预成型焊片工艺的应用
大功率半导体激光器热沉技术研究
大功率半导体激光器热沉技术研究作者:芦鹏,刘国军来源:《无线互联科技》2019年第23期摘要:文章选取AuSn过渡热沉替代原来的In焊料,克服了In焊料引起的器件寿命使用偏低、针对激光器结温影响大等缺点,并对过渡热沉的结构设计和焊接工艺做了进一步研究,设计出新型AuSn过渡热沉的焊装结构。
经过结温—漏电流测试可以得到更为优良的散热效果,外推寿命从6 134 h提高到20 363 h,提高了器件的可靠性。
关键词:大功率半导体激光器;AuSn;过渡热沉;结温现如今,大功率半导体激光器获得迅速发展,在各种占空比下,其峰值功率越来越高,连续工作时功率越来越大。
改善大功率半导体激光器的散热是提升半导体激光器大功率可靠性与寿命的关键因素之一,并一直是人们关注的焦点之一[1]。
激光器的工作寿命强烈依赖于激光器的工作温度及热阻。
在大功率半导体激光器的商业应用过程中,始终伴随着各种热阻的改善。
本文针对管芯焊接工艺中散热不良的问题,对原有的热沉结构进行改良,设计制备了新型AuSn材料作为过渡热沉结构。
1 半导体激光器芯片热沉技术芯片焊接是关系半导体激光器电阻特性与热特性的关键工艺,直接影响器件的可靠性和工作寿命。
半导体激光器的散热直接关系到制作半导体激光器性能的好坏和成败。
目前,半导体激光器最主要的散热方式是通过热沉散热。
随着半导体激光器功率的逐渐提高,处于长时间工作状态的激光器对于芯片与热沉之间的热膨胀系数匹配性、导热性、导电性等性能有了进一步要求,激光器芯片与热沉的粘结工艺成为热沉技术的关键。
采用激光器硬焊料成为将来的发展趋势,新型的AuSn(80%Au +20%Sn)焊料是目前大功率激光器应用的热点,而AuSn焊料作为过渡热沉,使用时的焊层结构是AuSn焊料研究中的难点[2]。
现在焊装大功率半导体激光器时采用金锡预成型片(过渡热沉片),预成型片能够确保焊料的精确用量和准确位置,以达到在最低成本情况下获得最佳质量[3]。
真空回流焊工艺实践
真空回流焊⼯艺实践1空洞率对产品可靠性的影响随着电⼦产品的功能不断增强,印制电路板的集成度越来越⾼,器件的单位功率也越来越⼤,特别是在通信、汽车、轨道交通、光伏、军事、航空航天等领域,⼤功率晶体管、射频电源、LED、IGBT、MOSFET 等器件的应⽤越来越多,这些元器件的封装形式通常为 BGA、QFN、LGA、CSP、TO 封装等,其共同的特点是器件功耗⼤,对散热性能要求⾼,⽽散热焊盘的空洞率会直接影响产品的可靠性。
贴⽚器件在回流焊接之后,焊点⾥通常都会残留有部分空洞,焊点⾯积越⼤,空洞的⾯积也会越⼤;其原因是由于在熔融的焊料冷却凝固时,焊料中产⽣的⽓体没有逃逸出去,⽽被“冻结”下来形成空洞。
影响空洞产⽣的因素是多⽅⾯的,与焊膏选择、器件封装形式、焊盘设计、 PCB 焊盘表⾯处理⽅式、⽹板开孔⽅式、回流曲线设置等都有关系。
由于受到空洞的影响,焊点的机械强度会下降,⽽且热阻增⼤,电流通路减⼩,会影响焊点的导热和导电性能,从⽽降低器件的电⽓可靠性。
研究表明,电⼦产品失效约有 60% 的原因是由温度升⾼造成的,并且器件的失效率随温度的升⾼呈指数趋势增长,温度每升⾼ 10℃失效率将提⾼⼀倍。
在 IPC-A-610、IPC7095、IPC7093 等规范中,对于 BGA、BTC 类封装器件的焊点空洞进⾏了详细描述,对于可塌落焊球的 BGA 类器件,规定空洞率标准为 30%,⽽其它情况均没有明确标准,需要制造⼚家与客户协商确定;对于⼤功率器件的接地焊盘,⼀些⾼可靠性产品的⽤户对空洞率的要求往往会⾼于⾏业标准,进⼀步降低到10%,乃⾄更低。
因此,对于如何减少此类 SMT 器件焊点中的空洞,是提升产品质量与可靠性的关键问题之⼀。
⾏业内⽬前有多种解决⽅案,如采⽤低空洞率焊膏、优化 PCB 焊盘设计、采⽤点阵式⽹板开孔、在氮⽓环境下焊接、使⽤预成型焊⽚,等等,但最终的效果并不不是很理想,针对⼤⾯积接地焊盘,但很难将空洞率稳定控制在 10% 以下。
焊缝成形工艺和作用

电弧热对熔池的作用
力对熔池尺寸的影响
熔池受到各种力的作用,包括电弧的静压力和动 压力、熔滴金属对熔池的冲击力、熔池金属的重 力、熔池金属的表面张力、熔池金属所受电磁力 等。
在焊接电弧的作用下熔池表面凹陷,液态金属被 排向熔池尾部,使熔池尾部的液面高出工件表面, 凝固后高出部分成为焊缝的余高。
大功率电弧高速焊时,强大的电弧力把熔 池金属猛烈地排到尾部,并在那里迅速凝 固,熔池金属没有均匀分布在整个焊缝宽 度上,形成咬边。这种现象限制了焊速的 提高。
采用双弧焊或多弧焊是可行的解决方法。
焊接工艺参数对焊缝尺寸的影响
电流的种类和极性影响到工件上热量输 入的大小,也影响到熔滴过渡的情况以 及熔池表面氧化膜的去除等,因此会影 响到焊缝的尺寸。
焊条药皮成分的影响与焊剂有相似之处。
焊接工艺参数对焊缝尺寸的影响
保护气体(如Ar、He、N2、CO2等)的成分也 影响电弧的极区压降和弧柱的电位梯度。导热 系数大的气体和高温分解的多原子气体,使弧 柱导电截面减小,电弧的动压力和比热流分布 等不同,这些都影响到焊缝的成形。
焊接工艺参数对焊缝尺寸的影响
焊瘤是由填充金属过多引起的,与间隙和坡 口尺寸不合适、焊速低、电压小或者焊丝伸 出长度大等因素有关。
焊缝成形
为了确定焊缝横截面的轮廓形状,定义熔
合比 为母材金属在焊缝中的横截面面积
与焊缝横截面面积之比
= Fm / (Fm + FH )
坡口和熔池形状改变时,熔合比都将发生 变化。在碳钢、合金钢和有色金属的电弧 焊接中,可通过改变熔合比的大小,调整 焊缝的化学成分,降低裂纹的敏感性,提 高焊缝的机械性能。
焊接电流增大时(其它条件不变), 焊缝的熔深和余高都会增大,而熔宽 变化不大(或略为增大)。
真空共晶炉(真空回流焊)
真空共晶炉(真空回流焊)产品原理真空焊接系统相对于传统的回流焊系统,主要使⽤真空在锡膏/焊⽚在液相线以上帮助空洞排出,从⽽降低空洞率。
因为真空系统的存在,可以将空⽓⽓氛变成氮⽓⽓氛,减少氧化。
同时真空的存在也使得增加还原性⽓氛可能性。
真空去除空洞在⼤⽓环境下,液态状态下的锡膏/焊⽚中的空⽓⽓泡/助焊剂形成的⽓泡也处于⼤⽓⽓压下。
当外界变为真空环境,两者之间的⽓压差可以让在液态锡膏/焊⽚中的⽓泡体积增⼤,与相邻的⽓泡合并,从⽽最后到达表⾯排出。
随后⽓压恢复,残留其中的剩余⽓泡会变⼩继续残留在体系中。
从⼯业⽣产的⾓度⽽⾔,有以下⼏点需要指出:绝对的⾼真空(某些⼚家宣称的10 -n mbar)理论上来说确实可以更⼤程度的减少空洞率,因为压⼒差是⽓泡排出的驱动⼒。
然后抽⾼真空需要极长的时间,在实际⽣产中需要考虑。
另外⾼于液相线的时间也需要考虑。
⽽且事实由于⽣产腔体的材料表⾯不是完全平整,会吸附⼀些⽓体和液相物质,达到绝对的⾼真空从某种程度上来说是理论可能。
在实际应⽤中真空度⼀般在100Pa-500Pa就可以有效的排出焊料中的⽓泡,降低空洞率。
绝对的0%空洞率不可能达到,在⽣产中⽆法保证完全去除每⼀个⽓泡。
⼀般来说所谓低空洞率的要求是总空洞率<3%,最⼤空洞<1%。
氮⽓⽓氛真空系统的加⼊可以让腔体在抽真空之后加⼊氮⽓⽓氛,在传统的回流焊之中也有涉及。
但是需要指出以下⼏点:氮⽓的加⼊是排出空⽓中的氧⽓,防⽌氧化,在回流炉的开放环境中,并不能完全排出O2的可能⾏。
⾏业认为需要将氧含量降⾄100ppm以下可以保证⽆氧化的可能。
密闭的氮⽓环境更合适器件焊接烧结。
⾦属的氧化,除了有空⽓中氧⽓的存在,温度也极为重要。
所以在应⽤氮⽓保护之时,应当保证器件温度降⾄⼀定温度下,才能接触空⽓与氧⽓接触。
⽐如,IGBT模块的DBC焊接,应当保证Cu表⾯温度升⾄50C以上以及焊接后表⾯温度下降⾄50C之前保证在N2环境下才能完全避免氧化。
_QFN空洞解决方案
预成型焊片‐‐‐‐QFN元件空洞解决方案瞿艳红铟泰科技有限公司随着电子行业小型化多功能化发展的趋势,越来越多的多功能,体积小的元件应用于在各种产品上,例如QFN, LGA类元件。
QFN是四侧无引脚偏平封装,呈正方形或矩形,电极焊盘布置在封装底面的四侧,实现电气连接,在封装底部中央有一个大面积裸露焊盘用来导热。
这种封装具有良好的电气性能和散热性能,这主要是因为封装底部的大面积焊盘起散热作用,为了有效地将热量从元件传送到PCB上,在PCB上安装QFN元件的位置,必须设计相应的散热焊盘和散热过孔。
焊盘的面积大,提供可靠的焊接,过孔提供散热途径。
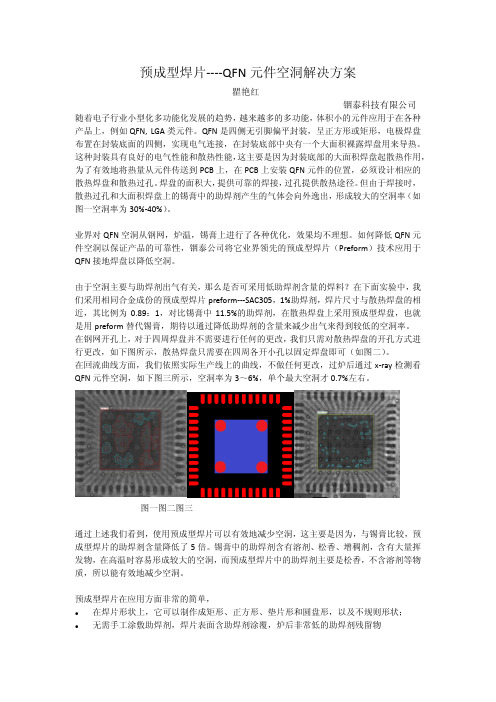
但由于焊接时,散热过孔和大面积焊盘上的锡膏中的助焊剂产生的气体会向外逸出,形成较大的空洞率(如图一空洞率为30%‐40%)。
业界对QFN空洞从钢网,炉温,锡膏上进行了各种优化,效果均不理想。
如何降低QFN元件空洞以保证产品的可靠性,铟泰公司将它业界领先的预成型焊片(Preform)技术应用于QFN接地焊盘以降低空洞。
由于空洞主要与助焊剂出气有关,那么是否可采用低助焊剂含量的焊料?在下面实验中,我们采用相同合金成份的预成型焊片preform‐‐‐SAC305,1%助焊剂,焊片尺寸与散热焊盘的相近,其比例为0.89:1,对比锡膏中11.5%的助焊剂,在散热焊盘上采用预成型焊盘,也就是用preform替代锡膏,期待以通过降低助焊剂的含量来减少出气来得到较低的空洞率。
在钢网开孔上,对于四周焊盘并不需要进行任何的更改,我们只需对散热焊盘的开孔方式进行更改,如下图所示,散热焊盘只需要在四周各开小孔以固定焊盘即可(如图二)。
在回流曲线方面,我们依照实际生产线上的曲线,不做任何更改,过炉后通过x‐ray检测看QFN元件空洞,如下图三所示,空洞率为3~6%,单个最大空洞才0.7%左右。
图一图二图三通过上述我们看到,使用预成型焊片可以有效地减少空洞,这主要是因为,与锡膏比较,预成型焊片的助焊剂含量降低了5倍。
焊接预热方案

焊接预热方案焊接预热是指在进行焊接作业前,通过加热来提高工件温度的方法。
焊接预热可以改善焊接工艺的稳定性和焊缝的质量,而且还可以减少焊接应力、防止冷裂纹的生成。
本文将介绍焊接预热的原理、适用条件以及预热方案的制定。
1. 焊接预热的原理焊接过程中,由于快速加热和冷却引起的温度梯度和残余应力会导致焊接缺陷的产生,例如冷裂纹、变形等。
焊接预热可以通过提高工件温度来减少焊接过程中的温度梯度,减轻激发焊接缺陷的风险,提高焊接接头的强度和韧性。
2. 焊接预热的适用条件焊接预热并不是所有焊接工艺都需要进行,只有在特定的情况下才需要进行焊接预热。
以下是焊接预热适用的条件:2.1 高碳等合金钢高碳等合金钢具有较高的碳含量,焊接过程中易产生冷裂纹。
为了减少冷裂纹的风险,预热是必要的。
2.2 厚板焊接焊接厚板时,由于焊接热输入较大,冷却速度较慢,易产生较大的残余应力。
通过预热可以增加工件温度,减小焊接过程中的温度梯度,降低残余应力。
2.3 低温环境在低温环境下进行焊接作业时,工件温度可能较低,容易导致冷裂纹的生成。
通过预热可以提高工件温度,减少冷裂纹的风险。
3. 焊接预热方案的制定根据不同的焊接工艺和材料特性,制定合适的焊接预热方案非常重要。
以下是制定焊接预热方案时需要考虑的因素:3.1 材料类型不同材料对焊接预热的要求不同,例如高碳等合金钢需要较高的预热温度,而低碳钢可以较低的预热温度。
3.2 厚度焊接厚板时,由于焊接热输入较大,需要增加预热温度和预热时间,以确保焊接过程中温度的均匀性。
3.3 环境温度低温环境下进行焊接作业时,需要增加预热温度和预热时间,以确保工件温度达到合适的水平,减少冷裂纹的风险。
4. 实施焊接预热在制定好焊接预热方案后,需要按照以下步骤进行实施:4.1 清洁工件在进行焊接预热前,首先需要确保工件表面干净,除去油污和灰尘等杂质,以免影响焊接接头的质量。
4.2 加热工件根据预热方案,选择合适的加热设备,对焊接工件进行加热。
预成型焊片工艺流程

预成型焊片工艺流程英文回答:Preform soldering is a common process used in various industries, including electronics manufacturing. It involves the use of preformed soldering components, also known as solder preforms, to join two or more metal surfaces together.The process of preform soldering typically involves the following steps:1. Surface preparation: The metal surfaces that are to be joined together are first cleaned and prepared. This involves removing any dirt, grease, or oxide layers from the surfaces. This can be done using various methods, such as chemical cleaning, mechanical cleaning, or plasma cleaning.2. Preform placement: The solder preforms are thenplaced between the metal surfaces that need to be joined. The preforms are usually made of a solder alloy, which has a lower melting point than the metal surfaces being joined. This allows the solder to melt and flow between the surfaces, creating a strong bond.3. Heating: The preform and the metal surfaces are then heated to a temperature above the melting point of the solder alloy. This can be done using various methods, such as a soldering iron, a hot plate, or a reflow oven. The heat causes the solder to melt and flow, creating a liquid phase that wets the metal surfaces.4. Bond formation: As the solder melts, it wets the metal surfaces and forms a bond between them. The liquid solder fills any gaps or voids between the surfaces, creating a strong and reliable joint. The solder also forms a metallurgical bond with the metal surfaces, further enhancing the strength of the joint.5. Cooling and solidification: Once the solder has formed the desired joint, the assembly is allowed to cooldown. As the solder cools, it solidifies and hardens, permanently locking the metal surfaces together. Thecooling process can be accelerated using various methods, such as air cooling, water cooling, or forced convection.Preform soldering offers several advantages over other soldering methods. It allows for precise control of the solder volume and placement, ensuring consistent andreliable joints. It also reduces the risk of solderbridging or short circuits, as the preforms are pre-shaped and pre-sized. Additionally, preform soldering can beeasily automated, making it suitable for high-volume production.中文回答:预成型焊片是一种常见的工艺流程,在各个行业,包括电子制造业中广泛应用。
金Sn焊料属性

* 温度范围为 20°C 到 250°C。 钎 焊 温 度 适 中 : 钎 焊 温 度 仅 比 它 的 熔 点 高 出 20 ~ 30C ( 即 约 300 ~ 310C)。在钎焊过程中,基于合金的共晶成分,很小的过热度就可以使合 金熔化并浸润;另外,合金的凝固过程进行得也很快。因此,金锡合金的 使用能够大大缩短整个钎焊过程周期。金锡合金的钎焊温度范围适用于对 稳定性要求很高的元器件组装。同时,这些元器件也能够承受随后在相对 低一些的温度利用无铅焊料的组装。这些焊料的组装温度大约在 260 C。 高强度:在室温条件下,金锡合金的屈服强度很高。即使在 250~260C 的 温度下,它的强度也能够胜任气密性的要求。材料的强度与一些高温钎焊材 料相当,但是钎焊过程可以在相对低得多的温度下完成。 无需助焊剂:由于合金成份中金占了很大的比重(80 %),材料表面的氧 化程度较低。如果在钎焊过程中采用真空,或还原性气体如氮气和氫气的混 合气,就不必使用化学助焊剂。 具有良好的浸润性,而对镀金层又无铅锡焊料的那种浸蚀现象。金锡合金
6
作为一种钎焊料,金锡合金也用于倒装芯片焊接。在倒装芯片焊接中,由 于器件有源区与基板连接,金锡合金的优良导热和导电性就显得尤为重要。另 外,金锡合金预成型片也应用于微波系统组装和其它领域。随着金锡合金优良性 能和其预成型片的优点越来越被人们认识,它在封装领域中的应用将变的更加广 泛及重要。
激光二极管芯片 镍/金镀层 金锡预成型片 散热片(铜)
(221C)要高很多, 它不能和广泛用于电子封装的有机材料在同一温度下配合 使用。然而,金锡钎焊料对于一些特殊的、同时要求机械及导热性能好以获得高 可靠性的应用来说却是最好的选择。这些应用包括气密封盖、光电子封装工艺中 的射频和隔直流粘接、激光二极管管芯粘接等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预成型焊片工艺的应用
前言:目前电子行业中PCBA组装中有SMT、SMT+THT等混装工艺,长虹产品采取更多的工艺方式是SMT+THT生产工艺。
而现行的SMT+THT生产工艺中应用最广泛的是焊接材料是锡膏和锡条、锡丝等。
随着器件愈趋集成化、多样化,且受到SMT 贴装设备的限制,SMT贴装工艺不能完全满足焊接要求。
而组装行业内预成型焊片的成功应用实现了在一个工序内完成所有器件组装的梦想。
预成型焊片介绍:预成型焊片,Solder Preform。
它是已经做成精密成型的焊锡,适用于小公差的大量制造过程。
预成型焊片是PCB组装、汽车配件组件、连接器和终端设备、芯片连接、电源模块基板附着、过滤连接器和电子组件装配等应用的理想解决方案,特别适合混合及分离元件装配和表面安装技术。
工艺先进性:
1、种类丰富的形状和大小
预成形焊片Solder Preform有各种传统的形状,如圈形、圆形、正方形、长方形、圆盘形等。
最小尺寸范围可为0.010英寸见方或直径 0.010 英寸,且保持在极小允差范围内,以保证焊料体积准确度。
除此之外,用户也可用焊带来制作自己的预成形,各种形状的预成型焊片及其尺寸一览见下。
各
种形
状的
预
成
型
焊
片
一
览
预成型焊片标准规格
预成形: 最小尺寸: 0.010 英寸直径或见方
厚度允差: 0.010 英寸至 0.060 i英寸 ? 0.001 英寸
>0.060 英寸 ? 0.002 英寸
大小尺寸允差: 0.001英寸至0.002英寸? 0.0002英寸
0.002英寸至0.010英寸? 0.0004英寸
0.010英寸至0.020英寸? 0.001英寸
>0.020英寸? 0.002英寸
球形: 最小直径: 0.003英寸? 0.0005英寸
2、更高的焊接可靠性
预成型焊锡垫圈不仅是满足焊锡量和助焊剂要求精确的通孔连接的理想选择,还可以消除二次焊接工艺需要。
通过拾放设备,预成型焊锡垫圈在电路板装配过程
可被放置在连接器引脚上。
焊锡垫圈还可采用其它多种方法融入到生产过程中。
连接器引脚会和焊膏同时进行回流焊接。
回流前、回流后的预成型与焊膏配合使用的预成型焊锡焊片对比
预成型焊片可以与锡膏一起使用,并以此来加强焊点强度。
在现有SMT工艺中,收模板厚度的限制,锡膏中用于焊接的合金体积只占锡膏体积的一半,所以有时候焊膏不能提供足够的焊锡量,焊点强度和焊锡的覆盖状况也不能达到要求。
但是,引入预成型焊片后,则可线在电路板上涂布焊膏,再把预成型焊片房子锡膏上面,或者插在元件的引脚上,然后把器件引脚插入印制板,一次焊接后达到良好的焊料的填充。
预成型焊片中的焊锡垫圈不仅是满足焊锡量和助焊剂要求精确的通孔连接的理想选择,还可以消除二次焊接工艺需要。
通过拾放设备,预成型焊锡垫圈在电路板装配过程被放置在连接器引脚上,连接器引脚会和焊膏同时进行回流焊接。
另外,通过采用预置预成形可对难于操作的部位进行可靠焊接,并可另加松香/树脂等助焊剂涂层,从而构成完整的焊接系统。
3、便于组装,经济效益大大提高
(1) 包装方式多样性。
预成型焊片可以根据客户方要求进行包装。
不易变形的预成型焊片可以采用罐装方式,使用时可以用镊子或者真空拾取工具分发预成型焊片。
而在用量很大时,预成型焊片可以采用卷带包装和盘装,并使用自动贴装工艺进行贴装,无需进行人为干预。
回流后引脚
回流前引脚
预成型焊片
各种封装的预成型焊片卷带包装的预成型焊片
(2) 预成形焊片应用大大提高经济效益。
应用预成型焊片后,由于预定的焊料量并不取决于个人判断,操作简单,因此就不一定需要高技能的操作人员。
这就导致大量的人力节省。
由于预成形焊片通常可产生统一的焊接点,最后的检查步骤也可简化。
(3) 虽然预成形的初始成本在一定程度上高于散装焊料,但生产过程中的节省可以抵消增大的开支。
4、应用工艺要求
(1) 空间保证。
在设计使用预成形时,一定要在材料之间提供足够的空间以保证适当的润湿度。
最好是留有约 0.003英寸并提供自然边界(如槽、肩和沟)以保持焊料不会移位。
这样做可保护焊料在重力或毛细管作用的影响下不会脱离焊接点。
由于气体在加热和冷却周期中会发生膨胀和收缩,应避免可能捕集空气的焊接点设计。
被捕集的空气可引起焊料溅泼或在焊接点造成砂眼。
(2) 焊料定量及工具选用。
需精确设定所需要的焊料量,使预成形焊片能够产生适当的嵌填,并满足工艺要求。
另外预成形也非常适用于投放设备如旋转或线性振动进料器、特制真空拾取管汇和筒式个别投料器。
预成形还可以有效地采用手工装配技术如镊子和真空拾取。
(3) 确认焊接参数和焊片选型。
在确定使用哪种预成形时,首先要看熔化温度和待焊零件的表面相容性。
接下来要考虑形成焊接点所需要的大小尺寸。
如果所选尺寸大于实际需要的规格,则会增加成本。
预成形可通过传导、对流、感应和辐射加热进行焊接。
当然,具体的加热方法取决于预成形的熔点、周围的材料和焊接点的构型。
(4) 研究包装参数。
每份包装的预成形数量越大,单位成本就越低。
在选择包装时,预成形的形状、脆性和纯度都是要考虑的因素。
容易氧化的合金往往包装在惰性气体(如氩气)中。
(5) 批量生产,成本更优。
以自动化投放技术和批量生产的加热技术来使用预成形焊片可以大大降低成本。
每份包装的预成形数量越大,单位成本就越低。