中厚板轧制过程的数值模拟分析
中厚板轧制过程中轧制力变化有限元模拟

中厚板轧制过程中轧制力变化有限元模拟
喻海良;矫志杰;刘相华;赵宪明
【期刊名称】《材料与冶金学报》
【年(卷),期】2005(004)001
【摘要】采用动态显式有限元法对中厚板轧制过程进行了分析.分析了轧制过程稳定阶段接触区中厚板单元数、轧辊单元尺寸以及中厚板初始速度选择对有限元分析计算结果的影响,得出了合理的轧制过程有限元模拟参数,并对某中厚板厂15道次轧制过程轧制力变化规律进行了分析,稳定阶段轧制力计算结果与实测结果非常接近.该结果对中厚板轧制过程模拟具有一定的参考意义.
【总页数】4页(P70-73)
【作者】喻海良;矫志杰;刘相华;赵宪明
【作者单位】东北大学,轧制技术及连轧自动化国家重点实验室,辽宁,沈阳,110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁,沈阳,110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁,沈阳,110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁,沈阳,110004
【正文语种】中文
【中图分类】TG335.11
【相关文献】
1.中厚板轧制过程中轧制力参数的动态修正 [J], 梁江民
2.钢板热轧过程中轧制力的有限元模拟 [J], 曾犇;张恒华
3.中厚板轧制过程中的轧制力和轧制力矩数学模型 [J], 徐申
4.张力在轧制过程中对轧制力影响的有限元模拟 [J],
5.PC轧机轧制过程轧制力三维有限元模拟 [J], 徐利璞;周骏;彭艳
因版权原因,仅展示原文概要,查看原文内容请购买。
基于ANSYS的中厚板轧制前板料温度场数值模拟
摘
要:温度是轧制过程 中的重要参数,采用常规方式难以测得板料 内部温度。本文利用有
限元软件A S S 立了中厚板轧制前板料冷却过程的有限元模型 ,模 型参数化构建 ,适用范 围 NY 建
第四类 :在边 界上给 定 辐射 条件 :
收稿 日期 :2 0 .52 060 .3
板 料在 传送 辊上 的运 动 速 度 不 是很 高 , 山移
作者简介:刘书强 (99一 ) 17 ,男,山东莱芜人,潍坊学院机电工程学院硕士。
.
1 7.
维普资讯
界上 I 热流 密度 。 £ I 勺 .
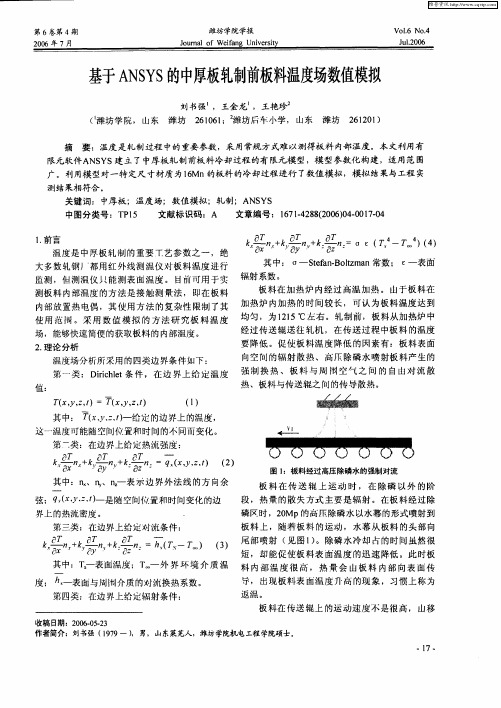
图 1 :板 料 经 过 高压 除磷 水 的 强 制 对 流
板 料 在 传 送 辊 上 运 动 时 ,在 除 磷 以 外 的 阶
段,热晕 的敞 失方式 主要是辐射 。在板料经过除
磷I= ,2Mp的 高压 除磷 水 以水幕 的 形式 喷射 到 又时 0
/ ,
其 中: Tx 二, (,,, 一给定I边界上的温度, ) £ I 勺
这一温 度 可能 随空 问位 置和 时 问 的 同而变 化 。
第_类:在边界上给定热流强度 :
k : , 2 3 警: ( )( , : )
其 中:n、 n、n 表 示 边 界 外 法问变 化 I边 , ・) v £ I 勺
换热 系数 。
本 模 参 数 化 设 定 板 料 初 始 尺 寸 ( mm)为
性。
表 面 和 四个 侧面 可 认 为相 同 ,采 用 同一 个埘 流 系 2 0 70× 10 4 0×2 0,板 料 材 质 属 性 为 1Mn的 属 2 6 为 了便 于 边 界 条 件 的施 加 ,采 用 等 效 转 化 的
基于ANSYS的中厚板轧制前板料温度场数值模拟

基于ANSYS的中厚板轧制前板料温度场数值模拟
刘书强;王金龙;王艳珍
【期刊名称】《潍坊学院学报》
【年(卷),期】2006(006)004
【摘要】温度是轧制过程中的重要参数,采用常规方式难以测得板料内部温度.本文利用有限元软件ANSYS建立了中厚板轧制前板料冷却过程的有限元模型,模型参数化构建,适用范围广.利用模型对一特定尺寸材质为16Mn的板料的冷却过程进行了数值模拟,模拟结果与工程实测结果相符合.
【总页数】4页(P17-20)
【作者】刘书强;王金龙;王艳珍
【作者单位】潍坊学院,山东,潍坊,261061;潍坊学院,山东,潍坊,261061;潍坊后车小学,山东,潍坊,261201
【正文语种】中文
【中图分类】TG3
【相关文献】
1.基于ANSYS的MONEL-400合金中厚板CMT数值模拟 [J], 马魁;麻永林;李美玲;陈重毅;陆恒昌
2.中厚板轧制变形过程的温度场数值模拟 [J], 贵永亮;秦晓岭;宋春燕;张伟
3.基于ANSYS/LS-DYNA的板料拉深数值模拟研究 [J], 安小军;谢桂兰;刘新
4.基于ANSYS的厨余垃圾桶保温箱温度场数值模拟 [J], 倪洲;陆付港;徐伟;成江
5.基于ANSYS的中厚板焊接有限元三维数值模拟 [J], 罗金华;王晓熙;胡伦骥
因版权原因,仅展示原文概要,查看原文内容请购买。
中厚板板坯轧制温度建模研究

中厚板板坯轧制温度建模研究【摘要】本文以国内某中厚板轧制现场为背景,研究了中厚板板坯轧制温度建模问题。
通过分析轧制过程中影响板坯的各种温度要素,结合真实数据和经验公式,给出了不同情况下的温度边界条件。
进而选用二维有限差分方程来建立板坯温度场模型,本文基于真实现场数据,给出并分析模型计算生成的温度变化结果曲线图。
【关键词】中厚板有限差分温度场轧制数学模型在中厚板生产过程中,温度是非常重要的几个工艺参数之一。
中厚板轧制生产线上设有几组测温仪,可以对具体点的钢坯温度进行测量跟踪,但是p2 温度建模的基本理论建立板坯的温度场模型建立在传热学的基本理论基础上,利用数值模拟方法(有限差分、有限元等)进行温度场网格模型的建立。
传热学是一门研究物体热量传递规律的学科,可以用来研究在机件冷热加工过程的热传递问题。
基本的传热方式有三种:热传导,对流,以及辐射。
2.1 热传导例如本课题的板坯从加热炉出炉直到卷取成品,贯穿始终的都存在温度梯度差,从而发生热传导现象。
物质温度梯度下的内部热量传递速率,遵循以下公式:2.2 热对流对流现象一般发生在固体和与其相接触的流体相对运动时,两者之间会发生热量交换,对流分为强制对流和自然对流(如图2)。
2.3 热辐射热辐射是一种基于电磁波的热量传播,在真空与介质中都能进行。
热辐射传播的热量与绝对温度的四次方成正比,描述此关系的Stefan-Boltzmann定律如下:3 中厚板轧制温度场有限差分模型的建立建立中厚板轧制温度场差分模型,需要对整个过程的温度影响因素进行全面分析,抽象出若干个模型,针对每一个过程,利用有限差分法建立数学模型,求解数学模型方程组,得到最终的数值结果。
3.1 生产过程中温度分析中厚板生产中板坯的轧制过程是一个非常复杂的非稳态导热过程,板坯内部温度场不仅跟内部节点的位置有关系,而且也是一个关于时间的函数,即某一点在某一时刻的温度可以表示为某一个函数。
中厚板轧制过程中轧件温度主要受到以下几个方面因素的影响:(1)辊道运送过程中,高温板坯对外热辐射损失热量,以及与外界空气的热对流作用。
C19400合金中厚板热轧工艺数学模型研究
C19400合金中厚板热轧工艺数学模型研究C19400合金中厚板热轧工艺数学模型研究摘要:本文针对C19400合金中厚板热轧工艺进行数学模型研究。
通过研究C19400合金热轧工艺参数对板材厚度、表面质量和机械性能的影响,建立了热轧过程中的数学模型。
结果表明,在一定的热轧温度、轧制压力和轧制速度条件下,通过优化参数可以获得更好的加工效果。
本研究对提高C19400合金板材的加工质量和机械性能具有重要意义。
一、引言C19400合金是一种高强度、耐蚀性和导热性能优异的铜合金,广泛应用于航空航天、电子电器、汽车制造等领域。
在市场需求不断增长的背景下,C19400合金板材的生产工艺研究变得越来越重要。
而热轧工艺是C19400合金板材制备的一种主要方法,因此对热轧工艺进行研究具有重要意义。
二、实验方法本研究选择了常见的C19400合金作为研究对象,通过实验获得了板材在不同热轧工艺参数下的厚度、表面质量和机械性能等数据。
基于实验结果,建立了热轧工艺数学模型。
三、热轧工艺数学模型在热轧过程中,板材的变形受到温度、压力和速度的共同影响。
数学模型的建立旨在通过优化这些参数,实现对板材加工效果的优化。
模型的基本假设如下:1. 板材在热轧过程中视为理想弹塑性体;2. 板材的变形满足公式:ε = ε0exp(Q/RT);3. 式中,ε为应变,ε0为应变速率,Q为活化能,R为理想气体常数,T为温度;4. 板材的力学性能与应力、应变有关,满足公式:σ = Kεn;5. 式中,σ为应力,K为材料参数,n为材料的流动应力指数。
基于这些假设,我们可以得到热轧工艺数学模型如下:1. 板材的温度变化满足公式:dT/dt = α(θ−T);2. 式中,θ为轧制温度,α为热传导参数;3. 板材的厚度变化满足公式:dh/dt =(v0−v)/(1+(h0/hl)^(1/3));4. 式中,v0为板材初始速度,v为板材实际速度,h0为板材初始厚度,hl为板材终止厚度。
中厚板轧制板坯弯曲的有限元模拟分析
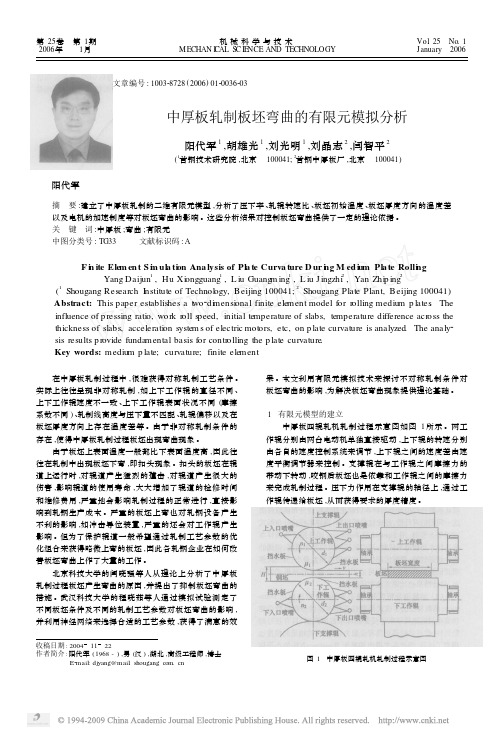
第25卷2006年第1期1月机械科学与技术MECHAN I CAL SC I E NCE AND TECHNOLOGY Vol .25January No .12006收稿日期:20041122作者简介:阳代军(1968-),男(汉),湖北,高级工程师,博士E 2mail:djyang@mail .shougang .com.cn 阳代军文章编号:100328728(2006)0120036203中厚板轧制板坯弯曲的有限元模拟分析阳代军1,胡雄光1,刘光明1,刘晶志2,闫智平2(1首钢技术研究院,北京 100041;2首钢中厚板厂,北京 100041)摘 要:建立了中厚板轧制的二维有限元模型,分析了压下率、轧辊转速比、板坯初始温度、板坯厚度方向的温度差以及电机的加速制度等对板坯弯曲的影响。
这些分析结果对控制板坯弯曲提供了一定的理论依据。
关 键 词:中厚板;弯曲;有限元中图分类号:TG33 文献标识码:AF i n ite Ele m en t S i m ul a ti on Ana lysis of Pl a te Curva ture D ur i n g M ed i u m Pl a te Rolli n gYang Daijun 1,Hu Xi ongguang 1,L iu Guang m ing 1,L iu J ingzhi 2,Yan Zhi p ing2(1Shougang Research I nstitute of Technol ogy,Beijing 100041;2Shougang Plate Plant,Beijing 100041)Abstract:This paper establishes a t w o 2di m ensi onal finite ele ment model for r olling mediu m p lates .The influence of p ressing rati o,work r oll s peed,initial te mperature of slabs,te mperature difference acr oss the thickness of slabs,accelerati on syste m s of electric mot ors,etc,on p late curvature is analyzed .The analy 2sis results p r ovide funda mental basis f or contr olling the p late curvature .Key words:medium p late;curvature;finite ele ment 在中厚板轧制过程中,很难获得对称轧制工艺条件。
中厚板轧制过程的数值模拟分析
(0123452: UQ% ;>DHN:K?P S:D>P?L:C; :S ? >SHJ>P LCCP LC S:D>P?LH LGH OP?LH NCPP:;< ONCKHSS,:L KC>PI GHPO LC HVW LH;I LGH D:PP P:JH,:DONCRH LGH =>?P:LT CJ LGH OP?LH ?;I NHI>KH LGH KCSL CJ LN:?P . ?;I . HNNCN ONCKHSSHS $ *; LG:S O?OHN,SCDH CJ LGH DCSL KC;KHN;HI ONCXPHDS :; ;>DHN:K?P S:D>P?L:C; CJ OP?LH NCPP:;< ONCKHSS ?NH ?;?PTYHI ?;I I:SK>SSHI >S:;< %&’ D?NK SCJLM?NH $ /GH I:SLN:X>L:C; CJ JN:KL:C;?P JCNKH C; LGH NCPP:;< OP?LH S>NJ?KH ?;I LGH HJW JHKLS CJ JN:KL:C; C; NCPP:;< ONCKHSS ?NH I:SK>SSHI $ Z:JJHNH;L D?LHN:?P G?NIH;:;< DCIHPS S>KG ?S :SCLNCO:K G?NIH;W :;<,[:;HD?L:K G?NIH;:;< ?;I KCDX:;HI G?NIH;:;< ?NH :;RHSL:<?LHI $ /GH HJJHKLS CJ LGHND?P . DHKG?;:K?P KC>OPH C; LGH OP?LH NCPP:;< ONCKHSS ?;I LGH ;>DHN:K?P S:D>P?L:C; DHLGCI ?NH ONHSH;LHI $ 678 9:3;1: UQ%;JN:KL:C; JCNKH;NCPP:;< ONCKHSS;G?NIH;:;< DCIHP;;>DHN:K?P S:D>P?L:C; 理想的产品。这样会延长产品的研制周期, 增加产 品成本, 并造成设备的提前报废, 浪费大量的人力和 物力。 随着计算机应用技术的普及, 用有限元方法进 行塑性成形过程的数值模拟成为一项有效解决该问 题的高新技术。塑性成形的有限元数值模拟不仅能 直观描述板料在轧制过程中材料的变形流动状态, 还能定量地计算出塑性变形区的应力、 应变、 摩擦力
中厚板板坯轧制温度建模
研究方向
未来研究方向包括温度场模型的 进一步完善、传感器技术的提升 以及数据处理和分析方法的改进 等。
技术推广
该技术可以推广应用于其他金属材 料和加工领域,为提高生产效率和 产品质量提供新的解决方案。
06
结论与展望
研究成果总结
建立了基于物理模型的温度场计算方法,该方法考虑了轧制过程中的动态热过程 和相变过程,能够准确预展针对不同材料 、不同轧制条件下的实验研究,以 扩大模型的适用范围和提高其普适 性。同时可以结合现代先进计算技 术和人工智能方法,对模型进行进 一步改进和优化,提高其预测精度 和效率。
07
参考文献
参考文献
标题:中厚板板坯 轧制温度建模与应 用
出版年份:2020
作者:张三, 李四, 王五
03
模型的适用性分析
在验证和优化模型后,需要对模型的适用性进行分析。需要考虑模型
的计算量、预测精度和鲁棒性等因素,以确定模型是否适用于中厚板
板坯轧制过程的温度控制。
05
温度场模型的应用
在线温度监测系统的开发
开发背景
中厚板板坯在轧制过程中,温度分布和变化对产品性能和 质量具有重要影响。为了实现精细化控制,开发了在线温 度监测系统。
02
轧制工艺及温度场模型概 述
轧制工艺简介
轧制工艺的基本原理
轧制是通过两个旋转的轧辊将金属坯料压缩,使其形状和尺寸发生变化的过 程。
中厚板板坯轧制的特点
中厚板板坯轧制具有其独特的工艺特点,如多道次轧制、轧制过程中温度变 化大等。
温度场模型的基本理论
传热学基本原理
包括热传导、热对流和热辐射三种基本传热方式。
04
温度场模型的建立
中厚板轧制过程中的温度模型
Κp (i- 1, j ) —Σ0+ ( i- 1) ∃ Σ时刻第 j 层金属的导热率,W (m 2·℃) ;
Ε—轧件的黑度, 在轧制温度范围对碾轧过的钢板表面可取黑度 Ε= 015;
Ρ0—辐射常数, Ρ0= 51675×10- 8W (m 2K4) ;
Α(i- 1, 1) —Σ0+ ( i- 1) ∃ Σ时刻第 1 层 (表层) 金属的对流放热系数,W (m 2·℃)。
(6)
式中: C ,M n, Si—钢中碳, 锰和硅的含量, % ;
K —温度影响系数。
根据文献〔1〕提供的数据, 用回归分析方法可得到
K = 1. 01 -
0.
284
[
t
( i21, j 1000
)
]
-
0.
531
[
t
( i21, j 1000
)
]2
+
0.
462
[
t
( i21, j 1000
)
]3
(7)
2
t(i -
1, j ) ]∃Σ
(2) 式中:
Ξ 收稿日期: 1998207231
13 © 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
F S —轧件的一半表面积, m 2、F S≈ B L , 这里 B , L 分别为轧件的宽度和长度; F —轧件的水平截面积, m 2, F = B L ;
tp0 -
tp =
Qs
cp Χp F c∆p
=
Κs
( tp0 - tr0) F c cp Χp F c∆p
基于ANSYS的中厚板轧制前板料温度场数值模拟
- 17 -前言1.温度是中厚板轧制的重要工艺参数之一,绝大多数轧钢厂都用红外线测温仪对板料温度进行监测,但测温仪只能测表面温度。
目前可用于实测板料内部温度的方法是接触测量法,即在板料内部放置热电偶,其使用方法的复杂性限制了其使用范围。
采用数值模拟的方法研究板料温度场,能够快速简便的获取板料的内部温度。
理论分析2.温度场分析所采用的四类边界条件如下:第一类:条件,在边界上给定温度Dirichlet 值:T (x ,y ,z ,t ) = T (x ,y ,z ,t ) (1) T (x ,y ,z ,t )其中:—给定的边界上的温度, 这一温度可能随空间位置和时间的不同而变化。
第二类:在边界上给定热流强度:k x ∂T ∂x x +k y ∂T ∂y n y +k z ∂T ∂znz = q s (x ,y ,z ,t ) (2) 其中:n x 、n y 、n z —表示边界外法线的方向余qs (x ,y ,z ,t )弦;—是随空间位置和时间变化的边界上的热流密度。
第三类:在边界上给定对流条件:k x ∂T ∂x n x +k y ∂T ∂y y +k z ∂T ∂z n z = h s (T S -T∞) (3) 其中:T s —表面温度;T ∞—外界环境介质温hs 度;—表面与周围介质的对流换热系数。
第四类:在边界上给定辐射条件:k x ∂T ∂x n x +k y ∂T ∂y y +k z ∂T ∂zz =σε(T s 4 -T ∞4) (4) 其中:—常数;—表面 σStefan-Boltzman ε辐射系数。
板料在加热炉内经过高温加热。
由于板料在加热炉内加热的时间较长,可认为板料温度达到均匀,为℃左右。
轧制前,板料从加热炉中1215经过传送辊送往轧机,在传送过程中板料的温度要降低。
促使板料温度降低的因素有:板料表面向空间的辐射散热、高压除磷水喷射板料产生的强制换热、板料与周围空气之间的自由对流散热、板料与传送辊之间的传导散热。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
延长轧机的寿命, 提高产品质量和减少试错过程的消耗等。文中阐述了利用有限元软件对中厚板轧制成形过程的 非线性数值模拟分析中的一些广为关心的问题, 包括: 摩擦力在轧件表面的分布情况以及摩擦力大小对轧制过程 的影响; 材料的等向强化模型、 运动强化模型和混合强化模型对中厚板轧制过程的影响; 热 . 力耦合对厚板轧制成 形过程的影响及其数值模拟分析方法。 关键词: 有限元; 摩擦力; 轧制成形; 强化模型; 数值模拟 中图分类号: /,##-0-, /1#2!02 文献标识码: + 文章编号: ("))3) !))3 . 4(#5 )# . ))!) . )4
(0123452: UQ% ;>DHN:K?P S:D>P?L:C; :S ? >SHJ>P LCCP LC S:D>P?LH LGH OP?LH NCPP:;< ONCKHSS,:L KC>PI GHPO LC HVW LH;I LGH D:PP P:JH,:DONCRH LGH =>?P:LT CJ LGH OP?LH ?;I NHI>KH LGH KCSL CJ LN:?P . ?;I . HNNCN ONCKHSSHS $ *; LG:S O?OHN,SCDH CJ LGH DCSL KC;KHN;HI ONCXPHDS :; ;>DHN:K?P S:D>P?L:C; CJ OP?LH NCPP:;< ONCKHSS ?NH ?;?PTYHI ?;I I:SK>SSHI >S:;< %&’ D?NK SCJLM?NH $ /GH I:SLN:X>L:C; CJ JN:KL:C;?P JCNKH C; LGH NCPP:;< OP?LH S>NJ?KH ?;I LGH HJW JHKLS CJ JN:KL:C; C; NCPP:;< ONCKHSS ?NH I:SK>SSHI $ Z:JJHNH;L D?LHN:?P G?NIH;:;< DCIHPS S>KG ?S :SCLNCO:K G?NIH;W :;<,[:;HD?L:K G?NIH;:;< ?;I KCDX:;HI G?NIH;:;< ?NH :;RHSL:<?LHI $ /GH HJJHKLS CJ LGHND?P . DHKG?;:K?P KC>OPH C; LGH OP?LH NCPP:;< ONCKHSS ?;I LGH ;>DHN:K?P S:D>P?L:C; DHLGCI ?NH ONHSH;LHI $ 678 9:3;1: UQ%;JN:KL:C; JCNKH;NCPP:;< ONCKHSS;G?NIH;:;< DCIHP;;>DHN:K?P S:D>P?L:C; 理想的产品。这样会延长产品的研制周期, 增加产 品成本, 并造成设备的提前报废, 浪费大量的人力和 物力。 随着计算机应用技术的普及, 用有限元方法进 行塑性成形过程的数值模拟成为一项有效解决该问 题的高新技术。塑性成形的有限元数值模拟不仅能 直观描述板料在轧制过程中材料的变形流动状态, 还能定量地计算出塑性变形区的应力、 应变、 摩擦力
作者简介: 张清泉 (!2(4—) , 男, 四川达川人, 美国 %&’ 公司成都代表处技术部经理, 主要从事计算机辅助工程仿真 (’+Q) 研究。 万方数据
第F期 张清泉等: 中厚板轧制过程的数值模拟分析 ・ !! ・ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ 和温度分布状态以及回弹等, 同时还能得到轧件在 轧制过程中的组织演变。由此可见: 在中厚板轧制 成形过程中采用有限元方法进行数值模拟分析可以 为实际生产提供合理的工艺参数, 便于延长轧机的 寿命, 提高产品质量和减少试错过程的消耗等。 下面就利用数值模拟分析方法在仿真板料的轧 制过程所关心的一些问题进行讨论。 在这种高温下金属的组织和性能发生变化, ’ 左右, 表面产生强烈的氧化、 粘着等, 这些会改变摩擦条件 影响润滑。其次, 轧制过程中轧辊与板料之间存在 很大的压力, 此时的摩擦力是在高压下产生的, 两者 之间的单位压力越大, 润滑也就越困难, 而在数值分 析中往往存在如果使用库仑摩擦模型, 计算结果与 实验测试结果会不一致的情况。第三, 轧制过程是 一个动态过程, 不断会有新的接触表面产生, 轧辊与 板料间的接触条件在动态地不断改变: 同一时刻各 点接触状态也不同, 有的滑动、 有的粘着。如图 ! 所 示为平辊轧制时的情况, ()*+ 为金属质点对轧辊 没有横向滑动的区域; ,-./ 为金属质点对轧辊没 有纵向及横向滑动的区域, 即粘着区; 012 是板料 宽度中间难变形区的垂直断面。
(!)
钢铁钒钛 !AA: 年第 !B 卷 ・ 9! ・ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $ $
!"#$%&’() *&#")(+&,! ,- .)(+$ %,))&!/ .%,’$**
67+8, 9:;< . =>?;! , @*A BC;< . DC>" , B+E F:;#
(!$ ’GH;<I> EJJ:KH,%&’ &CJLM?NH ’CNOCN?L:C;,’GH;<I> (!))!(,&:KG>?;,’G:;?;"$ ’GH;<I> EJJ:KH,*%+, ’CNOCN?L:C;, ’GH;<I> (!))#!,&:KG>?;,’G:;?; #$ &KGCCP CJ %HKG?;:K?P Q;<:;HHN:;<,&:KG>?; A;:RHNS:LT,’GH;<I> (!))(-,&:KG>?;,’G:;?)
中厚板轧制过程的数值模拟分析
张清泉!, 刘勇谋", 姚
学机械工程学院, 四川 成都 (!))(-) 摘 要: 在中厚板轧制成形过程中采用有限元方法进行数值模拟分析可以为实际生产提供合理的工艺参数, 便于
进#
(! $ 美国 %&’ 公司成都办事处, 四川 成都 (!))!(;" $ 美国 *%+, 公司成都办事处, 四川 成都 (!))!( ;# $ 四川大
!
引言
厚板轧制成形过程是一个同时包括几何非线
性、 材料非线性、 边界非线性和热 . 力耦合等因素在 内的复杂的变形过程, 轧件的成形质量受到多种因 素的影响, 这就对成形控制带来很大困难。传统的 轧制过程中, 只能在提出初步设计方案的基础上, 采 用 “试错法” 经过大量的实验反复调试才能得到较为
收稿日期: "))3 . )( . !4
பைடு நூலகம்
图!
非线性的剪切摩擦行为
"#$ % ! &#’()* +,-.,/0 /,1(. 2(*3-3 ,03(*2(1 ( ’,’.#’()* 36()* 0)3(1 4*#+5#,’ /,1(.) 4*#+5#,’ 0(6)2#,* 式中 !!" —接触面上的切向应力, 即摩擦应力; ! !—等效应力; 即 !值; # —摩擦系数, $ —为轧辊与板料之间相对滑动速度方向上 的切向单位向量。 为了避免数值计算上的不连续性, 一般引入反 正切函数来平滑处理粘—滑摩擦之间的突变: %" ! ! ! ・$ (!) !!" " 7 # ・ )*+5)’ " 2 +’35 8 " # 式中 %" — 轧辊与板料之间相对滑动速度向量; 轧辊与板料之间的临界 " 2 +’35—发生滑动时, 相对滑动速度。 在轧制过程中, 轧辊与板料的摩擦力成为轧件 运动的主动力, 即轧制过程是以摩擦力作为驱动力, 因此在模拟过程中需给出一个相对滑动速度。数值 模拟分析中, 做如下假设: 仅考虑接触表面的相互作 用, 而不考虑其它因素的影响, 且在轧制过程中摩擦 系数不变。 图 8 所示为板料所受轧制方向上的摩擦力分布 在后滑移区轧件受到沿轧 云图。从图 8 可以看出, 制方向正向的摩擦力, 在前滑移区轧件受到沿轧制 方向反向的摩擦力, 且前者大于后者, 使得板料能够 通过与轧辊之间的摩擦力的作用完成轧制过程。 与图 9 的比较可以看出, 在两种方向相反的摩 擦力之间出现一定宽度的摩擦力几乎为零的区域即 轧制的粘着区域。在粘着区轧件与轧辊相对滑动速 度为零且不存在摩擦力。摩擦力经由作为轧制过程 驱动力的正向力区域、 零摩擦区域的粘着区到沿轧 制负方向的负向力区域。 图 : 是厚板在轧制过程中宽度的展开和厚度的
图!
轧制时粘着区及难变形区示意图
-34 " !
567 893:; <=7< <>? 967 6<=? @ 9A @ ?7BA=C <=7< AB 967 DE<97 3> =AEE3>4 D=A:788
!"F
某厚板轧制过程的摩擦力分析
滑动 0G*" 0<=: 软件主要提供的摩擦模型包括: 库仑摩擦模型, 剪切摩擦以及粘 @ 滑摩擦模型。试 验表明, 当法向力或法向应力太大时, 库仑摩擦模型 常常与实验观察结果不一致, 如图 # 所示。 轧制过程当压下量较大时, 特别是初轧过程压 下量较大, 板料与轧辊间的摩擦则不满足库仑摩擦 模型, 因此考虑采用基于切应力的摩擦模型—剪切 摩擦模型。剪切摩擦模型认为摩擦应力是材料等效 切应力的一部分, 为: " ! !!" ! @ # $ F #