炼乳生产工艺要点
炼乳的加工
25
9-3 炼乳的加工
甜炼乳的生产工艺流程为:
蔗糖→糖液杀菌
↓
↓
原料乳验收→预处理→预热杀菌→真空浓缩→
冷却结晶→装罐→封罐→包装检验→成品
淡炼乳的生产工艺流程为:
原料乳验收→预处理→ 预热→真空浓缩 →均质→
食品技术原理
第九章 乳品工艺
9-3 炼乳的加工
浓缩乳制品 按含脂量分:全脂炼乳,半脱脂炼乳, 脱脂炼乳 按添加辅料分:咖啡炼乳,可可炼乳,维生素炼乳 按是否加糖:甜炼乳,淡炼乳
甜炼乳(Sweetened condensed milk)是牛乳加入 约16%的蔗糖,并浓到原体积40%左右的一种乳制 品。成品中蔗糖含量为40%~45%,由于加糖后增 大了渗透压,而赋予成品以保存性。
的脂肪与非脂固体含量保持一定的比例,对原料 乳进行标准化。 标准化就是调整原料乳中脂肪和无脂乳固体含量 的比例,使其复合产品标准要求的过程。 方法: • 预标准化 • 在线标准化
12
9-3 炼乳的加工
标准化计算
调整原料乳中的脂肪含量(F),使乳制品中的脂肪 含量和非脂乳固体含量(SNF)保持一定的比例关系
5
9-3 炼乳的加工
下列情况不得收乳: 产犊前15d内的末乳和产犊后7d内的初乳; 用抗菌素或其他对牛乳有影响的药物治疗期间,母
牛所产的乳和停药后3d内的乳; 添加有防腐剂、抗菌素和其他任何有碍食品卫生的
乳。
6
9-3 炼乳的加工
酒精试验 • 通过酒精试验可以检查乳中蛋白质的稳定性。新
鲜牛乳具有相当的稳定性,故能对酒精的作用表 现出相对稳定。 • 不新鲜的牛乳,其中蛋白质胶粒已经呈不稳定状 态,当受到酒精的脱水作用时,则加速其聚沉。
第八章炼乳的加工
翻页
Falling Film Evaporators (降 膜式)
Designed to overcome the shortcomings of rising film evaporators. 此设计为了克服升膜蒸 发器的一些缺点 Principle:原理
(4)浓缩终点的确定 最可靠的方法是测定样品的比重。 测比重一般用波美比重计或普通比重计。加 糖炼乳用的波美比重计为30—40°Be`的范围,每 一刻度为0.1°Be`。普通比重计则为1.250—1.350 的范围,每一刻度为0.001度。 温度校正:波美比重计应在15.6℃下测定,但 从浓缩罐中取出的浓缩乳,其温度为47—50℃,必 须校正。原则为:温度每相差 1℃,波美度则相差 0.054°Be`,温度高于标准则加,低时则减。 比重的换算:比重=145/(145-B) 145/比重 B=145-
重要概念
炼乳:鲜乳经真空干燥除去大部分水分而制成的产品。 甜炼乳:是在牛乳中加16%左右的砂糖并浓缩至原体积 的40%左右而成。成品中砂糖含量为40—45%。 淡炼乳:是将牛乳浓缩至原容积的40%后,罐装、密 封,并经灭菌的制品。
分类
加糖炼乳(甜炼乳)、淡炼乳、脱脂炼乳、半脱脂 炼乳、花色炼乳、强化炼乳及调制炼乳等。
(三)浓缩 就是用加热的方法,使牛乳中的一部分水汽化, 并不断的除去,从而使牛乳中的干物质含量提高。为 了使牛乳中的营养成分减少损失,一般都在减压下蒸 发,即所谓“真空浓缩”。 目前,各乳品厂浓缩控制条件为:温度45—60℃, 真空度620—720mmHg,加热蒸汽压力为0.5—2kg/cm2。 1真空浓缩的特点及浓缩条件 (1) 特点 ① 在减压情况下,牛乳的沸点降低。
炼乳生产工艺要点
炼乳生产工艺要点炼乳是一种利用乳制品加工技术制作而成的乳制品,通常由牛奶或其他动物奶制成,具有浓稠的口感和甜味。
在炼乳的生产过程中,需要特定的工艺来确保产品的质量和口感。
以下是炼乳生产工艺的要点:1. 初步加工:首先,从生鲜奶或奶粉中提取奶油。
奶油是炼乳中的关键成分,负责赋予产品的浓稠质感和丰富的口感。
提取奶油可以通过手动分离、离心分离或旋转刮油机等方式进行。
2. 调配:将提取的奶油与其它成分进行调配,以达到产品所需的脂肪和固体物含量。
通常在调配过程中会添加砂糖,以赋予产品甜味和特殊口感。
3. 炼煮:将调配好的奶液进行加热处理,通常采用蒸汽加热的方式进行。
加热的温度和时间是关键因素,可以调节产品的颜色和口感。
炼煮过程中需要不断搅拌,以避免奶液在加热过程中糊化或烧焦。
4. 巴氏消毒:炼乳生产过程中的一项重要步骤是巴氏消毒。
通过将产品在高温下加热,可以有效地杀灭潜在的病菌和微生物,延长产品的保质期。
5. 冷却与包装:炼乳熟化后,需要对其进行及时的冷却,以防止细菌滋生和产品质量变差。
冷却后,炼乳会被倒入密闭的容器中进行包装,以确保产品在储存和运输过程中的保鲜性。
以上是炼乳生产工艺的关键要点。
这些步骤需要精确的控制和专业的技术来确保产品的质量和口感。
炼乳的生产工艺可以根据不同的产品要求进行调整和改进,以满足消费者对于炼乳的需求。
在炼乳生产工艺中,除了上述的关键要点之外,还有一些相关的工艺和步骤需要考虑。
让我们进一步探讨以下内容:6. 脱水:在炼乳生产过程中,为了获得更浓稠的口感,通常需要对奶液进行脱水处理。
这可以通过加热和蒸发的方式来实现。
奶液通过蒸发器,蒸发器利用高温加热使奶液中的水分蒸发出来,从而达到浓缩的目的。
脱水过程需要在严格控制温度和时间的条件下进行,以确保产品在获得浓稠口感的同时,不会损失其营养成分。
7. 酸化:在某些炼乳产品中,为了增加产品的酸度和特殊口感,可能需要进行酸化处理。
这可以通过添加乳酸菌或其他酸化剂来实现。
食品机械与设备炼乳加工工艺
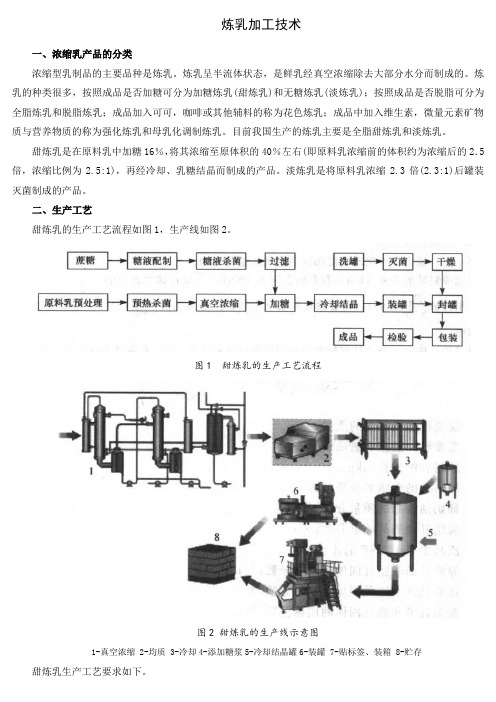
炼乳加工技术一、浓缩乳产品的分类浓缩型乳制品的主要品种是炼乳。
炼乳呈半流体状态,是鲜乳经真空浓缩除去大部分水分而制成的。
炼乳的种类很多,按照成品是否加糖可分为加糖炼乳(甜炼乳)和无糖炼乳(淡炼乳);按照成品是否脱脂可分为全脂炼乳和脱脂炼乳;成品加入可可,咖啡或其他辅料的称为花色炼乳;成品中加入维生素,微量元素矿物质与营养物质的称为强化炼乳和母乳化调制炼乳。
目前我国生产的炼乳主要是全脂甜炼乳和淡炼乳。
甜炼乳是在原料乳中加糖16%,将其浓缩至原体积的40%左右(即原料乳浓缩前的体积约为浓缩后的2.5倍,浓缩比例为2.5:1),再经冷却、乳糖结晶而制成的产品。
淡炼乳是将原料乳浓缩2.3倍(2.3:1)后罐装灭菌制成的产品。
二、生产工艺甜炼乳的生产工艺流程如图1,生产线如图2。
图1 甜炼乳的生产工艺流程图2 甜炼乳的生产线示意图1-真空浓缩 2-均质 3-冷却4-添加糖浆5-冷却结晶罐6-装罐 7-贴标签、装箱 8-贮存甜炼乳生产工艺要求如下。
1.原料验收生产甜炼乳所用原料包括原料乳、砂糖(绵白糖)。
原料乳验收应符合GB/T 6914-1986标准要求,感官指标要求:正常牛乳应为乳白色或微带黄色,不得含有肉眼可见的异物,不得有红色、绿色或其他异色。
不能有苦、咸、涩的滋味和饲料味、青贮味、霉味等其他异常气味。
2.标准化标准化就是调整原料乳中脂肪与非脂肪干物质的比值,使其符合成品中相应的比值要求。
原料乳标准化的目的包括:①保证产量:牛乳的乳脂率在3%~3.7%范围内炼乳生产量最多;②增加保存性:原料乳含脂率低,则炼乳保存性差;③影响产品生产操作:低乳脂率的牛乳在浓缩过程中易起泡,操作较困难。
3.预热和杀菌(1) 预热杀菌的概念生产炼乳时,杀菌工序除具有使产品达到食品安全,延长产品的保质期等目的外,还要服务于下一步浓缩工序对原料温度条件的要求,因此对炼乳和乳粉加工而言,杀菌工序称之为预热杀菌。
(2) 预热杀菌的目的①杀死原料乳中的病原菌,杀灭或破坏影响成品质量的细菌、酵母、霉菌以及酶类物质的活性,使其符合食品卫生要求。
炼乳生产工艺
炼乳生产工艺
炼乳是一种通过热处理和浓缩牛乳而制成的甜味奶制品。
下面我们将介绍炼乳的生产工艺。
1.原料准备:选择新鲜的牛乳作为原料,将其进行过滤和杀菌处理,确保安全和卫生。
2.热处理:将过滤和杀菌处理后的牛乳加热至80-85°C,使乳蛋白变性并杀灭细菌和酵母。
3.冷却:将加热后的牛乳迅速冷却至40°C以下,以阻止细菌的生长。
4.添加糖和调味料:在冷却后的牛乳中加入适量的糖和其他调味料,如香草精等,搅拌均匀。
5.浓缩:在冷却后的牛乳中加入适量的糖和其他调味料,如香草精等,搅拌均匀。
6.真空脱气:将浓缩的炼乳放入真空容器中,在低压下脱去其中的水分,使其更浓稠。
7.灌装:将脱气后的炼乳进行灌装,可以选择玻璃瓶、罐头或塑料瓶等包装形式。
8.消毒:对灌装好的炼乳进行高温处理或灭菌处理,确保其质量和安全性。
9.包装和存储:将消毒后的炼乳进行外包装,如纸盒或纸袋,
然后存放在干燥、阴凉的地方,以延长其保质期。
以上是炼乳的生产工艺,总结起来就是原料准备、热处理、冷却、添加糖和调味料、浓缩、真空脱气、灌装、消毒、包装和存储。
在整个工艺过程中,要严格控制时间、温度和卫生条件,以确保产品的质量和安全性。
第四章炼乳生产技术

⑤中间进糖法。先将原料乳总量的1/3~1/2进入浓缩
罐浓缩,再进入糖液,然后进入余下的牛乳浓缩。此法也 是为了调节成品的初始黏度,兼顾到延缓变稠和减少脂离。
炼乳生产技术
1-糖与乳一起预热杀菌;2-浓缩; 3-后进糖法
图4-1 不同加糖方法与甜炼乳黏度的关系
表4-2 甜炼乳的净含量
炼乳生产技术
②蛋白质、脂肪、全乳固体、蔗糖、水分、酸度和杂 质度。甜炼乳的蛋白质、脂肪、全乳固体、蔗糖、水分、 酸度和杂质度应符合表4-3的规定。
表4-3 甜炼乳的蛋白质、脂肪、全乳乳固体、蔗糖、水分、酸度和杂质度
炼乳生产技术
(3)卫生指标 卫生指标应符合表4-4的规定。
炼乳生产技术
(4)糖浆的制备 ①配制。在甜炼乳生产中糖浆浓度一般控制在65%左 右,太稀会增加浓缩的水分蒸发量,延长浓缩时间,影响 产品质量;蔗糖太浓则难以溶解,且过滤困难,延长溶糖 时间,故糖溶液一般不超过70%。糖液浓度用折光仪或糖 度计测定较为方便。 溶解糖的水质必须无色、无味、澄明,符合饮用水卫 生标准。 糖浆用水量计算:根据所需配制的糖浆浓度和加糖量 计算而得。如需配制糖浆浓度为65%,蔗糖量为600kg,则 溶解糖所需水量为:(100-65)÷65³600=323(kg)
加糖方法应根据甜炼乳的变稠、脂肪游离情况及所采
用的预热条件、浓缩设备等作综合考虑,可以通过试验后 确定。
炼乳生产技术
蔗糖加入的方法有如下几种。 ①将糖直接加于原料乳中,然后预热溶解。预热后进 入真空浓缩锅中进行浓缩。此法可减少浓缩的蒸发水量,
缩短浓缩时间、节能。缺点是会增加细菌及酶对热的抵抗
力,成品易变稠及褐变。在采用超高温瞬间预热及双效或 多效降膜式连续浓缩时,可以使用这种加糖方法。
炼乳工艺

标 准
预 热
浓 缩
理化
均 质
冷 却
装 罐 、
灭振 菌荡
保 温 检
封
验
装 箱 出 厂
收
罐
空清
灭
干
罐洗
菌
燥
无糖炼乳生产工艺流程
⒈ 预热
预热的目的参见甜炼乳相应内容。淡炼乳一般采用95~ 100℃,10~15min高温预热,使乳中的钙离子成为不溶的磷酸三 钙。另外采用高温灭菌技术120℃,15s可提高乳的热稳定性。
5.装罐、封罐
经小样试验后确定稳定剂的添加量,井将稳定剂溶于灭菌蒸馏水中加入到 浓缩乳中,搅拌均匀,即可装罐、封罐。但装罐不得太满,因淡炼乳封罐后 要高温灭菌,故必须留有顶隙。
6.灭菌、冷却 灭菌的主要目的是为了杀灭微生物,钝化酶类,从而延长产
品的储藏期,同时还可提高淡炼乳的黏度,防止脂肪上浮。除此 之外,灭菌还能赋予淡炼乳特殊的芳香味。
② 黏度测定法 黏度测定法可使用回转黏度计或毛式黏度计。测定时需先将乳样冷
却到20℃,然后测其温度,一般规定为100°R/20℃。 通常乳晶厂制造炼乳时,为了防止产生气泡、脂肪游离等缺陷,一般 将黏度提高一些,到测定时如果结果大于100°R/20℃,则可加入消 毒水加以调节。加水量计算可根据每加水0.1%降低黏度4~5°R/ 20℃的规定。 ③ 折射仪法
⒌ 浓缩
浓缩的目的在于除去部分水分,有利于保存;减少质 量和体积,便于保藏和运输。一般采取真空浓缩,其特点 为:具有节省能源,提高蒸发效能的作用;蒸发在较低温 度条件下进行,保持牛乳原有的性质;避免外界污染的可 能性。
⑴ 真空浓缩条件和方法
浓缩控制条件为:温度45~60℃.真空度78.45~ 98.07kPa。
炼乳

(六)加稳定剂 如果检查发现奶样品的酸度超过40度,表明耐热性差,高温杀菌时易发生沉淀,这时可加碱性盐类,如小苏打等。为防止微生物破坏,在装缸杀菌前,可加入0.02%—0.05%的磷酸氢二钠作为稳定剂。
(七)适温装缸 淡炼乳的装缸温度以10℃为宜,甜炼乳以17—18t为宜,但必须在搅拌后1—2小时内进行。
(八)高温杀菌 温度110—117℃,时间15分钟。
(九)适时震摇 杀菌后将乳缸放在震摇器上震摇,促使奶内凝结的干酪素软块粉碎,防止缸底沉淀蔗糖。震摇时间为10分钟,转速为每分钟200转。
(二)预热消毒 预热消毒温度为95℃,保持15分钟,并观察蛋白质的耐热性。
(三)适当加糖 如生产甜炼乳,可在预热后加入糖浆,糖的用量可占乳总量的16%-18%。
(四)浓缩 浓缩有真空法和平锅法两种。真空法:将奶放在空气稀薄的空间,从100.6℃下降到48.8—54.4℃,最高不超过60℃。真空度维持在620毫米以上,奶就开始沸腾,喷洒成为气体,水分迅速蒸发。奶在真空低温下沸腾,可保持其固有的物理化学特性,使营养成分不遭破坏,保持奶的质量。奶在真空锅中加热后,体积逐渐膨胀,比重变轻,奶向上浮至表面时,水分蒸发,因浓缩而比重增大,逐又下降,从而达到浓缩的目的。平锅法:即用一般加热蒸发水分的方法,使原料奶浓缩,此法设备简单,适合于一般奶畜专业户采用。但最高温度不能超过60℃,以免奶的成分遭受破坏。
收奶系统---配料系统----化糖系统---均质----杀菌----盘管式浓缩器---结晶罐-----包装---
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、 均质的目的
• (1)破碎脂肪球,防止脂肪上浮; • (2) 使吸附于脂肪球表面的酪蛋白量
增加,进而增加制品的粘度,缓和变稠 现象; • (3)使产品易于消化、吸收; • (4) 改善产品感观质量。
2、均质工艺
• 在炼乳生产中视具体情况可以采用一次 或二次均质;如采用二次均质,第一次 在预热之前进行,第二次应在浓缩之后。
空罐
↓
↓
浓缩
清洗
↓
↓
均质
灭菌
↓
↓
冷却
干燥
↓
装罐、封罐
↓
灭菌 → 震荡 → 保温检验 → 装箱出厂
图9-3 淡炼乳生产工艺流程
• (一)原料乳验收、预处理、标准化 参见本 章第一节相应内容,但淡炼乳在生产工艺中需 经过高温灭菌,故原料乳的选择特别是原料乳 中的要用75%的乙醇检验,并做添加磷酸盐热 稳定性试验。
• (三)浓缩 浓缩的目的、特点和条件 参见本章第一节相应内容。当浓缩乳温 度 为 50℃ 左 右 时 , 测 得 的 波 美 度 为 6.27 ~ 8.24oB 即 可 。 由 于 淡 炼 乳 的 浓 度 较难控制,所以生产中可以先浓缩到浓 度稍高一些,
• (四)均质 淡炼乳在长时间放置后会 发生脂肪上浮现象,表现为其上部形成 稀奶油层,严重时一经震荡还会形成奶
• 淡炼乳冷却温度与装罐时间有关,当日 装罐需冷却到10℃以下,次日装罐应冷 却至4℃以下。
(六)标准化
• 浓缩后的标准化是使浓缩乳的总固形物
控制在标准范围内,所以也称为加水操
作。加水量可按下式计算:
•
加水量= ωA ωF1
ωA ωF2
• 式中 ωA——标准化乳的脂肪总量 • ωF1—-成品的含脂率(%) • ωF2—缩乳的含脂率(%)
(五)冷却
• 1、 冷却目的 均质后的炼乳温度一般 为50℃左右,在这样的温度下停留时间 过长,可能出现耐热性细菌繁殖或酸度 上升的现象,从而使灭菌效果及热稳定 性降低。另外,在此温度下,成品的变 稠和褐变倾向也会加剧。因此,要及时 且迅速的使物料的温度降下来,以防止 发生上述产品质量问题。
2、冷却方法
• 灭菌方法分为间歇式(分批式)灭菌法 和连续式灭菌法两种。
• 间歇式灭菌适于小规模生产,可用回转灭 菌机进行,灭菌条件同小样试验。
• 连续式灭菌可分为3个阶段:预热段、灭菌段、 和冷却段。封罐后罐内乳温在18℃以下,进入 预热区预热到93~95℃,然后进入灭菌区,加 热到114~119℃,经一定时间运转后,进入冷 却区,冷却到室温。近年来,新出现的连续灭 菌机,可在2min内加热到去125~138℃,并保 持1~3min,然后急速冷却,全部过程只需6~ 7min。连续式灭菌法灭菌时间短,操作可实现 自动化,适于大规模生产。
• (二)预热 预热目的参见本章第一节。淡炼 乳一般采用95~100℃10~15min使乳中的钙离 子成为磷酸三钙,而成不溶。另外采用UHT灭 菌技术可提高乳的热稳定性,如120℃,15s的 预热条件。
• 为了提高乳蛋白质的热稳定性,在淡炼 乳生产中允许添加少量稳定剂。常作稳 定剂使用的有柠檬酸钠、磷酸氢二钠或 磷酸二氢钠,添加量为:100kg原料乳中 添加磷酸氢二钠(Na2HPO4·12H2O)或柠 檬 酸 钠 ( C6H5O7Na3·2H2O ) 5 ~ 25g, 或 者 100kg淡炼乳添加12~62g。稳定剂的用 量最好根据浓缩后的小样试验来决定, 使用过量,产品风味不好且易褐变。
8.00 48.00 0.50 4.00 50.00 0.01 (按鲜乳折算)4.00
7.50 48.0 0.50 4.00 50.00 0.01( (按鲜乳折算)4.00
注 ﹡指每 kg 产品中杂质的毫克数
一、淡炼乳生产工艺
• 淡炼乳生产工艺流程如图9-3所示。
原料乳验收
↓
预处理
↓
标准化
↓
预热
• (2)灭菌试验:灭菌条件应与批量生产条件相同。淡 炼乳生产通常采用下列灭菌条件:
升温 17~18min87℃ 6~8min 100℃ 保温15min 116℃ 保温15min 排气 5min 冷却
(3)开罐检验:
• 灭菌后开罐,倾入烧杯中,检查其组织状态、 色泽、风味,并测定粘度。粘度用毛式粘度计 测定,以20℃时大球100~2000R为宜。高于此 粘度,一般有热凝固倾向。若粘度较高,可把 灭菌温度降低0.5℃或缩短灭菌时间0.5min; 若粘度过低,则灭菌保温时将回转式灭菌釜回 转架暂停5min,以提高粘度。总之,通过小样 试验,确定批量生产的灭菌条件和稳定剂的添 加量。
• 淡炼乳大多采用一次均质。由于开始均质的压 力不会马上稳定,所以最初出来的物料均质不 一定充分,可以将这部分物料返回,再均质一 次。均质压力第一段为14~16Mpa,第二段为 3.5Mpa左右;均质温度以50~60℃为宜。
• 为了确保均质效果,可以对均质后的物料进行 显微镜检视,如果有80%以上的脂肪球直径在 2μm 以下,就可以认为均质充分了。
(七) 装罐、封罐
• 1、小样试验 为了防止由于不可预见的 变化而造成成品的损失,装罐前应先做小 样试验。小样试验按以下步骤进行:
• (1)试样准备:吸取浓度为4.11%的磷酸 氢 二 钠 溶 液 0.5mL 、 1.0mL 、 1.5mL 、 2.0mL 、 2.5mL 、 3.0mL , 分 别 加 入 净 重 411g的浓缩乳罐中,封罐后摇匀。
2、 装罐、封罐
• 将稳定剂溶于灭菌蒸馏水中加入到浓缩 乳中,搅拌均匀,即可装罐、封罐。但 装罐不得太满,因淡炼乳封罐后要高温 灭菌,故必须留有顶隙,以防胀罐,封 罐最好用真空封罐机,以减少炼乳中的 气泡和顶隙中的残留空气。
(八)灭菌、冷却
• 灭菌的主要目的是为了杀灭微生物、钝 化酶类,从而延长产品的贮藏期,同时 还可提高淡炼乳的粘度,防止脂肪上浮。 除此之外,灭菌还能赋予淡炼乳特殊的 芳香味。
第九章 炼 乳
第二节 淡 炼 乳
• 淡炼乳是将牛乳浓缩至原体积的40%, 装罐后密封并经灭菌而成的制品,其主 要成分见表9-2。
表 9-2 淡炼乳的理化指标
项目
特级
指标
一级
全乳固体(%)
26.00
25.00
脂肪(%) 酸度(0T) 铅(以 Pb 计,mg·kg-1) 铜(以 Cu 计,mg·kg-1) 锡(以 Sn 计,mg·kg-1) 汞(以 Hg 计,mg·kg-1) 杂质度﹡(mg·kg-1)