回转窑窑尾下料舌头的改进
窑尾工艺技术的精细化管理
窑尾⼯艺技术的精细化管理窑尾⼯艺技术的精细化管理⽂/何⽂明云南红塔滇西⽔泥股份有限公司(671000)预分解窑⽣产⼯艺过程中,窑尾处于预分解系统和回转窑的连接部位,⼯艺位置特殊,其管理的精细化程度⾼低对⽣产线产能发挥较为关键,是能否优质⾼产低耗运⾏的重要因素。
笔者结合1000∽5000t/d⽣产线的⽣产实际,简述窑尾精细化管理的要领以及⽣产中值得注意的诸多问题,以达到精细管理出效益的⽬的,供同仁们参考。
1 正确认识窑尾⼯艺结构在窑系统中的重要性窑尾在窑系统结构设计中的重要性绝不亚于分解炉,需要综合考虑静⽌设备与转动设备间的衔接、⽣料的⼊窑、烟⽓的排出、粉尘的收集沉降、对分解炉物料的喷腾输送能⼒、阻⼒损耗以及结⽪积料预防及处理途径等问题。
好多问题之间本⾝就是⽭盾体系,如处理不当,顾此失彼,易成为系统均质稳定⽣产的瓶颈部位。
这些并不光是设计院考虑的问题,更需要企业技术⼈员多次核准和确认。
实践告诉我们,如果窑尾全部按设计院出具的⽅案实施,有不少⽣产线往往⽆法正常运⾏,都是通过结合实际情况,经过不断的改进与优化,⽅才进⼊到良好的运⾏状态。
如以烟室断⾯尺⼨为例,从沉降⼆次扬尘⾓度来讲,断⾯尺⼨应该愈⼤愈好,但是,过⼤的断⾯很难跟尺⼨较⼩的两头合理连接。
2 窑尾在⼯艺设计布局中的难点及处理窑尾主要包括缩⼝(也称之为分解炉底部缩⼝)、烟室、斜坡及进料⾆头等,除了起连接窑和分解炉的作⽤外,结构及尺⼨对⼯艺的影响⽐较⼤。
其结构尺⼨关系到:窑内的烟⽓与进⼊分解炉的三次风之间的平衡问题;窑内飞灰循环问题;窑尾阻⼒和结⽪问题等。
2.1 转动设备和静⽌设备之间的衔接问题回转窑为亚快速转动设备,烟室处于静⽌状态,两者连接既要考虑紧凑性,⼜要考虑窑的上下窜动、变形摆动等⽅⾯的影响,如⼊料⾆头与窑筒体缩⼝之间的动态间隙较⼤或不均匀时,窑回转过程中必然有⼀部分⽣料从间隙漏⼊密封圈,因此要有周密的设计和施⼯把关。
⾸先是回转窑转动的周向与进料托板外围间的间隙,综合考虑设备运转安全性和密闭性,此间隙应控制在50∽100mm。
解决窑尾漏料和改善窑系统通风能力的方法

2 . 1 窑尾下料针坡和烟室结构的调整
针对窑尾拱顶通风截面偏小、窑路通风阻力
较大的情况,我们采取以下几点措施进行改造。 ( ) 下料斜坡整体沿原斜坡平行方向下龙 1 离 X ) l, n I 考虑到进料托板固定连接法兰盘位置不可改动, 下落后的斜坡与之连接应尽可能平缓,确保无台
径I J ] . 水泥,2 0 0 6( 0 7 ) : 1 8 一 2 0 【 ]何文明,李成元,李卫泽. 2 预分解窑提速增产的机理与
实 践[ J ] . 新世纪水泥导报, 2 0 0 6 ,1 2( 0 4 ) : 1 3 一 1 6 ( 收稿日 期:2 0 0 6 一 1 1 一 1 4 )
优化与操作控制谈点体会,供参考。
1 分解炉喂料点和喂煤点 采用无烟煤缎烧的预分解窑分解炉的喂料点和
喂煤点的位置相当重要。 对于带预燃炉的R SP 窑,分解炉煤先经窑尾预燃 炉燃烧再进分解炉,预燃炉顶部有喷油助燃装置, 预燃炉的温度可达1 2 )一 X ( 1 3 0 ℃。设计时考虑预燃
了1 4 0 m m。 窑尾下料斜坡和烟室改造前后见图1 。这次改
入料舌头托板由整体式改进为分块组合型, 便于装卸和浇注。 入料舌头两侧增设4 0 0m m 高的挡料板,长度 与人料托板相当,防止生料从人料舌头两侧冲出 掉入密封圈内,进而漏到窑外。 密封圈回料勺重新修复,回料勺倾 角和形状 大小适当调整,确保抛落的生料落在人料舌头
炉的热负荷承受能力,q 筒生料先全部进人预燃炉再 进分解炉。实际生产中这样会导致预燃炉的温度偏 低,煤粉燃烧速度慢,不完全燃烧现象严重,窑尾 烟室、 缩口 结皮较多,最后不得不停窑清理。后将二 筒生料改为两路分料,一路进分解炉,一路进预燃 炉,通过调整分料的比例来控制预燃炉的温度,这 样既不会由于温度超高烧穿预燃炉,也不会由于温
回转窑的密封结构及改进措施
回转窑的密封结构及改进措施作者:李秋丹来源:《中国机械》2013年第06期摘要:回转窑密封装置的好坏,直接影响着回转窑烧成系统的热耗、电耗、产量、污染和工艺的稳定操作等方面。
本文就目前使用在水泥、冶金、化工等行业中的回转窑密封装置的各种型式的优缺点进行分析与比较,针对回转窑的特点及密封装置的使用情况,对其结构进行了改进,选择一种好的密封装置—新型复合柔性密封,它能很好的适应回转窑端部的复杂运动,耐磨耐高温,有效地消除回转窑轴向、径向和环向间隙,实现了无间隙密封,保证了良好密封的效果。
关键词:回转窑密封装置特点改进复合柔性密封熟料烧成回转窑是氧化铝、水泥、化工及冶金等行业的关键生产设备,回转窑是在负压下操作的,如果热端漏入过量空气会减少入窑的二次空气,且降低二次空气量,造成热量损失。
在回转窑的运行过程中,冷端负压高极易吸入大量冷空气,使窑内大量的废气不易排出,导致燃料不能完全燃烧,冷端废气中含有粉尘,偶尔倒风会溢出大量粉尘,污染坏境。
密封是将筒体与窑头罩、窑尾罩即运动体与固定体连接起来的纽带,因此,回转窑密封的好坏对熟料烧成的整个工艺参数和设备高效运行具有重大意义。
1.烧成系统回转窑对密封的要求烧成系统是热工环境。
以窑尾为例,不仅存在高温、高粉尘、负压工艺环境,而且筒体存在椭圆、弯曲等变形,回转部件与固定件间存在不断变化的径向、轴向和环向三维间隙。
因此,这种复杂的工艺条件下,要求密封应具备以下的特点:不漏风、不漏灰、不漏料、耐高温、耐磨损、长寿命、高可靠性、安装方便、维护方便等综合使用成本。
2.目前应用于回转窑的几种密封装置密封主要分为静密封和动密封两种,动密封又可分为接触型密封和非接触型密封。
而目前,我国应用在回转窑上的密封装置主要有迷宫式密封装置、摩擦式密封装置,另外还有气封式密封装置、组合式密封装置等。
2.1.迷宫式密封装置迷宫式密封装置分为轴向迷宫和径向迷宫两种。
其装置结构较简单,没有接触面,也不存在磨损问题,同时不受简单窜到的影响。
氧化铝回转窑窑尾下料簸箕和下料管的修理

氧化铝回转窑窑尾下料簸箕和下料管的修理氧化铝熟料回转窑窑尾系统结构图,包括窑尾罩体、下料簸箕、下料管、喷枪及支架支承等部分。
下料簸箕是为了将返回到窑尾罩内的窑灰溜到窑体内;下料管是将收尘器收回的窑灰顺利地输送到窑体内。
下料簸箕及下料管对保证正常操作、稳定产量、保护环境至关重要。
下料簸箕与窑尾罩联接。
底部支承在基础上,低端伸入窑体内,一般用厚10毫米钢板制作。
其结构尺寸根据窑尾罩及窑体结构尺寸不同而不同。
其要求是有利于窑灰顺利地溜到窑体内,所以坡度必须大于窑灰的安息角。
下料管上口与旋风收尘器或窑灰输送设备排料口相联,固定在窑尾罩罩体上,下口伸入窑体内,下段支承于下料簸箕上,一般用厚8毫米钢板制作。
一、下料簸箕及下料管修理限度1.下料簸箕局部裂缝或磨损漏料,应进行焊补。
2.下料簸箕挡风板脱落应及时安装、更换。
3.下料簸箕大面积漏料或者下沉甚至与窑体相磨,就必须更换。
4.下料管文承开焊或断裂应及时支承加固好。
5.下料管断裂脱落应及时安装更换。
6.下料管磨损漏料或变形堵料应当更换。
二、下料簸箕及下料管修理质量标准1.下料簸箕制作一般按中间、两侧三部分制作,现场组装。
下料管可根据需要确定长度、直径尺寸,所有焊缝必须符合图纸和质量要求。
2.下料簸箕、下料管与窑体之间的相对位置可按照图示的尺寸安装。
3.簸箕安装时所有对接缝采用双面焊接。
4.安装完毕后要保证簸箕不漏料,在保证与窑体相对位置前提下,尽量增大接料面积,以防窑灰外落。
5、簸箕底部与窑尾罩体联接处要用三角立筋支承加固,底部要用钢结构整体加固,然后再支承在基础上并固定好。
6.要保证簸箕上表面圆滑,不得有其他障碍物,局部焊补保证不漏料。
7.下料管要严格按图纸安装,下口断面要割出与窑体平行的马蹄口并与旁侧窑筒体相距300毫米左右。
8.下料管新旧接口处环缝用三块厚10毫米,100×300毫米长方立筋加固,下料管下部用L80×80角钢支承两个点,并焊死在簸箕上。
鑫塔水泥公司回转窑技术改造及调试总结
技术改造Modification鑫塔水泥公司回转窑技术改造及调试总结姜文举1,李传山2(1.黑龙江省鹤岗鑫塔水泥公司,黑龙江 鹤岗 154108)(2.山东棱角科技建材科技有限公司,山东 济南 250011)鑫塔水泥公司2 500t/d生产线2011年7月建成投产,运行后产量迟迟没有达标,2012年~2017年期间经过几次技术改造,回转窑实现了达产达标,窑最高日产量曾达到2 800t,其中2017年回转窑平均日产量2 695t,熟料实物煤耗138kg/t,标准煤耗111.6kg/t,熟料综合电耗79kWh,熟料3d强度28.02MPa,28d强度平均为55MPa。
2017年末山东棱角科技公司针对鹤岗鑫塔的运行现状以及存在的问题,在首先进行系统性热工标定的基础上,按照分步实施的原则,出具了第一阶段的技改方案,利用年底大修期间完成改造,于2018年4月2日零点投料,经过一个多月的调试,回转窑运行正常,热工制度较稳定,产量3 000t/d~3100t/d,实物煤耗118kg/t左右,标准煤耗105kg/t,熟料综合电耗68kWh/t,熟料3d强度平均值28.25MPa,28d强度平均为56MPa,提产后预热器系统负压比改造前降低500Pa左右。
1 改造方案(1)更换窑头燃烧器,提高对物料的适应能力,增强煅烧。
(2)烟室尺寸加大,改造窑尾斜坡和风冷下料舌头,将窑尾烟室扩大,斜坡最小处有效通风面积由2.5m2扩大至3m2。
(3)缩口改造,将缩口尺寸由φ1.65m改为φ1.80m。
(4)更换C4级新型微动翻板阀两台、广角冲力可调式撒料箱两台,C5级微动翻板阀两台,增强锁风和物料分散效果。
(5)更换分解炉燃烧器4根,强化煤粉燃烧,提高入窑物料分解率。
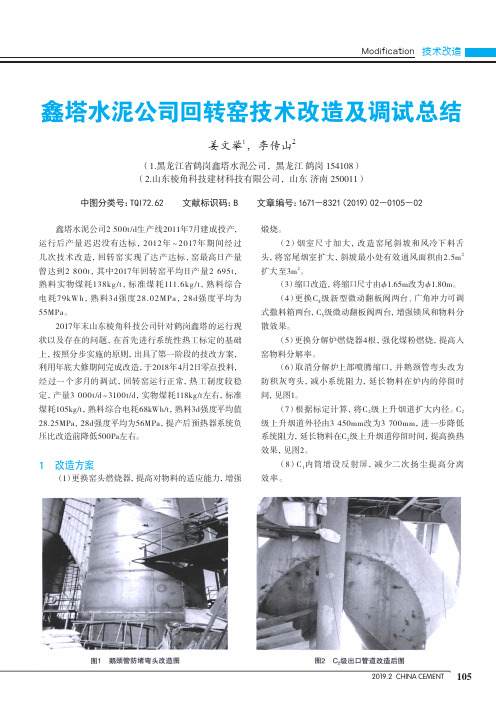
(6)取消分解炉上部喷腾缩口,并鹅颈管弯头改为防积灰弯头,减小系统阻力,延长物料在炉内的停留时间,见图1。
(7)根据标定计算,将C2级上升烟道扩大内径。
C2级上升烟道外径由3 450mm改为3 700mm,进一步降低系统阻力,延长物料在C2级上升烟道停留时间,提高换热效果,见图2。
三种回转窑窑尾密封结构形式及其改进和应用
三 种 : 宫式 密封 、 墨块式 密封 、 式 密封 , 迷 石 气缸 这几 种 密封形 式 都有着 各 自的特 点 。
21 迷宫式 密 封 .
箱 型 法 兰
图 2 改 进 迷 宫 式 密 封 结构
迷 宫 式 密 封 的 基 本 结 构 形 式 有 径 向和 轴 向两
22 石 墨块 式 密封结 构 . 石 墨块 式 密 封是 接 触式 密封 的一 种 ( 本 结构 基
图3 的石 墨块 式密 封 采用 弹簧 压 紧石 墨块 的结
永 工 疆
卜
构形式 , 回料 斗上装 有一 圈石墨块 , 其 每块石 墨两端 的外 侧用 挡板 挡住 , 加压 弹簧 一端 固定 在 导 向锲 块
封 。其 中气缸 压力 的 大小 可通 过 调压 阀调 节 , 以保 证 滑动摩 擦 板和 固定摩 擦板 之 间贴合 紧密 , 又不 但
3 结语
图 5 气 缸 式 密 封 结构
压 紧石墨块 , 使得石 墨块与筒 体实现 密封 。显然 , 这 种结 构 的弹 簧离 烟室 的距 离 较远 , 只受 到 简体 的热 辐射 , 度相 对较 低 , 温 故弹 簧 的老化 速 度 降低 , 因而 提高 了石墨块 密封结 构的密封 效果 和使用寿命 。
操作的 , 凡是 有 空 隙 的地 方 , 气就 要 进 入 , 其 在 空 尤 窑尾处 , 吸入 大 量 冷空 气 , 衡 就遭 到 破 坏 , 内空 平 窑 气 携带 物料 外泄 , 增加 窑尾 分解 炉 的燃 料 损耗 , 尾 窑
结 皮堵塞 , 并增 大 风机 的负荷 ; 同时 当窑尾 产生 物料 堆 积时 , 会大 量溢 出 , 重影 响生 产环 境 , 成 浪费 , 严 造 为 了解决 这个 矛盾 , 就需 要采 取 密封措 施 。 常见 的 窑尾密封 结 构形式 有 迷宫式 和端 面接触 式 。迷宫式 密封 装置 结构 简单 , 没有 接 触 面 , 不存 在
回转窑窑尾密封结构的改进
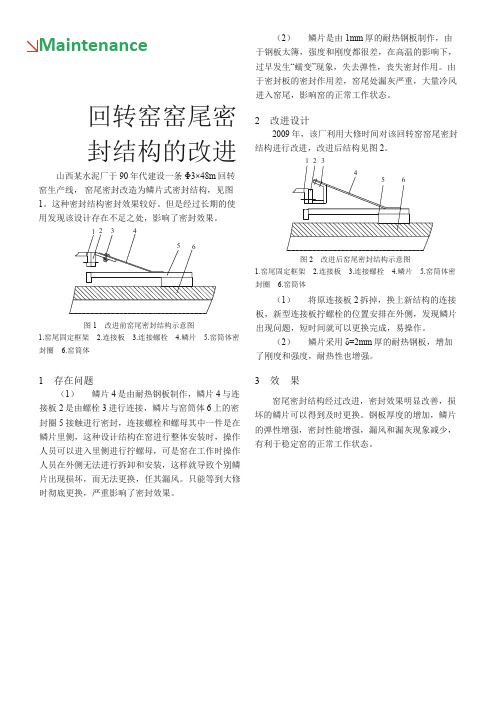
Maintenance回转窑窑尾密封结构的改进山西某水泥厂于90年代建设一条Φ3×48m 回转窑生产线, 窑尾密封改造为鳞片式密封结构,见图 1。
这种密封结构密封效果较好。
但是经过长期的使用发现该设计存在不足之处,影响了密封效果。
图1 改进前窑尾密封结构示意图1.窑尾固定框架2.连接板3.连接螺栓4.鳞片5.窑筒体密封圈6.窑筒体1 存在问题(1)鳞片4是由耐热钢板制作,鳞片4与连接板2是由螺栓3进行连接,鳞片与窑筒体6上的密封圈5 接触进行密封,连接螺栓和螺母其中一件是在鳞片里侧,这种设计结构在窑进行整体安装时,操作人员可以进入里侧进行拧螺母,可是窑在工作时操作人员在外侧无法进行拆卸和安装,这样就导致个别鳞片出现损坏,而无法更换,任其漏风。
只能等到大修时彻底更换,严重影响了密封效果。
(2) 鳞片是由1mm 厚的耐热钢板制作,由于钢板太簿,强度和刚度都很差,在高温的影响下,过早发生“蠕变”现象,失去弹性,丧失密封作用。
由于密封板的密封作用差,窑尾处漏灰严重,大量冷风进入窑尾,影响窑的正常工作状态。
2 改进设计2009年,该厂利用大修时间对该回转窑窑尾密封结构进行改进,改进后结构见图2。
图2 改进后窑尾密封结构示意图1.窑尾固定框架2.连接板3.连接螺栓4.鳞片5.窑筒体密封圈6.窑筒体(1) 将原连接板2拆掉,换上新结构的连接板,新型连接板拧螺栓的位置安排在外侧,发现鳞片出现问题,短时间就可以更换完成,易操作。
(2)鳞片采用δ=2mm 厚的耐热钢板,增加了刚度和强度,耐热性也增强。
3 效 果窑尾密封结构经过改进,密封效果明显改善,损坏的鳞片可以得到及时更换。
钢板厚度的增加,鳞片的弹性增强,密封性能增强,漏风和漏灰现象减少,有利于稳定窑的正常工作状态。
1 32 456 1 2 354 6。
回转窑窑尾下料舌头改造

理念的趋势下 ,环保 、健康 、节能及 多功能将成为材料市场的
重要衡量 标准 ,而材料 的生命周期 评价也将得到 重视。同时 , 在我 国科学技术的发展下 ,也会不断涌现各种新型材料 ,使装 修材料在使用过程 中产生的环境污染和能耗得到更低控 制 ,这 就需 要我 国人 民共 同提倡科学 、健康和适 宜的装修 ,避 免 为 盲 目追求豪华装修导致室内环境污染的管理匮乏 ,以降低环境 污染物的含量为主要前提 ,为 自身提供一个环境较 为绿 色化 的
参 考 文 献
[ 1 】 俞海 勇, 曾杰, 赵敏 . 典型 装饰 装修材料 生命 周期 能耗 和碳排 放量
建筑科 学, 2 0 1 4 , 0 4
】 4
小 ,而 P V C — U塑料管 在单位 质量上 能耗最小 。在我 国现 阶段 的管材 市场 中,塑料管 的价格较低 ,且安装情况和环保性能都 较 为 良好 ,在市 场 中的发展空 间较 大 ,其 中硬质 P V C管更 是 作 为建筑装 修综 合分析的优先 性考虑。
2 0 1 7 年第1 8 期
居住 空 间 。
先 采用硬聚氯 乙烯管 。同时 ,在针 对塑料管材的生命周期评价 中 ,对我 国常见 的 P P — R管 、P E — X管以及 P V C — U管进行 了综 合 分析 ,最终得 出在 三者之 中 P E — X塑料管在单位 质量和单位
体 积上能耗都较 大 ,其次是 P P — R塑料 管在单位体积 上能耗最
l r■_ ■■■_———■———— ■~ …一
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
风冷却 (见图 3),加 强 了风冷效 果 .由于前部 属易
损 部 位 .被 设 计 成 可 折 卸 结 掏 ,由 5小 块 铸 造 L件
(al 茂 进 前
【b1 髓 进 后
f1)耐 戈材 料 (2】下 科 舌 头 (3)窑尾 护 铁
(4)窑尾 简 体 (5)密 封料 斗 f6) 石 萎块
有 的水 泥 厂 ,其 磨 机 主 轴 承 因进 入 杂 质 或 润 滑 不 良 等 原 因,造 成 主轴 承 烧 瓦 (属 重 大 事 故 ),甚 至 连 带 导致 中空 轴 轴 颈 磨 损 。磨 机 主 轴 承 一 旦 发 生烧 瓦 , 需 厢 十 几个 小 时 甚 至 几 天 的 时 间 才 能 修 复 ,影 响 生 产 并 造 成经 济 损 失 。 为 了解 决 磨 机 主 轴 承 的 润 滑 及 管理 阁题 ,人 们 一 直 在 寻 求 能 保 证 主 轴 承 正 常 运 转 的制 作 安装 技 术 、密 封 方 式 和 润 滑 措 施 等 。本 文 o2.2mx6.5m 水 泥 磨 主 轴 承 为 例 ,就 其 制 作 、安装 、密 封 和 润 滑谈 些 看 汉 。
郑 自堂 黄 之 初 (武汉 】l业大学机电学院 武汉武昌 430070
氏合 金 时 ,一 定 不 要 混 入 其 它 金 属 或杂质 ,以免使浇铸成的轴瓦瓦 面
0 前 言 磨 机在 运 转 过 程 中 ,中 空 轴 轴 颈 和 主 轴 承 球 形
瓦之 间 ,不 可 避 免地 要 产 生 磨 擦 、磨 损 和 发 热 ,且 消 耗 一 部 分 动 力 ,即磨 擦 功 耗 。 为 了减 少 磨 擦 功 耗 、降 低磨损 速度 、缓和冲击和控 制球形 瓦温度,必须保证 主轴 承有 良好 的润 滑 ,以 便 提 高 磨 机 的 工 作 效 率 和 使 用 寿 命
维普资讯
中图分 类号 ITHt2 【文献标识码1“ 【文 章编 号1[007—0389(2002)0I一003t-O L
回转 窑窑尾 下料 舌 头 的改进
李传 山 (【l_东水泥广.Ih东所域 250116,
0 引言
我 厂 l、 2回 转 窑 【老 线 )窑 尾 下 料 舌 头 ,形 大 体 重 ,拆 装 十分 困 难 ,使 用 寿 命 较 短 ,一 般 只 有 8一 I1个月 ,已 不 能 满 足 窑 系 统 长 期 、安 全 、高 效 运 转 的 要 求 一1999年 8月 ,我 厂借 鉴 3回转 窑 (新 线 )窑 尾 下 料 舌 头 的 结 构 型式 .首 先 对 窑 进 行 了 改 进 , 取 得 成 功 后 又 对 l窑 进 行 了改 进 , 亦 取 得 r满 意 效 果 。
(7】烟 室弦 体 ( 板 (to)下 斟 舌 端 郭 (1I)下 # 舌 头 下 蕊板 {I2)甚 冷 却 风 管 (13)分 夸 却 风 管 (14)下# 舌 告 回定 立 板
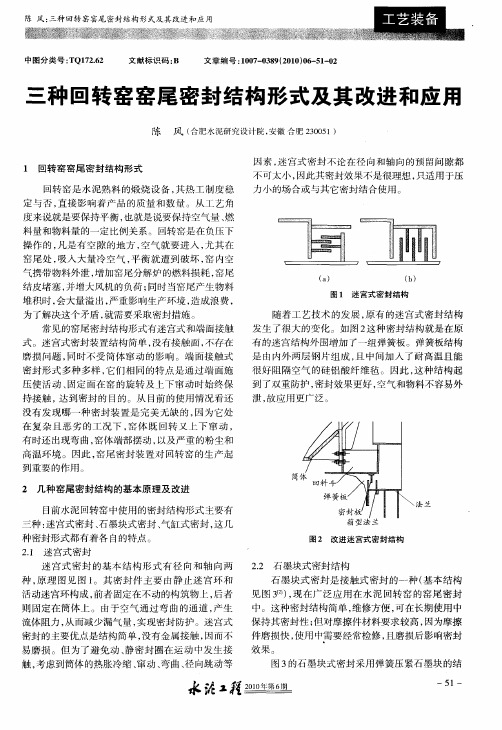
图 I改进前、后下料舌头安装结构简图
头 前 部 铸 造 体 积 图 3 改进后风冷装置安装示意图 小 所 以 改 进 后 的 下 料舌头铸造质量更易 于保证 。
求 证_l程 塞 塑
31
维普资讯 郑 自堂等:水泥磨主轴承的润滑覆其 管理
中图分类号]TH117_2 【文献标识码】B 【文章编号]1007—0389[2002J01-003, 9--03
卜泥 磨 主 轴 承 的 润 滑 及 其 管 理
(1)浇 铸 轴 瓦 的 巴 氏合 金 要求 尽 量 为 同 厂 家 同批 量 生 产 , 保 证 材 料 的 均 一 =在 再 利 用 旧 轴 瓦 的 巴
1 改 进 前 、后 结 构 型 式 比较
改 进 前 、后 的 窑 尾 下 料 舌 头 结 构 示 意 见 图 1。
下 料 舌 头 单 重 大 -  ̄400 kg,每 次 更 换 ,拆 装 难 度 都
非 常 大 , 一 般 需 要 5 个 人 工 作 约
20h才 能 完 成 ,尚
窑昆挡料圈
后部属于固定式结构系用耐热钢板卷成上下两弧板直接焊在下料舌头固定立板上两层弧板之间用大块筋板将下料舌头分隔线5个独立的风室由于各风室单独供风冷却见图3加强了风冷效果由于前部属易损部位被设计成可折卸结构由5小块铸造工件头前部铸造体积图3改进后风冷装置安装示意图小所以改进后的下料舌头铸造质量更易于保证
车 传 山 :回 转 窑 窑 尾 下 料 舌 头 的 改进
【1) 改 进 前 ,原 下料 舌 头 (见 图 1(a))为 单 层 结 2 设 计 、安 装 注 意 事 项
构 、无 风 冷 装 置 ,工 作 条件 恶 劣 ,主 要 损 坏 形 式 是 烧 损 、氧 化 、裂 碎 断 落 ,且 中 间靠 前 部 位 尤 重 。舌 头 碎 裂 后 E部 耐 热 砼 因失 去依 托 亦 随 之 塌 落 ,造 成 整 套 下 料 舌 头 失 效 报 废 。 且 在 圆 周 方 向上 ,原 下 料 舌 头 是 }圆 形 (180“弧 )(见 图 2(a)),分 3块 组 成 ,每 块
不 包 括 打 换 耐 热
(由 窑 尾 护 踱 蛆 成 ). ,——、 / \ ,一手、
砼 的 时 间 。
/ i
,/ 、
(21 改 进 后 。
黎 新下 料 舌 头 的设
计 遵 循 了 更 为 实 用 的 原 则 ,即 在 圆 周 方 向 上 按 140
原下# g-头 {a)改 进 前
(1) 为 保 证下 料 舌 头 弧 板 与 后 窑 口 圈 的 同 轴 度 ,及 窑 尾 密 封 的 使 用 效 果 ,我 们 对 烟 室 弦 体 、下 料 舌 头 固 定 立 板 、下 料 舌 头 的 上 下 弧 板 进 行 了 整 体 改 造 没计 安 装时只需找正烟室弦体 与后 窑口的问轴 度 即可 ,
新下料 舌岳 (b)改 进 后
图 2 下料舌头改进前后示意
设计(见图 2(b)),为双层结构根据各部 位易损程度
不 同 又 分 成 前 后 两 部 分 (见 图 I(b))。后 部 属 于 固 定
式 结 构 ,系 用 耐 热 钢 板 卷 成 上 下 两 弧 板 直 接 焊 在 下
料 舌 头 固 定 立 板 上 ,两 层 弧 板 之 间 用 大块 筋 板 将 下 料 舌头分隔线 5个独立的风室 ,由于各 风室单 独供