同出具产品召回方案,根据生产批号和发货记录进行追溯及召回,并及时给予客户补货处理。
产品召回方案实施结果及产品追回记录由销售部客服人员记录。