回转窑窑尾漏料的主要原因及解决方法
水泥窑煅烧工艺异常情况原因分析及处理措施
一、造成回转窑热耗高的原因1、热耗高的原因:(1)预热预分解系统、回转窑、篦冷机表面散热。
(2)不完全燃烧造成的热损失。
(3)系统漏风导致废气量升高造成的热损失。
(4)生料水分大、细度粗,换热不充分。
(5)撒料装置效果差,物料分散不均匀。
2、减少热损失的途径:(1)采取隔热措施降低系统表面热损失。
(2)在燃料完全燃烧的前提下,保持较少的过剩空气系数,减少废气带走的热量。
(3)严格控制煤粉的细度和水分,保证完全燃烧。
(4)保证喂煤量的稳定,消除不完全燃烧。
(5)加强密封堵漏,消除预热器系统内外漏风、窑头和窑尾外漏风、篦冷机系统内外漏风。
(6)提高篦冷机效率,减少篦冷机熟料热损失。
(7)降低废气带走的热损失。
(8)降低窑灰及蒸发(生料和煤粉)水分带走的热损失。
二、预分解窑的塌料1、造成塌料的原因:(1)预热器或分解炉的设计或结构缺陷;(2)生料及燃料质量的影响;(3)生产设备及故障的影响。
2、预热器或分解炉的设计或结构缺陷影响及措施:(1)热风管道风速太低,通过加缩口提高风速解决。
(2)窑尾缩口尺寸过大,缩口风速太低(28m/s~35m/s),降低缩口尺寸保证缩口风速。
(3)各级撒料器的位置、撒料板伸入长度及角度不合理。
保证撒料板的来料能充分撒开。
(4)下料管设计空间角小于55°或拐弯太多、物料填充率低、翻板阀配重太重。
设法技改解决。
(5)旋风筒平管道或分解炉鹅颈管积料。
通过改造解决。
(6)预热器内筒插入深度太少,内循环物料过多造成富集。
3、生料及燃料质量波动的影响及措施:有害成分碱、硫循环富集,物料易烧发粘、煤粉不完全燃烧等导致旋风筒内壁结皮或附着在旋风筒内壁的物料出现塌料。
通过配料及工艺操作调整解决。
4、生产操作及设备故障的影响及措施:(1)开窑时的低温、长火焰、低产量、慢窑速导致管道风速低,产生积料或在预热器内富集导致塌料。
采取快升温、加大料、提窑速的方法操作。
(2)窑、炉风量不平衡,窑内通风不足,缩口风速过低,导致塌料。
转炉汽化烟道末段漏水原因分析及改进措施
116管理及其他M anagement and other转炉汽化烟道末段漏水原因分析及改进措施宋君瑞(河钢乐亭钢铁有限公司,河北 唐山 063011)摘 要:从水质、管道材质、烟道结构及循环方式等方面进行分析,找出转炉汽化系统末段烟道漏水的原因,并针对问题给出相应的参考方案,以提高末端烟道的使用寿命,保证生产稳定运行。
关键词:转炉;末段烟道;漏水;使用寿命中图分类号:TF341.1 文献标识码:A 文章编号:11-5004(2021)20-0116-2收稿日期:2021-10作者简介:宋君瑞,男,生于1989年,山东德州人,工程师,硕士,研究方向:冶金机械。
在整个炼钢工艺中,转炉汽化系统主要通过将烟道内冷却软水变为水蒸汽,以达到吸收烟气热量及降低烟气温度的目的,并通过蓄热器稳压后外送蒸汽发电机组进行发电。
同时,作为转炉炼钢工艺的一部分,汽化烟道疏导吹炼时产生的烟气进入除尘系统,直接参与炼钢生产[1],在冶金生产中占有十分重要的地位。
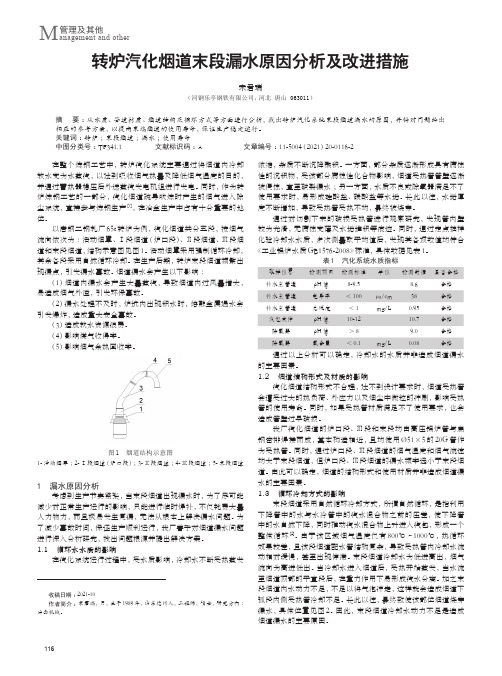
以唐钢二钢轧厂65t 转炉为例,汽化烟道共分五段,按烟气流向依次为:活动烟罩、Ⅰ段烟道(炉口段)、Ⅱ段烟道、Ⅲ段烟道和末段烟道,结构示意图见图1。
活动烟罩采用强制循环冷却,其余各段采用自然循环冷却。
在生产后期,转炉末段烟道频繁出现漏点,引发漏水事故。
烟道漏水会产生以下影响:(1)烟道内漏水会产生大量蒸汽,导致烟道内过风量增大,易造成烟气外溢,引发环保事故。
(2)漏水处理不及时,炉坑内出现积水时,熔融金属遇水会引发爆炸,造成重大安全事故。
(3)造成软水资源浪费。
(4)影响煤气收得率。
(5)影响烟气余热回收率。
图1 烟道结构示意图1-活动烟罩;2-Ⅰ段烟道(炉口段);3-Ⅱ段烟道;4-Ⅲ段烟道;5-末段烟道1 漏水原因分析考虑到生产节奏紧张,当末段烟道出现漏水时,为了尽可能减少对正常生产运行的影响,只能进行临时焊补,不仅耗费大量人力物力,而且极易发生复漏,无法从根本上解决漏水问题。
回转窑的密封结构及改进措施
回转窑的密封结构及改进措施作者:李秋丹来源:《中国机械》2013年第06期摘要:回转窑密封装置的好坏,直接影响着回转窑烧成系统的热耗、电耗、产量、污染和工艺的稳定操作等方面。
本文就目前使用在水泥、冶金、化工等行业中的回转窑密封装置的各种型式的优缺点进行分析与比较,针对回转窑的特点及密封装置的使用情况,对其结构进行了改进,选择一种好的密封装置—新型复合柔性密封,它能很好的适应回转窑端部的复杂运动,耐磨耐高温,有效地消除回转窑轴向、径向和环向间隙,实现了无间隙密封,保证了良好密封的效果。
关键词:回转窑密封装置特点改进复合柔性密封熟料烧成回转窑是氧化铝、水泥、化工及冶金等行业的关键生产设备,回转窑是在负压下操作的,如果热端漏入过量空气会减少入窑的二次空气,且降低二次空气量,造成热量损失。
在回转窑的运行过程中,冷端负压高极易吸入大量冷空气,使窑内大量的废气不易排出,导致燃料不能完全燃烧,冷端废气中含有粉尘,偶尔倒风会溢出大量粉尘,污染坏境。
密封是将筒体与窑头罩、窑尾罩即运动体与固定体连接起来的纽带,因此,回转窑密封的好坏对熟料烧成的整个工艺参数和设备高效运行具有重大意义。
1.烧成系统回转窑对密封的要求烧成系统是热工环境。
以窑尾为例,不仅存在高温、高粉尘、负压工艺环境,而且筒体存在椭圆、弯曲等变形,回转部件与固定件间存在不断变化的径向、轴向和环向三维间隙。
因此,这种复杂的工艺条件下,要求密封应具备以下的特点:不漏风、不漏灰、不漏料、耐高温、耐磨损、长寿命、高可靠性、安装方便、维护方便等综合使用成本。
2.目前应用于回转窑的几种密封装置密封主要分为静密封和动密封两种,动密封又可分为接触型密封和非接触型密封。
而目前,我国应用在回转窑上的密封装置主要有迷宫式密封装置、摩擦式密封装置,另外还有气封式密封装置、组合式密封装置等。
2.1.迷宫式密封装置迷宫式密封装置分为轴向迷宫和径向迷宫两种。
其装置结构较简单,没有接触面,也不存在磨损问题,同时不受简单窜到的影响。
窑内结圈形成原因及处理

• 2、减少原燃料带入的有害成分 • 一般粘土中碱含量高,煤中含硫量高。因此,如果窑上经常 • • • •
出现结圈时,视结圈料分析结果,最好能改变粘土或原煤的供 货矿点,以减少有害成分对结圈的影响。 3、控制煤粉细度,确保煤粉充分燃烧 。 4、调整燃烧器控制好火焰形状确保风、煤混合均匀并有一定的 火焰长度。经常移动喷煤管,改变火点位置。 5、提高快转率 三个班统一操作方法,稳定烧成系统的热工制度。在保持喂 料喂煤均匀,加强物料预烧的基础上尽量加快窑速。采取薄料 快转、长焰顺烧,提高快转率,这对防止煤、料量可以不变,只要把喷煤管往外拉出一定距离, •
就可以把前圈烧垮。 (2)如果前圈离下料口比较近,并在喷嘴口前则将喷嘴往里伸, 使圈体温度下降而脱落。如果圈体不垮,则有两种处理方法 ① 把喷煤管往外拉出,同时适当增加内流风和二次风温度,这 样可以提高烧成温度,使烧成带前移,把火点落在圈位上。一 般情况下,圈能在2~3h内逐渐被烧掉。但在烧圈过程中应根 据进入烧成带料量多少,及时增减用煤量和调整火焰长短,防 止损伤窑皮或跑生料。 ② 如果用前一种方法无法把圈烧掉时,则把喷煤管向外拉出并 把喷嘴对准圈体直接烧。待窑后预烧较差的物料进入烧成带后, 火焰会缩得更短,前圈将被强火烧垮。但是必须指出,采用这 种处理方法,由于喷煤管拉出过多,生
• 在高温的热气流中被烧熔而掉落下来。当它再次被物料覆盖,
•
液相又凝固下来,如此周而复始。假如这个过程达到平衡,窑 皮就不会增厚,这属正常状态。如果粘挂上去的多,掉落下来 的少,窑皮就增厚。反之则变薄。当窑皮增厚达一定程度就形 成结圈。形成结圈的原因主要有如下几点: 1、入窑生料成分波动大,喂料量不稳定 实际生产过程中,窑操作员最头疼的事是人窑生料成分波动太 大和料量不稳定。窑内物料时而难烧时而好烧或时多时少,遇 到高KH料时,窑内物料松散,不易烧结,窑头感到“吃火”, 熟料fCaO高,或遇到料量多时都迫使操作员加煤提高烧成温度, 有时还要降低窑速;遇到低KH料或料量少时,窑操作上不能及 时调整,烧成带温度偏高
回转窑耐材的损坏原理配置和技术

回转窑耐材的损坏原理配置和技术回转窑是一种重要的工业设备,广泛应用于水泥、冶金、化工等行业。
它主要用于石灰、水泥等物料的煅烧过程,将原材料加热至高温,使其发生化学反应,从而生产出所需的产品。
然而,长期的高温和物料的冲击会导致回转窑耐材的损坏,影响设备的正常运行。
为了保证生产的连续性和稳定性,需要对回转窑耐材的损坏原理、配置和技术进行深入研究和探讨。
一、回转窑耐材的损坏原理:1. 热应力:回转窑内部温度高达1000℃以上,耐材受到高温的作用,产生热膨胀,使得耐材表面产生应力。
当温度变化较大时,耐材会浮现热应力差,导致裂纹和剥落。
2. 冷却效应:回转窑在停机后,由于窑体内外温度差异,会导致窑壁的温度快速下降,引起冷却效应。
冷却效应会使耐材发生热应力,从而导致裂纹和剥落。
3. 物料冲击:回转窑内部物料在高温下进行煅烧过程,物料颗粒间的相互碰撞会对耐材表面造成冲击。
长期的物料冲击会使耐材产生磨损和破裂。
4. 化学侵蚀:回转窑内部物料中含有一定的化学成份,这些成份会对耐材产生侵蚀作用。
化学侵蚀会使耐材表面发生腐蚀和溶解,降低其耐磨性能。
二、回转窑耐材的配置:1. 耐火材料的选择:回转窑耐材应具有较高的耐高温性能和耐磨性能。
常用的耐火材料有高铝砖、镁铝砖、碳化硅砖等。
不同部位的耐材选择也有所不同,如窑头部位可选用高铝砖,窑身部位可选用镁铝砖。
2. 耐火材料的布置:回转窑内部的耐火材料应根据不同部位的工作条件进行合理布置。
例如,窑头部位的耐火材料应考虑到高温和物料冲击的因素,可采用耐火砂浆进行填充和固定。
3. 冷却措施:为了减少回转窑的冷却效应,可以在窑体外部设置冷却装置,如风冷器、冷却水管等。
通过冷却装置的使用,可以降低窑体的温度变化速度,减少耐材的热应力。
三、回转窑耐材的技术:1. 定期检查:对回转窑耐材进行定期检查,及时发现和处理耐材的损坏情况。
可以通过目视检查、测温仪器等手段,对耐材的磨损、裂纹等进行评估。
回转窑后结圈的原因分析与解决措施

回转窑后结圈的原因分析与解决措施发布时间:2022-04-25T02:30:40.147Z 来源:《工程管理前沿》2022年1期作者:田硕[导读] 近年来,由于国家倡导节能减排的生产,从而加大了对一些浪费资源和污染比较大的企业改革田硕山东申丰水泥集团有限公司山东省枣庄市 277300引言:近年来,由于国家倡导节能减排的生产,从而加大了对一些浪费资源和污染比较大的企业改革,这就给了新型熟料回转窑一个重要的市场,让他们可以快速的发展起来。
熟料回转窑设备结构坚固、运转平稳、出窑产品质量高。
此外,在环保方面,利用熟料窑焚烧危险废物、垃圾,这不仅使废物减量化、无害化,而且将废物作为燃料利用,节省煤粉,做到废物的资源化。
关键词:回转窑后结圈解决措施摘要:熟料回转窑后结圈往往形成于烧成带和过渡带之间。
在熟料煅烧过程中,当窑内温度达到1280℃时,其液相粘度较大,此时,如果生料的KH、n率值较低,操作使窑内拉风较大,火焰太长,烧成带后边浮窑皮逐渐增长、增厚,发展到一定程度就形成了熟料回转窑的后结圈。
一、后结圈情况A企业配置一条5000t/d预分解熟料回转窑。
于2021年10月份在窑尾38米、43米处出现两道结圈,严重时窑尾出现漏料,窑投料量下降,熟料质量波动,窑况很不稳定。
二、原因分析2.1原煤内水偏高加剧了结圈的发生2021年煤价不断上涨,原煤库存为0吨,原煤随来随用,严重影响煤的均化效果。
煤粉内水偏高,窑头喷煤管燃烧速度慢、燃烧时间长,火焰的热力分散,燃烧时热力强度低,高温点后移,烧成带拉长,高温点不集中,熟料烧结不致密,二次风温偏低,恶性循环更加加剧了火焰燃烧速度。
物料预烧不好,容易产生不完全燃烧,没有燃尽的煤粉颗粒和CO不能在烧成带燃烧,部分聚集在窑尾燃烧,促使液相在过渡带提前出现,将未熔的物料黏结在一起,形成后结圈。
停窑后取结圈料化学分析结果发现:正常熟料烧失量为0.42%,结圈料为1.66%、2.06%也验证了这一点。
FGD回转式GGH的泄漏与防泄漏措施

FGD回转式GGH的泄漏与防泄漏措施漏泄率为考核GGH性能的重要指标之一。
由于原烟气向净烟气泄漏导致了净烟气中硫化物含量的提高,增加了硫化物的排放量,降低了整个FGD系统的脱硫效果。
GGH泄漏率的计算方法同ASME PTC 4.3的漏风率测试部分,按下式计算:泄漏率L( %)=(E2-E1)/E1×100%式中:E1——GGH净烟气入口烟气量,kg/h;E2——GGH净烟气出口烟气量,kg/h。
从公式中可以看出,降低泄漏率必须降低原烟气到净烟气的泄漏量,即(E2-E1)的差值。
但由于容克式GGH结构的特点,很难完全消除原烟气向净烟气泄漏。
在理论上可以将GGH 的泄漏分为携带泄漏和直接泄漏2部分:2.1携带泄漏为了实现GGH 的换热,其载有传热元件的转子交替性地转过原烟气侧和净烟气侧。
转子的连续旋转,将其仓格内的烟气从一侧携带到另一侧。
而原烟气被携带至净烟气中去,产生携带泄漏。
携带泄漏量L≈K1×V×R式中:K1——系数;V——转子容积,m3;R——转子转速,rpm。
对于高海拔地区,考虑大气压因素需另加修正。
2.2直接泄漏当原烟气侧的压力高于净烟气侧时,由于GGH 的径向和轴向密封存在着动静间隙,造成原烟气向净烟气泄漏(见图1)。
直接泄漏量Ld=K2×A×(△p/N)0.5式中:K2——阻力系数;A ——密封间隙总面积,m2;△P——原烟气与净烟气的压差,Pa;N——密封片道数。
同样,对于高海拔地区,需对大气压因素另加修正。
针对以上泄漏量计算公式,为减少原烟气向净烟气侧的泄漏,GGH采取以下措施:2.2.1减小携带泄漏量Lc根据公式(2),GGH选型确定后,其转速R与转子仓格的容积V即为定值,无法通过改变其参数而达到减小携带泄漏量的目的,但我们可以在密封区增加一些密封手段。
根据转子转向,在上游密封区布置1套净化系统,由1台风机、烟气管道和相关挡板组成,从GGH 净烟气侧的出口处抽取一定量的具有一定压力的净烟气,喷人密封区的转子内来置换转子内的原烟气,从而达到减少携带原烟气的目的(见图2)。
回转窑结圈的原因及处理方法
回转窑结圈的原因及处理方法回转窑结圈是指在回转窑生产过程中,窑内物料堆积过多,导致物料无法顺利通过窑内,从而形成的窑内结块现象。
这不仅会影响生产效率,还会对设备造成损坏,严重时甚至影响窑内物料的质量。
那么,造成回转窑结圈的原因有哪些呢?又该如何处理呢?下面就来具体探讨。
一、造成回转窑结圈的原因1.物料性质不适宜物料的粘度、湿度等性质对回转窑结圈有很大影响。
如果物料粘度过大,或湿度过高,就会导致物料在窑内堆积过多,从而形成结块。
2.进料量过大回转窑的进料量与生产效率直接相关,但是进料量过大也容易导致窑内物料堆积过多,形成结块。
因此,需要根据生产需要合理控制进料量。
3.热风温度过高回转窑生产过程中,热风温度的高低也会影响窑内物料的堆积情况。
如果热风温度过高,就会导致物料在窑内过早熔化,从而形成结块。
4.窑转速不适宜回转窑的转速也会影响窑内物料的堆积情况。
如果转速过快,就会导致物料在窑内无法均匀分布,从而形成结块。
二、回转窑结圈的处理方法1.减少进料量当回转窑结圈发生时,可以适当减少进料量,以缓解窑内物料堆积过多的情况。
2.调整热风温度如果回转窑结圈是由于热风温度过高导致的,可以适当降低热风温度,以减少窑内物料的过早熔化。
3.调整窑转速如果回转窑结圈是由于窑转速不适宜导致的,可以适当调整窑转速,以保证物料在窑内均匀分布。
4.清理窑内物料当回转窑结圈严重时,需要停窑清理窑内物料。
清理时需要注意安全,避免对设备造成损坏。
5.加入流化剂在窑内加入一定量的流化剂,可以有效地缓解回转窑结圈现象。
流化剂可以使物料在窑内均匀分布,减少结块的情况。
6.调整物料配比如果回转窑结圈是由于物料配比不合理导致的,可以适当调整物料配比,以保证物料在窑内均匀分布,减少结块的情况。
回转窑结圈是一种常见的生产问题,多种因素都可能导致其发生。
因此,在回转窑生产过程中,需要做好预防措施,保证物料在窑内均匀分布,避免结块的发生。
同时,一旦发生回转窑结圈,需要及时采取相应的处理措施,以保证生产效率和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回转窑窑尾漏料的主要原因及解决方法
关键词:回转窑窑尾漏料填充率
摘要:从几个方面分析了回转窑漏料的主要原因,并提出了窑尾漏料时可采取的解决方法,有效的指导生产实际,改善了回转窑的热工环境。
前言:活性石灰生产中的回转窑是石灰烧成阶段的主要设备之一,回转窑窑尾漏料是影响窑正常生产运行比较常见的原因。
窑尾漏料造成窑尾漏风,冷空气吸入窑内,增大了热损失,不但影响回转窑的产量和质量,而且严重影响环境卫生,使工作环境条件恶劣,制约了正常的生产。
如何解决和避免窑尾漏料,清洁工作环境,通过生产中仔细观察、认真分析,找出影响窑尾漏料的真正原因,以便根据实际情况对症下药,进行处理,从而达到优质高产和创造一个清洁和谐的工作环境。
新兴河北工程技术有限公司通过长期的生产线的设计、现场跟踪观察、分析认为,可能导致窑尾漏料的因素主要有以下几个方面:
一、窑内物料填充率过高
1、回转窑窑尾设计物料最大填充率计算
在回转窑进行设计时,对应于相应的产量,回转窑有一个最大填充率,用以确定回转窑的相关尺寸。
回转窑最大填充率计算时取物料的存在为理想状态,以4×60m回转窑为例进行计算窑的最大填充率计算:
图1:回转窑物料的填充状态
若窑的缩口尺寸为2650mm,窑内耐火砖厚度为230mm,故
R=1770mm,H=445mm,R-H=1325mm,
θ=arcos(1325/1770)=41.53º
——窑尾缩口允许的填充率(%)
式中:Φ
2
θ——物料填充区最高点与圆心的夹角(º);
R ——窑尾部砌砖后的有效半径(m);
H ——窑尾填充区弓形截面的高度(m)。
当料面的高度低于缩口时,理论上窑尾不漏料,当料面高度大于等于缩口高度时,就会出现漏料现象。
2、窑实际运转时窑尾物料的填充率
首先用下式计算窑实际运转时窑尾物料的填充率:
——物料在窑尾的填充率(%)
式中:Φ
1
M ——每小时原料石灰石,即成品乘以料耗(t/h);
W ——石灰石在窑尾部的运动速度(m/s);
Di ——窑尾部砌砖后的有效直径(m);
r
——石灰石的比重(t/m3),一般取1.4(t/m3)。
m
物料在窑尾部的运动速度可以用下式计算:
式中:i ——回转窑的斜度(°);
Di ——窑尾部砌砖后的有效直径(m);
n ——回转窑的转速(r/min);
β——石灰石的自然休止角,一般取35º。
以年产20万吨石灰生产线为例,年产20万吨生产线小时产量为25吨,假设产量不变的情况下,回转窑的转速发生变化时,窑的填充率的变化情况见下表:
由上表可以看出,20万吨活性石灰生产线在达产状态下,只有窑速≥1.2r/min的时,窑的填充率才小于最大填充率,这样才可以保证窑尾不漏料。
所以回转窑窑速的控制要和最终的产量相配套,产量大时,窑的转速也要相应提高,以免窑的填充率较大,导致厚料层操作,引起窑尾的漏料。
从以上的公式1中还可以看出,为保证窑尾的不漏料,窑尾缩口在保证足够的系统通风面积的情况下,应尽量可能的小,以确保解决窑尾的漏料问题。
二、窑尾密封不好造成窑尾漏料
回转窑密封装置无论是窑头密封还是窑尾密封,在烧成系统中都起着连接固定件和回转件之间的密封作用。
烧成系统是热工环境,以窑尾为例,不仅存在着高温、高粉尘、负压工艺环境,窑尾筒体同时存在回转、摆动、轴向窜动等综合复杂活动,而且使用过程中不可避免存在椭圆、弯曲等变形。
回转过程中回转部件和固定部件间存在不断变化的轴向、径向、环向三维间隙。
当密封装置不好时,便会有冷风进入,从而增加了系统的废气量,减少了合理条件下的烟气的有效通过量,并且增加了系统的热耗。
漏风、漏灰和工艺操作的不稳定导致了产量减少和质量的下降,给企业带来了不必要的经济损失,增加了生产成本。
要解决漏料先解决漏风。
现在的窑尾密封多采用柔性结构,这种结构能有效解决回转窑在高温使用状态下产生的变形、筒体偏摆和偏心等问题。
所以密封材料必须采用高弹性、耐高温材料,在窑尾温度达到1000℃时仍能保持良好的机械性能,从而保证良好的密封效果。
窑尾密封是回转窑的一个重要组成部分,它位于既周向旋转又轴向窜动的窑和静止不动的预热器之间,作用是使窑内环境和外界隔离,以防止窑外的冷空气的吸入和窑内物料的漏出窑外。
窑尾密封的不合理会造成热耗偏高,增加生产成本,污染环境。
窑尾密封效果差,当窑尾物料积满后,大量的物料从密封处挤出,不但对现场环境造成严重污染,而且增加了职工的劳动强度,二是由于大量的积灰从密封处挤出,密封圈经常被挤、挂坏,造成冷风从窑尾处进入窑系统,破坏窑内的热
工制度,导致窑尾温度偏低,影响正常煅烧,产量、质量波动大。
所以,在窑尾密封工作的时候,应注意观察各部件的情况,是否存在卡死、开缝、漏灰等现象。
如有应立即调整,以免形成恶性循环。
三、下料溜嘴、窑尾缩口以及溜嘴和缩口之间间隙的不合理造成窑尾漏料
要解决漏料,必须设计好窑尾溜槽的下料溜嘴、回转窑的窑尾缩口以及溜嘴和下料溜嘴之间的间隙,处理好三者之间的关系。
物料从溜嘴溜入到回转窑时局部成堆积状,当间隙不合理时,物料在随筒体回转的过程中会有一部分料从间隙挤出而造成漏料。
窑尾预热器的下料不均匀时,尤其是堵料时,物料会从溜嘴两侧冲出掉入密封内,造成设备漏料。
实际窑尾下料始终是不均匀的,因此窑尾溜槽的溜嘴设计非常关键。
新兴河北工程技术有限公司根据上述情况在对用户密封改造时首先核对用户现有的窑尾缩口、入料溜嘴等设计是否合理,然后根据现场情况本着为用户节约的前提下为用户进行改造或重新设计,从而保证正常生产情况下最大限度减少漏风、漏料,保证了柔性密封在使用中的寿命。
四、窑尾的下料溜嘴烧损变短及两边的挡料浇注料没有,造成窑尾的漏料
窑尾溜嘴长期处在窑尾介质温度为1000℃左右的高温环境中,非常容易高温氧化,浇注料会因为无骨架的支撑而脱落,浇注料脱落后,大量的物料溜嘴与窑尾之间的间隙,进而导致窑尾漏料。
所以在溜嘴设计时候,要充分考虑无骨架的支撑脱落的因素,在设计溜嘴时,给溜嘴带上浇筑料的支撑架,防止在生产过程中由于物料的冲刷而使浇注料脱落,致使预热器下料时物料冲出溜嘴而进入窑尾缩口和溜槽之间的间隙,造成窑尾的漏料。
另外将溜嘴由原来的180°变为现在的150°,增大了窑尾的通风面积,改善了窑尾的热工制度,同时也降低了窑尾漏料的机率。
五、系统中的仪表不准确造成窑尾漏料
各测温点测量仪表不准确。
由于温度不准确造成燃料给定的不准确,造成系统温度比实际温度偏高,如果原料粉含量较大或煤的灰熔点较低,窑非常容易结圈,结圈后出料不畅导致窑尾的填充率过高而造成窑尾的漏料。
对此,应经常对主要的测温点进行检查,热电偶头部结皮的要及时清除,已损坏的要及时更换。
经以上分析可以看出,窑尾漏料的原因是多样的,一旦发生窑尾漏料应根据实际情况,具体情况具体分析,对症下药进行处理,从而稳定窑内的热工制度,降低漏风量,减少热损失,保持一个清洁卫生的工作环境和良好的系统工况。