梳棉机操作指导书
MY梳棉机操作指导书

M Y梳棉机操作指导书 Revised by Petrel at 2021鹤山市美业棉纺织企业有限公司文件名称:梳棉工序操作指导书文件编号:MY3—025版本号:A编制:审批:日期:2004/7/5 日期:2004/7/6修订记录1 目的便于生产部的生产管理,培训梳棉工序的操作者的技能技巧,掌握在生产过程中应知的常识,让安全优质生产得以顺利进行。
2 范围适用于梳棉工序生产作业操作规程及在生产中应注意的事项。
3 职责由生产部制定和修改,由操作工执行。
4 工作内容交接班工作交接班工作是生产员工的第一项工作,要做好此项工作,交接双方必须提前十五分钟对岗开车交接。
交班者以主动交清为主,接班者以检查为主,做到相互合作又分清责任。
交接内容列表如下:设备操作DK740、DK760梳棉机a)检查锡林是否有塞花(保全)。
b)关好机门。
c)确保机台机电正常。
d)通知空调人员开空调。
a)将电箱总开关推到“I”位置,在控制台按“电源”黄灯键即可。
b)在电脑控制台按“开锡林”键,开锡林。
c)“锡林键”在不跳动情况下,按慢速道夫键。
d)待棉花入满棉箱后开机,用拳头曲扶助推压棉层喂入给棉罗拉,开快键。
直到集棉器输出棉网,松开手,棉网穿过压辊,导棉条进入圈条器,开快速,棉条挡住光电探测器,棉条伸直后,放下上罩,动作轻稳.e)如果改纺时,要等CV值降到7以下,将机上的棉条拉出处理掉,再开出的棉条待试验室测定合格后,拉出并注有“新”字样。
待条并卷测试合格后每台机搭两桶使用。
f)经测试合格后才能大量生产。
h)出桶后并按规定推到下工序供台旁摆放,交班前一小时要将所有棉条写上责任号。
(内容、班别、日期)注意:a)电脑控制台数字跳动时不能开机生头。
b)棉条喂进圈条器后用手触感应器头,道夫自动切换高速。
c)机台正常开出后DK740机台要按R52、R53键检查棉条数据是否相符,棉条异常要处理(DK760机台要按R51检查)。
d)机台差异30%时按R44检查。
梳棉机安全操作规程(2020新版)

( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改梳棉机安全操作规程(2020新版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.梳棉机安全操作规程(2020新版)项目工作标准一、危险(害)因素1、纤维、飞花或灰尘(尤其是与高温运转轴承接触后的棉花)受到光照、金属性尘粒集聚产生的火花和电火花可能产生车间火灾。
2、锋利的针布和运转的机件可能造成人体伤害。
3、梳棉机生产过程中,会无组织排放粉尘,工作时应佩戴口罩。
4、配电箱内有电压,应保持关闭。
电器维护应由经过专业培训的电工进行维护。
否则可能电击造成伤亡。
二、操作规范1、只有当您接受过从事梳棉操作培训后,方可在机器上操作。
2、不允许留没有保护的长发,穿宽松的衣服和装饰物件(包括指环).3、启动机器前应清理机器表面和机器内部任何工具或其他不属于机器的物品。
4、启动机器时,或者在机器运转时,所有的安全保护门必须关闭,而且它们的安全限位开关也要处于功能状态。
5、启动机器时应确保机器的作用区域内不得有任何人在机器上操作。
6、喂卷生头时,手指不准平行伸直,应屈指用手背推送棉卷头,不能将手指靠近给棉罗拉或在其下面停留,防止手指轧入给棉罗拉。
7、机器运转,挡车工短暂离开责任机台时要请同工种熟练工代替看台,挡车工若长时间离开责任机台应及时关闭责任机台电源,应待运转部件停止转动后方可离开。
8、机器运转时不准清洁刺辊、锡林、道夫、剥棉罗拉、返花自停装置、回转盖板毛刷、轧碎辊刮刀、齿形带、尼龙平胶带、链条上的积花或挂花及灰尘,漏底挂花。
特吕Tc5梳棉机说明书

特吕Tc5梳棉机说明书特吕Tc5梳棉参数仪使用说明特吕Tc5智能计长仪是最新一代智能化计长控制、参数控制显示仪表。
该仪表核心原件采用进口产品,在软硬件设计上采取了多项保护措施,具有很强的抗干扰能力和稳定性一、主要适用于各种型号的梳棉机,该仪表主要有如下功能:1、四班次显示统计产量,定长4位显示,累计5位显示,单位:米。
2、防止开空车偷盗产量,开空车时自动停止计数。
3、出条速度测量显示,单位:米/分。
4、刺辊转速测量显示,单位:转/分5、刺辊转速下限参数的设定和显示,并控制道夫电机。
6、满筒定长显示和控制功能。
7、断条监测自停功能,当发生断条后仪表不在计数,并报警输出,使道夫停转。
8、断条检测灵敏度可以数字式调节,使检测灵敏可靠。
9、仪表配有龙头过条轮,能够减少棉条意外牵伸和磨损,有效改善棉条条干质量。
10、梳棉机可省去光电断条检测自停装置11、梳棉机可省去刺辊速度继电器。
12、面板具有满筒、刺辊低速、断条指示灯显示。
二、工作原理:1、仪表工作时采样来自刺辊速度、长度计数、过条轮传感器的三个信号,并作计算处理。
开机后刺辊逐渐升速,当刺辊转速没有达到设定值时,仪表上“低速”指示灯亮,表内的刺辊转速继电器线圈断开,道夫电机不能启动。
2、当刺辊转速达到设定的转速时,仪表上“低速”指示灯灭,表内的刺辊转速继电器线圈导通,道夫电机可以启动。
3、当刺辊转速下降时,且其速度低于设定的转速时,仪表的“低速”指示灯亮,刺辊转速继电器线圈断开,道夫电机停转。
知道刺辊转速恢复设定转速时才能再开启道夫电机。
4、本仪表根据长度计数传感器的信号来计算当前筒内的棉条长度、累计产量、出条速度等。
当筒内棉条长度达到定长值时,表内的满筒继电气动作,常开点闭合,仪表上的“满筒”指示灯亮。
按“清零”键后,单筒长度清零,指示灯灭。
5、仪表根据过条轮的断条传感器信号来判断运行状态,当断条时,过条轮的转速逐渐降低,表内的断条继电器动作,常开点闭合,道夫电机停转,仪表停止计数,仪表上的“断条”指示灯亮,同时设备上的断条指示灯亮。
梳棉机操作规程
文件编号
HBW—GC07
版次
A
文件名称:梳棉机操作规程
修改
第0次修改
第1页
共1页
1.打开电源前,检查机器各部位是否完全正常。
2.检查机台防护罩是否符合安全标准。
3.检查送棉带是否完好,带上是否有杂物及含金属物质。
4.检查齿轮及传动轮是否有变动,是否需加润滑油。
编制
ห้องสมุดไป่ตู้审核
批准
实施日期
年月日
5.检查传动链与皮带有没有问题。
6.检查各系统开关是否正常。
7.放入梳棉机的棉花必须定量,以免棉花的过量而造成机器出故障。
8.运行过程中,机器若出现故障,须立即切断电源,进行维修,并做好一切安全措施。
9.停机时,先关掉总开关,再关各系统开关。
10.停机后,清理机台残余棉花与杂物,注意防护及保养机器设备。
FA203A型梳棉机 产品说明书 FA203A
2
FA232-4208
三角带(传圈条器)
A-1400
1
GB1171-74
3 --
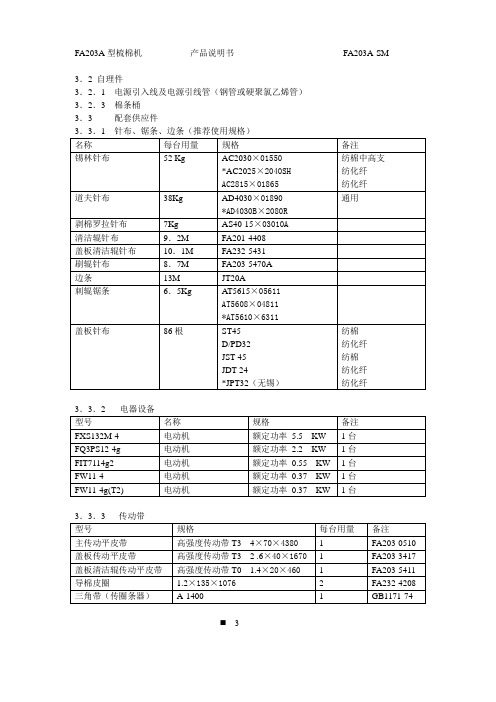
FA203A型梳棉机产品说明书FA203A-SM
三角带(传三罗拉清洁辊)
A-900
1
GB1171-74
同步带(传道夫)
800H150
1
进口
同步带(道夫电机传动)570H150 Nhomakorabea1
进口
同步带(传大压辊)
3.2.3棉条桶
3.3配套供应件
3.3.1针布、锯条、边条(推荐使用规格)
名称
每台用量
规格
备注
锡林针布
52 Kg
AC2030×01550
*AC2025×2040SH
AC2815×01865
纺棉中高支
纺化纤
纺化纤
道夫针布
38Kg
AD4030×01890
*AD4030B×2080R
通用
剥棉罗拉针布
7Kg
570H100
1
进口
同步带(传三罗拉)
DA330H100
1
进口
同步带(传皮圈导棉)
240H100
1
进口
同步带(传圈条器)
360H100
1
进口
同步带(传盖板刷辊)
330H075
1
FA203-5401
同步带(传给棉罗拉)
270L075
1
进口
V带(传圈条器顶箱)
A-1655(节长线)
1
GB1171-89
进口V带
A-633/4
1
出国专用
V带(传圈条器底盘)
梳棉机设备操作规程

梳棉机设备操作规程
梳棉机是制造纺织品的重要设备之一,操作人员需要掌握一定的操作技能和安全知识。
下面是梳棉机设备操作规程。
一、安全操作
1. 操作人员必须熟悉设备的结构、工作原理、操作程序和安全规定,遵守操作规程,正确使用设备,防止发生事故。
2. 操作时必须佩戴安全帽,穿着合适的工作服,保持清洁、整洁、干燥。
3. 操作时必须先检查设备的各部分机件是否完好,使设备处于正常工作状态,确保操作安全。
4. 操作时必须注意电源开关,如果需要停机检修,必须切断电源。
5. 在操作过程中,如有设备故障或停机,必须及时处理,维护设备,防止发生因设备原因引起的事故。
二、操作流程
1. 打开梳棉机的动力开关,关闭主轴开关,然后打开加料口上的开关,把棉花放入加料口。
2. 打开气动门,使棉花进入清理棉区,清理杂质和棉髓。
3. 调整梳棉机压辊的压力,使梳棉机可以更好地清理棉花。
4. 打开梳棉机主轴开关,使设备开始工作。
5. 定期检查设备的各部分机件的状态,如有故障及时处理。
三、设备维护
1. 清洗设备,保持设备的清洁、整洁,避免机器发生故障。
2. 定期检查设备的各部分机件是否正常运转,如有变形、磨损等情况,及时更换。
3. 定期润滑设备,使设备保持良好的运转状态,延长设备的使用寿命。
4. 清理设备的电线和电器线路,保持电气设备的正常工作。
梳棉机操作人员必须掌握操作技能和安全知识,严格按照规定程序进行操作,保养设备,确保设备的安全运行。
梳棉机安全操作规程

梳棉机安全操作规程梳棉机是一种用于加工棉花的机械设备,它的操作涉及到很多安全隐患,为了保障操作人员的安全,制定一套完善的安全操作规程是非常必要的。
本文将从设备准备、操作方式和常见故障处理等方面介绍梳棉机的安全操作规程,以供参考。
一、设备准备1. 梳棉机的工作区域应保持清洁和干燥,并远离易燃物和有害化学品。
2. 在操作前,检查梳棉机的各部件是否完好,如皮带、齿轮、刀片等,如果有损坏或磨损严重的情况,应及时更换。
3. 检查电源和电器控制系统是否正常工作,确保线路安全可靠。
4. 检查梳棉机的保护装置是否完好,如安全门、急停按钮等,必要时进行调试或修复。
二、操作方式1. 操作人员必须穿戴合适的劳动保护用品,如防护眼镜、工作服、手套等。
2. 在操作前,操作人员应接受相关安全培训,了解梳棉机的工作原理和操作步骤,熟悉紧急故障处理方法。
3. 操作人员在开机前应仔细查看操作面板,确认所有设备处于停止状态,并确保梳棉机周围没有人员。
4. 操作人员应按照正确的方法开启梳棉机,调整工作速度和张力,逐步增加棉花的供给量。
5. 操作过程中,不得将手指、头发或者其他物品伸入梳棉机内部,以防发生危险事故。
6. 操作人员应时刻注意梳棉机的工作状态,如有异常声响、振动或者烟雾等情况,应立即停机并检查。
7. 在清洁或维修梳棉机时,应先切断电源,确保安全操作,并在工作结束后进行检查和测试。
三、常见故障处理1. 如果发生设备过载、电源故障等情况,应立即切断电源,并按照安全操作规程进行处理。
2. 如果发生棉花堵塞、刀片损坏等情况,应及时停机,并切断电源,进行清理或更换相关部件。
3. 如果发现设备存在漏电、过热等问题,应立即停机并通知维修人员进行处理。
4. 在操作过程中如果发现任何其他异常情况,应立即停机,并根据具体情况采取相应的措施。
综上所述,梳棉机的安全操作规程包括设备准备、操作方式和常见故障处理等方面,操作人员必须严格按照规程操作,确保自身安全和设备的正常运行。
梳棉机操作指导书
梳棉机操作指导书概述:梳棉机是一种常用于棉纺织行业的机械设备,用于处理原棉,将其解开纤维,排除杂质,并对纤维进行调整和整理,以便后续纺纱和织造工艺的顺利进行。
本操作指导书将为梳棉机的正确操作提供详细的指导。
操作安全:1. 在操作梳棉机之前,务必穿戴防护装备,包括耐酸碱手套、防尘口罩和安全鞋等。
2. 在操作过程中,严禁戴任何饰品,以免发生卷入或卡住设备的风险。
3. 在清理设备或更换刀片等维护操作之前,务必关掉电源并进行缓慢停机。
操作步骤:1. 打开梳棉机,检查设备的运转是否正常,并确保所有安全防护装置齐全并正常运行。
2. 将原棉放入进料口,注意避免一次投料量过多,以免堵塞设备。
3. 调整进料辊的位置和张力,使之适应纤维的要求。
4. 启动梳棉机,根据纤维的类型和需要,调整梳棉轮的转速和张力,以确保纤维之间的解开和整理效果。
5. 定期检查梳棉板和梳棉筒的磨损情况,如有必要,及时更换。
6. 当设备发生堵塞时,首先切断电源,并戴上耐酸碱手套进行清理,切勿直接用手触摸设备。
7. 操作结束后,切断电源并彻底清理设备,确保设备的正常运转。
维护保养:1. 梳棉机的刀片定期进行清理和磨刀,以保持良好的工作状态。
2. 定期检查设备的皮带、轴承和链条,并添加润滑油,确保设备的顺畅运转。
3. 注意对设备的日常保养和维护,定期清理设备周围的杂物,并检查设备的电线和插头是否损坏。
4. 如发现设备有异常响声或运转不平稳等情况,应立即停机并进行检修。
注意事项:1. 操作梳棉机时,严禁将手插入设备的运动部件或接近设备的旋转部分。
2. 操作人员必须熟悉梳棉机的结构和工作原理,并接受相应的培训。
3. 如不熟悉设备的操作方法或有任何疑问,应及时向相关负责人或专业人员咨询。
4. 严禁在设备运行时随意更改设备的参数,以免造成设备故障或安全事故。
结论:正确操作梳棉机对于保证生产效率和纺织品质量具有重要意义。
通过按照本操作指导书提供的步骤和注意事项进行操作,可以提高工作效率,减少设备故障和操作人员的安全风险,并保证纺织品的质量和生产的顺利进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梳棉机操作指导书 Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】
修订记录
1 目的
便于生产部的生产管理,培训梳棉工序的操作者的技能技巧,掌握在生产过程中应知的常识,让安全优质生产得以顺利进行。
2 范围
适用于梳棉工序生产作业操作规程及在生产中应注意的事项。
3 职责
由生产部制定和修改,由操作工执行。
4 工作内容
交接班工作
交接班工作是生产员工的第一项工作,要做好此项工作,交接双方必须提
前十五分钟对岗开车交接。
交班者以主动交清为主,接班者以检查为主,做到
相互合作又分清责任。
交接内容列表如下:
设备操作
DK740、DK760梳棉机
机前准备工作:
a)检查锡林是否有塞花(保全)。
b)关好机门。
c)确保机台机电正常。
d)通知空调人员开空调。
开机操作要点及注意事项:
a)将电箱总开关推到“I”位置,在控制面板按“电源”黄灯键即可。
b)在电脑控制台按“开锡林”键,开锡林。
c)“锡林键”在不跳动情况下,按慢速道夫键。
d)待棉花入满棉箱后开机,用拳头曲扶助推压棉层喂入给棉罗拉,开快
键。
直到集棉器输出棉网,松开手,棉网穿过压辊,导棉条进入圈条
器,开快速,棉条挡住光电探测器,棉条伸直后,放下上罩,动作轻稳.
e)如果改纺时,要等CV值降到7以下,将机上的棉条拉出处理掉,再开
出的棉条待试验室测定合格后,拉出并注有“新”字样。
待条并卷测试合格后每台机搭两桶使用。
f)经测试合格后才能大量生产。
h)出桶后并按规定推到下工序供台旁摆放,交班前一小时要将所有棉条写
上责任号。
(内容、班别、日期)
注意:
a)电脑控制台数字跳动时不能开机生头。
b)棉条喂进圈条器后用手触感应器头,道夫自动切换高速。
c)机台正常开出后DK740机台要按R52、R53键检查棉条数据是否相符,
棉条异常要处理(DK760机台要按R51检查)。
d)机台差异30%时按R44检查。
喂入棉箱的操作要点及注意事项:
a)在控制台按“开棉箱”键。
b)用棉花挡住龙头台面电眼,使机台高速运转。
c)在机后棉箱检查是否有棉花下落棉箱。
d)棉花通过输棉罗拉后用手将棉层推进给棉罗拉。
e)棉层全部正常通过给棉罗拉后即可生头开机。
注意:
a)检查棉箱是否塞花。
b)棉层推进给棉罗拉时手注意不能带进去。
c)检查棉层是否有沟槽。
值机过程要点:
a)转班方法:按“R93”屏幕则显示数据:
1班:甲班 2班:乙班 3班:丙班
b)三班产量按“R94”屏幕则显示数据。
c)“计长”显示至100时机顶指示灯闪动,按绿色“出桶键”:即可换桶。
d)如发现要有异常要立即通知有关人员处理。
注意事项:
a)挡车工禁止装梳棉机的皮带 (通知保全工装) 。
b)机前清洁时要紧握工具,防止掉入卡伤针布。
c)发生火警,尽快按紧急按钮。
d)车肚内锡林、道夫有挂花,必须待机完全停稳后用棍清。
e)生头时严禁一边开机一边用手挨着压辊往外引出棉条。
f)清上、下绒板花时,必须用规定的工具、禁止用手拿。
g)清洁车肚时,必须当锡林、道夫停稳后进行。
h)梳棉机任何部位禁止压气管。
i)交接班时注意检查棉层、棉网是否异常,机台各部位零部件是否干净、
完整及有异响,认真按照交接班制度执行。
停机要点及注意事项:
a)停机先按“停道夫”键,待十分钟后才按“停锡林”键。
b)锡林停稳后才做有关清洁工作。
c)长时间停机需关总电源。
注意:
a)锡林皮带在转动下禁开机底小铁窗门,以免卡伤手。
b)锡林未停稳禁清挂花。
MK4梳棉机
开机前准备工作
a) 检查锡林是否有塞花,要由保全转动一次锡林皮带。
b) 关好机门。
c)确保机台机电正常。
d) 通知空调人员工空调。
开机操作与注意事项
a) 将电箱总开关推到“I”位置,电脑控制面板第1个锡林亮,要由保全
转动一次锡林皮带,确保正常才先开第一个锡林,待第一个锡林运转正常后才再开动第二个锡林。
b) 待棉花入满棉箱后,用手拳曲扶助推出压棉层喂入给棉罗拉,开快
键,直到集棉器输出棉网,然后生头。
开出的棉条要由试验室测定量合
格方可开机,大量生产。
c) 出桶后并按规定推到下工序摆放,交班前一小时要将所有棉条写上责
任号(内容、班别、日期)
注意:
a) 每个巡回到机前时,必须要留意机台的自调匀整指针的位置是否正
确,如发现有偏左或偏右的,要及时拿棉条到试验室测定量。
喂入棉箱的操作要点及注意事项(与DK760一样)
值机过程的要点
a)转班方法:先按SHIFT,再按ENT屏幕则显示数据。
1班:甲班,2班:乙班,3班:丙班
b) 三班产量先按SHIFT,再按TOTAL屏幕则显示数据,具体数字加上。
c) “计长”显示至100米时机顶指示灯(红灯亮),按黑色“出桶键”,即可换桶。
d) 如发现异常要立即通知有关人员处理。
停机要点及注意事项
a)停机先按“停道夫键”,待十分钟后再按“停锡林”键。
b)长时间停机需关总电源。
全面操作
巡回工作
巡回工作是每个挡车工看好机台,合理安排工作,把好质量关的基本操作法,要求思想集中,做到耳听、鼻闻、眼看,坚守工作岗位,发现问题及时处理。
巡回路线及要求
巡回路线:“凹”字型
单位巡回时间:10分钟
结合清洁进度表工作
巡回过程中眼看耳听机器的运转情况。
巡回过程中眼看、耳听、鼻闻机器有无异常。
结合做好捉疵防疵工作;
巡回时做到“三先三后”,先急后缓,先易后难,先近后远。
生头
启动道夫
掀起牵条盖
将压棉辊吐出的棉网搓成笔尖状,引入喇叭口,再将大压辊输出的生条搓成笔尖形,用右手食中指尖夹住,通过导条器,再引入圈条器内。
换桶工作
质量把关
质量把关工作
生产的每桶条作上本班标记,并按品种不同分类整齐排放在指定地方。
随时留心轻重条、疵点条和杂色条的出现。
生头产生的轻重条作回条放到回条桶内经过打包送到清花槽上回用。
注意机台情况,遇特殊情况马上报告班长。
清洁进度表
DK760和DK740
备注: a) 各机台的棉网要求每班检查不少于三次,时间安排如下:早班:9:00 12:00 3:00 ,中班:5:00 8:00 11:00, 夜班:1:00 4:00
7:00 ,并且要求逢断头清净压辊两头的积花及棉网下的积花。
b) 各班大清洁的机台清洁时要有保全工在场,发现车肚有挂花由保全
工负责,清洁工跟随清扫地面。
MK4梳棉
备注:a)活动盖板有机玻璃内侧有挂花及时清,保持通道畅通。
b)大清洁吹机方法要求:从机前到机后。