GD35-07张力控制专用变频器说明书
变频器张力控制
作者:中达电通股份有限公司上海浦东分公司李强摘要:本文主要介绍了张力控制变频收卷的控制原理,此技术能够使得在纺织行业中收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
关键词:变频收卷张力控制闭环矢量卷径计算1 前言用变频器做恒张力控制的实质是闭环矢量控制,即加编码器反馈。
对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。
同时在不同的操作过程,要进行相应的转距补偿。
即小卷启动的瞬间、加速、减速、停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
2 张力控制变频收卷在纺织行业的应用及工艺要求2.1 传统收卷装置的弊端纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。
传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。
而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。
尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。
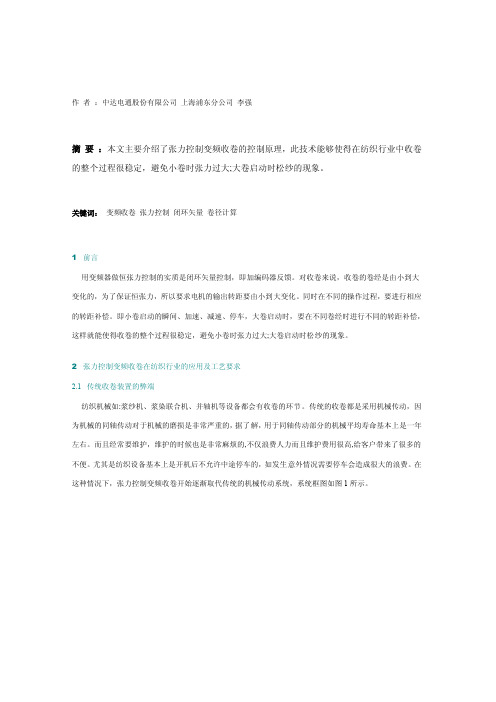
在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统,系统框图如图1所示。
图1 系统构成及系统框图2.2 张力控制变频收卷的工艺要求(1)在收卷的整个过程中都保持恒定的张力。
张力的单位为:牛顿或公斤;(2)在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱;(3)在加速、减速、停止的状态下也不能有上述情况出现;(4)要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。
2.3 张力控制变频收卷的优点(1)张力设定在人机上设定,人性化的操作;(2)使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等等;(3)卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。
6300V张力控制专用变频器说明书-V110

前言前言ALPHA6300V变频器是在ALPHA6000V通用变频器的基础上,专门针对印染、纺织、线缆等行业需要张力控制的卷绕需求进行改进而设计的专用变频器。
该型变频器除了以下的功能和参数修改之外,其余性能和使用要求与ALPHA6000V通用型变频器一致。
因此请将本说明书与我公司ALPHA6000V系列通用变频器说明书结合使用。
目录目录前言 (1)第一章功能参数简表 (3)1.1 P6组:张力控制参数 (3)1.2 P3组:I/O端子功能参数 (7)1.3 P4组:模拟量及脉冲输入输出端子 (16)第二章功能参数详细说明 (23)2.1 P6组:张力控制参数 (23)2.2P3组:I/O端子功能补充说明 (31)附录使用MODBUS通讯 (33)第一章功能参数简表第一章功能参数简表表中“更改”标志的含义如下:“○”运行中参数可更改;“*”实际检测值或固定参数;“×”运行中参数不可更改;“-”厂家设定,用户不可更改。
第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第一章功能参数简表第二章功能参数详细说明第二章功能参数详细说明2.1 P6组:张力控制参数控制模式选择部分:0:无效1:张力给定模式2:力矩给定模式说明:◆0:无效。
不运行张力控制模块,按频率设定方式运行。
◆1:张力给定模式:外部给定的是期望张力,张力设定源通过功能码P6.03(张力设定源选择)指定,无需张力检测和反馈,变频器通过控制输出转矩,控制材料上的张力,同时进行卷径计算。
◆2:力矩给定控式:外部给定的是期望转矩,转矩设定源通过功能码P8.11(转矩上限源)指定,无需张力检测和反馈,变频器通过控制输出转矩,控制材料上的张力同时进行卷径计算。
注意:1. 张力控制模块选择(P6.00)不为0时,张力控制模块优先运行,按加减速时间2的设定进行加减速。
汇川变频器张力控制功能参数说明

汇川变频器张力控制功能参数说明卷曲张力控制专用变频器MD330用户手册第一章概述本手册需与《MD320用户手册》配合使用。
本手册仅介绍与卷曲张力控制有关的部分,其他的基本功能请参考《MD320用户手册》。
当张力控制模式选为无效时,变频器的功能与MD320完全相同。
MD330用于卷曲控制,可以自动计算卷径,在卷径变化时仍能够获得恒张力效果。
在没有卷径变化的场合实现恒转矩控制,建议使用MD320变频器。
选用张力控制模式后,变频器的输出频率和转矩由张力控制功能自动产生,F0组中频率源的选择将不起作用。
第二章张力控制原理介绍一、典型收卷张力控制示意图二、张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
A、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
与开环转矩模式有关的功能模块:1、张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2、卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
D-35Brushless电机及AC速度控制电机参数及连接操作手册说明书

AccessoriesInstallation■Connection and Operation [30 W (1/25 HP), 60 W (1/12 HP), 120 W (1/6 HP)]●Names and Functions of Driver Parts[Front of Driver]DisplayDisplays the monitor contents, alarm, etc.Changes the speed and parameters.The value is set when the dial is pressed after changes are made.DialOperating SwitchThe motor is started by setting it to the "RUN" position.Setting it to the "STAND-BY" position stops the motor.RotationDirection SwitchChanges the rotation direction of the motor.Front Panel[Back of Driver]Motor Connector (CN2)Connects to the motor's motor connector (white).Main Power Connector (CN1)Ground either one of the protective earth terminals.Connects to the main power supply.Protective EarthTerminals (2 locations)Sensor Connector (CN3)Connects to the motor sensor connector (black).Connects with the I/O signals.I/O Signal Connector (CN4)◇When Front Panel is Removed FUNCTION KeyChanges the indication andfunctions for the operating mode.Acceleration/Deceleration Time PotentiometerSets the acceleration time forstarting the motor and deceleration time for motor standstill.Setting Range: 0.1 s ∼15.0 sMounting Holes (2 locations)MODE KeyChanges the operating mode.●Extended FunctionsThese settings can be made with key operations after removing the ◇Main Power Connector (CN1)Connects to the main power supply. Please connect to the power supply according to the power supply voltage being used.●Single-Phase 100-120 VAC ●Single-Phase 200-240 VAC ●Three-Phase 200-240 VAC ●Operation with the Driver Only◇Run/StopWhen the operating switch is set to the "RUN" position, the motor will start.When it is returned to the "STAND-BY" position, the motor decelerates to a stop.◇Speed Setting MethodSet the motor speed by using the dial.Speed Setting Range: 50∼4000 r/minTurning the dial slowly to the right increases the speed by 1 r/min increments, while turning it to the left reduces the speed by 1 r/min increments.Turning the dial quickly increases the speed variation.Pressing the dial sets the speed.Operate with the operating switch Set the speed with the dial●Operating Switch●Applicable Lead Wire Size AWG18∼14(0.75∼2.0 mm 2)✽The following signals can be assigned as necessary to 3 input signal terminals (X0∼X2) and 2 output signal terminals(Y0, Y1).3 of the 7 input signals (FWD, REV, M0, M1, ALARM-RESET, EXT-ERROR, H-FREE)2 of the 6 output signals (ALARM-OUT1, SPEED-OUT, ALARM-OUT2, MOVE, VA, WNG)●Applicable Lead Wire SizeAWG26∼20 (0.14∼0.5 mm2)●Operation by External Signals◇Operating Method●Using the built-in power supply in the driver, the motor is operatedthrough signals from external sources (switches, relays, etc.).Connect Pins No. 5∼8 of the I/O signal connector (CN4) as shownin the figure to the right.●When operating using external signals, change the parametersetting in the "External Operating Signal Input." Refer to theoperating manual for details.●Multistep speed-change operation up to 4 steps can be performed.◇Timing ChartThis is when the "External Operating Signal Input" parameter setting is"ON" and the rotation direction switch is set to "FWD."FWD InputOperating SwitchREV Input●Switching the FWD input to ON will causethe motor to turn clockwise as viewedfrom the motor shaft side, while switchingthe REV input to ON will cause the motorto turn counterclockwise. Turning it OFFdecelerates the motor to a stop.●If the FWD input and REV input areturned ON simultaneously, the motor willstop instantaneously.●With the combination type, the rotation direction variesaccording to the gear ratio of the gearhead.◇Connection Example Using Switches and RelaysThe figure shows a connection example when operating a motor with a contact alarm switch such as switches and relays. (Single-phase 100-120 VAC) Driver GroundMotor ConnectionMotor GroundL Motor ConnectorCN1CN2NNCPEMotorMain CircuitControl CircuitDriverCN4765C1 [IN-COM1(0 V)]98Power Supply Connection0 VLNCircuit BreakerShielded WireFunction Ground5 kΩ680 Ω5 kΩ680 Ω820 Ω820 ΩX1 [REV]X0 [FWD]C0 [IN-COM0]+5 V5 kΩ680 Ω820 ΩX2 [M0]Sensor ConnectorCN3AccessoriesInstallation◇I/O Signal and Programmable Controller Connection ExamplesThis is a connection example for operating a motor using a transistor output type programmable controller.●Sink Logic●Source Logic ✽Recommended Resistance Value 24 VDC: 680 Ω∼2.7 k Ω (2 W)5 VDC: 150 Ω∼560 Ω (0.5 W)NoteMaintain the current value of Y0 and Y1 at 100 mA or less. If this current value is exceeded, connect the limiting resistor R.◇When an External Control Device with a Built-In Clamp Diode is Used If an external control device with a built-in clamp diode is connected and the external control device is turned off when the driver power is on, current may flow in and rotate the motor. Because the current capacity of the driver and external control device is different, the motor may also run when their power supplies are turned ON or OFF simultaneously.To turn the power off, turn off the driver and then the external control device. To turn the power on, turn on the external control device and then the driver.◇When Multistep Speed-Change Operation is UsedMultistep speed-change operation is possible by switching the M0 and M1 inputs ON / OFF .OFF ON OFF ON OFFONSTAND-BYRUNMotor Movement FWD Input M0 Input M1 Input Operating Switch。
变频操作说明书

变频操作说明书操作规程1 操作、显示面板介绍1.1控制柜操作、显示面板———安装在控制柜门上,实现显示及操作。
1.1.1控制柜面板显示说明(如图1)H1---控制电源指示;H2--- 变频运行指示;H3---变频器故障指示;触摸屏---以指示灯形式显示变频器11个状态(如图2)⒈允许:允许高压合闸;⒉外控:允许外部控制;⒊合闸:高压合闸指示灯;⒋就绪:合闸就绪;⒌接通:高压接通;⒍运转:系统运转中;⒎旁通:有功率单元旁通;⒏告警:系统产生故障或告警;⒐远控箱:远控箱控制有效;⒑DCS: DCS控制有效;⒒闭环:系统闭环控制;显示变频器六个数据①设定频率:变频器的设定频率;②实际频率:变频器实际运行频率;③定子电压:电机的定子电压;④定子电流:电机的定子电流。
⑤闭环反馈压力:管网压力显示。
⑥柜内风压显示:功率柜内风压显示。
图1图21.1.2控制柜面板操作说明(如图1)SB1---备用;SB2---电源复位按钮;SB3---变频器故障情况下,故障复位按钮;SB4---变频装置运行过程中紧急停车;触摸屏---进行9个操作(如图2)①启动:用于启动变频器。
必须无故障告警条件满足时才能起作用;②加速:按下此键不抬起,则变频器频率将按一定速度增加,释放后频率停止增加;③减速:按下此键不抬起,则变频器频率将按一定速度减小,释放后频率停止减小;④停止:停止变频器输出,变频器按一定速度减小输出频率,直到变为0停止;⑤复位:复位变频器到初始状态;⑥曲线:按下此键可以查看电机定子电压电流曲线;⑦设置:进入P参数设定屏,进行P参数设定;⑧操作界面:进行变频器的高压分、合闸操作、外控选择操作及指示,并且提供报警记录;(图3)⑨警铃开关选择:用于报警时警铃的解除选择。
注:触摸屏的使用详见高压变频触摸屏使用说明书。
图31.2远控箱操作、显示面板———安装在用户指定位置,实现远控箱显示及操作1.2.1远控箱面板显示说明(如图4)A---显示定子电流;F---显示定子频率;H5---高压合闸允许;H6---高压合闸;H7---高压分闸;H8---变频运行;H9---变频停止;H10---声光报警指示;H11---故障指示;H12---电源指示;H14---就绪指示;H15---远控指示;1.2.2远控箱面板操作说明(如图4)SB9---变频装置运行过程中紧急停车;SB10---备用;SB11---备用;SB12---变频器故障情况下,复位按钮;SB13---电机变频启动按钮;SB14---电机变频停止按钮;SB15---转速上升按钮,按下此按钮不抬起,则变频器频率将按一定速度增加,释放后停止上升;SB16---转速下降按钮,按下此按钮不抬起,则变频器频率将按一定速度减小,释放后停止下降。
AD330张力专用变频器说明书

2)线速度输入部分:这部分比较重要,有两个作用,一是通过线速度计算变频器的匹配频率(见上面的 描述),二是可通过线速度计算卷径。
3)卷径计算部分:计算实际卷径,变频器获取线速度和实际卷径后可以获取变频器的匹配频率。当用线 速度计算卷径时,若变频器算得的卷径与实际卷径有偏差,说明线速度输入有偏差,通过卷径计算结果可以修 正线速度输入。
2:AI2设定
0.0~100.0%
0:不计算 1:线速度计算 2:通过厚度累计计算 3:AI1输入 4:AI2输入 5:PULSE输入 6:通讯 1~9999mm
1~9999mm 0:FA.20-F22设定 1:AI1设定 2:AI2设定 1~9999mm
1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况 相对应,需由使用者设定。张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果 用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
闭环张力控制张力锥度起 效选择 对外锥度控制最大输出设 定源
设定范围
0:无效 1:开环转矩控制模式 2:闭环速度控制模式 0:收卷 1:放卷 0:不允许 启动时不允许主动反方向 收紧材料 1:允许 启动时允许主动反方向收 紧材料 0.01~100.00
0.00~20.00Hz
0:数字设定(FA.06) 1:AI1设定 2:AI2设定 3:PULSE脉冲输入设定 4:通讯设定 0~30000N
1123-英威腾GD35系列变频器在数控枪钻上的应用

英威腾Goodrive35变频器在数控枪钻上的应用英威腾电气股份有限公司李远远摘要:数控枪钻是一种高效、高精度、高专业化的深孔加工机床,广泛应用于汽车、摩托车行业、模具行业、军工行业、航空航天等行业零件的深孔加工。
本文以某机床0EM配套商生产的数控枪钻主轴电机采用英威腾Goodrive35变频器控制为例,详细讲述数控枪钻的工艺特性,以及Goodrive35变频器应用在数控枪钻主轴电机上的优越性。
关键词:Goodrive35 数控枪钻变频器闭环矢量深孔加工一、数控枪钻简介及其工艺特性图(1)数控枪钻深孔加工示意图在机器零件加工中,一般深径比L/D大于5时称为深孔。
深径比约为40-50的深孔加工,是一种加工难度大、技术含量高、加工专业程度高的孔加工技术。
传统麻花钻在深孔加工中,会出现排屑困难以及派生出来的钻头寿命短等不利因素。
相比于传统麻花钻,数控枪钻在深孔加工中具有如下优点:(1)排屑通畅。
数控枪钻在加工深孔时,具有一定压力的切削液通过枪杆和刀头,在孔内能良好的分屑、卷屑和断屑,并同时将切屑强制排出。
(2)冷却和润滑充分。
在钻屑过程中,具有一定压力的切削液不仅能将高速时产生的热量带走,而且还有润滑作用和防腐作用。
(3)良好的加工精度和表面粗糙度。
(4)加工效率高,劳动强度低。
因数控枪钻切削速度和进给量都比普通切削加工快,铁屑由切削液强制排出,不存在加工中倒屑现象,所以加工效率高。
而数控枪钻属于半自动机床,大大降低了工人的劳动强度。
二、现场工况2、实景图片图(2)数控枪钻机床 图(3)应用在主轴电机上的变频器三、数控枪钻主轴电机对变频器的需求数控枪钻主轴电机要求采用变频器来实现无级调速。
数控枪钻主轴电机需要变频器在低频时启动力矩大,快速起停。
转矩响应要快,稳速精度要高,抗干扰能力强。
高速时电机噪音小,电机无异常抖动。
主轴电机最大转速要求为6300r/min ,最大输出频率为210HZ 。
速度脉冲编码器安装在主轴电机上,枪钻主轴和主轴电机通过同步皮带连接,输入输出带轮直径比值为 1.5:1,亦即主轴电机最大速度为6300r/min,枪钻主轴最大速度为4200r/min 。
张力控制器操作说明
第一章 MC系列张力控制器介绍1.1、MC系列张力控制器特点◆ 张力控制器控制普通三相异步电机能输出各类所需机械特性。
可输出理想的卷绕特性。
◆ 张力控制精度高,调节简单。
◆ 高效节能,静止保持力矩输出时电机不发热,能耗较力矩电机节省50%以上,投资回收周期大约3-4个月。
◆ 结构简单可靠,只有电机、控制器两个部件,长寿命,免维护。
◆ 批量使用可降低环境温度4~8℃,提高电网功率因数,减少变压器增容投资。
◆ 用于拉拔钢丝行业,可有效减少钢丝在放丝时的夹丝现象,减少淬火时产生的废丝1.2、控制器的型号说明图1-1 控制器铭牌说明1.3、控制器的系列机型表1-1 控制器系列机型说明第二章控制器的安装及端子配线2.1、控制器的外形尺寸图2-1 控制器外形图表2-1 控制器外形尺寸2.2、控制器的端子功能及配线2.2.1 产品端子配置图2-2 MC-4T7R5及以下功率等级图2-3 MC-4T11K及以上功率等级2.2.2主回路端子功能MC-4T1R5~MC-4T15KR/L1 S/L2 T/L3 ⊕1⊕2/B1B2 ? U/T1 V/T2 W/T3端子符号端子名称及功能说明R/L1、S/L2、T/L3 三相交流输入端子⊕1、⊕2/B1直流电抗器连接端子,出厂时用铜排短接⊕2/B1、B2 制动电阻连接端子⊕1、 ? 直流电源输入端子;外置制动单元的直流输入端子U/T1 、V/T2、 W/T3 三相交流输出端子2.2.3 端子配线图2-4 端子配线图(以MC-4T7R5为例)A、控制回路端子功能分类端子符号功能说明数字输入+24V +24VPLCX1 启动信号输入端子COM +24V地,X1的公共端模拟输入+10V 模拟输入参考电压(上表和配线图中未涉及的端子为厂家预留的端子,请勿接线,否则可能会发生误动作,危害人生及设备生产安全!)第三章操作面板使用说明3.1操作面板按键说明3.2操作实例下例为将设定电机极数为6级电机的实际操作步骤。