Q235B 14mm对10mm板材角焊缝焊接工艺评定报告
Q235B钢板-焊接工艺评定
Q235B钢板-焊接工艺评定概述Q235B钢板作为常用的低碳结构钢,广泛应用于制造各种零部件和结构。
而焊接作为常见的加工工艺,也广泛应用于各种行业中。
本文将对Q235B钢板的焊接工艺进行评定,以保证焊接成果的质量。
焊接工艺评定标准在Q235B钢板的焊接过程中,由于钢板本身的特点和使用环境的不同,需要根据实际情况选择适当的焊接方法和工艺。
下面列举几个评定标准,供参考:1. 焊接接头的可靠性与强度这是评定焊接工艺的最基本条件。
焊接接头的可靠性与强度直接影响到焊接零部件的使用寿命和安全性。
一般来说,焊接接头的强度要比母材强度低,因此需要通过针对不同工件和焊接方法的强度试验,来确定最佳的焊接工艺。
2. 焊接变形的控制焊接过程中会产生较大的热量,容易导致变形,影响焊接质量和精度。
因此,需要控制焊接时的热输入,调整焊接的工艺参数,合理设计焊接接头的几何形状,以控制焊接变形。
3. 焊接缺陷的控制焊接过程中可能会出现各种缺陷,如气孔、夹渣、裂纹等。
这些缺陷会影响焊接接头的强度和使用寿命,所以需要通过检测、控制、预防等多种方法,来保证焊接接头的质量。
4. 焊接工艺的经济效益焊接工艺的成本和效率也是评定标准之一。
在选择焊接工艺时,需要考虑到产品的使用寿命、结构要求、焊接材料和设备的成本等因素,以确定最佳焊接方案。
焊接工艺评定方法焊接工艺评定需要基于实验数据和经验,有效提高焊接接头的质量和可靠性。
下面介绍几种常见的评定方法:1. 标准焊板试验法标准焊板试验法是一种比较简单和有效的焊接工艺评定方法。
其基本原理是通过对一块标准焊板进行系列焊接试验,评定不同焊接工艺对焊接接头强度的影响。
试验结果可以作为指导生产中正确选择焊接工艺的依据。
2. 模拟焊接试验法模拟焊接试验法是通过专门的模拟装置,模拟出实际焊接过程中的热输入、冷却过程等参数,评定焊接工艺的可行性。
这种评定方法相对准确,可以提前发现和解决潜在的焊接质量问题。
3. 现场焊接试验法现场焊接试验法是在现场进行的焊接试验,可以更直接地评定焊接工艺的可行性和优缺点。
焊接工艺评定报告模板

焊接工艺评定报告预焊接工艺规程: pWPS001 焊接工艺评定报告: PQR001编制: 日期:审核:日期:批准:日期:XX有限公司预焊接工艺规程第1页,共2页XX有限公司预焊接工艺规程编号:pWPS001 日期:焊接方法:熔化极气体保护焊GMAW 机械化程度(手工、半自动、自动):半自动焊接接头:简图(接头形式与尺寸、焊层、焊道布置及顺序)坡口形式:单V衬垫(材料及规格):母材其它:母材:类别号:Ⅰ组别号:Ⅰ与类别号:Ⅰ组别号:Ⅰ相焊标准号: GB/T 3274 钢号: Q235-B与标准号: GB/T 3274 钢号: Q235-B 相焊厚度范围:母材:对接焊缝 1.5~12mm 角焊缝不限管子直径、壁厚范围:对接焊缝 / 角焊缝 /焊缝金属厚度范围:对接焊缝≤6.6mm 角焊缝不限其它:焊接材料:焊材类别FeS-1-2焊材标准AWS A5.18填充金属尺寸Ø0.9焊材型号ER70S-6焊材牌号JM-56其它耐蚀堆焊金属化学成分(重量%)N.AC Si Mn P S Cr Ni Mo V Ti Nb 其它:XX有限公司预焊接工艺规程编号:pWPS001 日期:焊接工艺评定报告编号:PQR001 焊接方法:熔化极气体保护焊GMAW 机械化程度(手工、半自动、自动):半自动焊接接头:简图(接头形式与尺寸、焊层、焊道布置及顺序)坡口形式:单V衬垫(材料及规格):母材其它:母材:标准号: GB/T 3274钢号: Q235-B类、组别号: FeⅠ-Ⅰ与类、组别号: FeⅠ-Ⅰ相焊厚度(mm): t=6直径(mm): /其它:焊后热处理:温度范围: /保温时间: /其它:保护气体:气体种类混合比流量保护气 99.95%CO2 / 10~20L/min 尾部保护气 / / / 背面保护气 / / / 其它:填充金属:焊材标准: AWS A5.18焊材型号: ER70S-6焊材规格:Ø0.9焊缝金属厚度(mm): 6 其它:电特性:电流种类:直流 DC 极性:反接 RP钨极类型及尺寸: /焊接电流范围(A): 120~220电源电压范围(V): 16~30其它:焊接位置:对接焊缝位置:平焊接方向(向上、向下): /角焊缝位置: /焊接方向(向上、向下): / 其它:技术措施:焊接速度(cm/min): 28~36摆动焊或者不摆动焊:不摆动摆动参数(mm): /单道焊或多道焊(每面):单道焊单丝焊或者多丝焊:单丝焊导电嘴至工件距离(mm): / 锤击:不允许其它:预热:预热温度(允许最低值)(℃): / 层间温度(允许最高值)(℃): 200~220 其它:。
Q235B 14mm对10mm板材角焊缝焊接工艺评定报告

电特性:
电流种类DC极性反接
焊接电流范围(A)170~195电弧电压(V)23~27
焊接速度(范围)15~17cm/min
钨极类型及直径/喷嘴直径(mm)/
焊接电弧种类(喷射弧、短路弧等)短路电弧焊丝送进速度(cm/min)/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
母材:
材料标准GB/T3274
材料代号Q235B
类、组别号Fe-1-1与类、组别号Fe-1-1相焊
厚度14/10
直径/
其他/
焊后热处理:
保温温度(℃)/
保温时间(h)/
保护气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
背面保护气///
填充金属:
焊材类别FeT-1-1
焊材标准NB/T47018
编制:
审核:
批准:
一、焊接工艺评定报告(共3页)
二、预焊接工艺规程(共2页)
母材:
类别号Fe-1组别号Fe-1-1与类别号Fe-1组别号Fe-1-1相焊或
标准号GB/T3274材料代号Q235B与标准号GB/T3274材料代号Q235B相焊
角焊缝焊件母材厚度范围14/10角焊缝内角13/10、外角10/10
其他
填充金属:
焊材类别:
FeT-1-1
焊材标准:
NB/T47018、GB/T5117
弯曲试验试验报告编号:2011-02
试样编号
试样类型
试样厚度mm
弯心直径mm
弯曲角度(°)
试验结果
PQR152-W1
弯曲
10
40
试样弯到31℃时开始产生裂纹
(整理)国电汉川焊接工艺评定报告
保持预热时间:无
加热方式:无
气体:
二、安全预评价苍鹰、蝴蝶、巨龙一旦逃离了人手,为什么便会显得更为逼真?)纸扎的燕子、1(因为它们仿佛有了灵魂,有了生命力。“我”为什么把风筝仙女看成是自己的朋友?)2(,并给“我”带来了快乐。,它恍如理解“我”因为风筝仙女的淳朴打动了“我”分)4(你觉得文中画线的句子在写法上主要有什么特点?请写出一点并作简要分析。20.运用了排比,连用“她那??忽然??”的句式,把风筝仙女神秘的脸、飘逸的衣服、怡然的态势这一形象,描摹得更加细腻、丰富。分)6(’放风筝”有何看法?请说出理由。‘钻戒你对文中“21.,也不曾碰风筝线,更不可‘钻戒’放风筝”并不能体会到真正的乐趣。放风筝的乐趣要靠自己亲手“放”才能获得,而“钻戒”既不碰到“蜈蚣”“ZXXK]学科网:来源[能去追赶风筝,仅是接过线盒拎住而已,所以他无法体会到放风筝的真正乐趣。分)14题(13-17(深圳)(三)阅读下面文段,完成夜的尽头是家的灯光?父亲在河南开封长大。父亲一直在奋斗,考上了武汉,留武汉工作,结婚,生了我。他的奋斗,换来了理想的大学合适的职业和幸福的家庭。这也许就是别人眼中我平凡的父亲——离家游子。他的心也许一半是黄河,一半是长江。?我仍记得,父亲接我放学后带我直奔前往开封的列车,夜色如墨,列车摇晃着我疲倦的神经,懵懂的我从未读懂过父亲那晚的表情,他一直看着窗外,眼里似乎闪烁着什么,但不是眼泪,是一种难于言说的情感??火车哀鸣着停止了摇晃,我从父亲的怀里惺忪醒来,又是一段颠簸的汽车行程后,父亲拽着我,高一脚、低一脚地赶往乡村,黄河的风凉湿了父亲的手心。?沉沉夜色,静默村庄,木门一开,黑漆漆的夜色瞬间被老屋里的灯光穿透,我有些晕眩,模糊的视线里烟雾缭绕,纸钱的火苗摇摆在黑红的棺材前,父亲嚎啕着,跪地不起???那时的我的确太小,奶奶去世,我竟没有一滴眼泪。长大了一点儿,我才明白,和自己深爱的人离别,心有多么痛。对于父亲也是,造就自己、牵着自己长大的人走了,并且是永远地走了?? ?我一直单纯地认为这就是父亲全部的痛苦。?现在我知道,其中还夹杂着一丝恐慌:他也许在奶奶身上已经看到了自己的影子。?奶奶是中秋节去世的。几年之后的一个中秋节,刚搬进新房不久,父亲在奶奶的照片前点了一炷香,慢慢的鞠了个躬,缓缓坐下,然后静静地注视着照片。良久,父亲看着我,轻轻地说:“今后别再让你妈生气了。”?也许他在遗憾自己小的时候没有好好报答自己的母亲,现在没机会了。不知道天下有没有人不想出去闯一番事业然后衣锦还乡的?不知道最后的回家在终日等待面前是否显得渺小?不知道天下有多少父母再也等不到儿女回家的那一天??可是,谁又能改变这一切?也许最深的母子之情只能属于童年,因为那时,孩子一无所有。到现在,我也不知道我们这一代独生子女离家后,天下将会有多少老无所依的父母。?父亲那眼神中,也许还有责任。父亲的母亲已经将全部交给父亲,我懂得有一天,父亲也会将全部交给我,虽然我极不愿那一天的到来。但我知道,这个轮回终会由我接下去!⑴那晚,窗外的夜色似乎被满月稀释过一般,我和父亲静静地坐在一起,我能感受到,他害怕失去的,不只是他的母亲,还有他的孩子。他知道,有一天他的孩子也会离家的。⑵父亲一直在弥补,他总是一有时间就带我和母亲回开封看看,摇晃的火车不再让我疲倦,如墨的夜色早已被家的灯光照耀的温暖、明媚!父亲总是把手搭在我的肩膀上,我总是握着母亲还未衰老的手,渐渐意识到:该轮到我了!期)11第2012选自《读者》(作者:马家越分)3通读全文,你认为文中“我”所领悟到的父亲表情和眼神中的“难于言说”的情感包括哪些?(13.【答案】⑴造就自己、牵着自己长大的母亲永远的走了,父亲深深为深爱的母亲离别而心痛。⑵意识到有一天自己也像母亲一样,没有儿子在身边。⑶遗憾自己没来得及报答母亲。⑷意识到承当起母亲留下来的责任。分)2段“窗外的夜色似乎被满月稀释过一般”这个句子加点词的词性并解释它在句中的含义。(11写出第14.【答案】动词,这里是?冲淡?的意思,夜色因为有了满满的圆月亮照射,而不再黢黑,有了薄薄的光亮。3段划线句子运用何种人物描写方法?有什么表达效果?(7第15.分)【答案】动作描写,心理描写。表达了父亲对奶奶深深的思念、没有好好报答甚至曾经让奶奶生气的愧疚。分)3段划线的句子(8请品析第16.【答案】这一组句子,使用了反复的修辞,疑问的句式,议论抒情的表达方式,层层深入对父亲没机会报答奶奶这类现象进行了评价思考。表达了这样深刻的思想:人们都追求的出外闯荡干出大事业再衣锦还乡,但这样的抱负比起父母亲守侯盼望游子的亲情,简直微不足道;而且让人悲哀的是,很多父母是看不到孩子成功的那一天就离开了人间的。作者对我们在成功与亲情之间的选择进行了反思,表达了无奈的质疑。春晚一曲《常回家看看》温暖了万千家庭;也有人说,父母、子女之间,身体与身体的距离不等于心灵与心灵的距离。读完上文,请结合你和父母的关系,17.分)3谈谈你的看法。(但是,甚至空间距离越发增加了心灵的贴近。不等于心灵的距离,父母子女之间虽然身体与身体的距离,古人云父母在不远游。儿行千里母担忧,【答案】远离毕竟违背了父母希望儿女绕膝的亲情需要,毕竟牺牲了父母对天伦之乐的享受,毕竟造成了父母对远方游子的牵挂担忧。再说,做儿女的如果心灵没有距离,哪里会舍得让自己的父母思念儿女呢?如果能够身体无距离的生活在一起却拒绝了,那么这是心灵没有距离吗?广东茂名(二)阿来的如花世界迟子建①阿来与花,是否有着前世的姻缘?至少,我没见过像他那么痴迷于花的男子!我与他多次同行参加中外文学交流活动,无论是在新疆、黑龙江,还是在俄罗斯、意大利或是阿根廷,当一行人热热闹问地在风景名胜前留影时,阿来却是独自走向别处,将镜头聚焦在花朵上。花儿在阳光和风中千姿百态,赏花和拍花的阿来,也是千姿百态。这时的花儿成了隐秘的河流,而阿来是自由的鱼儿。印象最深的是他屈膝拍花的姿态,就像是向花儿求爱。②未认识阿来之前,读了令他名声大噪的《尘埃落定》,判定写它的人一定是个内心世界极其丰富的人。比起他的小说,阿来不高大,但他气质不俗,面上总是洋溢着平和的微笑,走起路来微微踮脚,富有喜剧色彩,整个人就像一首精短的抒情诗,与他热爱的花朵相得益彰。他幽默,睿智,豪爽,率性,与他同行,就是与快乐同行。记得在阿根廷,一个月色很美的夜晚,在一家乡村旅馆里,阿来请全团的人喝酒,他喝兴奋了,歪戴着帽子,拍手舞蹈着,唱起藏族的《祝酒歌》,那是我那一年听到的最动人的旋阿来如果不写小说,一定是个出色的歌手。他的歌声深情而忧郁,把我们深深感染了,大家4.情不自禁地跟着他唱起家乡的歌谣。那个夜晚的阿根廷的月亮,一定成了扩音器,把来自大地的歌声,播撒到了天庭。③阿来是个会享受生活的人。他常带上钟爱的相机,带上书和茶,独自驾车出游。他的博客和微博,像花园,也像森林氧吧,你走进那里,总能清新之气。他的作品,也是这样的充满了生机,大气而唯美,绝无顾影自怜的小伤感,更无貌似深刻的装神弄鬼。他有一支看到花儿的影子,嗅到植物的开阔而富有韵致的笔。众生在他笔下,都是平等的。如果说好小说是露珠的话,阿来的文字幻化成的就是露珠,熠熠闪亮,有着经典的光泽。《尘埃落定》之于阿来,是一顶沉重的桂冠。如果是一个心在庙堂的作家,可能会就此迷路,不知所向,失去创造力。而阿来是个被山峦照耀着的作家,是被河流滋养着的作家,这样的作家,本身就是一座山,就是一条河,在他自己的疆域驰骋,永不
Q235B12mm板对接焊缝焊接工艺评定报告

xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
Q235-B钢(板厚14mm)焊条电弧焊焊接工艺评定及厚大工件焊接工艺
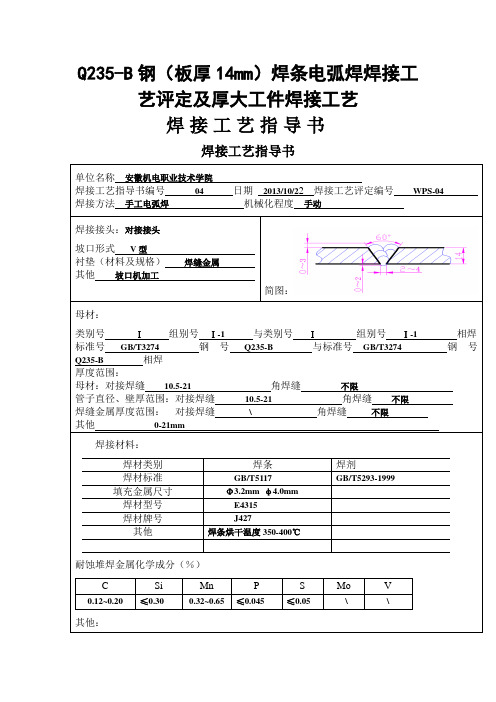
Q235-B钢(板厚14mm)焊条电弧焊焊接工艺评定及厚大工件焊接工艺焊接工艺指导书焊接工艺指导书单位名称安徽机电职业技术学院焊接工艺指导书编号04 日期2013/10/22 焊接工艺评定编号WPS-04焊接方法手工电弧焊机械化程度手动焊接接头:对接接头坡口形式V型衬垫(材料及规格)焊缝金属其他坡口机加工简图:母材:类别号Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号GB/T3274 钢号Q235-B 与标准号GB/T3274 钢号Q235-B 相焊厚度范围:母材:对接焊缝10.5-21 角焊缝不限管子直径、壁厚范围:对接焊缝10.5-21角焊缝不限焊缝金属厚度范围:对接焊缝\角焊缝不限其他0-21mm焊接材料:焊材类别焊条焊剂焊材标准GB/T5117 GB/T5293-1999填充金属尺寸Φ3.2mm φ4.0mm焊材型号E4315焊材牌号J427其他焊条烘干温度350-400℃耐蚀堆焊金属化学成分(%)C Si Mn P S Mo V0.12~0.20 ≤0.30 0.32~0.65 ≤0.045 ≤0.05 \ \其他:焊接工艺评定报告单位名称:安徽机电职业技术学院焊接工艺评定编号:WPS-04 焊接工艺指导书编号:WPS-04焊接方法:SMA W 机械化程度:手工接头简图:母材:材料标准:GB/T3274钢号:Q235-B类、组别号:Ⅰ-1-1 与类、组别号:Ⅰ-1-1 相焊厚度:14mm直径:其他:焊后热处理:热处理温度(℃):\保温时间(h):\保护气体:气体种类混合比流量(L/min)保护气体\\\尾部保护气体\\\背面保护气体\\\填充金属:焊材标准:GB/5117焊材牌号:E4315焊材规格:Φ3.2mm φ4.0mm 焊缝金属厚度:<14mm其他:\电特性:电流种类:直流极性:反极性钨极尺寸:\焊接电流(A):110-180 电弧电压(V):23-27其他:\焊接位置:对接焊缝位置:\ 方向角焊缝位置:\ 方向技术措施:焊接速度(cm/min):15-17厚大工件焊接工艺一,母材技术要求:1、钢种:Q235—B钢。
Q235-B钢(板厚14mm)焊条电弧焊焊接工艺评定及厚大工件焊接工艺
数
mm
(A)
(V)
(cm/min)
打底焊 3.2 道
80—95
20—23 6—9
填充焊 4.0 道
110—120 22—26 11—13
盖面焊 3.2 道
90—100 22—26 10—12
七、焊条引弧:
1、划擦法:为了减少对工件的损伤和在焊件表面造成电弧擦伤,必 须在焊缝前方的坡口内划擦引弧,划擦距端部20—30mm。
23-27
11-13 15-17 15-17 15-17 15-17
27000 28800 28800 28800 28800
钨极类型及直径 \ 熔滴过渡形式 \
喷嘴直径(mm) \ 焊丝送进速度(cm/min) \
技术措施:
摆动焊或不摆动焊: 摆动
摆动参数: 锯齿形摆动
焊前清理和层间清理: 砂轮机、钢丝刷 背面清根方法: 碳弧气刨
\\
\
分析表面或取样表面至熔合线的距离(mm):
\
附加说明:
结论:本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确 评定结果: 合格
焊工 卢书军 焊工代号
04
施焊
姓名
日期
2013.10.22
编制 \ 日期
\
审核 \ 批准 \
日 期
\
第三方检 验
厚大工件焊接工艺
一,母材技术要求:
母材:
焊后热处理:
材料标准: GB/T3274
热处理温度(℃): \
钢号:
Q235-B
保温时间(h): \
类、组别号:Ⅰ-1-1 号:Ⅰ-1-1 相焊 厚度: 14mm 直径: 其他:
与类、组别 保护气体: 气体种类 混合比 流量(L/min) 保护气体 \ \ \ 尾部保护气体 \ \ \ 背面保护气体 \ \ \
焊接工艺评定(Q235B)二保焊
连 弧
运条方式
--手工清理 ---
手工清理 ---
清理方法或单面焊双 面成型 导电嘴与工件距离 无
预热 预热温度 ℃ 预热保持 方式 后热、焊后热处理 热处理种 类 加热宽度 mm 降温速度 ℃/h
-----
宽度 mm
---
层间温度 ℃ 环境温度 ℃
-----
-------
加热温度范 围 mm 保温宽度 mm 其 他
表B.3(续)
其它检验项目名称及结论: 试样编号 缺陷情况 评定结 果 试验单位 报告编号
其他检验项目名称及结论: 试样编号 缺陷情况 评定结 果 试验单位 报告编号
综合评定结论:
本评定按DL/T868-2004规定焊接试件、检验试样、测定 性能,确认试验记录正确。 评定结果合格!
工艺评定报告编制人员及资质 姓 资质(职 日 审批部门盖章
试件数量
1个
焊 层 道 号
单 层、 单道 焊接 焊缝 方法 尺寸 宽× 高
焊条(丝)
电流范围 (气体压力)
型 (牌) 号
规格 mm
极性 电流 (乙 A(氧 炔 气 MPa) MPa)
1
--- GMAW
ER50Ф1.2 反接 5 ER50Ф1.2 反接 5
80110 80110
1822 1822
8-20
责 编 审 批
任 制 核 准
名
称)
期
注:各单位检验(试验)报告应作为本报告上的正式附件,合并归 档。
焊接工艺评定任务书、方案、报告格式 表B.1焊接工艺评定任务书 编号:WPS-09-04
产品名称 评定项目
板对接焊缝试件 Q235B,板对接焊 缝,CO2保护焊
Q235B钢板_焊接工艺评定
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案编号:FA-06-04接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-052~3mm接头型式: 对接30 衬 垫: / 衬垫材料: / 其 它:母 材:类 号: A 类 与类 号: A 类钢 号: Q235 B 与钢 号: Q235 B 相焊接 试 件:母 材 厚 度: 12mm 焊缝金属厚度: 13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格:/焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-06接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /打底层1道填充层2道盖面层3道焊接工艺评定报告编号:BG-06-04简图:接头型式: 对接 衬 垫: /衬垫材料: /其 它:母 材:类 号:A 类 与类 号:A 类钢 号:Q235 与钢 号:Q235 相焊接 厚 度:12mm 直 径: /其 它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
Q235B 12mm板对接焊缝焊接工艺评定报告word精品文档11页
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
填充金属
焊接电流
电弧电压
(V)
焊接速度(cm/min)
线能量
( kJ/cm)
牌号
直径
极性
电流(A)
正面1
SMAW
J427
GB/T2653
NB/T47014
2
磁粉
/
/
冲击
试验
焊缝
热影响区
GB/T229
NB/T47014
3
焊缝化学
/
/
GB/T229
NB/T47014
3
接头硬度
/
/
铁素体测定
/
/
/
金相
微观
/
/
腐蚀试验
/
/
/
宏观
/
/
接头型式简图:
母材:钢号:Q235B与Q235B相焊规格:12mm
焊材牌号:J427规格:3.2 4.0mm
3.2
反极
110 -125
22 -26
6 - 8
正面2
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
正面3
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
背面1
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Φ4.0
焊材型号:
E4315
焊材牌号(金属材料代号):
J427
填充金属类别:
其他:焊条烘干温度为350~400℃,保温1~2h。
角焊缝焊件焊缝金属厚度14/10
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
注:对每一种母材与焊接材料的组合均需分别填表。
表F.1(续)
焊接位置:
对接焊缝的位置/
立焊的焊接方向:(向上、向下)/
角焊缝位置水平固定
立焊的焊接方向:(向上、向下)/
焊后热处理:
保温温度(℃)/
保温时间范围(h)/
预热:
最小预热温度(℃)室温
最大道间温度(℃)≤200℃
保持预热时间/
加热方式/
气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
焊层
焊接
方法
填充金属
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J427
Φ4.0
DCEN
170~195
23~27
15~17
2/2
SMAW
J427
Φ4.0
DCEN
170~195
23~27
15~17
技术措施:
摆动焊或不摆动焊摆动摆动参数微摆
焊前清理和层间清理砂轮机、钢丝擦、清渣锤背面清根方法/
母材:
材料标准GB/T3274
材料代号Q235B
类、组别号Fe-1-1与类、组别号Fe-1-1相焊
厚度14/10
直径/
其他/
焊后热处理:
保温温度(℃)/
保温时间(h)/
保护气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气///
背面保护气///
填充金属:
焊材类别FeT-1-1
焊材标准NB/T47018
焊接速度(cm/min)15~17
摆动或不摆动摆动
摆动参数微摆
多道焊或单道焊(每面)多道焊
多丝焊或单丝焊/
其他/
预热:
预热温度(℃)/
道间温度(℃)/
其他
表F.2(续)
拉伸试验试验报告编号:
试样编号
试样宽度
mm
试样厚度
mm
横截面积
mm2
最大载荷
kN
抗拉强度
MPa
断裂部位和特征
PQR152-W1
PQR152-W2
mm
备注
表F.2(续)
金相检验(角焊缝):
根部(焊透、未焊透)焊缝(熔合、未熔合)
焊缝、热影响区(有裂纹、无裂纹)
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检测:
RT:UT:
MT:PT:合格
其他:
耐蚀堆焊金属化学成分(重量,%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
化学成分测定表面至熔合线的距离(mm)
附加说明:
编制:
审核:
批准:
一、焊接工艺评定报告(共3页)
二、预焊接工艺规程(共2页)
背面保护气///
电特性:
电流种类DC极性反接
焊接电流范围(A)170~195电弧电压(V)23~27
焊接速度(范围)15~17cm/min
钨极类型及直径/喷嘴直径(mm)/
焊接电弧种类(喷射弧、短路弧等)短路电弧焊丝送进速度(cm/min)/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
弯曲试验试验报告编号:2011-02
试样编号
试样类型
试样厚度mm
弯心直径mm
弯曲角度(°)
试验结果
PQR152-W1
弯曲
10
40
试样弯到31℃时开始产生裂纹
PQR152-W2
弯曲
10
40
试样弯到36℃时开始产生裂纹
冲击试验试验报告编号:
试样编号
试样尺寸
夏比V型
缺口位置
试验温度
℃
冲击吸收功
J
侧向膨胀量
表F.1预焊接工艺规程(pWPS)
单位名称xxx公司
预焊接工艺规程编号pWPS-152日期2011-10-521所依据焊接工艺评定报告编号PQR152
焊接方法SMAW机动化程度(手工、机动、自动)手工
焊接接头:板材角对接
坡口形式:T
衬垫(材料及规格)
其他
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
焊材型号E4315
焊材牌号J427
焊材规格Φ4.0
焊缝金属厚度内13*10/外10*10
其他/
电特性:
电流种类直流
极性反接
钨极尺寸
焊接电流(A)170~195
电弧电压(V)23~27
焊接电弧种类短路电弧
其他/
焊接位置:
对接焊缝位置/方向:(向上、向下)
角焊缝位置水平固定方向:(向上、向下)
技术措施:
单道焊或多道焊(每面)多道焊单丝焊或多丝焊/
导电焊至工件距离(mm)/锤击/
其他:
编制
日期
审核
日期
批准
日期
表F.2焊接工艺评定报告
单位名称:xxx公司
焊接工艺评定报告编号PQR152预焊接工艺规程编号:pWPS152
焊接方法SMAW机动化程度(手工、机动、自动)手工
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
结论:本评定按NB/T47014-2011和GB50128-2005规定焊接试件、检验试样、测定性能,确认试验记录正确
评定结果:(合格、不合格)合格
焊工姓名
xcxx
焊工代号
335
施焊日期
2011-12-5
编制
日期Biblioteka 审核日期批准日期
第三方检验
xxx公司
焊接工艺评定
编号:PQR152-SMAW-Fe1/Fe1-T-14/10
母材:
类别号Fe-1组别号Fe-1-1与类别号Fe-1组别号Fe-1-1相焊或
标准号GB/T3274材料代号Q235B与标准号GB/T3274材料代号Q235B相焊
角焊缝焊件母材厚度范围14/10角焊缝内角13/10、外角10/10
其他
填充金属:
焊材类别:
FeT-1-1
焊材标准:
NB/T47018、GB/T5117