任意角度折弯系数表
折弯系数完整版

折弯系数完整版折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b 展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
钣金材料折弯系数表

下模槽 下模宽 折弯 宽V 度w°
90°
120° 150° 180°
90°双 折外层
折弯最小 Z折弯最小 尺寸H 尺寸 Z
0.6 0.2 0.5 0.9 1.0 0.7 0.2 0.3 1.9
0.8 0.3 0.6 1.0 1.6 0.8 0.3 0.4 2.2 R1
16.0
26.0
24.0
38.0
折弯(180)
折弯(90)
折弯(120)
压台阶
Z形折弯
说明:
1. T:材料厚度;
V:下模槽宽; W:下模宽度;
α:折弯成型后内角角度
H:模具折弯中心至材料边缘最小尺寸;
Z :Z形折弯最小尺寸。
2.展开公式:L=A+B-K; (A、B:零件外型外档尺寸; K:为材料折弯系数);
2.5 0.8 1.6 2.5 4.8 2.3 0.9 1.1 6.2 3 1.0 2.0 3.0 5.2 2.8 1.0 1.3 6.4
20.0
R1 22.0 32.5
R2
R1 32.0 50.0
R2
4 1.0 2.4 3.5 6.5 3.3 1.1 4 1.2 2.6 4.0 6.8 3.5 1.1 5 1.2 3.2 4.8 8.6 4.6 1.4 6 1.5 3.5 4.5 9.5 5.0 1.8 5 1.5 3.4 5.0 8.8 4.5 1.6 6 1.8 3.8 5.5 9.8 5.2 2.0
1 0.3 0.7 1.2 2.0 0.9 0.3 0.5 2.5
1.2 0.4 0.8 1.4 2.3 1.1 0.4 0.6 2.8
R1 10.0 14.0
R2 R1 12.0 16.0 R2
折弯系数表
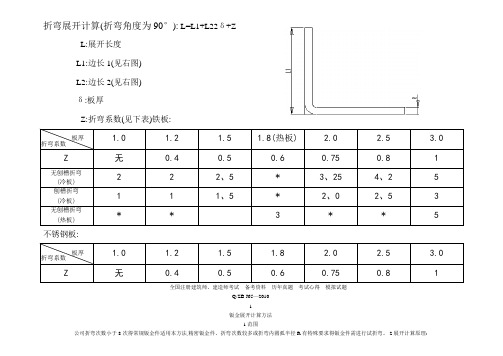
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯系数表
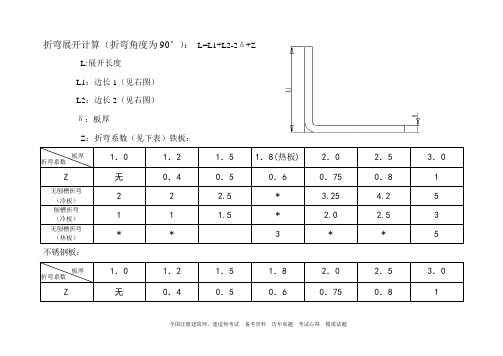
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
折弯系数表及铆柱标准表[1]
![折弯系数表及铆柱标准表[1]](https://img.taocdn.com/s3/m/31b4788a8762caaedd33d44c.png)
折弯系数表及铆柱标准表一.冷轧钢板90度角折弯展开系数:0.8mm---(-1.5mm)V6 1.0mm---(-1.8mm)V6 1.2mm---(-2.05mm)V81.5mm---(-2.6mm)V10 1.8mm---(-3.1mm)V12 2.0mm---(-3.4mm)V122.5mm---(-4.1mm)V143.0mm---(-4.8mm) V16 4.0mm---(-6.25mm)V18二.铝板90度角折弯展开系数:0.5mm---(-1.0mm)V5 1.0mm---(-1.7mm)V6 1.2mm---(-1.9mm)V81.5mm---(-2.3mm)V10 2.0mm---(-3.1mm)V12 2.5mm---(-3.8mm)V143.0mm---(-4.4mm)V16 4.0mm---(-6.1mm)V185.0mm---(-7.5mm)V20三.铜板90度角折弯展开系数:2.0mm---(-3.2mm)V12 3.0mm---(-4.8mm)V16 4.0mm---(-6.5mm)V18注: 加S为不锈钢材料.注: 加S为不锈钢; FH为圆头; NFH为六角头; L为螺钉总长度.六. 压铆螺母柱及其底孔:注:SO , SOS为通孔不通牙,SOO, SOOS为通孔通牙; 加B为不通孔;加S为不锈钢材料;H为螺柱高度.七. 压铆螺母及其底孔注: CLS为不锈钢材料; S为普通冷轧钢; A为螺母适用板厚代号.注: 加S为不锈钢材料; 加A为螺母适用板厚代号.螺柱类: SO表示钢, SOS表示不锈钢, SOA表示铝材.螺母类:S表示碳钢, CLS表示不锈钢, CLA表示铝材.浮动螺母类:AS表示碳钢, AC表示不锈钢.LAS表示碳钢, LAC表示不锈钢.螺钉类: FH表示钢, FHS表示不锈钢, FHA表示铝材.1. 3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为&5.4而440的底孔为&4.24. 铝材上铆螺母容易松动,在工程图面上应特别说明(如用扭力器测试).5. 螺母压入材料太浅或材料太薄均会导致松动.7.托盘类的常用五金零件)的底孔弹簧螺钉: 型号:47-99-528-10 底孔为&6.50mm型号:47-99-640-10 底孔为&6.50mm型号:47-99-527-50 底孔为&5.40mm把手转轴: 型号:700-02691-01 底孔为&4.40mm (8/19/2000经模具课测试在工件的底孔上不用冲沙拉孔) 静电导轨: 型号:700-02776-01 半剪凸点直径为&2.30mm, 高为0.8mm静电导轨有方向性应特别注意五金零件类的底孔尽可能用模具或NCT加工.LASER加工的底孔留有微小的结点.。
折弯系数表及铆柱标准表
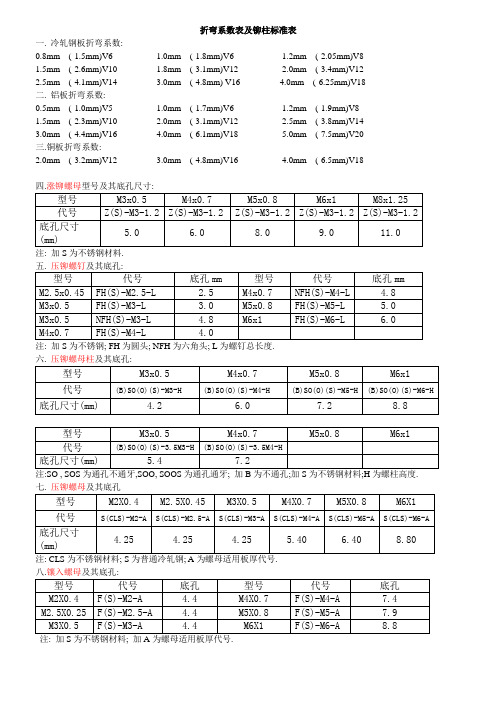
一.冷轧钢板折弯系数:
0.8mm---(-1.5mm)V61.0mm---(-1.8mm)V61.2mm---(-2.05mm)V8
1.5mm---(-2.6mm)V101.8mm---(-3.1mm)V122.0mm---(-3.4mm)V12
2.5mm---(-4.1mm)V143.0mm---(-4.8mm)V164.0mm---(-6.25mm)V18
二.铝板折弯系数:
0.5mm---(-1.0mm)V51.0mm---(-1.7mm)V61.2mm---(-1.9mm)V8
1.5mm---(-2.3mm)V102.0mm---(-3.1mm)V122.5mm---(-3.8mm)V14
3.0mm---(-4.4mm)V164.0mm---(-6.1mm)V185.0mm---(-7.5mm)V20
(B)SO(O)(S)-M5-H
(B)SO(O)(S)-M6-H
底孔尺寸(mm)
4.2
6.0
7.2
8.8
型号
M3x0.5
M4x0.7
M5x0.8
M6x1
代号
(B)SO(O)(S)-3.5M3-H
(B)SO(O)(S)-3.5M4-H
底孔尺寸(mm)
5.4
7.2
注:SO , SOS为通孔不通牙,SOO, SOOS为通孔通牙;加B为不通孔;加S为不锈钢材料;H为螺柱高度.
三.铜板折弯系数:
2.0mm---(-3.2mm)V123.0mm---(-4.8mm)V164.0mm---(-6.5mm)V18
四.涨铆螺母型号及其底孔尺寸:
型号
M3x0.5
M4x0.7
折弯系数表
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。
钣金折弯系数、K因子自动计算表
输入板厚T输入折弯半径R 输入90度折弯
扣除板厚倍数
90度折弯补偿值BA自动计算K因子值
输入任意折弯角度
对应图中(180-A)
10.3 1.70.90.272957795105.00说明:
1、此表格适用于常规折弯工艺条件下的计算,不适用于大圆弧、圆锥面、圆柱面、压段差、刨槽折弯、插深折弯、压死边等特殊工艺的计算。
2、表格中黑色字体的数值是需要手动输入的参数,红色字体的数值是表格自动计算出来的结果。
3、折弯补偿值BA即Solidsorks中的折弯系数的数值,而在PROE或CREO中,折弯补偿值BA对应的是折弯余量值。
折弯补偿值BA (据K因子值计算)
折弯扣除值BD (根据BA值计算)
0.75 1.25计算。