管道焊接检验批质量验收记录表
管道改造检验批质量验收记录

管道改造检验批质量验收记录
1. 背景
管道改造是为了确保管道的安全运行和保护环境而进行的必要工程。
为了确保改造工程的质量符合相关标准和要求,需要进行质量验收记录。
2. 检验批信息
- 检验批名称:管道改造第一批
- 检验批号:2019-001
- 检验批内容:包括管道更换、焊接、涂装等工作
3. 质量验收标准
- 管道更换:根据设计要求进行更换,且接口连接紧密、无渗漏现象。
- 焊接工作:焊接接头牢固,材质和规格符合要求,无裂纹和气孔。
- 涂装工作:涂料均匀、附着力强,无起泡和剥落现象。
4. 检验过程和结果
4.1 管道更换检验
- 检验人员:张三、李四
- 检验日期:2020年5月1日
- 检验结果:管道更换工作符合质量验收标准,未发现渗漏现象。
- 备注:更换前的管道经过清洗和压力测试,确保无污垢和损坏。
4.2 焊接工作检验
- 检验人员:王五、赵六
- 检验日期:2020年5月2日
- 检验结果:焊接接头牢固,无裂纹和气孔,符合质量验收标准。
- 备注:焊接工作前进行表面处理和预热,保证焊接质量。
4.3 涂装工作检验
- 检验人员:孙七、周八
- 检验日期:2020年5月3日
- 检验结果:涂料均匀、附着力强,无起泡和剥落,符合质量验收标准。
- 备注:涂装工作按照涂料饱和度和涂装厚度要求进行。
5. 结论
管道改造第一批工程经质量验收,符合相关标准和要求。
改造工程具备安全可靠性,可以投入使用。
以上为管道改造检验批质量验收记录。
工艺管道安装工程检验批质量验收记录表

交叉管的外壁或绝热层间距
10mm
3
管道设备保温
厚度
+0.1δ,-0.05δ
表面平坦度
卷材
5mm
涂沫
10mm
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
监理工程师:
(建设单位项目专业技术负责人)年月日
工艺管道安装工程检验批质量验收记录表
GB50242-2002
(Ⅱ)
051002
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
工艺管道水压试验
第13.3.6条
2
外表、阀门的安装
第13.3.8条
3
管道焊接
第13.3.9条
一样项目
1
管道及设备表面Leabharlann 漆第13.3.22条2
安装承诺偏差
坐标
架空
15mm
地沟
10mm
标高
架空
±15mm
地沟
±10mm
水平管道纵、横方向弯曲
DN≤100mm(每m)
2‰,最大50
DN>100mm(每m)
3‰,最大70
立管垂直(每m)
2‰,最大15
成排管道间距
排水管道及配件安装检验批质量验收记录
排水管道及配件安装检验批质量验收记录项目名称:排水管道及配件安装施工单位:XXX公司监理单位:XXX公司验收日期:XXXX年XX月XX日一、工程概况本次安装的排水管道及配件工程位于建筑物的地下室和各楼层,主要包括排水管道系统、排水设备及附件的安装。
二、工程质量验收内容1.排水管道材料的验收(1)PVC排水管道:按照设计要求,检查管道的外观质量,无明显变形、开裂、气泡等缺陷。
(2)铸铁管道:检查管道的外观质量,无明显锈蚀、裂纹等缺陷。
(3)排水管道附件:包括接头、弯头、三通等,检查其外观质量,无明显变形、开裂、气泡等缺陷。
2.排水管道安装质量验收(1)排水管道的安装位置、倾斜度、连接方式等是否符合设计要求。
(2)管道连接处是否采用适当的密封材料,连接是否紧固牢固。
(3)管道的固定方式是否牢固可靠,支撑件是否符合规范要求。
3.排水设备安装质量验收(1)排水设备的外观质量是否符合设计要求,无明显损伤。
(2)排水设备的安装位置、高度等是否符合设计要求。
(3)排水设备的接口连接是否紧固牢固,无渗漏现象。
4.排水管道系统的试验(1)进行水压试验,检查管道系统是否有渗漏现象。
(2)进行冲洗试验,检查管道系统是否通畅。
三、工程质量验收结果根据对排水管道及配件的质量验收,结论如下:1.排水管道材料的质量良好,无明显缺陷,符合设计要求。
2.排水管道安装质量较好,位置、倾斜度、连接等均符合设计要求。
3.排水设备的安装质量良好,位置、高度等符合设计要求,连接紧固牢固。
4.排水管道系统的试验结果良好,无渗漏现象,通畅。
四、存在的问题及整改措施1.部分排水管道安装处存在焊接不牢固的情况,需重新焊接。
2.部分排水设备的外观存在划痕等损伤,需更换。
整改措施:将焊接不牢固的部分重新焊接,更换损坏的排水设备。
五、质量验收结论经过质量验收,本次排水管道及配件安装符合设计要求,工程质量合格。
六、工程质量验收意见本次排水管道及配件安装质量较好,施工单位在材料选择、施工工艺等方面做了较好的把控,质量验收结果符合预期。
不锈钢管道安装检验批施工质量验收表

偏差值在允许范围内
合格
管道对口及焊缝检查
对接管内部检查
清洁,无杂物
清洁无杂物
合格
对口平直度
DN<100
mm
1
<1
0.5
合格
DN≥100
mm
3
<3
2.5
合格
焊缝与弯管弯曲点的间距
mm
>管子外径,且>100
110
合格
焊缝与开孔的间距
mm
>50
60
合格
直管段两个焊缝的间距
mm
>管子外径,且>150
材质、规格符合要求
合格
冲洗
水冲洗
冲洗干净
已冲洗干净
合格
严密性试验
水压试验
主要
严密不漏
管道严密,无漏水现象
合格
监理(建设)单位验收结果:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
建设单位
年月日
表号dlt54172009表表6362工序检验项目性质单位质量标准检验结果结论合格优良检查规格型号材质符合图纸要求符合要求合格管道标高偏差架空mm15106合格地沟mm1574合格埋地mm251513合格立管垂直度mm21000l且1511000l且10偏差值在允许范围内合格管道对口及焊缝检查对接管内部检查清洁无杂物清洁无杂物合格对口平直度dn100mm1105合格dn100mm3325合格焊缝与弯管弯曲点的间距mm管子外径且100110合格焊缝与开孔的间距mm5060合格直管段两个焊缝的间距mm管子外径且150160合格焊缝与支架边缘的间距mm5060合格焊缝检查主要参照表6381规定符合三类焊接标准合格参照dlt8692004中表6的规定合格螺纹连接接管内部检查清洁无杂物无杂物已清洁合格管子对接螺纹无断齿毛刺长度符合要求配合良好涂料使用正确并留有2扣3扣无断齿毛刺长度符合要求合格法兰连接对接管内部检查清洁无杂物清洁无杂物合格法兰端面倾斜度mm10504合格工序检验项目性质单位质量标准检验结果结论合格优良法兰连接法兰垫片符合设计要求不得使用双重垫片非应对非油质管道涂以黑铅粉垫片内径要大于管内径2mm3mm符合要求合格螺栓螺母材质规格应符合设计要求方向一致紧力均匀并应露出2扣3扣螺纹处涂黑铅粉或二硫化钼材质规格符合要求合格冲洗水冲洗冲洗干净已冲洗干净合格严密性试验水压试验主要严密不漏管道严密无漏水现象合格监理建设单位验收结果
管道敷设检验批质量验收记录
管道敷设检验批质量验收记录一、项目概况项目名称:XXXXXXXX项目地点:XXXXXXXX合同号:XXXXXXXX管道敷设单位:XXXXXXXX监理单位:XXXXXXXX施工日期:XXXXXXXX二、施工内容1.原材料检验(1)管材检验:对管材的品牌、规格、厚度、质量等进行检查,确保满足设计和施工要求。
(2)管件检验:对管件的品牌、规格、质量等进行检查,确保满足设计和施工要求。
(3)焊材检验:对焊材的品牌、规格、质量等进行检查,确保满足设计和施工要求。
2.施工过程检验(1)管道敷设:检查管道敷设的位置、高度、坡度等是否符合设计要求,并对焊缝的质量进行检查。
(2)支吊架安装:检查支吊架的位置、高度、坡度等是否符合设计要求,并对支吊架的质量进行检查。
(3)焊接工艺:检查焊接工艺是否符合规范要求,并对焊缝的外观质量进行检查。
三、检验结果1.原材料检验(1)管材:经检查,管材均符合设计和施工要求。
(2)管件:经检查,所有管件均符合设计和施工要求。
(3)焊材:经检查,焊材均符合设计和施工要求。
2.施工过程检验(1)管道敷设:经检查,管道敷设的位置、高度、坡度等符合设计要求。
焊缝的外观质量良好。
(2)支吊架安装:经检查,支吊架的位置、高度、坡度等符合设计要求。
支吊架的质量达到要求。
(3)焊接工艺:经检查,焊接工艺符合规范要求,焊缝的外观质量良好。
四、评定意见(1)原材料检验:通过。
(2)施工过程检验:通过。
五、存在问题及整改措施(1)存在问题:无(2)整改措施:无六、验收结论经检验,管道敷设检验批质量验收合格,符合设计及相关规范要求。
七、附件1.原材料检验报告2.焊接工艺评定报告3.支吊架安装验收报告八、验收人员日期:XXXX年XX月XX日验收人:__________监理签字:__________。
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
管道焊接工程检验批质量验收记录模板
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
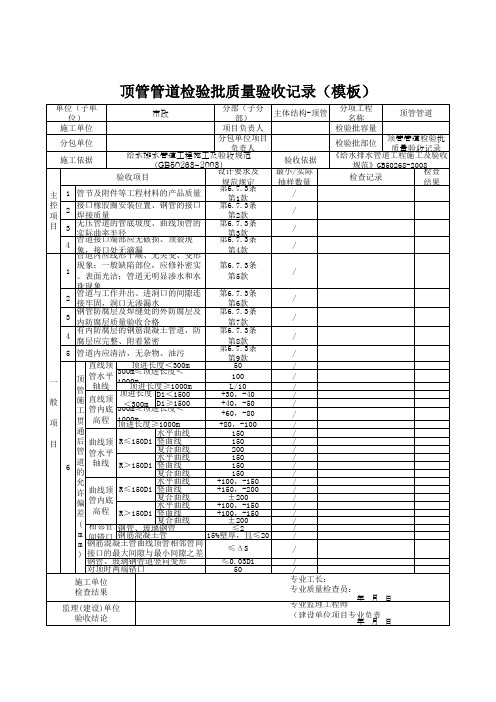
顶管管道检验批质量验收记录(模板)
/ / /
m 钢筋混凝土管曲线顶管相邻管间 ) 接口的最大间隙与最小间隙之差
≤ΔS
/
钢管、玻璃钢管道竖向变形
≤0.03Di
/
对顶时两端错口
50
/
施工单位 检查结果
监理(建设)单位 验收结论
专业工长:
专业质量检查员: 年月日
专业监理工程师
(建设单位项目专业负责 年月日
顶管管道检验批质量验收记录(模板)
单位(子单 位)
市政
分部(子分 部)
主体结构-顶管
分项工程 名称
顶管管道
施工单位
项目负责人
检验批容量
分包单位
分包单位项目 负责人
施工依据
给水排水管道工程施工及验收规范 (GB50268-2008)
验收项目 主 1 管节及附件等工程材料的产品质量
设计要求及 第规6范.7规.3定条
顶管管道检验批 质量验收记录
《给水排水管道工程施工及验收
规范》GB50268-2008
检查记录
检查 结果
1
现象;一般缺陷部位,应修补密实 、表面光洁;管道无明显渗水和水
第6.7.3条 第5款
/
珠现象
2
管道与工作井出、进洞口的间隙连 接牢固,洞口无渗漏水
第6.7.3条 第6款
/
3
钢管防腐层及焊缝处的外防腐层及 内防腐层质量验收合格
第6.7.3条 第7款
/
4
有内防腐层的钢筋混凝土管道,防 腐层应完整、附着紧密
第6.7.3条 第8款
/
5 管道内应清洁,无杂物、油污
第6.7.3条 第9款
/
一 般
顶 管 施 工
直线顶 管水平
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊接检验批质量验收记录表管道焊接检验批质量验收记录表
工程名称:
施工单位:
施工执行标准名称及编号:GB
施工单位检查评定记录:
监理(建设)单位验收意见:
分项工程名称:管道焊接验收部位
项目经理:
质量验收规范规定:
主控项目:
1.焊材的材质应符合设计要求和规范规定。
管道焊缝无损
检测应符合设计要求和规范规定。
2.焊缝表面应整齐均匀,无裂纹、未焊透、气孔、夹渣、
烧穿等缺陷。
焊缝及其周围应清除干净,不应存在电弧烧伤母材的缺陷。
焊缝宽度应符合焊接工艺规程的要求,无要求时为坡口上两侧各加宽0.5mm~2mm。
焊缝余高应为0mm~2mm。
3.局部不应大于3mm且长度不大于50mm。
大于0.8mm
或大于12.5%管壁厚(取二者中的较小值),任何长度均不合格。
大于6%~12.5%管壁厚或大于0.4mm(取二者中的较小值),在焊缝任何300mm连续长度中不超过50mm或焊缝的
1/6,取二者中的较小值。
小于等于0.4mm或小于等于6%管
壁厚(取二者中的较小值),任何长度均合格。
施工单位检查评定结果:
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理(建设)单位验收结论:。