数控机床电气控制电路设计实例
数控机床及编程:三菱PLC机床电气控制案例
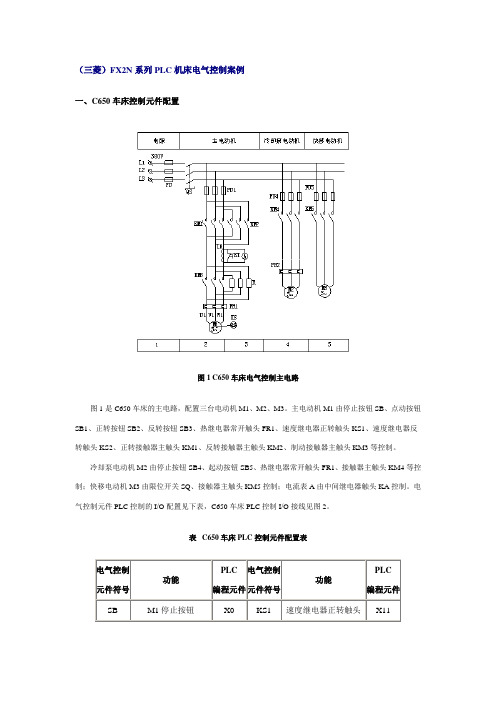
(三菱)FX2N系列PLC机床电气控制案例一、C650车床控制元件配置图1 C650车床电气控制主电路图1是C650车床的主电路,配置三台电动机M1、M2、M3。
主电动机M1由停止按钮SB、点动按钮SB1、正转按钮SB2、反转按钮SB3、热继电器常开触头FR1、速度继电器正转触头KS1、速度继电器反转触头KS2、正转接触器主触头KM1、反转接触器主触头KM2、制动接触器主触头KM3等控制。
冷却泵电动机M2由停止按钮SB4、起动按钮SB5、热继电器常开触头FR1、接触器主触头KM4等控制;快移电动机M3由限位开关SQ、接触器主触头KM5控制;电流表A由中间继电器触头KA控制。
电气控制元件PLC控制的I/O配置见下表,C650车床PLC控制I/O接线见图2。
表 C650车床PLC控制元件配置表电气控制元件符号功能PLC编程元件电气控制元件符号功能PLC编程元件SB M1停止按钮X0KS1速度继电器正转触头X11SB1M1点动按钮X1KS2速度继电器反转触头X12SB2M1正转按钮X2KM1M1正转接触器主触头Y0SB3M1反转按钮X3KM2M1反转接触器主触头Y1SB4M2停止按钮X4KM3M1制动接触器主触头Y2SB5M2起动按钮X5KM4M2接触器主触头Y3SQ M3限位开关X6KM5M3接触器主触头Y4FR1M1热继电器常开触头X7KA电流表中间继电器触头Y5FR2M2热继电器常开触头X10图2 C650车床PLC控制I/O接线图图3是C650车床PLC控制梯形图,编程时使用了MC主控指令和MCR主控复位指令。
车床上电后,由于停止按钮SB、热继电器FR未动作,所以第4支路的X0、X7闭合,M110通电,导致第5支路M110闭合,程序执行MC主控指令至MCR主控复位指令之间的主控程序。
图3 C650车床PLC控制梯形图二、主电动机正反转控制1.正转控制按下主电机正转按钮SB2,第6支路X2闭合,由于X3、M102均未动作,所以M101通电并通过第7支路的M101自锁。
数控机床电气控制电路设计及实例分析_郑小年(1)
证电动机的实际最高工作温度 T J 日 ] I *等 于或略小于电动机绝缘的允许 最高工
不到额定功率的, 转速越低, 输出功率
就越小 图1 中主轴电机的功率特性为
作温度T a, 即几习 兀 *
. 过载能力:电动机在运行时, 必 须具有一定的过载能力 特别是在短
期工作时, 由于电动机 的热惯性很大, 电动机在短期 内承受高于额定功率的
c ) 主轴电机容量选择还是按上述
方法
产效率降低, 另一方面电动机经常过 载下运行, 会使它过早损坏, 同时还可
能 出现启动 困难, 经 受不起 冲击负载
升或最大允许电流而报警, 说明电机
容量选小 了, 应重新选择
这里, 请读者注意, 在进给电机 主
轴 电机设计 选配时, 应该考虑这些电 机 的输 出都 包括含有某种类型的机械 环 节和元 件, 关 于增量运 动 系统的最
难 以显 著 地 加 以更 改, 远 不 如 电 气 部
分 灵 活 易 变 因此 , 数 控 机 床 的机 械 与
商 品生 产 的基 本 要 求是 以最 低 的
S e r o C o ntro l v
49
粉 步 J碑 / 价 穴士 古十 夕入 二 不
流伺服 电机 a )进给伺服电动机容量选择 电动 机 的选 择 主 要是 容 量 的选 择, 如果 电动机 的容量选小了, 一方面
的转速并 不高时, 就不 必选用 刚性 攻 螺纹功能 (5 )网络数控功能 近年来发展的数字化 网络制造是 指 利用网络技术和数字控制技术进行 产 品的加 工制造, 其基础 是网络数 控 技术 它是 各种先进制造 技术 的基 本
可 以选择直角坐标系中的二个不同平 面, 也可选择 不同视 角的三维立体, 可 以在 加工的 同时做实 时的显 示, 也 可 在机械锁定的方式下作加工过 程的快
数控机床电气控制电路设计实例
下一页
6.2 TK1640数控车床电气控制电路
二.TK1640数控车床的电气控制电路
1.电气原理图分析的方法与步骤 电气控制电路一般由主回路、控制电路和辅助电路等部分组
上一页 下一页
6.3 XK714A数控铣床电气控制电路
2.电源电路分析 图6-10为电源回路,图中TC2为控制变压器,原方为
AC380V,副方为AC110V、AC220V、AC24V,其中 AC110V给交流接触器线圈、电柜热交换器风扇电机; 3.控制电路分析 (1)主轴电机的控制 如图6-11、图6-12分别为交流控制回路图和直流控制回路 图。 (2)冷却电机控制 (3)换刀控制
3.DNC-B通信功能的选择 众所周知,由非圆曲线或面组成的零件加工程序的编制是十
分困难的,通常的办法是借助于通用计算机的计算,将它们 细分为微小的三维直线段组成的加工程序 4.刚性攻螺纹功能 攻螺纹是数控机床的一项常用功能,到底采用什么方式是一 个值得考虑的问题,刚性攻螺纹功能必须采用伺服电机驱动 主轴
1
伺服强电
2
U
L2 3
4
V
L3 5
6
W
50A
主轴强电
TC1
R2
S2
T2
13 5
QF2
20A
246
1
QF3
20A
35
24 6
W12
V12
U12
主变压器
KM2 1 3 5
R1
S1
T1
(22A) 1 3 5
数控机床电气控制电路设计
前面分别介绍了计算机数控系统的各个组 成部分、控制系统所用到的元器件和执行部件, 可以说是“化整为零”的叙述。本章通过介绍 典型数控机床控制电路实例及分析,则可以说 是“集零为整”,使读者了解数控系统的全貌。
电气控制电路设计原则
1.最大限度的实现机械设计和工艺的要求 2.保证数控机床能稳定、可靠运行 3.便于组织生产、降低生产成本、保证产品质 4. 安全
电气原理图分析的方法与步骤
分析主回路 分析控制电路 分析辅助电路 分析连锁与保护环节 总体检查
ቤተ መጻሕፍቲ ባይዱ
XK714A数 控床身 铣床及电气 控制电路
图 8.7 XK714A 数控铣床
主回路分析
电源电路分析
交流控制电路分析
直流控制电路分析
数控机床电气控制电路设计实例

电压继电器的输入量是电路电压的大小,它根据输入电压的大 小而动作。与电流继电器类似,电压继电器也分为欠电压继电器和 过电压继电器两种。
四、时间继电器 时间继电器在控制电路中用于时间的控制。
按其动作原理可分为电磁式、空气阻尼式、电动式和电子式等; 按延时方式可分为通电延时型和断电延时型。
而且要求刀具由一点到另一点之间的运动轨迹为一条直线,并能控 制位移的速度。 (3)轮廓控制系统
也称连续控制系统。其特点是能够同时对两个或两个以上的坐 标轴进行连续控制。
2. 按伺服系统控制方式分类 (1)开环伺服系统
数控装置根据信息载体上的指令信号,经控制运算发出指令脉
冲,使伺服驱动元件转过一定的角度,并通过传动齿轮、滚珠丝杠 螺母副,使执行机构(如工作台)移动或转动。 (2)闭环伺服系统
4. 按功能水平分类 (1)经济型数控系统(又称简易数控系统) 这一类型的数控系统一般为开环控制,采用的CPU为单板机或单片 机,用数码管显示或单色小液晶显示或CRT字符显示。 (2)普及型数控系统(又称全功能数控系统) 这类系统一般为半闭环控制,采用16位或32位CPU,9 in(228 6mm)单色显示器(1 in=25 4mm)。 (3)高性能数控系统 这类系统一般为全闭环控制,采用的微型计算机为32位以上的CPU, 显示器为彩色CRT或TFT液晶显示器.内存大于150 KB。
从第一台数控机床问世到现在的50多年中,数控技术的发展非 常迅速,集计算机技术、现代控制技术、微电子技术、传感检测技 术、信息处理技术、网络通信技术、液压气动技术、光电子技术以 及传统的机械制造技术为一体,得到了广泛的应用,在数控机床是 关系到国家战略地位和体现国家综合国力水平的重要基础性产业, 其水平高低和拥有量多少是衡量一个国家工业现代化的重要标志, 在国防建设上亦具有重要的战略意义。
7-实例-数控机床电气控制

第7章 数控机床控制应用实例
7.1 CK6132(SYC-2E)数控卧式车床
7.2 数控新技术介绍——基于PC平台的 工控数控机床
7.3 普通车床数控改造 7.4 XH714立式加工中心电气控制
第7章
7.1 CK6132(SYC-2E)数控卧式车床 7.1.1 主要用途和适用范围
CK6132(SYC-2E)车床采用卧式车床布局,数控系统控制横(X)、纵(Z) 两坐标移动。适用于短轴类及盘类零件的各种内外回转表面,如圆柱面、圆锥面、 特形面等,以及内外公制英制螺纹的自动化切削加工,并能够进行切槽、镗、铰等 加工。 该机床加工效率高、适用性强、操作简便、精度高、稳定性好,特别适用于复杂 零件或对精度要求较高的中、大批量生产。 该机床可根据用户要求配置数控系统,编程采用ISO国际通用代码,编程简单易 用,并具有掉电记忆功能。 该机床还可以根据用户需要增减螺纹车削功能,刀架可选用四工位、六工位等多 工位电动刀架,还可以为用户特制专用的排刀架。工件夹紧可选用普通卡盘、液压卡 盘或者其他专用夹具。
第7章
7.1.3 电气系统
2.主轴电气控制
由图7-1可知,“SYC-2E”数控系统通过J3接口、变频器、主轴 电机、主轴编码器和数控系统的J9接口组成数控机床的主轴闭环控 制。主轴控制用于加工中心换刀时,作为主轴准停用。使主轴定向 控制准停在某一固定位置上,以便在该处进行换刀等动作,只要数 控系统发出M19指令,利用装在主轴上的位置编码器(通过1∶1齿 轮传动)输出的信号使主轴准停在规定的位置上。主轴控制用于车 床加工。在车床上,按主轴正反转两个方向使工件定位,作为车削 螺纹的进刀点和退刀点,利用Z向脉冲作为起点和终点的基准,保 证不乱扣(A、B相差90°,Z向为一圈的基准信号,产生零点脉 冲)。
数控机床强电控制电路2
(1)降压起动控制线路 常用的降压起动方法有定子绕组串接电阻降压起动、星形─三角形 降压起动和自耦变压器降压起动。 ① 定子绕组串接电阻降压起动控制线路
在定子绕组串接电阻降压起动控 制线路中,电动机起动时在定子绕组 上串接电阻或电抗器,起动电流在电 阻或电抗上产生电压降,使定子绕组 上的电压低于电源电压、起动电流减小。 待电动机转速接近额定转速时,再将电 阻或电抗器短接,使电动机在额定电压 下运行。
4.照明及指示电路
照明电路由控制变压器供给 交流24V安全电压,经照明开 关Q控制照明灯EL。指示电路 由变压器供给6V电压,指示 灯HL作为电源指示,当机床 引入电源后HL亮。
5.保护环节
熔断器FUl、FU2作为各部分的短路 保护;热继电器KRl、KR2分别为电动 机Ml、M2的过载保护;断路器QF对机 床供电回路实现总的保护。 为了保护人身安全,通过行程开 关SQl、SQ2进行断电保护。当SA2左 旋打开电器控制盘璧笼时,SQ2行程 开关闭合,QF自动断开;当打开主轴 箱后,SQl断开,使主拖动电动机停 止,以确保人身安全。 当需要打开控制壁笼门进行带电 维修时,只要将SQ2的传动杆拉出, QF仍可合上。关上壁笼门后,SQ2复 原,保护作用正常。
第二章
数控机床强电控制电路
第一节 机床常用低压电器的工作原理与选用
第二节 机床强电控制系统的基本环节
第三节 典型机床电气控制线路分析
2.2
机床强电控制系统的基本环节
一、电气控制线路的绘制 电气控制系统图有三类:电气原理图、电器元件布置图 和电气安装接线图。 1、电气原理图 电气原理图是表达所有电气元件的导电部件和接线端子 之间的相互关系。电气原理图一般分为主电路和辅助电路 两部分。
三种车床的PLC控制电路图及程序
三种车床的PLC控制电路图及程序
大家好,今天给大家分享几种车床的PLC控制,都是控制电机的,希望对大家有所帮助,
C650卧式车床的PLC控制
主电路如下:
C650卧式车床主电路
硬件电路及I/O分配表:
I/O接口电路如图:
I/O接口电路
程序梯形图如下:
梯形图
梯形图2
摇臂钻床的PLC控制主电路如图:
主电路
I/O分配表如下:
I/O接口电路如下:
I/O接口电路梯形图如下:
其工作时序如下:
工作时序
卧式镗床的PLC控制主电路如下:
I/O分配表如下:
输入信号
输出信号
I/O接口电路如下:
I/O接口电路梯形图:
程序1
程序2
程序3
程序4
工作时序如下:
工作时序。
数控车床电路
1.数控机床主轴控制电路数控机床主轴控制电路如图3-12所示。
2.主轴控制电路分析
• 1)主轴控制回路主电路连接 • 三相电源U、V、W通过空气开关QFI、交 流接触器KM1、变频器、连接到 交流异步电动机M
• 2)主轴控制回路控制电路的连接 • 电动机转动方向控制:变频器FWD正转 控制端通过继电器KA1的常开触点 • 连接到COM公共端,REV反转控制端通过 继电器KA2的常开触点连接到COM • 公共端。继电器KAl.KA2的线圈连接到数控 系统的SX39接口的第7、第8脚, • 通过继电器KAI.KA2控制主轴的正转与反转。
例3-4 故障现象:主轴不能转动
• 故障分析与处理:操作数控系统,发现主轴电动 机无论正转反转都不能转动,打开控制柜观察发 现变频器已上电处于待机状态,继电器KA1、Ⅺ 也均能按照数控系统的功能实现闭合,用万用表 测量变频器的VCI、GND两脚已经有电压,用万 用表测量FWD.REV对COM之间已有电压变化, 打开变频器参数杳看,发现变频器F0.00号参数 (频率给定通道选择)已由原来的VCI模拟给定 改为数字给定1面板操作,把参数恢复上电测试, 功能正常故障排除。
3.主轴启动后立即停止
3-4 主轴启动后立即停止的故障分析与处理表
故障原因
处理方法
系统输出脉冲时间不够 变频器处于点动状态 主轴线路的控制元器件损 坏
主轴电动机短路,造成热 继电器保护 主轴控创回路没有带自锁 电路,而把参数设置为脉冲 信号输出,使主轴不能正常 运转
调整系统的M代码输出时间 参阅变频器的使用说明书,设置好 参数 检查电路上的各触点接触是否良好, 检查直流继电器、交流接触器是否 损坏,造成触头不自锁 查找短路原因,使热继电器复位
数控机床第8章 数控机床电气控制电路设计与案例(2015-08))
图8-4 保护接地连接
11
(2)工作接地
为了保证设备的正常工作,如直流电源常需要有一极接地,作为参 考零电位,其他极与之比较,形成直流电压,例如±15V、±5V、±24V 等;信号传输也常需要有一根线接地,作为基准电位,传输信号的大小 与该基准电位相比较,这类地线称工作地线。在系统中一定要注意工作 地线的正确接法,否则非但起不到作用反而可能产生干扰,如共地线阻 抗干扰、地环路干扰、共模电流辐射等等。
周德卿 2015.8
2
图8-1 某数控车床的机床主电路与继电控制电路原理图
周德卿 2015.8
3
① 主电路如图8-1左半部分所示。该电路是指3相交流380V电源和起 拖动作用的电动机之间的电路,它由电源开关、熔断器、断路器或电动 机保护器的过流过压触点、热继电器的热元件、交流接触器的主触点、 电动机以及其它要求配置的电器如电源变压器、控制变压器、变频器、 交流开关稳压电源等电气元件连接而成。
在数控系统中,常用的隔离变压器有伺服变压器和控制变压器, 其产品与电气符号如图8-7所示。
图8-5 单点接地几种形式
周德卿 2015.8
12
(3)屏蔽接地
为了抑制噪声,电缆、变压器等的屏蔽层需接地,相应的地线称为 屏蔽地线。在低阻抗网络中,低电阻导体可以降低干扰作用,故低阻抗 网络常用作电气设备内部高频信号的基准电平(如机壳或接地板),连 接时应标明符号“ ” 作为屏蔽地。以屏蔽电缆为例,数控系统中有很 多弱信号传输线,传输模拟信号或数字信号,如CNC到伺服驱动信号线、 编码器反馈电动机位置与速度的信号线等,它们极易受干扰必须使用屏 蔽电缆。
该电路的控制原理同典型的电动机拖动控制电路,只是控制 触点的信号来自CNC数控单元和I/0接口单元输出电路中的直流 继电器的常开(或常闭)触点,如图8-1中控制主轴电动机正、 反转的直流继电器KA1、KA2;控制刀架电动机正、反转的直流 继电器KA4、KA5等,均是由PLC相应输出接口控制的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.3 XK714A数控铣床电气控制电路
二.XK714A数控床身铣床的电气控制 电路
XK714A数控床身铣床的电气控制电路的分析方法、步骤与 前述数控车床相同,XK714A数控床身铣床的电气控制电路 分析。
1.主回路分析 图6-9为380V强电回路,图中QF1为电源总开关。QF3、
QF2、QF4、分别为主轴强电、伺服强电、冷却电机的空气 开关,它的作用是接通电源及电源在短路、过流时起保护作 用;
供基本的技术基础,如远程制造、远程诊断与远程维护。
上一页 返回
6.2 TK1640数控车床电气控制电路
一.TK1640数控车床的功能
TK1640数控车床如图6-1所示,是我国宝鸡机床厂研制、 开发的产品,主轴变频调速,三档无级变速,采用HNC21T车床数控系统实现机床的两轴联动。
1.TK1640数控车床的组成 TK1640数控车床传动简图如图6-2所示。机床由底座、床
一.机床的功能 1.XK714A数控床身铣床的组成 XK714A数控床身铣床传动图如图6-7所示。机床主要由底
座、立柱、工作台、主轴箱、电气、CNC系统及冷却、润滑 等部分组成。 XK714A传动简图如图6-8所示。机床的立柱部分,工作台 部分安装在底座上,主轴箱通过联接座在立柱上移动。其它 各部件自成一体与底座组成整机。 2.XK714A数控床身铣床的技术参数
控制系统绝大多数是机电式的,其输出都包括含有某种类型 的机械环节和元件,它们是控制系统的重要组成部分,其性 能直接影响数控机床的品质。 2.保证数控机床能稳定、可靠运行 数控机床运行的稳定性、可靠性在某种程度上决定于电气控 制部分的稳定性、可靠性。
下一页
6.1数控机床电气控制电路设计原则
3.便于组织生产、降低生产成本、保证产品质量 商品生产的基本要求是以最低的成本,最高的质量,生产出
身、主轴箱、大拖板(纵向拖板)、中拖板(横向拖板)、电动 刀架、尾座、防护罩、电气部分、CNC系统、冷却、润滑等 部分组成。 2.TK1640数控车床的技术参数
下一页
6.2 TK1640数控车床电气控制电路
二.TK1640数控车床的电气控制电路
1.电气原理图分析的方法与步骤 电气控制电路一般由主回路、控制电路和辅助电路等部分组
满足用户要求的产品,数控机床的生产也不例外。 4.安全 电气控制电路的设计应高度重视保证人身安全、设备安全,
符合国家有关的安全规范和标准。
二.数控系统功能的选择
1.动画/轨迹显示功能的选择 2.软盘驱动器的选择
上一页 下一页
6.1数控机床电气控制电路设计原则
这是一种数据传送的极好工具,可以通过它将系统中已经调 试完毕的加工程序存入软盘后存档,也可以通过它将在其它 计算机中生成的加工程序软盘中的加工程序存入CNC系统, 也可以通过它来做各种机床数据的备份和存储。
第六章 数控机床电气控制 电路设计实例
6.1 数控机床电气控制电路设计原则 6.2 TK1640数控车床电气控制电路 6.3 XK714A数控铣床电气控制电路
6.1数控机床电气控制电路设计原则
一.电气控制电路设计原则
1.最大限度的实现机械设计和工艺的要求 数控机床是机电一体化产品,数控机床的主轴、进给轴伺服
频主轴电机实现,与机械变速配合得到低速、中速和高速三 种无级变速。 (2)主回路分析 如图6-3所示是380V强电回路。 (3)电源电路分析 如图6-4所示为电源回路图。
上一页 下一页
6.2 TK1640数控车床电气控制电路
(4)控制电路分析 ①主轴电机的控制 如图6-5、图6-6分别为交流控制回路图和直流控制回路图。 ②刀架电机的控制 当有手动换刀或自动换刀指令时,经过系统处理转变为刀位
上一页 下一页
6.1数控机床电气控制电路设计原则
不仅要求在主轴上增加一个位置传感器,而且对主轴传动机 构的间隙和惯量都有严格的要求,电气设计和调整也有一定 的工作量,所以这个功能的成本不能忽略。
5.网络数控功能 近年来发展的数字化网络制造是指利用网络技术和数字控制
技术进行产品的加工制造,其基础是网络数控技术。 它是各种先进制造技术的基本单元,为各种先进制造环境提
信号,这时是PLC输出Y06有效,KA6继电器线圈通电,继 电器触点闭合,KM4交流接触器线圈通电,交流接触器主触 点吸合,刀架电机正转,当PLC输入点检测到指令刀具所对 应的刀位信号时,PLC输出Y06有效撤消、刀架电机正转停 止; ③冷却电机控制
上一页 返回
6.3 XK714A数控铣床电气控制电路
上一页 下一页
6.3 XK714A数控铣床电气控制电路
2.电源电路分析 图6-10为电源回路,图中TC2为控制变压器,原方为
AC380V,副方为AC110V、AC220V、AC24V,其中 AC110V给交流接触器线圈、电柜热交换器风扇电机; 3.控制电路分析 (1)主轴电机的控制 如图6-11、图6-12分别为交流控制回路图和直流控制回路 图。 (2)冷却电机控制 (3)换刀控制
上一页 返回
图6-1 TK1640数控车床
图 8.1 TK1640 数控车床
返回
图6-2 TK1640传动简图
3.DNC-B通信功能的选择 众所周知,由非圆曲线或面组成的零件加工程序的编制是十
分困难的,通常的办法是借助于通用计算机的计算,将它们 细分为微小的三维直线段组成的加工程序 4.刚性攻螺纹功能 攻螺纹是数控机床的一项常用功能,到底采用什么方式是一 个值得考虑的问题,刚性攻螺纹功能必须采用伺服电机驱动 主轴
成。了解了电气控制系统的总体结构、电动机和电器元件的 分布状况及控制要求等内容,便可以阅读分析电气原理图。 (1)分析主回路 (2)分析控制电路 (3)分析辅助电路 (4)分析连锁与保护环节 (5)总体检查
上一页 下一页
6.2 TK1640数控车床电气控制电路
2.TK1640数控车床电气控制电路分析 (1)机床的运动及控制要求 正如前述,TK1640数控车床主轴的旋转运动由5.5kw变