焦炉集气管压力模糊控制系统操作规程
焦炉集气管压力控制简介
焦炉集气管压力控制简介1工艺介绍焦化工业是冶金工业的重要组成部分。
高温炼焦得到的焦炭用于高炉冶炼、铸造和气化:炼焦过程中生产的焦炉煤气经回收、净化后,既是高热值燃料,又是重要的有机合成工业原料。
煤在炼焦时约75%变成焦炭供冶金使用,还有25%生成煤气及各种化学产品。
焦碳的生产过程叫炼焦,它的生产过程是将配好的煤装入炭化室,然后对炭化室加温,干馏成焦,由推焦机推出。
在炼焦过程中,每座焦炉所生产的从炭化室溢出的850℃左右的荒煤气进入上升管后,在桥管处经循环氨水喷洒冷却至80-850℃左右,通过集气管、吸力导管后引入气液分离器,煤气由气液分离器上方导出后,进入初冷器,从初冷器出来的煤气由煤气鼓风机加压后,通过压力管道将大部分送往下道工序。
2 焦炉集气管压力控制的必要性在炼焦生产过程中,焦炉集气管压力是炼焦生产中的重要参数,它的稳定性直接影响着焦炉的使用寿命和焦碳的生产。
当炉体内操作形成负压时,空气就会从炉门、炉盖等处进入炉体,导致焦炭燃烧、灰分增加、焦炭质量下降,大量的空气进入炉内甚至可能引起爆炸[1]。
进入的空气还会同炉体建筑材料发生化学反应,导致炉体剥蚀,缩短炉体使用寿命;空气还会促使荒煤气燃烧,使煤气系统温度增高,从而加重了冷却系统的负担,产生不必要的能源消耗。
当炉体内的压力过高时,荒煤气将会从炉门、炉盖等处冒出,一方面造成跑烟冒火,污染环境;另一方面降低了荒煤气的回收率,造成能源的浪费。
根据炼焦和化产回收的工艺原理,要求焦炉集气管压力应维持在80-120Pa 范围内,吸力管压力控制在1400-1600Pa内(视炉型和路况有所变化),才能保证碳化室底部不出现负压,又不致出现冒烟跑火,浪费能源,污染环境现象[2]。
3影响集气管压力的扰动因素1、炭化室内间歇地装煤和推焦对集气管压力产生较大的冲击;2、各焦炉之间的相互耦合,在器前吸力稳定的情况下,任一焦炉压力的波动,都会影响另一焦炉压力;3、器前吸力变化的影响,在鼓风机抽力不变的情况下,机后设备的阻力发生变化或煤气用户的用量发生变化时,都会引起机后压力的变化,进而引起器前吸力的变化,在煤气发生量稳定的情况下,该吸力势必引起集气管压力的波动;4、结焦时间的变更和加热制度的变化使得产气量存在明显波动;5、煤的成分、装煤量的变化以及实际推焦时间的变化也会影响到集气管的压力变化;6、循环氨水流量和温度的变化,荒煤气冷却系统是否畅通、阻力大小也影响压力的稳定及气量传输的动态特性,鼓风机入口排液系统、鼓风机后管线是否畅通直接影响压力系统的稳定;7、荒煤气的温度高低直接影响输气系统正常运行,过高时风机负荷加重且易发生危险,过低时则会导致冷却系统结萘;8、炉门、炉盖密封不严引起集气管压力降低;9、氨水量的变化形成瀑布,从而增加荒煤气的流动阻力[1] [3]。
模糊控制在多焦炉集气管压力控制上的应用
模糊控制在多焦炉集气管压力控制上的应用摘要:焦炉集气管压力的稳定控制不仅仅关系到焦炉的寿命,更直接影响着煤化工产品的质量和产量。
因此对焦炉集气管压力的稳定调节一直以来都是焦化厂普遍关心的问题。
大小不同、产量不同的多座焦炉集气管压力控制更是让很多焦化企业头痛的事情。
达钢焦化公司采用了西安中程自动化工程公司的多焦炉集气管压力无级模糊控制系统以后,对这一难题得到了极大的改善。
关键词:多焦炉集气管压力控制模糊控制系统达州钢铁集团焦化公司具有三座JN4.3-80型机械化焦炉,年产冶金机焦100万吨,煤化工产品近10万吨。
由于达钢焦化公司三座焦炉建设时间不同,因此导致工艺管线缺乏合理性。
在以前用两座焦炉生产时,对集气管压力的控制采用了DCS系统进行控制基本能够满足工艺要求,但是第三座焦炉投产后原来的控制方案就已无法满足生产的需要。
经过多次研讨和攻关均无明显改善。
经多方论证最后采用了西安中程自动化工程公司的多焦炉集气管压力无级模糊控制系统以后,焦炉冒烟冒火的情况基本得到了控制。
一、集气管压力控制影响因素分析1、集气管压力调节回路之间的强耦合效应。
焦炉集气管到初冷器前管道互通,任何一座焦炉集气管的压力波动都将影响其它各座焦炉集气管压力。
在常规调节方式下,各个集气管压力独立调节,没有沟通和协调,任何一座焦炉集气管压力的调节过程必然影响到其它焦炉集气管压力的稳定,进而触发其调节机构的动作。
不同焦炉集气管压力的调节过程相互影响,从而形成典型的集气管并联耦合振荡现象。
这种振荡在推焦、装煤和喷洒高压氨水的过程中更加严重。
由于焦炉数量较多,进一步增加了整个系统的不稳定因素,如果没有有效的控制措施,必然导致系统常时间处于连续振荡状态,调节品质严重恶化。
2、初冷器前吸力不稳定。
鼓风机后的煤气压力波动剧烈导致鼓风机前吸力的持续变化,并通过初冷器前吸力的波动直接影响焦炉集气管压力及调节过程,如果初冷器前吸力不稳定,将直接诱发集气管压力波动并触发振荡。
基于模糊控制规则的焦炉集气管压力智能控制策略
Ke wo d p e s r o e t g g ie f z y c nr l t a ib ef co f zy d e u l g r ls y rs r s u e o c l ci a p p u z o t h v r l a tr u z e o p i u e f n s ow i a n
维普资讯
冶
5 6
金
能
源
Vo . 7 No 4 12 .
ENERGY FOR ETAL M LURGI CAL I NDUS TRY
Jl. 0 8 uy 2 0
基 于模 糊 控 制 规 则 的焦 炉 集 气 管 压 力智 能控 制 策 略
李 桂 丽
( 宁科 技大学 计算 机学 院 ) 辽
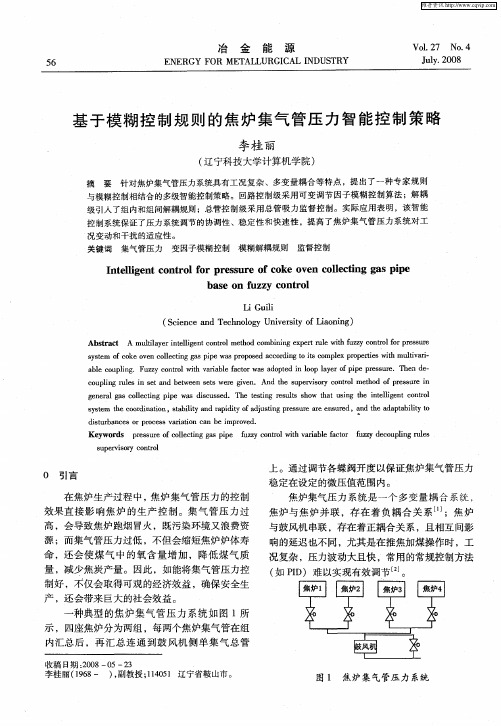
摘 要 针对 焦炉集气管压力系统具有工 况复杂 、多 变量耦合 等特点 ,提出 了一 种专家 规则
与模糊 控制相结合 的多级智能控制策 略。回路控制 级采用可 变调节 因子模糊 控制算 法 ;解耦
级引入了组 内和组 间解耦规则 ;总管控 制级采用 总管 吸力 监督控 制。实 际应 用表 明 ,该智 能
a l o p ig b e c u l .F z y c n rlw t ai b ef co sa o t d i o p ly ro i e p e s r .T e e n u z o to h v ra l a trwa d p e n l o a e p p r s u e h n d — i f c u l g r ls i e n ewe n s t w r ie . An h u e vs r o t lmeh fp s u e i o p i u e n s ta d b t e es e e g v n n d t e s p r ioy c n r t o o r s r n o d e g n r l a o e t g p p a ic se . T e tsi g r s l h w t a sn h n el e t c n r l e e a s c l ci i e W d s u s d g l n s h e t e u t s o h tu i g te it l g n o t n s i o
多焦炉集气管压力模糊控制系统
第2 8卷 第 3 期
20 06年 6月
山 东 冶 金
S a d n M ealr y hn o g tl g u
V0 - 8. , l 2 No3
J e 2 06 un 0
・
生产 技 术 ・
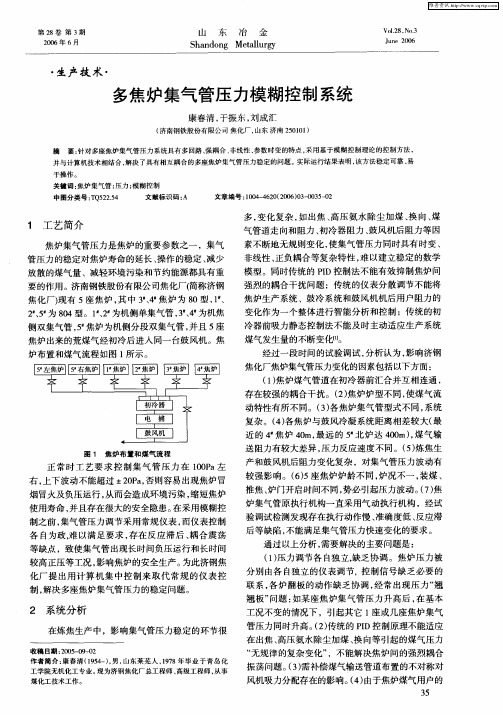
多焦炉集气管压 力模糊控 制 系统
收 稿 日期 :0 5 0 — 2 20 — 9 0
工况 不变 的情况 下 ,引起其 它 1 或几座 焦炉 集气 座 管压 力 同时升高 。 2传统 的 PD控 制原理 不能适应 () I 在 出焦 、 高压 氨水 除尘 加煤 、 向等引起 的煤 气压力 换 “ 规律 的复杂 变化 ” 无 ,不能 解决 焦炉 间的 强烈耦 合 振 荡问题 。 3需补偿 煤气输 送管道 布置 的不对称 对 () 风机 吸 力分 配存 在的影 响。 4 由于 焦炉煤气 用户 的 ()
3 5
作者 简介 : 春清 (9 4 )男 , 康 15 一 , 山东莱 芜人 ,9 8 毕业 于青 岛化 17 年 工学 院无机化工专业 。 现为济 钢焦化厂总工 程师 、 高级工程师 , 事 从
康 春清 , 于振东 , 刘成 汇
( 济南钢铁股份有 限公 司 焦化厂 , 山东 济南 2 0 0 ) 5 11 摘 要: 针对 多座焦炉集气管压力 系统具 有多回路 、 强耦 合 、 非线性 、 时变的特点 , 参数 采用基于模糊控 制理论的控制方法 ,
并 与计算 机技术 相结合 , 决了具 有相互 耦合的多座焦炉集气管压力稳定的问题。 际运行结果表 明, 解 实 该方 法稳定 可靠 、 易
使用寿命 , 并且存在很大的安全隐患。 在采用模糊控
制之 前 , 集气 管 压力调 节采 用常规 仪表 , 而仪 表控制 各 自为政 , 以满 足 要求 , 在反 应 滞 后 、 合 震荡 难 存 耦 等缺点 ,致使集 气管 出现 长时 间负压 运行 和长时 间 较高正 压等工况 , 响焦炉 的安 全生产 。 影 为此济 钢焦 化厂 提 出用 计 算 机 集 中 控 制来 取 代 常 规 的仪 表 控 制, 解决 多座焦 炉集 气管 压力 的稳定 问题 。
焦化行业集气管压力自动调节系统运行规程
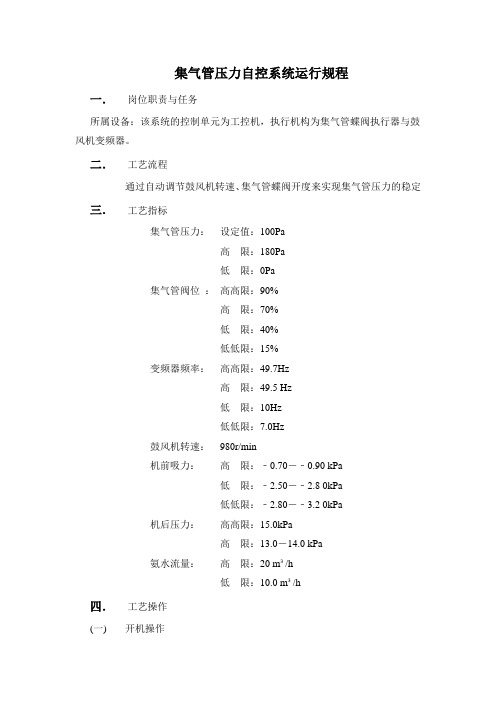
集气管压力自控系统运行规程一.岗位职责与任务所属设备:该系统的控制单元为工控机,执行机构为集气管蝶阀执行器与鼓风机变频器。
二.工艺流程通过自动调节鼓风机转速、集气管蝶阀开度来实现集气管压力的稳定三.工艺指标集气管压力:设定值:100Pa高限:180Pa低限:0Pa集气管阀位:高高限:90%高限:70%低限:40%低低限:15%变频器频率:高高限:49.7Hz高限:49.5 Hz低限:10Hz低低限:7.0Hz鼓风机转速:980r/min机前吸力:高限:﹣0.70-﹣0.90 kPa低限:﹣2.50-﹣2.8 0kPa低低限:﹣2.80-﹣3.2 0kPa机后压力:高高限:15.0kPa高限:13.0-14.0 kPa氨水流量:高限:20 m³/h低限:10.0 m³/h四.工艺操作(一)开机操作1.合上相应的电源开关——向UPS、工控机及24V电源送电。
2.按顺序打开显示器及工控机电源开关。
工控机启动后自动进入“焦炉集气管压力自动控制系统”程序。
3.用鼠标单击屏幕上端的“进入登录”按钮,用自己的账号及密码进行登录,以便获得操作权。
4.单击“Control”按钮,将弹出“集气管蝶阀控制”与“鼓风机控制”界面。
5.打开“集气管蝶阀控制”对话框,此时其“自动/手动”转换开关在“手动”位置,若在“自动”位置,用鼠标单击使其转到“手动”位置,单击确认。
6.在工控机内将集气管蝶阀阀位的设定值设成与目前的实际开度相同,单击“确定”,通知上升管人员将蝶阀的手操器设为“自动”,此时集气管蝶阀在工控机的“手动”控制下。
若集气管压力有变化,可直接修改蝶阀开度的设定值,直至集气管压力达到工艺要求。
7.设定好工艺需要的“集气管压力设定值”,然后将“自动/手动”转换开关转至“自动”位置,确认。
8.打开“鼓风机控制”对话框,根据变频器的实际情况,正确设置变频器状态——界面上显示的变频器状态与该变频器的实际状态相符;然后将该变频器的控制按钮设在“手动”位置。
集气管压力无级模糊控制系统
燃 料 与 化 工
3 9
集气 管压 力 无级 模 糊 控 制 系统
黄伟源 陈兴鑫 袁 正宏 单 春华 ( 1 . 靖 江众 达炭 材有 限公 司 ,靖 江 2 1 4 5 1 8 ; 2 . 西安 中程 自动化 公 司,西安 7 1 0 0 0 0 ;
中 图分 类号 :T Q 5 2 2 文 献 标 识 码 :A 文 章 编 号 :l O O t 一3 7 0 9( 2 0 1 3 )0 3 - 0 0 3 9 一 O 3
Co n t i n uo us c ha ng e f uz z y c o nt r o l s y s t e m o f g a s c o l l e c t i ng ma i n pr e s s ur e
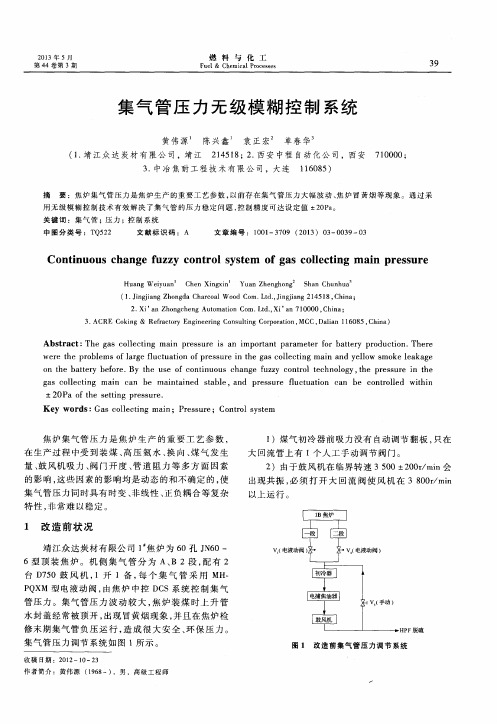
焦 炉 集气管 压 力 是 焦 炉 生 产 的重 要 工 艺 参数 , 在生产 过 程 中受 到装 煤 、 高压氨水 、 换 向、 煤 气 发 生 量、 鼓 风机 吸力 、 阀 门开 度 、 管 道 阻 力等 多 方 面 因素
1 )煤气 初冷 器前 吸力 没有 自动 调节 翻板 , 只在 大 回流 管上 有 1 个 人工 手 动调节 阀 门。 2 )由于鼓 风机在 临 界转速 3 5 0 0± 2 0 0 r / mi n会
3 . 中冶 焦耐 工程技 术 有 限公 司,大连 1 1 6 0 8 5 )
摘 要 :焦 炉 集 气 管 压 力 是 焦 炉 生 产 的 重 要工 艺参 数 , 以 前存 在集 气 管 压 力 大 幅 波 动 、 焦 炉 冒 黄 烟 等 现 象 。 通 过 采 用 无 级 模 糊 控 制 技 术 有 效 解 决 了 集 气 管 的 压力 稳 定 问题 , 控制 精 度 可 达 设 定 值 . 4 - 2 0 P a 。 关 键 词 :集 气 管 ;压 力 ; 控 制 系 统
焦炉集气管压力无级模糊控制系统

焦炉集气管压力无级模糊控制系统
严志龙
【期刊名称】《新疆有色金属》
【年(卷),期】2014(000)0z1
【总页数】3页(P166-168)
【作者】严志龙
【作者单位】新疆大黄山鸿基焦化有限责任公司乌鲁木齐830000
【正文语种】中文
【相关文献】
1.焦炉集气管压力无级模糊控制系统设计与应用 [J], 张士刚
2.焦炉集气管压力无级模糊控制系统设计与应用 [J], 张士刚
3.模糊控制系统在焦炉集气管压力调节中的应用 [J], 侯旭辉
4.焦炉集气管压力模糊控制系统应用研究 [J], 王波;曾令发
5.集气管压力无级模糊控制系统 [J], 黄伟源;陈兴鑫;袁正宏;单春华
因版权原因,仅展示原文概要,查看原文内容请购买。
焦炉集气管压力自动控制技术方案与制作安装技术规程
焦炉集气管压力自动控制技术方案与制作安装技术规程1、概述:1.1某焦化厂现有2×72孔4.3m捣固焦炉,装煤采用高压氨水侧导技术后,拟对焦炉集气管压力自动控制系统进行改造。
1.2当装煤采用高压氨水M管导烟技术后,装煤期间将对集气管压力产生很大冲击;若高压氨水压力没有采用智能控制,则装煤期间“冒烟”与“煤气含氧量”也不能兼顾。
1.3因为高压氨水装煤时,桥管就相当于一个“喷射器”,靠高压氨水的喷射力将上升管内的气体(煤气+空气)压入集气管,以使上升管形成负压。
由此可见,这个“喷射器”的喷射力决定了装煤时的导烟效果。
但在整个装煤过程中,所需要的喷射力是不一样的。
如果不对喷射力进行调节,那么有时会炉门冒烟严重、又有时会进入大量空气。
在装煤过程中既炉门冒烟,又煤气含氧超标,就充分证明了这一点。
1.4我们的控制系统在装煤过程中可以自动控制高压氨水压力(高压氨水压力是变化的,不是定值)——在不需要很大的喷射力时,系统会自动降低高压氨水压力,以免吸入过多空气使煤气含氧超标;当需要较大喷射力时,系统将自动增大高压氨水压力,同时在工艺技术允许的范围内适当降低集气管压力,以提高上升管的吸力。
因为集气管就是这个“喷射器”的出口——出口压力降低了,自然入口吸力就增加了。
1.5对于采用高压氨水导烟装煤的捣固型焦炉,由于在装煤期间开2-3个上升管的高压氨水,对集气管的瞬间冲击非常大,所以当开始喷高压氨水时,控制系统要同步对鼓风机进行调节,才能保证在装煤期间,将集气管压力的波动控制在最小的范围;而且为了配合导烟装煤,一般需要在装煤的初期将集气管压力控制的稍低一些(以防止炉门冒烟),在装煤的末期需要将集气管压力控制的稍高些(以防止由于关闭炉门、停高压氨水而造成的集气管压力过低)。
1.6在交换机换向时集气管压力波动较大的解决方案:通过控制机后煤气的出处,以解决换向时集气管压力波动大的问题。
1.7回炉煤气占煤气发生量的30%—40%;交换机的工作过程是先关闭煤气旋塞、再进行空气—废气换向、最后打开煤气旋塞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焦炉集气管压力模糊控制系统操作规程
一、双机热备系统说明
焦炉集气管压力模糊控制系统具有双机热备功能,两台计算机同时运行,互相监视着对方,互为主备关系(哪一台计算机先启动,那台计算机就参与自动控制,另一台计算机就处于备用状态),任何时候只有一台计算机参与自动控制,另一台机器跟踪正在控制的计算机输出数据(即执行器给定数值)。
当一台计算机出现故障时,另一台计算机立即实现无扰切换,自动投入控制。
二、如何让将系统投入自动控制
由于停电或者计算机有问题,不能投入自动控制。
根据不同情况切换到换向室或通过现场执行器进行压力控制。
当重新来电后或者计算机正常后,重新投入自动控制。
在投入自动控制前:
1、将仪表盘上所有操作器切换到手动状态。
启动计算机。
当计算机正常启动后,自动进入左上标题为“集气管压力模糊控制系统”操作画面(简称该画面为图一)。
如果执行器没有送电(电脑上反馈显示为100,操作器上显示-25),通知相关人员查看执行器的实际开度多大,将图一操作画面中对应控制数值通过上下按钮调整到与执行器的实际开度一致,然后给执行器送电。
如果执行器已经送电,在切换之前图一执行器控制数值和反馈数值必须保持一致(不需要点上下按钮达到一致,在图一中把执行器控制“手/自动按钮”打到自动后又快速打到手动就可以)。
2、图一画面上显示的数据与“进入曲线报表查询”画面(简称该画面为图
二)上相应数据一致时,准备将焦炉集气管压力投入计算机自动控制。
先投焦炉执行器,后投大循环执行器。
注意:投自动和手动操作时必须在操作站上有“本计算机正在控制”标志的那台计算机(主机)上进行,在备用的那台计算机(备机)上操作无效。
三、进入监控系统
在图一画面中点击“进入曲线报表查询”即可进入监控系统(即图二)。
在监控系统下可以查看历史报表和浏览各种曲线。
在图二画面中点击“进入控制系统”即可进入图一“集气管压力模糊控制系统”画面。
四、如何手动控制焦炉压力
焦炉手自动按钮切换到手动时,点动“增大按钮”焦炉压力下降,点动“减小按钮”焦炉压力上升;大循环手自动按钮切换到手动时,点动“增大按钮”焦炉集气管压力上升(吸力减小),点动“减小按钮”焦炉集气管压力下降(吸力增大)。
焦炉执行器开度不得小于20%(其中1#炉1段可以不小于10%),大循环执行器最大开度不得大于95%,可以关到1%。
操作手自动按钮时,要点动“增大、减小按钮”,不能按住不放,否则控制数值会快速变化引起焦炉集气管压力大幅度变化,导致焦炉冒烟或者负压现象。
手自动按钮连续点动0.7后(即点动7次)执行器才动作一次。
附:仪表柜操作器使用说明
操作器上的“PV”对应显示值为执行器的实际开度;“SV”对应显示值为电脑或者手动给出的调节值;“SET”为参数设置按钮;“”为复位按钮;操作器上“A/M”灯亮为手动状态,按“A/M”按钮后,“A/M
或关小翻板执行器的开度。
反之操作器自动状态时,按“A/M”按钮后,“A/M”灯亮,操作器切换到手动状态。
只有当操作器处于自动状态时(即“A/M”灯灭),风机房电脑控制才起作用。
注意1:操作器从手动切换到自动时,需要接到风机房通知时才能切换,否则会引起焦炉冒烟或者负压。
注意2:操作操作器时一定要小心,请不要按“SET”和复位按钮!如果不小心按“SET”和复位按钮时,稍等一会操作器会自动恢复当前状态。
注意3:控制柜面板上操作器如果出现故障,先联系好焦炉交换机机房,然后把控制柜面板上8个切换开关打到DCS,交给交换机控制。
五、常见故障处理
1、当模糊控制系统出现故障时,将所有手自动按钮切换到手动状态,通过“加/减按钮”来控制焦炉压力,并通知检修人员,或者先联系好焦炉交换机机房,然后把控制柜面板上8个切换开关打到DCS,交给交换机控制。
2、当操作器上的“PV”数值显示“-25”左右(操作器上第一排红色数值),即无信号时,表面对应的执行器没有送上电或者相关仪表故障。
图一画面对应的反馈数值显示100,将图一中相应的手自动按钮切换到手动状态,并迅速通知相关岗位。
3、任何时候电脑最下面只能存在一个“焦炉集气管压力控制系统”程序。
如果出现几个的话,将仪表柜上所有操作器切换到手动状态,重新启动计算机投入自动控制。
4、当焦炉集气管压力自动控制正常运行时,风机突然跳车。
这时首先将所有手自动按钮切换到手动状态,将焦炉执行器开到最大95%,大循环执行器管道1%,然后再启动风机。
风机正常启动后,再按“二、如何让将系统投入自动控制”所述的方法重新将焦炉集气管模糊控制投入自动。
5、在自动控制情况下,当焦炉执行器开度在90%左右,大循环执行器开度在5%左右时,多数焦炉集气管压力仍然居高不下(高于200pa大于20秒),需要提高风机转速或者开大风机煤气进出口;反之,当焦炉执行器开度在20%左右,大循环执行器开度在75%以上时,多数焦炉集气管压力仍然很低(低于50pa大于20秒),需要降低风机转速或者关小风机煤气进出口。
升降风机转速时要分次进行,每次升降50转左右。
6、靠调整风机房回流手动闸阀的开度以满足回流自调阀在压力稳定时开度保持在30%左右,正常情况下,风机大循环手动闸阀丝杆开度在7-8丝左右,大循环自调阀开度在10-40%左右,当自调阀开度超过50%时,风机降速,低于10%时,风机提速。
一般情况下,不用调整大循环手动闸阀。
7、当风机房计算机出现故障,不能投入自动控制,将鼓冷大循环自调阀由自动切换至手动,并通知焦炉交换机改为DCS状态。
8、焦炉检修时,提前通知化产中控。
将集气管控制器选择按钮打到DCS,由焦炉调节。
9、如仪表柜操作器的设定值与焦炉反馈值差别较大时,说明焦炉翻版开关不灵活,通知焦炉。