加大细纱前胶辊直径的纺纱实践
基于大直径软胶辊的细纱牵伸机制及其应用效果

基于大直径软胶辊的细纱牵伸机制及其应用效果魏艳红; 谢春萍; 刘新金; 苏旭中; 殷高伟【期刊名称】《《纺织学报》》【年(卷),期】2019(040)010【总页数】6页(P62-67)【关键词】纺纱技术; 细纱牵伸; 牵伸区元件配置; 大直径胶辊; 高效细纱工艺; 大牵伸【作者】魏艳红; 谢春萍; 刘新金; 苏旭中; 殷高伟【作者单位】生态纺织教育部重点实验室(江南大学) 江苏无锡214122; 江苏格罗瑞节能科技有限公司江苏无锡214199【正文语种】中文【中图分类】TS103高效工艺是指高效率、高效益、高效能的纺纱工艺[1]。
细纱大牵伸是纺纱工艺高效化发展的趋势,以“前纺重定量,细纱大牵伸”为核心的高效工艺,可最大限度地发挥设备潜力,达到高速,高效,少用工,低能耗,降低生产成本的目的。
要满足高效工艺和高品质成纱的要求,须依靠新型器材、优化工艺和良好的管理模式。
“紧隔距、重加压、强控制”是目前细纱大牵伸的基本工艺路线。
从工艺上不讲,增加摇架压力是大牵伸的必要措施之一,但是重加压往往会造成牵伸力与握持力呈不稳定的极限牵伸状态,生产中易产生粗节甚至是“出硬头”等疵点,影响成纱质量[2]。
同时随着摇架压力的增加,也增加能源的消耗,对生产成本不利,因此,研究轻压力条件下的细纱大牵伸纺纱,保证成纱质量水平优于现有水平是今后的发展趋势,也符合节能减排要求。
在细纱牵伸区,本文将前胶辊采用大直径、窄宽度、软胶辊,中上胶辊使用丁腈橡胶胶辊代替MR碳纤辊,配合轻加压工艺路线,纺制了不同线密度的纱线。
分析了细纱大直径软胶辊的牵伸机制与应用效果,以及其对成纱质量的影响,期望可为细纱大牵伸纺纱提供参考。
1 细纱大直径软胶辊牵伸机制1.1 细纱大直径胶辊的摩擦力界分布在硬度稳定基础上适当增大胶辊直径,可以增加胶辊的弹性,减少受压变形,增大与罗拉的弧形接触面积,缩小浮游区长度,使变速点向前钳口集中。
胶辊前冲包围弧相对较大,有利于减小加捻三角区长度,降低细纱断头。
WJ1165型胶辊提高纺纱质量的实践

多对 胶管 有直接 损坏 , 使胶管 使用 寿命缩 短 , 为 确保 加油 量适应 要求 , 加油人 员必 须有 责任心 。 2 . 4 我企 业使用 贝克磨 床 , 在磨砺 过程 中对胶 辊表 由表 1可 以看 出 , wJ 1 l 6 5型 铝 衬 管 免 处 理 邵 尔 A硬 度为 6 5度胶 辊成 纱质 量优 于某 大 厂铝 衬 管
2 WJ 1 1 6 5型胶 辊 的 制作 及 磨 砺
2 . 1 在胶 辊 制 作 过 程 中 , 冬 季 必 须 在胶 辊 间 停 放 4 8 h以上进 行套制 , 胶 辊 间 温度 为 2 5 ℃ ~3 O ℃, 在进 行套 制 时 , 胶辊 膨 胀均 匀 , 1 0 0 与 铁 壳均 匀抱
胶辊 , 各 项指 标稳 定 , 适 纺范 围广 , 其 纺纱性 能优 越 , 在 提高成 纱 条干 , 降低 粗 、 细 节方 面效 果显 著 。
作 者简 介 : 李学友( 1 9 6 2 一) , 男, 天津人 , 助理 工程师 , 主
要从事胶辊胶 圈、 设 备保 全 方 面 的工 作 。
第4 O卷
增 刊
饮器
T e x t _ l e Ac c e s s or i e s
2 O 1 3年 6月
3 结 语
WJ l 1 6 5型铝 衬 管 免 处 理邵 尔 A 硬 度 为 6 5度
性、 凹心均达 到优 良胶辊 水平 , 成纱质 量稳定 。
wJ 1 1 6 5型铝衬 管 免 处理 邵 尔 A 硬 度 为 6 5度 胶辊属 于低 硬度 高弹性胶 辊 , 摇架 压力 为 1 2 0 N / 双 锭 ~1 4 0 N/ 双锭 最 佳 , 握持纤维能力强 , 瞬 间 回弹 性能 强 , 纺纱 过程 磨损动 态变 形小 等 优点 , 使用 6 ~ 8 个 月 回磨 为佳 。
纺纱织布实习报告

纺纱织布实习报告1. 引言本文档是针对纺纱织布实习的实习报告,对于本次实习经历进行总结和分析,并对相关的工作内容进行说明和评估。
2. 实习背景作为纺纱织布专业的学生,我有幸获得了一次在织布工厂进行实习的机会。
这次实习的主要目的是让我们学生可以通过实际操作,对织布流程和技术有更深刻的理解和掌握,提高我们的实际操作能力。
3. 实习内容本次实习的主要内容包括以下几个方面:3.1 纺纱工艺在实习开始前,我们首先参观了织布工厂的纺纱车间。
我们了解到纺纱是将棉花等纤维原料通过一系列的工艺处理,将其变成纱线的过程。
在实习中,我们学习了以下几种常用的纺纱工艺:•纺纱预处理:清洗、开松、混棉等操作;•纺纱机操作:包括锭子纺纱机和环锭纺纱机的使用;•纺纱过程中的问题排查和解决。
通过实际操作和指导老师的讲解,我们对纺纱工艺有了更深入的了解。
3.2 织布工艺在纺纱过程完成后,我们开始了织布的实习。
织布是将纱线经过织布机的编织,形成布匹的过程。
在织布实习中,我们学习了以下几个方面的内容:•织布机的类型和结构;•织布机的操作和调试;•不同织布工艺对最终布匹质量的影响。
通过参与实际操作,我们对织布工艺的流程和要点有了更直观的理解。
3.3 质量控制在纺织行业中,质量控制是十分重要的环节。
在实习中,我们也学习了如何进行质量控制和质量检测:•纱线质量的检测和评估;•布匹的质量检查与评定;•常见织布缺陷的识别和处理方法。
通过实际操作和老师的指导,我们掌握了质量控制的基本方法和技巧。
4. 实习收获通过这次纺纱织布实习,我获得了以下几个方面的收获:首先,我对纺纱织布的工艺流程和技术有了深入的了解。
通过亲身参与纺纱和织布的操作,我对整个过程有了更深刻的认识,能够更好地理解理论知识与实际应用之间的联系。
其次,我提高了实际操作能力。
通过实习,我熟悉了纺纱和织布机的操作,掌握了一些调试技巧和处理问题的方法。
这对我今后从事相关工作起到了很好的基础和实践锻炼的作用。
细纱前区加装压力棒的纺纱实践

mm~ . m, 0 5m 防止细纱牵伸 不开, 保证 纺纱质量的提 高。
关键 词 : 细纱机 ; 牵伸 区 ; 前 压力棒 ; 细纱 隔距 块 ; 罗拉 隔距 ; 牵伸倍 数
中图分 类号 :S0.2 文 献标识 码 : T 138 B 文章 编号 :01 4520 )9 02 3 10- 1(07 0- 4 - 7 0 0
维普资讯
棉
纺
织
技
术
第3 5卷
第 9期
Co o e t e Te h o o y  ̄ n T x i c n lg l
20 0 7年 9月
细 纱 前 区加 装 压 力棒 的 纺 纱 实 践
李克来 周 三喜 高海梅
( 南 天 星 纺 织 有 限公 司 ) 河
设 备机 型 的不 同而 定 制 , 力棒 和 隔距 块一 次 浇 压
铸而成 , 连成 一 体 。
纱 器材 , 对改 善 产 品 质量 取得 了较 好 效 果 。例 如
在 细纱前 区加装 压 力棒 隔 距块 , 纱 条 干 C 成 V值 、
千米粗节 、 节和 棉结都 有不 同程度 的降低 , 细 根据
摘 要 : 探讨压力棒隔距块的纺纱效果7 T艺的合理配置问题。对压力棒隔距块的结构、 Z_ . - . 前区压力棒的
作 用原理进行 了分析和介绍 , cl . e 在 82t x纱品种上对使 用压 力棒 隔距块后 细纱工 艺的调整和配置进 行 了纺纱
纺纱生产实习报告

一、实习目的为了深入了解纺织行业的基本生产过程,提高自身的专业素养,培养实践操作能力,我于20XX年XX月XX日至20XX年XX月XX日参加了纺纱生产实习。
本次实习旨在:1. 学习纺纱生产的基本原理和工艺流程;2. 熟悉纺纱生产设备的操作方法;3. 提高自己的动手能力和团队协作能力;4. 增强对纺织行业的认识和了解。
二、实习单位及岗位实习单位:XX纺织有限公司实习岗位:纺纱车间操作工三、实习过程1. 理论学习实习初期,我们首先进行了纺纱生产理论的学习。
通过查阅资料、听课等方式,了解了纺纱生产的基本原理、工艺流程以及相关设备的工作原理。
2. 实地参观在理论学习的基础上,我们参观了纺纱车间的各个生产环节,包括原棉准备、开松、混和、梳理、并条、粗纱、细纱、并纱、检验等。
通过实地参观,我们对纺纱生产过程有了直观的认识。
3. 实际操作在掌握了纺纱生产的基本流程后,我们开始进行实际操作。
首先,我们学习了如何操作梳棉机、并条机、粗纱机、细纱机等设备。
在师傅的指导下,我们逐步掌握了设备的操作技巧。
4. 生产线调试与维护在实习过程中,我们还学习了生产线调试与维护的基本知识。
通过学习,我们了解了设备故障的原因、排除方法以及预防措施。
5. 团队协作在实习过程中,我们分组进行操作,互相学习、互相帮助。
通过团队协作,我们提高了工作效率,也增进了彼此之间的友谊。
四、实习收获1. 理论知识与实践相结合通过本次实习,我将所学理论知识与实际生产相结合,加深了对纺纱生产过程的理解,提高了自己的实践能力。
2. 掌握了纺纱生产设备的操作方法在实习过程中,我们学习了梳棉机、并条机、粗纱机、细纱机等设备的操作方法,为今后从事纺织行业打下了基础。
3. 增强了团队协作能力在实习过程中,我们分组进行操作,互相学习、互相帮助,培养了团队协作精神。
4. 增进了对纺织行业的了解通过本次实习,我对纺织行业有了更深入的了解,为今后从事相关工作奠定了基础。
纺纱学实习报告

一、实习背景为了深入了解纺纱工艺,提高专业技能,我们纺织学院组织了一次纺纱学实习活动。
本次实习旨在让我们将理论知识与实际操作相结合,掌握纺纱工艺的基本流程和关键环节,提升自身综合素质。
二、实习过程1. 实习前期准备在实习开始前,我们查阅了大量纺纱学相关资料,了解了纺纱的基本原理、设备构造及操作方法。
此外,我们还进行了分组,每组由一名指导老师负责。
2. 实习过程(1)参观纺纱车间实习第一天,我们参观了纺纱车间,了解了车间布局、设备配置及生产流程。
在参观过程中,指导老师详细讲解了不同设备的用途、工作原理及操作注意事项。
(2)学习纺纱工艺实习期间,我们学习了纺纱工艺的基本流程,包括原棉开松、混和、梳理、并条、粗纱、细纱、络筒等环节。
我们亲自动手操作,掌握了各环节的设备使用方法和注意事项。
(3)实践操作在实践操作环节,我们分组进行纺纱实验。
首先,我们按照指导老师的指导,对原棉进行开松、混和,然后进行梳理、并条、粗纱、细纱等操作。
在实验过程中,我们不断调整设备参数,确保纺纱质量。
(4)总结与反思实习结束后,我们针对实习过程中遇到的问题进行总结和反思,提出改进措施。
同时,我们还对实习过程中所学到的知识进行了梳理,为今后的学习和工作打下坚实基础。
三、实习收获1. 提升了专业技能:通过本次实习,我们掌握了纺纱工艺的基本流程和关键环节,提高了实际操作能力。
2. 深化了对理论知识的理解:实习过程中,我们将理论知识与实际操作相结合,对纺纱学有了更深入的认识。
3. 培养了团队协作精神:在实习过程中,我们学会了与他人沟通、协作,共同完成任务。
4. 增强了实践能力:通过实际操作,我们提高了发现问题、分析问题、解决问题的能力。
四、实习总结本次纺纱学实习活动,让我们受益匪浅。
在今后的学习和工作中,我们将继续努力,不断提高自身综合素质,为我国纺织行业的发展贡献自己的力量。
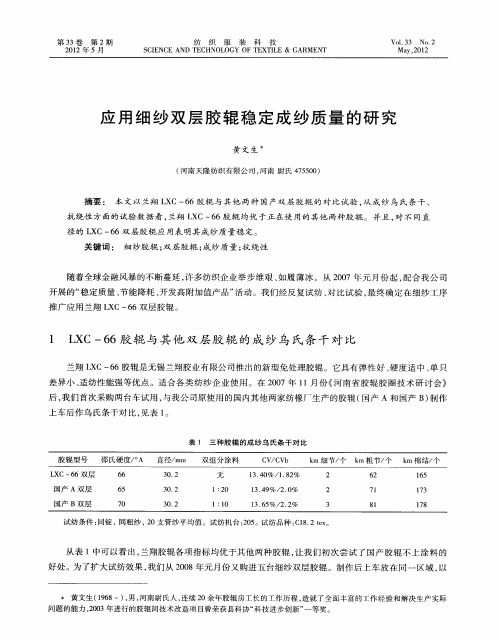
应用细纱双层胶辊稳定成纱质量的研究
第 2期
纺
织
服
装
科
技
21 0 2年 5月
S ENCE CI AND TECHNOLOGY OF TEXTI LE & GARM ENT
V0 . 3 No 2 I3 . Ma 2 2 y, 01
应 用 细 纱 双 层 胶 辊 稳 定 成 纱 质 量 的 研 究
黄 文 生
黄 文生 : 用细 纱 双层胶 辊稳 定 成纱 质量 的研 究 应
1 1
试纺条件 : 锭 , 同 同粗 纱 ,同胶 辊 。 回磨 后 2 0只 管 纱 取 平 均 值 。 品 种 C 8 2t 。 1. x e
4 结 论
( ) 以上 各表 中不难 看 出 , 1从 无论 是 条干 质量 和抗 绕 测 试 等方 面 , 翔 L C一6 辊 均 优 于 我公 司正 兰 X 6胶
如表 6和表 7所 示 。
表 6 新 上 车 抗 绕 性 对 比
表 7 运 转 五 个 月 的 抗 绕 性 对 比
试 纺品种 : 1 . e 。去 掉上 绒辊 ,打断 头纺 1 i, C 8 2tx 0 mn 1 0只纱线缠 绕数合计 。
试纺 品种 : 1 . e 。去 掉 上绒 辊 ,打断 头纺 1 i, C82t x 0 m n 1 O只纱线 缠绕数合计 。
表 2 新 上 车 对 比 表 3 运 转 一 个 月 对 比
试纺条件 : 同锭 ,同粗纱 ,同胶 辊直径 。试纺 品种 :4 5 1.
试纺条件 : 同锭 , 同粗纱 ,同胶 辊直径 。试纺 品种 :4 5 1.
表 4 运 转 三 个 月 对 比
表 5 运 转 五 个 月 对 比
试纺条件 : 同锭 ,同粗纱 ,同胶辊直径 。试 纺品种 :4 5 1 .
【最新文档】纺纱实践报告word版本 (11页)

通过之前的理论学习我们知道,只要是在这看起来简单的工艺流程中下功夫,哪怕是一点点的优化提升,也会对最终纺纱效果产生很大的影响。这也是我们应该注意学习思考的方向。
实习体会:
这次实习让我知道,纺织工程专业中任何课程之间都是有紧密的联系性的,就比如纺织材料和纺纱学,通过学习与实践发现,很多在纺织材料学当中学习到的知识都成为解决纺纱学疑问的基础,两个课程之间的原理是共通的。
尽管如此,要想使企业有更好的发展,创造更高的利润,仅仅这样是不行的,企业需要自己创造出更广阔的市场。近年来,差别化、功能化纤维的不断问世极大地丰富了纱线家族的成员。优质纯澳毛和羊毛、黏胶、涤纶、尼龙等混纺梭织纱线,优质超细纯澳毛、丝光防缩羊毛、巴素兰羊毛、易护理羊毛纱线,天丝、莫代尔、黏胶、尼龙、涤纶、醋酯纤维、大豆蛋白、蛹蛋白、竹纤维、玉米纤维、甲克素纤维等多种纤维混纺纱线,各种抗菌、除臭、防霉、抗静电、抗紫外线等功能性纱线频频亮相,对纱线的高附加值,高科技含量的不断追求,已形成国际纱线发展的一种潮流,势不可挡。像申孚不仅自己能生产丝光化纤复合纱线、欧佛华纱线、倍克尼线、莫涤克拉纱线、斯凯脱纱线、齐勃拉彩纹纱、芙拉特纱线、舒夫脱纱线等一系列功能型纱线,更是创造出了自己的一套色纺技术,这样便在市场中形成了绝对优势。
→头并→二并→三并→粗纱→细纱→后加工
涤纶:清花→梳棉→预并→
在这些工艺流程中,每一部都有其重要意义,它们分别实现了开松、梳理、牵伸、加捻这几个重要步骤。
以是每一个步骤的作用和意义:
一、开清棉(清花)
(1)开松 将压紧的化纤包中的块状纤维开松成小块或小纤维束。
(2)除杂 除去原料中的部分杂质。
(3)混和 将各种性质的纤维均匀混和。
经过这一个月的实践,我明白了实践,就是把我们在学校所学的理论知识,运用到客观实际中去,使自己所学的理论知识有用武之地。只学不实践,那么所学的就等于零。理论应该与实践相结合。另一方面,实践可为以后找工作打基础。通过这段时间的实习,学到一些在学校里学不到的东西。因为环境的不同,接触的人与事不同,从中所学的东西自然就不一样了。要学会从实践中学习,从学习纱强力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加大细纱前胶辊直径的纺纱实践
李引梅杨产路
(陕西天王兴业集团有限公司)
为进一步提高成纱质量,延长皮辊使用周期,降低纺专器材消耗,我们在生产中将前皮辊直径加大至29.5mm,并分别在纯棉普梳、精梳、化纤品种上做不同直径的纺纱对比试验,实践证明,普梳纯棉品种上采用29.5mm皮辊后成纱条干改善明显。
现就加大细纱前胶辊直径的试验推广应用情况加以分析说明。
1 工艺试验及结果分析
1.1 试验条件
(1)机型:FA504、FA506和A513细纱机
(2)摇架型号:YJ2-142型和TFl8-115型
(3)摇架加压:137×98×137N/双锭和134×98×123N/双锭
(4)纺纱品种:C14.5、CJ14.5、C19.4、CJ9.7、T/FB13
(5)在细纱同品种、同台同锭同粗纱条件下做纺纱试验,各取20个纱样测试成纱质量指标。
1.2 成纱条干测试
测试结果见表1~表3。
表1 普梳纯棉品种试验结果
表2 纯棉精梳品种试验结果
表3 化纤品种试验结果
1.3 结果分析
从以上试验结果可看出,细纱前皮辊直径加大后,纯棉普梳品种C19.4和C14.5成纱条干水平明显提高,常发性纱疵相应也有所减少,但纯棉精梳及化纤品种成纱条干水平无明显变化。
试验结果表明,纯棉普梳品种因纤维长度短、短绒多,前皮辊直径加大后,纺纱过程中罗拉与皮辊握持面包围弧增大,牵伸浮游区相对减小,对整个牵伸区中纤维握持牢靠,浮
游纤维变速点相对集中靠前,有利于正常牵伸,因而有利于改善成纱质量;而纯棉精梳及化纤品种纤维长度长且整齐,皮辊直径在工艺设计范围内已能对牵伸区中纤维进行有效握持,故加大皮辊直径对成纱质量影响不大。
2 加大前皮辊直径,有利于降低器材消耗
加大前皮辊直径,可减少皮辊制作期间磨削量。
以往套制好的胶辊直径大约30~30.5mm 之间,为了达到工艺要求的直径29mm,往往在粗磨时要磨掉1mm~1.2mm,磨削量过大,操作也困难,易造成皮辊表面灼伤,影响纺纱质量,亦不利于节约材料。
3 推广应用
综合纺纱试验情况,车间对A513W,FA504:机型上生产的C19.4和C14.5纯棉普梳区域大面积换用直径29.5mm前皮辊,从当月常规测试结果可看出,两品种成纱条干水平均得到明显改善(表4)。
推广应用29.5mm胶辊一年以来,由于皮辊使用寿命加长半年,纺专器材消耗明显减少,胶辊比上年少买8000多只。
另外,由于皮辊直径加大后,摇架压力相应调轻,因承受压力过大产生窜动造成的报废皮辊轴承明显减少,相比上年皮辊轴承少用1000多套,共计节约资金2万余元。
表4
4 结束语
4.1细纱工序生产普梳纯棉品种选用直径29.5mm左右的前皮辊,纺纱过程中罗拉与皮辊握持牢靠,有利于提高成纱条干水平,降低常发性纱疵。
4.2 加大细纱前皮辊直径,可减少皮辊制作期间磨削量,延长皮辊使用寿命,节约资金,降低生产成本。