焊接变位机--座式 welding positioner
30T焊接变位机设计(大个)
30T双立柱焊接变位机构设计摘要随着焊接自动化的发展焊接变位机已经成为制造业的一种不可缺少的设备,在焊接领域把它划为焊接辅助机,其型式系列和品种规格约有十余个系列、百余个品种,正在形成一个新兴行业。
本题目是设计能载重30.0吨工件,可进行全位置焊接的双立柱式变位机械。
主要内容是关于焊接时工作台与工件回转倾斜的控制、电机选择、减速器的选择、各个轴和轴承的确定以及校核等等。
本课题根据预定的载荷和要求的焊接速度确定设备所需要的电动机类型,在此基础上通过皮带轮传动达到过载要求,蜗杆传动达到较大传动比以及减速箱等,最终达到所需的传动。
最后使用CAD软件绘制相关的零件图、总装图。
关键词:焊接变位机,减速器,电机类型,机械设计BLOCK-TYPE WELDING POSITIONER ROTARYMECHANISM DESIGNABSTRACTWelding positioner has become indispensable manufacturing equipment, in the welding area it designated as welding auxiliary machines. Series and products specifications on the type of case, has been available, and nearly a dozen more series, more than one hundred varieties and specifications, is forming a new industry.This subject is designed to load 1.0t parts, for all position welding of Block Variable-bit machines. Mainly on the welding machine of the rotary turning the control, motor selection, the choice of reducer, worm shaft and bearing all the determination and checking, and so on.The specific process design is based on pre-load and required welding speed to determine the equipment needed to motor types, including: motor speed, rated power, voltage and current, calculated on the basis of this axis and the corresponding parts of the model size, and its associated strength, service life can be checked. Fragment using CAD software, the relevant parts diagram, assembly drawing out.KEY WORDS: welding positioner, reducer, motor type, mechanical design目录摘要 (Ⅰ)ABSTRACT (Ⅱ)目录 (Ⅲ)前言 (1)第一章焊接变位机械性能及结构 (3)§1.1 焊接变位机械 (3)§1.2 焊接变位机械应具备的性能 (3)§1.3 焊接变位机的功能及结构形式 (4)§1.4 主自由度及全功能焊接变位机 (5)第二章焊接变位机方案设计 (6)§2.1 焊接变位机整体方案设计 (6)§2.1.1 座式焊接变位机的用途及结构形式 (6)§2.1.2焊接变位机的驱动系统 (7)§2.1.3 设计方案简介 (7)§2.2 回转机构的设计 (7)§2.2.1 回转机构传动简图 (7)§2.2.2 原始数据 (8)§2.2.3 工作条件 (8)§2.2.4 电动机的选择 (8)第三章回转机构减速器的设计 (9)§3.1 总传动比 (9)§3.2 总传动比的分配 (9)§3.3 传动装置的运动和动力参数设计 (9)§3.3.1 各轴的转速 (9)§3.3.2 各轴的功率 (9)§3.3.3 各轴的转矩 (10)§3.3.4 各数据汇总 (10)§3.4 传动零件的设计 (10)§3.4.1 同步带传动的设计 (10)§3.4.2 第一级蜗杆传动的设计 (12)§3.4.3第二级蜗杆传动的设计 (16)§3.4.4一级蜗杆轴的设计 (19)§3.4.5二级蜗杆轴的设计 (20)§3.4.6二级蜗轮轴的设计 (21)§3.4.7轴的校核 (22)§3.4.8键的选择 (24)第四章翻转机构的设计 (9)§4.1 翻转机构简图 (13)§4.2 原始数据 (14)§4.3 电动机的选择 (14)§4.4 总传动比 (9)§4.5 总传动比的分配 (9)§4.6 传动装置的运动和动力参数设计 (9)§4.6.1 各轴的转速 (9)§4.6.2 各轴的功率 (9)§4.6.3 各轴的转矩 (10)§4.6.4 各数据汇总 (10)§4.7 传动零件的设计 (10)§4.7.1 同步带传动的设计 (10)§4.7.2 第一级蜗杆传动的设计 (12)§4.7.3第二级蜗杆传动的设计 (16)§4.7.4一级蜗杆轴的设计 (19)§4.7.5二级蜗杆轴的设计 (20)§4.7.6二级蜗轮轴的设计 (21)§4.7.7连接轴的设计 (21)§4.7.8轴的校核 (22)§4.7.9键的选择 (24)结论 (25)致谢 (26)参考文献 (27)外文资料翻译 (28)前言在我国,乃至世界范围内,有关焊接变位机的基本概念、型式与分类、主要技术参数等存在不统一的问题,甚至存在某些量纲混淆问题。
1.5t手动式座式焊接变位机计算书
毕业设计(论文)摘要在我国,焊接变位机已成为制造业的一种不可缺少的设备,在焊接领域把他划为焊接辅机。
近十年来,这一产品在我国工程机械行业,有了较大的发展,并获得了广泛的应用,其型式和品种规格约有十余个系列、百余个品种,正在逐步形成一个新兴行业。
使用焊接变位机械可缩短焊接辅助时间,提高劳动生产率,减轻工人劳动强度,保证和改善焊接质量,并可充分发挥各种焊接方法的效能。
本设计题目是设计载重1.5t可进行全位置焊接的手动式座式焊接变位机械。
1.5t手动焊接变位机正是当前众多焊接机械产品的一种,它通过一些机械传动机构,用来实现焊接工件的回转、倾斜,使得焊工操作的更加方便快捷,提高工作效率。
回转机构主要由电动机、二级蜗杆减速器、工作台组成,电动机与减速机之间靠同步齿形带传动。
同步齿形带传动可以增强传动系统的稳定性。
这种结构具有调速范围宽、运行平稳等优点。
倾斜机构采用人工手柄直接驱动蜗杆带动连接回转机构的扇形蜗轮,以此实现工作台的倾斜。
蜗轮蜗杆的自锁性可以保证工作过程的安全性。
关键词:手动式焊接变位机回转机构二级蜗杆减速器倾斜机构ABSTRACTWelding positioner has become an indispensable device of manufacturing field in our country. It is divided into Auxiliary machinery. This product has gained lots of progress and been access to a wide range of applications in Construction machinery field last decade. The products specifications on the type of case, has been available, and nearly a dozen more series, more than one hundred varieties and specifications, and is forming a new industry.It can not only reduce auxiliary time in welding, lout also improve labor productivity. The welding positioner can assure and improve product quality, and make the most of performance of various welding methods.This subject is designed to load 1500Kg, for all position welding of Block Variable-bit machines.1.5t of manual welding positioner is currently a large number of welding machinery products, which by some mechanical drive mechanism used to achieve the welding of the work piece rotation, tilt, making the welding operation faster and more convenient, improve work efficiency. The rotary organization is made up of electromotor,secondary worm gear and worm reducer and bench.The drive of electromotor and reduction is based on the synchronous gearing-shaped belt.The synchronous gearing-shaped belt make the system running smoothly.This structure has a wide range of speed regulation and running smoothly. The work of tilt institution is realized baste on handle, which drive the worm gear on rotary organization through worm directly.Self-locking of worm and worm gear make the process is safe.KEY WORDS: manual type welding displacements machine rotary organization secondary worm gear and worm reducer Tilt institutions目录第1章前言 (1)1.1开发焊接变位机的意义和目的 (1)1.2焊接变位机目前的发展状况 (1)第2章总体设计 (4)2.1 概述 (4)2.2 设计要求 (5)2.3技术要求 (5)2.4总体方案与总体参数确定 (5)第3章回转机构设计 (7)3.1确定传动方案 (7)3.2 确定传动方案 (7)3.3 箱体外部分设计 (7)3.4 减速机设计 (12)第4章倾斜机构设计 (34)4.1 已知 (34)4.2 确定传动方案 (34)4.3 蜗杆传动设计 (34)4.4 轴的设计 (37)4.5 倾斜轴的设计 (40)4.6 扇形蜗轮与回转箱体螺栓连接的设计 (41)第5章轴承的选择校核及轴承盖的设计 (43)5.1回转机构的轴承校核 (43)5.2倾斜机构的轴承校核 (48)5.3 轴承的润滑 (53)5.4轴承盖的设计 (54)第6章键的选择及校核 (59)6.1带轮的键 (59)6.2减速机中间轴蜗轮上的键 (59)6.3减速机轴 上蜗轮的键 (60)6.4连接工作台的键 (60)6.5连接手柄的键 (60)第7章其他重要结构设计 (62)7.1减速机箱体设计 (62)7.2套筒设计 (63)第8章毕业设计小节 (64)参考文献 (65)附:英文原文英文翻译毕业实习报告2.4.1总体方案设计3.工作台倾斜速度:0.5r/min4.工作台最大回转力矩:1800N.m5.工作台最大倾斜力矩:5600N.m6.工作台倾斜角度: 0°~120°7.回转机构动力:电机8.倾斜机构动力:手动2.3技术要求1.焊接变位机要有较宽的调速范围,稳定的焊接运行速度,以及良好的结构刚度;2.对焊件的尺寸和形状要有一定的适用性;3.在传动链中,应具有一级反行程自锁传动,以免动力源突然切断时,焊件因重量力作用而发生事故;4.工作台面要有较高的强度和抗冲击性能。
史上最全焊接专业英语词汇,绝对会用得到!
史上最全焊接专业英语词汇,绝对会用得到!金粉们,史上最全的焊接专业英语词汇来了!此文有按汉字排序的,也有以英文字母排序,实乃工作学习之必备良品!还说啥呢,赶紧收藏吧!(因篇幅有限,分两期发布。
有好东西,天再晚,夜再深也要马上分享给大家。
因为好多位金粉点播此内容,希望你们能满意。
)保护气体shielding gas变形 deformation波浪变形buckling distortion补焊repair welding残余应力residual-stress层状撕裂 Lamellar Tear插销试验Implant T est常规力学性能convention mechanics performance超声波探伤 ultrasonic inspection衬垫焊welding with backing船形焊fillet welding in the flat position磁粉探伤 magnetic particle inspection粗滴过渡 globular transfer脆性断裂 brittlement fracture淬火 vt. quench n. ~ing错边变形 dislocating distortion搭接 lap welding打底焊backing welding单道焊single-pass welding单面焊welding by one side导电嘴wire guide ;contact tube等离子弧焊plasma welding低合金钢 low alloy steel点焊 spot welding电弧动特性 dynamic characteristic电弧焊 electric arc welding电弧静特性 static characteristic电极electrode电流current电压voltage电源power supply;power source电阻焊 resistance welding调修correct定位焊 tack welding短路过渡 short circuiting transfer段焊tack断续焊intermittent welding堆焊surfacing;build up welding对接butt welding钝边 root face多层焊multi-layer welding多道焊multi-pass welding二氧化碳气体保护焊 carbon-dioxide arc welding 反接reversed polarity;positive electrode返修焊rewelding飞溅splash飞溅spatter分段多层焊 block sequence welding分段退焊 backstep sequence封底焊back welding;sealing welding缝焊seam welding根部间隙 root gap;root opening固体夹杂solid inclusions过热区overheated zone焊道bead焊缝seam welding焊缝凹度concavity焊缝成形系数 form factor(of the weld )焊缝代号welding symbols焊缝厚度 weld throat thickness焊缝金属weld metal焊缝宽度weld width焊缝凸度 convexity焊根root of weld焊后热处理 postweld heat treatment焊机welding machine焊剂fluxes焊脚尺寸 fillet weld size;size of a fillet weld焊接变位机welding positioner焊接变位机positioner焊接材料 welding material焊接残余变形 welding residual deformation焊接翻转机welding tilter焊接工艺welding technology焊接工艺参数 welding condition(welding parameter) 焊接工艺评定evaluation about technology of welding 焊接工作台 welding bench焊接规范welding norm ;welding specifation焊接机器人 welding robot焊接技术 welding technique焊接夹具 fixture焊接缺陷 crack imcomplete penatration焊接热循环 weld thermal cycle焊接熔池 welding pool焊接顺序welding sequence焊接速度 welding speed焊接位置 position of welding焊接温度场 welding temperature field焊接性weldability焊接性weldability焊接应力 welding stress焊瘤overlap焊枪welding gun焊丝 welding wire焊条 welding rod;electrode焊趾 toe of weld横焊horizontal position welding横向收缩变形transverse shringkage distortion 后热postheat弧长length of arc弧坑裂纹 crater crack划线criibing混合比mixing ratio基本尺寸 basic dimensions激光焊laser beam welding夹紧力clamping force间隙 gap减压器pressure regulator交流 alternating current角变形angular distortion角接 fillet welding接头 joint近缝区Near Weld Zone开焊接坡口bevelling快速割嘴 nozzle for high-flame cutting 扩散焊diffusion welding冷裂纹Cold Cracking立焊vertical position welding连续焊continuous welding流量 the rate of flow流量计flowmetre螺旋变形twisting distortion埋弧焊 submerged arc welding脉冲氩弧焊 plused argon arc welding密封性检验 leak test摩擦焊 friction welding母材basic material内应力 internal stress耐压检验 pressure test挠曲变形bending distortion扭曲变形 distormation喷射过渡 spray transfer喷嘴nozzle疲劳性能 fatigue property平焊flat position welding坡口 groove坡口角度groove angle气孔gas cavity气密性检验 air tight test气体保护电弧焊 gas shielding arc welding 钎焊brazing;soldering切割 cut氢致裂纹 Hgdrogen induced Crack清根back chipping缺陷imperfection缺陷分级 classification for imperfection 热烈纹heat crack热烈纹 Hot Cracking热应力thermal stress热影响区 Heat Affected ZoneAactual weld-throat thick-ness焊缝厚度all-around weld (整周焊缝)环焊缝angle butt weld斜对接焊angle weld角焊appearance of weld焊缝成形arc-seam weld电弧缝焊arc-spot weld电弧点焊arc-weld电弧焊arc welding 弧焊aspect ratio of weld焊缝成形系数at weld edge在焊缝边上attachment weld连接焊缝automatic spot weld自动点焊法automatic weld自动焊接axis of a weld焊缝中心线; 焊接轴线axis of weld焊缝轴线; 焊接轴线arc seam weld电弧缝焊缝arc spot weld 电弧焊点arc strike 碰弧as–brazed 钎接态as–welded 焊态argon (shielded) arc welding氩弧焊接argon tungsten-arc welding钨极氩弧焊argon-arc welding氩弧焊argonaut welding自动氩弧焊atomic H welding氢原子焊atomic hydrogen welding原子氢焊atomic-hydrogen welding原子氢焊接austenite welding不锈钢焊接autogenous pressure welding自动压合热焊autogenous welding气焊automatic arc welding head自动电弧焊接机头automatic arc welding machine自动电焊机; 自动弧焊机automatic drying line for welding electrode电焊条自动烘焙线automatic slag pool welding自动电渣焊automatic spot welding自动点焊automatic submerged arc welding自动埋弧焊automatic submerged slag welding of rail钢轨自动埋弧电弧焊automatic submerged-arc welding machine埋弧自动焊机automatic transverse welding横向自动焊automatic welding自动焊; 自动焊接automatic welding head自动焊头automatic welding machine自动焊接机automatic welding of circumferential seams环缝自动焊automatic welding process自动焊接工艺规程automation of welding焊接自动化arc-welded pipe弧焊管arc-welded steel pipe电弧焊接钢管around openings for welded attachments环绕焊接附件孔口as welded焊态(金属加工微信提供)as-welded焊后状态automatic arc welded tube自动电弧焊缝管air-acetylene welding空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊all-welded全焊接all-welded construction全焊结构automatic spot weld 自动点焊法AC & D. C. arc welding machine交直流弧焊机AC arc welding交流电弧焊AC gas metal-arc welding process交流熔化极气保护焊AC gas tungsten arc welding交流钨极气保护焊AC welding set交流焊机; 交流焊接变压器AC-dc welding machine交直流两用焊机acetylene welding气焊; 乙炔焊; 乙炔焊接acetylene welding torch乙炔焊炬; 乙炔接焊吹管air-acetylene welding空气-乙炔焊接all-position welding全位置焊接alloy steel gas welding rod合金钢气焊条alternating current arc welding交流电弧焊alternating current welding machine交流电焊机aluminium alloy arc welding electrode铝合金焊条aluminothermic welding铝热焊; 铸焊angle backwards welding后倾焊axial bend test纵弯试验angle butt welding斜口对接焊angle forwards welding前倾焊annealing welding wave退火焊波antogenous welding氧炔焊apparatus for butt welding平接压焊夹具arc braze welding电弧钎焊arc flash welding电弧闪光焊arc spot welding电铆焊arc stud welding柱钉电弧焊; 螺柱电弧焊arc voltage feedback controlling arc welding弧压反馈电弧焊arc welding电弧焊; 电弧焊接; 弧焊arc welding electrode电弧焊条(金属加工微信提供)arc welding generator电弧焊接用发电机; 弧焊发电机arc welding generator with independent excitation自激弧焊发电机; 他激电焊发电机arc welding generator with self-excitation自激电焊发电机arc welding machine弧焊机; 电焊机; 电弧焊机arc welding mask电弧焊遮罩arc welding process电弧焊接工艺过程arc welding rectifier弧焊整流器arc welding robot弧焊机器人arc welding set电弧焊机组arc welding transformer弧焊变压器arc-welding electrode电弧焊用焊条arc-welding plant电焊厂arcogen welding电弧氧乙炔焊air-acetylene welding空气-乙炔焊接aircomatic welding自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding铸焊, 铝热剂焊接argon arc welding氩弧焊(金属加工微信提供)argon shielded arc welding氩护电弧焊austenite welding不锈钢(焊条)焊接automatic slag-pool welding自动电渣焊automatic submerged arc welding自动埋弧焊Bback of weld焊缝背面back gouging 背面清根backing 衬垫backing gas 背面保护气base metal 母材backing groove of weld焊缝反面坡口backing weld底焊; 底焊焊缝bare metal arc weld裸焊条电弧焊bead weld珠焊; 堆焊bead-on-plate weld堆焊焊缝beading weld凸焊beam-to-beam weld梁间焊接; 梁式引线焊接block sequence weld分段多层焊bond weld钢轨接头焊接bridge seam weld桥缝焊接; 桥线焊brize weld硬焊braze 钎接接头brazer 钎接工brazing 钎接butt weld对接焊缝butt weld ends对头焊接端butt-weld碰焊; 平式焊接; 对头焊接butt-weld in the downhand position对接平焊butt-weld joint对头焊接butt-weld pipe mill对焊管轧机button spot weld按电钮点焊back hand welding后退焊; 反手焊接back step welding反手焊接back ward welding反手焊接back welding底焊; 退焊法back-step welding分段退焊法backhand welding逆向焊; 右焊法; 后焊法; 向后焊backing welding打底焊backstep welding分段逆焊; 分段退焊; 反向焊; 逐步退焊法; 逆向焊backstep welding sequence分段退焊次序backward welding后倾焊; 后退焊; 向右焊balanced welding对称焊bare welding rod光焊条bare wire arc welding光焊丝电弧焊bead welding窄焊道焊接bench arc welding machine台式弧焊机bevel welding斜角焊blacksmith welding锻工焊接; 锻焊block sequence welding分段多层焊; 分段连续焊接block welding块焊接big diameter welded tube大口径焊缝管blacksmith welded joint煅接接头butt welded (bw)对焊机butt welded seam对焊缝butt-welded drill对头焊接钻头butt-welded joint对焊接头butt-welded pipe对缝焊接管butt-welded rail ends对焊轨端butt-welded tube对缝焊管; 对焊钢管; 对口焊接钢管butt-welded with square ends方头对焊braze welding硬焊, 铜焊, 钎焊butt welding对接焊, 对焊butt weld对接焊缝blasting welding factory爆破焊接厂braze welding 硬焊, 铜焊, 钎焊butt welding 对接焊, 对焊butt weld 对接焊缝backing run; backing weld打底焊道block welding sequence分段多层焊body welding machine罐身焊接机both sides welding双面焊接brass welding rod黄铜焊条braze welding钎焊; 钎焊接; 钎接; 铜焊braze-welding钎接焊bridge spot welding带接合板点焊; 单面衬垫点焊; 单面搭板点焊bridge welding桥接焊; 盖板焊brize welding硬焊build (built) up welding堆焊build-up welding堆焊building-up by welding堆焊butt resistance welding电阻对焊; 对接电阻焊butt seam welding对接滚焊butt seam welding machine对接缝焊机butt welding对接焊; 平对焊butt welding machine对接焊机butt welding process对接焊法butt-welding对接焊butt-welding machine对焊机Ccap weld最后焊层; 盖面焊缝carbon content of weld materials焊接材料的碳含量cast-weld construction铸焊结构caulk weld填缝焊contour weld 特形焊接concave fillet weld 凹角焊carbon arc weld 碳极弧焊capability of welding vertically upwards直上焊接能力capacitor-discharge welding电容放电焊接carbon arc welding碳弧焊; 碳极弧焊carbon in materials for welding焊接用材料中的碳carbon-dioxide arc welding二氧化碳保护焊carriage of automatic welding machine自动焊机走架cascade welding阶梯式焊; 山形多层焊cascade welding sequence串级叠置法cast welding铸焊concave fillet weld凹形角焊缝carbon arc weld碳极弧焊concave fillet weld凹角焊contour weld特形焊接cement-welding金属陶瓷焊接centralized installation of welding machine多站焊接chain intermittent fillet welding并列断续角焊缝; 链式断续角焊chemical welding化学焊circular seam welding环缝对接焊circular seam-welding machine环形滚焊机cleaning before welding焊接前的清理cleaning of welding deposits焊接沉积的清理closed butt gas pressure welding闭式加压气焊cold welding冷焊; 冷压焊cold-pressure welding冷压焊combined cutting and welding torch焊割两用炬combined cutting and-welding blow-pipe焊割两用炬combined thermit welding加压铸焊complete penetraction and fusion in welding全焊透complete fusion 完全熔合caulking weld密实焊缝chain intermittent fillet weld链式分段角焊; 并列间断角焊缝chain intermittent weld并列焊接circular weld环形焊缝circumferential weld环缝; 环焊缝cleft weld裂口焊closed weld底边无缝焊; 无间隙焊缝closed-chamber fusion weld闭室熔焊cluster weld丛聚焊缝coil weld 卷板对接焊; 卷板对接焊; 板卷焊cold weld 冷压接commutator-controlled weld 换向控制焊接complete penetration butt weld 贯穿对焊composite weld 紧密焊缝; 强度密封焊缝concave filled weld 凹形角焊缝concave filler weld 凹角焊concave fillet weld 凹面填角焊concave weld 凹焊缝; 凹面焊; 凹形焊缝; 轻型焊connective weld 联系焊缝continuous butt-weld mill 连续式炉焊管机组continuous fillet weld连续(填)角焊缝; 连续角焊缝; 连续贴角焊continuous weld 连续焊缝continuous weld process连续式炉焊管法contour weld 特形焊接convex fillet weld 凸角焊缝; 凸形角焊缝convex weld 凸焊缝; 凸形焊缝copper weld wire 包铜钢丝corner flange weld 单卷边角焊缝corner weld 角焊corner-flange weld 卷边角焊缝; 卷边角焊缝crack of weld 焊部裂纹cross weld十字交叉焊缝; 横向焊缝cross-wire weld十字焊crotch weld 楔接锻接; 楔接焊接cup weld 带盖板焊缝condenser (discharge) spot-welding machine 电容器放电点焊机condenser discharge spot welding 电容储能点焊; 电容贮能点焊constant current welding machine 恒流电焊机constant energy welding machine 恒功率电焊机constant voltage welding machine 恒压电焊机constant-current arc welding power source 垂降特性弧焊电源constant-current welding source 恒流式焊接电源constant-power welding source 恒功率式焊接电源constant-pressure pressure welding 恒压压力焊constant-temperature pressure welding恒温压力焊constant-voltage welding machine恒电压焊机constant-voltage welding source恒压式焊接电源; 平特性焊接电源consumable electrode welding 熔化极电弧焊consumable guide electroslag welding自耗定向电渣焊contact welding 接触焊continuous feed welding 连续送丝电弧焊continuous welding 连续焊; 连续焊接contour welding 绕焊controlled arc welding 可控电弧焊接controlled atmosohere arc welding 充气室电弧焊controlled atmospere arc welding 充气式电弧焊controlled tungsten-arc welding 自动控制弧长的钨极电弧焊controlled-transfer welding 可控过渡电弧焊convex fillet welding 凸面角焊缝copper arc welding electrode 铜焊条copper welding rod 铜焊条copper-alloy arc welding electrode 铜合金焊条copper-aluminium welding rod 铜铝焊条copper-nickel welding rod 铜镍焊条copper-silicon welding rod 铜硅焊条copper-tin welding rod 铜锡焊条copper-zinc welding rod 铜锌焊条core welding-wire 焊芯core wire for welding rod 焊条芯线corrosion due to welding 焊接腐蚀cosmetic welding 盖面焊cover chain welding 链节式药皮包丝焊接CO2 arc welding machine 二氧化碳弧焊机cracking test for automatic welding 自动焊抗裂试验crankshaft flashbutt welding 曲轴电阻弧花压焊cross welding 横向焊缝cyc-arc welding 圆环电弧焊cast welded rail joint 铸焊钢轨接头continuous welded rail 连续焊接钢轨carbon arc welding 碳弧焊carbon dioxide gas arc welding二氧化碳气体保护焊Ddepth of weld焊接深度dissimilar weld metal不同的焊接金属; 不同金属的焊接distance between the toes of a weld焊缝宽度double groove weld双面坡口焊缝double-bevel groove weld双斜边坡口焊缝; 双斜坡口焊double-flanged butt weld双弯边对接焊缝double-V groove weld双斜边坡口焊缝; 双斜坡口焊downhand weld平焊缝duplex spot weld双点点焊接头deck welding重力焊double fillet welded T-joint双面丁字形焊接double-welded butt joint双面焊对接接头double-welded lap joint双面焊搭接接头deep fillet welding深熔角焊downhand welding俯焊downward welding平焊, 俯焊downhand weld 平焊缝double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝deep fillet welding深角焊deep penetration welding深熔焊deep penetration welding electrode深熔焊条deep welding深焊die welding模焊; 冲模堆焊diesel engine driven DC arc welding machine柴油机驱动直流弧焊机differential-excited welding generator差激电焊发电机diffusion welding扩散焊接direct spot welding双面点焊direct welding双面点焊direction of welding焊接方位; 焊接方向discontinuous welding断续焊dot welding点焊double carbon-arc welding间接碳弧焊double side welding双面焊接down-hand welding俯焊downhand welding平焊downward welding in the inclined position下坡焊downward welding in the vertical position向下立焊dual-arc welding双弧焊double-bevel groove weld双斜边坡口焊缝, K形坡口焊缝downhand weld平焊缝Eedge joint weld边缘焊edge weld端接焊; 端接焊缝; 端面焊缝; 对边焊electric resistance weld mill电阻焊管机electric weld-pipe mill电焊管机groove weld坡口焊; 坡口焊缝; 有坡口焊缝; 凹槽焊electric-weld pipe mill电焊管机emporary weld临时点定焊缝excess weld metal焊缝补强金属; 补强; 补强焊料; 补强金属excess weld metal(焊缝的)余高explosive weld爆炸焊接electric welded anchor cable电焊锚链electric welded steel pipe电焊钢管electric-resistance-welded steel pipe电阻焊钢管electric-welded pipe电焊管electrically welded tube电焊管expanded and welded tube joint胀焊electric butt welding welding电阻接触焊electrogas welding气电焊electrogas flux-cored welding气电管状焊条焊接electro-beam welding电子束焊接electrode [electrical arc] welding电弧焊electron-bombardment welding真空电子束焊electronic arc welding直流电弧焊electrons leaves welding电子束焊接electropercussive welding电冲击焊, 电接触焊, 电点焊electroslag welding电渣焊electrostatic percussion welding静电焊接eutectic welding低温焊exothermic welding铝热焊edge seam welding端面接头滚焊edge welding边缘焊接edgewise welding沿边焊接electric and pressure welding电压力焊接electric arc spot welding电弧点焊electric arc welding generators电弧焊接发电机electric arc welding machine电弧焊机electric butt welding电阻接触焊electric resistance welding电阻焊接; 热电阻焊electric slag welding电渣焊electric spot welding电点焊electric welding电焊electric welding cast copper solder铸铜电焊条electric welding equipment电焊设备electric welding generator电焊发电机electric welding hammer电焊锤electric welding machine电焊机electric welding plant电焊厂electric welding pliers电焊钳electric welding rod电焊条electric welding strip电焊片electric-arc welding电弧焊electric-resistance seam-welding电阻缝焊explosive welding爆炸焊接edge weld端接焊缝explosive weld 爆炸焊接explosive weld爆炸焊接Fface of weld焊缝表面; 焊接面fibrous weld纤维状焊缝field weld现场焊接filler weld填角焊缝fillet weld角焊缝; 填角焊; 贴角焊fillet weld in normal shear (搭接接头的)正面角焊缝fillet weld in parallel shear侧面角焊缝; 侧面填角焊fillet weld in the flat position角接平焊; 水平角焊缝fillet weld in the horizontal position横向角焊缝fillet weld size焊角尺寸; 填角焊缝尺寸flame weld火焰焊接flange weld卷边焊缝; 卷边焊缝flange-to-web weld卷边焊缝; 卷边焊缝flanged butt weld弯边对接焊flanged edge weld卷边焊; 卷边焊flash butt weld闪光焊flash weld闪速对焊flat faced fillet weld平顶角焊缝焊接flat fillet weld平角焊ing of fillet weld角焊缝平焊; 船形角焊flush fillet weld平角焊flush weld削平补强的焊缝; 平焊接; 无加强高的焊缝forge weld锻焊焊缝forged weld (焊后锻压的)锻压焊缝form factor of the weld焊缝成形系数formation of weld焊缝成形front fillet weld正侧面填角焊缝; 正面填角焊front(al) fillet weld正面角焊缝full fillet weld满角焊缝; 全角焊full penetration butt weld满对接焊full weld满焊full-fillet weld满角焊full-sized weld全尺寸焊缝full-strength weld (与母材等强)等强焊缝fillet welding (填角焊)贴角焊fillet welding in the downhand position船形角焊fillet welding in the flat position船形焊fillet welding in the horizontal position横角焊fillet welding in the vertical position立角焊fine welding精密焊接fine wire welding细丝焊fire cracker welding躺焊fire welding锻焊; 锻接fixed welding machine固定式焊机fixed-position welding定位焊接flame welding熔气焊flare welding喇叭形坡口焊接flash butt welding闪光对焊; 闪光对接焊flash welding闪光电弧焊; 闪光焊; 闪焊; 火花电弧焊; 火花对焊flash-butt welding电阻闪光焊接flashover welding闪光焊flat position welding平焊; 顶面平卧焊flat position welding of fillet weld角焊缝平焊; 船形角焊flat welding平卧焊(金属加工微信提供)flexible welding rod软焊条flexible wire for electric welding电焊软线flow welding流注焊接; 浇焊fluid welding流焊flux-cored welding包芯焊条焊接fly-wheel type friction welding贮能摩擦焊; 储能摩擦焊flywheel friction welding惯性摩擦焊forehand welding向前焊; 向左焊; 左焊法; 左向焊; 正手焊forge welding锻焊; 锻接焊forward welding正手焊; 左焊法; 左向焊; 前进焊; 前倾焊; 向前焊friction welding摩擦焊; 摩擦焊接friction welding machine摩擦焊接机frontal fillet welding正面角焊full automatic welding全自动焊full-automatic arc welding全自动电弧焊full-fillet welding满角焊full-fusion thermit welding热剂铸焊full-fusion welding全熔合焊full-length welding满焊fusion pressure welding熔化压接fusion thermit welding热剂熔焊; 熔化铝热焊fusion type plasma arc welding熔透型等离子弧焊fusion type welding熔透型焊接法fusion welding熔焊接fillet welded joint填角焊缝forge-welded (monolayered) cylinder锻焊式单层圆筒forged and welded vessel锻焊式容器fine welding精密焊接fine wire welding细丝焊接fire cracker welding躺焊fixed-position welding定位焊接flare welding喇叭形坡口焊接flash butt welding闪光对接焊flat position welding(顶面)平卧焊flux-cored welding包芯焊条焊接flat position of welding平焊位置forehand welding顺手焊接foreward welding左焊法fusion welding熔焊fusion pressure welding熔化压接fusion thermit welding熔化铅热焊furnace butt-welded pipe对接炉焊管flywheel type friction welding; inertia welding储能摩擦焊fusion welding metal熔焊金属fabrication weldability工艺焊接性Ggap weld特殊点焊; 双极单点焊gas-pressure weld气压焊girth weld环形焊缝gravity weld倚焊groove-weld joint有坡口焊接接头galvanized and welded steel pipe镀锌焊缝钢管galvanized electric welded mesh镀锌电焊网galvanized welded tube镀锌焊缝管galvanized welded wire mesh镀锌电焊网gas welded joint气焊接头guided-bend test for butt welded joint对接接头靠模弯曲试验gas-electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊, 熔化极气体保护焊gas shielded arc welding气体保护焊, 气体保护弧焊gas shielded magnetic flux arc welding磁性焊剂气体保护焊gas torch welding炬焊gas tungsten arc welding钨电极惰性气体保护焊girth welding环缝焊接gravity welding重力焊, 重力式电弧焊gas carbon-arc welding气保护碳弧焊gas electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊gas metal-arc welding气保护金属极电弧焊gas shield welding气体保护弧焊gas shielded arc welding气体保护电弧焊; 气体保护焊gas shielded arc welding machine气保护弧焊机gas shielded arc-welding machine气体保护弧焊机gas shielded magnetic flux arc welding磁性焊剂气体保护电弧焊gas shielded metal-arc welding气体保护金属弧焊gas shielded welding气体保护焊gas torch welding气炬焊gas tungsten arc welding气体保护钨极电弧焊gas tungsten-arc welding气保护钨极电弧焊gas tungstun arc welding钨极气体保护焊gas welding气焊; 乙炔焊gas welding device气焊设备gas welding equipment气焊设备gas welding machine气焊机gas welding outfit气焊机gas welding rod气焊焊丝gas welding rubber hose气焊橡胶管gas welding technique气焊工艺gas welding torch butt气焊进气硬管gas welding tube mill瓦斯焊接机gas welding work气焊工作gas-arc welding气电焊; 气体保护电弧焊gas-arc welding gun气电焊焊嘴gas-press welding气压焊gas-pressure welding machine气压焊接机gas-shielded stud welding气保护柱钉焊接girth welding环缝横向焊接gravity type arc welding重力焊gravity type welding倚焊gravity welding重力焊; 重力式电弧焊groove welding槽焊; 坡口焊; 开槽焊guided automatic welding导向自动焊接gun welding machine手提式点焊机; 点焊枪gas-pressure weld 气压焊groove weld 坡口焊gas-pressure weld气压焊groove weld坡口焊Hhammer weld锻焊hand weld手焊焊缝height of reinforcement of weld加强焊缝高度helical-weld pipe螺旋焊管high performance weld flux高性能焊剂horizontal fillet weld横向角缝焊接horizontal weld横向焊缝horizontal-vertical fillet weld横向垂直角焊缝hot weld encapsulation热焊封袋hydraulic automatic weld液压自动焊接hydraulic weld process液压焊接法horizontal bend test横弯试验handhole with butt welded flange对焊法兰手孔helically welded tube螺旋焊接管helically-welded case螺旋焊接壳体high frequency welded spiral fin tube高频焊接high strength welded pipe高强度焊接管high strength welded steelpipe高强度焊接钢管high-frequency electric welded steel pipe高频电焊钢管high-frequency straight seam welded pipe高频直缝焊接钢管holes in joints of welded vessels焊接容器接头处的孔hammer welding锻接(金属加工微信提供)hard facing arc welding表面加硬电弧焊heated-tool welding热烙铁焊接helium shielded welding氦气保护焊接hidden arc welding潜弧焊, 埋弧焊high-frequency induction welding高频感应焊接horizontal fillet welding水平角焊接horizontal-rolled-position welding滚动水平焊, 水平转动焊接hydrogen atomic welding原子氢焊接high strength weldable aluminium alloy高强度可焊铝合金属high strength weldable aluminium alloy高强度可焊铝合金hafnium welding wire铪焊丝hammer welding锻焊; 锻接; 锤焊hammered resistance welding锤锻电阻焊; 电阻加热锻焊hand welding holdet手焊焊把hard-welding硬质合金熔焊hammer welded pipe锻焊管heliarc weld氦弧焊horizontal position of welding横焊位置(未完待续)。
0.1t普通座式焊接变位机设计
优秀设计0.1t普通座式焊接变位机摘要焊接变位机是一种焊接辅助设备,它与焊接操作机、焊接滚轮架并称为焊接辅助设备中三大机。
焊接变位机是应焊接行业的机械化、自动化发展需要而产生的。
焊接变位机作为一种焊接配套设备,用于管子横向对接焊接,管子与法兰内外环缝焊接,管子对管子全位置焊接。
焊接变位机可水平翻转角度,通过工作台的回转及翻转运动使工件上焊缝处于最理想的位置进行焊接,从而大大提高焊缝质量,减轻焊工劳动强度,尤其是适合焊接各种轴类、盘类、筒体等回转工件的理想设备。
本设计分析了解国内外焊接变位机的发展状况、以及焊接变位机在焊接机器人中的应用,设计了一种0.1吨小型座式焊接变位机。
该变位机具有两个自由度,有两套独立的驱动和传动装置。
可以方便实现工件的旋转和倾斜翻转,从而能使焊缝变化到平焊位置或“船形”位置。
文中对驱动力的计算、机架的设计进行了说明,尤其是对传动装置的设计进行了重点说明。
本焊接变位机采用直流电机—减速机驱动工作台回转并倾斜,具有运动精度高、惯量小、制动性和稳定性好,可实现无级调速,方便实现正反转等优点。
批量生产可获得比较高的经济效益。
关键词:焊接变位机;变位自由度;焊接辅机;焊接自动化设备;AbstractWelding positioner is a kind of welding auxiliary equipment, it was known as the three planes in welding auxiliary equipment with welding manipulator, welding roller bed. Welding positioner was designed with the development of welding industry mechanization, and automation. As a welding auxiliary machine, welding positioner was used in pipe′s landscape orientation welding, pipe and flange′s inside and outside central linking welding, pipe welding in all location. Though the gyration and retroflexion of the workbench, the welding positioner can make the welding line to an ideal position, which can improve the quality of the welded joint, reduce welder’s workload. It is ideal equipment especially fit to weld the kinds of workpiece, just like the shaft, tray, canister, and so on.By understanding the welding positioner′ s development in domestic and overseas, and the positioner used in welding robot is described in the paper. A small block 0.1 ton s of welding positioner is designed. The positioner has two freedoms of motions and two unattached formula driving device and gearing. It can easily achieve the gyration and the inclination of the workpiece, thereby changing welding seam to downhand position or “ship form” position.the count of driving power is calculated, the framework of the welding positioner is designed, especially the gearing.This welding positioner used DC motor and slowdown plane to drive the workbench to gyration or inclination. It has some advantages, such as a high-precision movement, inertia small, good braking and stability. It also can easily achieve stepless speed regulation, positive or negative turns. Because of its notables economic benefit, if it would been produced largely.Key words:welding positioner,freedom of deflection,welding auxiliary machine,welding automatic equipment.目录第一章绪论 (1)1.1 设计焊接变位机的意义 (1)1.2 国内外焊接变位机发展简介 (1)1.3 我国焊接辅助设备简介 (2)1.3.1 我国焊接辅助设备的发展历程 (2)1.3.2 焊接辅助设备的发展趋势 (3)1.4 关于焊接机器人 (5)1.4.1 国内焊接机器人技术的发展 (5)1.4.2 我国焊接机器人的应用状况 (5)1.4.3 应用焊接机器人的意义 (6)1.4.4 我国焊接机器人应用工程 (7)1.4.5 焊接机器人的最新应用技术 (7)1.5 关于焊接变位机的几个基本定义 (8)1.5.1 焊接变位机的定义 (8)1.5.2 主自由度及全功能焊接变位机 (9)1.5.3 焊接变位机的变位自由度 (9)1.5.4 变位机的第一主参数 -- 额定负荷 (10)1.6 焊接变位机的分类 (11)1.6.1 焊件变位机的类型 (11)1.6.2 焊机变位机械的类型 (13)1.6.3 焊工变位机的类型 (14)1.7 几种常见的焊件变位机的类型及特点 (14)1.8 设计本焊接变位机的目的和意义 (16)第2章总体设计 (17)2.1 本焊接变位机总体设计及适用范围 (17)2.2 设计方案的确定 (17)第3章传动部分设计 (21)3.1 传动部分的总体设计要求 (21)3.2 传动系统的分析和拟定 (21)3.3 本焊接变位机传动系统的确定 (23)3.3.1工作台回转系统 (23)3.3.2 工作台倾斜系统 (23)3.4 电动机的选择 (24)3.4.1 电动机类型的选择 (24)3.4.2 电动机功率的确定 (27)3.4.3电动机转速的验证 (33)3.5 传动比的拟定及确定 (34)3.5.1 总传动比的确定 (34)3.5.2 各级传动装置传动比的分配 (34)3.5.3.计算传动装置的运动和动力参数 (35)3.6 蜗轮、蜗杆的选择及校核 (38)3.6.1 蜗杆传动的特点 (38)3.6.2 蜗杆头数和蜗轮齿数的选择 (39)3.6.3 蜗杆传动的强度计算 (40)3.7 齿轮的设计与校核 (42)3.7.1 工作台倾斜机构中的齿轮的设计与校核 (42)3.8 谐波齿轮减速器的选择 (44)3.9 轴的设计与校核 (46)3.9.1 轴的结构设计原则 (46)3.9.2轴的初估 (47)3.9.3 轴的强度校核 (48)3.10 轴承的选择与校核 (52)3.10.1 轴承的选择 (52)3.10.2 轴承的校核 (52)第4章机架的设计 (55)4.1 机架的设计 (55)4.2 机架焊接结构设计 (56)4.2.1 机架应用焊接结构存在的问题 (56)4.2.2 焊接结构的设计措施 (57)结论 (58)致谢 (59)参考文献 (60)第一章绪论1.1 设计焊接变位机的意义焊接技术自发明至今已有百余年的历史,工业生产中的一切重要产品,如航空、航天及核能工业中产品的生产制造都离不开焊接技术。
一种座式焊接用的变位机[实用新型专利]
![一种座式焊接用的变位机[实用新型专利]](https://img.taocdn.com/s3/m/64b6cb551fd9ad51f01dc281e53a580216fc50e2.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201721551342.8(22)申请日 2017.11.20(73)专利权人 陈惠君地址 363200 福建省漳州市漳浦县绥安镇北大街12号(72)发明人 陈惠君 (51)Int.Cl.B23K 37/047(2006.01)B23K 37/04(2006.01)(54)实用新型名称一种座式焊接用的变位机(57)摘要本实用新型涉及焊接技术领域,尤其涉及一种座式焊接用的变位机,包括:卡盘固定座、转轴、齿轮减速箱;所述卡盘固定座位于齿轮减速箱的上方,且卡盘固定座与齿轮减速箱通过转轴相连接;所述直流电机设置在齿轮减速箱的底部,且直流电机与齿轮减速箱通过固定方式相连接;所述支撑臂位于齿轮减速箱的两侧,且支撑臂与齿轮减速箱通过第一连接轴相连接;所述横梁设置在支撑臂的外壁上,且横梁与支撑臂通过焊接方式相连接。
本实用新型通过以上结构上的改进,具有可多角度调整工件位置,调节性强,结构简单,操作方式简便,传递扭力大,工作稳定性强,实用性强的优点,从而有效的解决了现有装置中存在的问题和不足。
权利要求书1页 说明书4页 附图2页CN 207606462 U 2018.07.13C N 207606462U1.一种座式焊接用的变位机,包括:卡盘固定座(1)、转轴(2)、第一连接轴(3)、齿轮减速箱(4)、直流电机(5)、角度指示盘(6)、支撑臂(7)、油缸(8)、第二连接轴(9)、液压站(10)、滑块(11)、底座(12)、控制箱(13)、锁紧螺栓(14)、滑轨(15)、步进电机(16)、横梁(17)、指示灯(18)、操作键盘(19)、脚踏开关接口(20)、电源接口(21)、基座(22);其特征在于:所述卡盘固定座(1)位于齿轮减速箱(4)的上方,且卡盘固定座(1)与齿轮减速箱(4)通过转轴(2)相连接;所述直流电机(5)设置在齿轮减速箱(4)的底部,且直流电机(5)与齿轮减速箱(4)通过固定方式相连接;所述支撑臂(7)位于齿轮减速箱(4)的两侧,且支撑臂(7)与齿轮减速箱(4)通过第一连接轴(3)相连接;所述第一连接轴(3)的一端与步进电机(16)相连接,支撑臂(7)与齿轮减速箱(4)的连接处设置有角度指示盘(6);所述横梁(17)设置在支撑臂(7)的外壁上,且横梁(17)与支撑臂(7)通过焊接方式相连接;所述底座(12)位于支撑臂(7)的底部,且底座(12)与支撑臂(7)通过第二连接轴(9)相连接;所述基座(22)与底座(12)通过焊接方式相连接,且基座(22)的上方设置有油缸(8);所述横梁(17)与基座(22)通过油缸(8)相连接;所述控制箱(13)位于底座(12)的一侧,且指示灯(18)、操作键盘(19)、脚踏开关接口(20)、电源接口(21)通过嵌入方式设置在控制箱(13)的外壁上;所述滑块(11)设置在底座(12)的底部,且滑块(11)与底座(12)通过焊接方式相连接;所述液压站(10)设置在底座(12)的背部,且液压站(10)与滑块(11)通过焊接方式相连接;所述滑轨(15)位于滑块(11)的底部,且滑轨(15)与滑块(11)通过套合方式相连接;所述锁紧螺栓(14)通过镶嵌方式设置在滑块(11)的外壁上。
焊接变位机资料
.1 关于焊接变位机的几个概念和大体的要求焊接变位机的概念在焊接进程中,咱们常常会碰到焊接变位和选择适合的焊接位置的情形,为了解决这一问题,焊接变位机也就理所应当的显现了。
它能够通过工作台的回转和翻转,使待焊处置于适合位置,专门好的和焊接设备结合利用,实现焊接的自动化,机械化,提高生产效率和焊接质量。
归纳来讲,焊接变位机确实是移动工件,使之待焊部位处以适合易焊接的位置的焊接辅助设备。
选择适合的焊接变位性能提高焊接质量及生产效率,降低工人的劳动强度及生产本钱,增强平安文明生产,有利于现场治理。
专门是入世的冲击,工程机械市场竞争将会愈来愈猛烈,国内企业必需适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
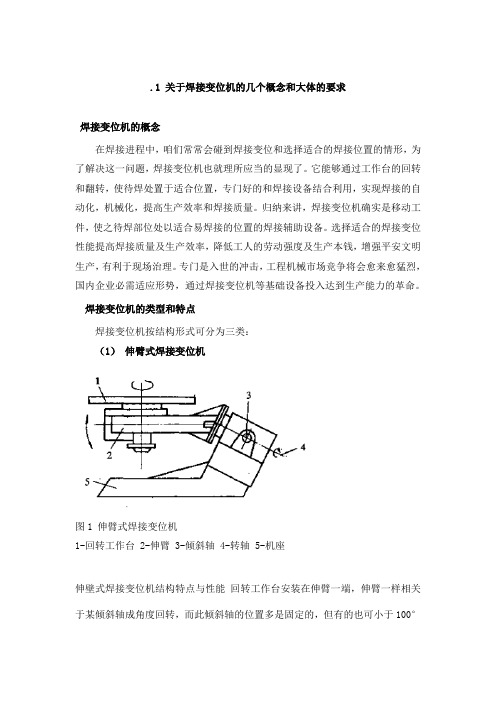
焊接变位机的类型和特点焊接变位机按结构形式可分为三类:(1)伸臂式焊接变位机图1 伸臂式焊接变位机1-回转工作台 2-伸臂 3-倾斜轴 4-转轴 5-机座伸壁式焊接变位机结构特点与性能回转工作台安装在伸臂一端,伸臂一样相关于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜。
该机变位范围大,作业适应性好,但整体稳固性差。
其适用范围为1t以下中小工件的翻转变位。
在手工焊中应用较多。
多为电动机驱动,承载能力在0.5t以下,适用于小型罕有的翻转变位。
也有液压驱动的,承载能力多,适用于结构尺寸不大,但自重较大的焊件。
伸臂式的焊接变位机在手工焊中应用较多。
(2)座式焊接变位机图2 座式焊接变位机1-回转工作台 2-倾斜轴 3-扇形齿轮 4-机座座式焊接变位机工作台有一个整体翻转的自由度。
能够将工作翻转到理想的焊接位置进行焊接。
另外工作台还有一个旋转的自由度。
该种变位机已经系列化生产,要紧用于一些管,盘的焊接。
工作台边同回转机构支承在两边的倾斜轴上,工作台以焊速回转,倾斜边通过扇形齿轮或液压油缸,多在140°的范围内恒速倾斜。
该机稳固性好,一样不用固定在地地基上,搬移方便。
500公斤数控座式焊接变位机设计

500公斤数控座式焊接变位机摘要座式焊接变位机是通过工作台的回转或倾斜,使焊缝处于水平或船形位置的装置,它可以实现与操作机或焊机联控,可应用于各种轴类、盘类、筒体等回转体工件的焊接。
本次设计题目是设计一台500公斤数控座式焊接变位机,可实现焊接工件的回转、倾斜,而且工作台的回转和倾斜运动采用数控控制,以便与机器人配合联动,实现工件上的各类焊缝的自动焊接。
本次设计采用步进电动机进行驱动,直接与无级变速器及涡轮蜗杆减速器机构相连接,以带动工作台转动。
所以控制进入步进电动机的脉冲数量,就可控制工作台转角的大小;控制进入步进电动机的脉冲频率,就可控制工作台的转动速度;改变步进电机中各绕组的通电顺序,便是工作台正传或反转。
因此,该变位机可实现点位控制,并有较高的到位精度。
步进驱动系统采用开环控制,传动机构比较简单,从而设计、调整、维修都很方便。
本次设计的主要内容包括:数控座式焊接变位机的底座、回转机构、倾斜机构等的机械设计、装配图和零件图设计,数控步进电机的选型等。
整个机械系统应简单可靠,操作方便。
编写相应的设计说明书。
关键词:焊接、步进电机、变位机DESIGN OF 500 kg CNC WELDINGDISPLACEMENT MACHINEABSTRACTSeat type welding machine is through the displacement worktable turn or tilt, the weld seam in horizontal or boat form position of the device, which can realize Manipulator or welding machine with but connected controlling, can be applied to various axial, plate, barrel etc of axially symmetrical workpiece welding. This design topic is to design a 500 kilograms NC seat type welding displacements machine, It can realize the fluctuation on turn, tilt, and the rotary and tilt table adopts CNC control, in order to exercise with robot cooperate linkage, realize the of all kinds of workpiece weld automatic welding.This design adapts the stepping motor driven directly and variator and worm and worm reducer institutions, to drive workbench is connected to rotate. So control into stepping motor pulse quantity, can control the size of workbench corner; Control into stepping motor pulse frequency, it can control the rotation speed worktable; Change stepping motor of the winding electrify sequence, days or reverse is workbench. Therefore, this shift machine can realize position control and have higher in position precision. Stepping driving system USES the open loop control, transmission mechanism is simpler, thus design, adjustment, maintenance is very convenient.The design of the main content includes NC seat type welding displacements machine base, such as swing mechanism, the tilt institution of mechanical design, assembly and parts graph design, NC stepping motor selection, etc. The mechanical system should be simple, reliable and convenient operation. Write the corresponding design specification.KEY WORDS:Welding, Stepping motor, Displacements machine目录前言 (2)第1章总体方案拟定 (8)§1.1 焊接变位机概述 (8)§1.1.1 焊接变位机定义 (8)§1.1.2 焊接变位机的类型和特点 (8)§1.1.3 驱动系统 (11)§1.2 总体方案的确定 (12)第2章电动机的选择及传动比的分配 (13)§2.1 电动机的选择 (13)§2.1.1 主要技术参数 (13)§2.1.2 电动机的选择 (14)§2.2.1 回转轴总传动比的计算及其分配 (17)第3章零件设计和选用 (18)§3.1 零件的结构设计 (18)§3.2 回转轴的强度校核 (20)§3.2.1 轴上的受力分析及计算 (20)§3.2 回转轴齿轮强度校核 (24)§3.3 键强度校核 (25)§3.4 轴承的选用 (26)参考文献 (28)致谢 (29)前言焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。
1.0吨普通座式焊接变位机工装设计(全套图纸)
摘要焊接变位机也已成为制造业的一种不可缺少的设备,在焊接领域把它划为焊接辅助机。
就型式系列和品种规格而言,已问世的,约有十余个系列,百余个品种规格,正在形成一个新兴行业。
但是,有关焊接变位机的基本概念、型式与分类、主要技术参数等,存在不统一的问题。
本题目是设计能载重1.0t工件,进行全位置焊接的变位机械。
主要内容是关于焊接时机械的回转翻转的控制、电机选择、减速器的选择、各个轴和齿轮轴承的确定以及校核等等。
设计的具体过程是根据预定的载荷和要求的焊接速度从而确定设备所需要的电机类型,包括:电机的转速、额定功率、电压电流等,在此基础上计算轴的尺寸和相应配件的型号,并且对其进行相关的强度、使用寿命等的校核,然后对一些外购件也进行选择。
最后使用CAD软件将相关的零件图。
总装图绘制出来。
选用的方法主要是机械设计的相关知识,使用到的有材料力学、金属工艺学、Autocad等。
关键词:焊接变位机;机械设计AbstractWelding conjugation plane has become an indispensable manufacturing equipment , which is zoned welding assistant engine in the welding area. Patterns and varieties of specifications on the series, has been developed, some over 10 series, more than 100 varieties of specifications, a newly emerging industries. However, the welding machine conjugation basic concepts, patterns and classification, the main technical parameters, there are not uniform.This topic is designed to load 1.0t working, welding locations throughout the conjugation machinery. Mainly on the subject of welding, mechanical rotation turnover of control, the electrical options, reducer selection, various axle and the wheel bearings and determine accuracy, and so on.The design process is based on specific target load and speed requirements of welding equipment to determine the type of electrical needs, including : the rotational speed electrical, rated power, voltage, current and on the basis of the calculation of axle size and corresponding accessories models, and their associated intensity, and the useful life of accuracy, then for some purchases were also chosen. Finally related to the use of CAD software components map. GAD mapping out.The method chosen mainly mechanical design relevant knowledge, the use of the material mechanics, metal crafts science, Autocad.Keyword : welding conjugation machines, mechanical design.目录第1章绪论 (1)1.1关于焊接变位机的几个定义和基本的要求 (1)1.2 几种常见的焊接变位机的特点 (3)1.3焊接变位机的变位 (5)1.4变位机械中的机械传动机构的选择 (5)1.5变位机的额定载荷 (6)1.6焊接变位机械应具备的性能 (7)1.7国际和国内焊接变位机的发展 (8)1.8任务的提出 (10)第2章焊接变位机的总体方案设计 (11)2.1焊接变位机的总体设计和适用范围 (11)2.2焊接变位机的自由度....................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WP Series Welding Positioner
Welding positioner is a universal and efficient welding equipment that mainly realizes circular seam welding. The welding positioner can be equipped with welding power: such as argon arc welding power (wired or not filled), molten gas shielded welding power (C02/MAG/MIG welding machine), plasma welding power, flame or plasma cutting torches etc., and can be combined with other auxiliary machinery, Such as welding manipulators, robots... etc. constitute an automatic welding system.
1、WP series welding positioner
HBZ series welding positioner is composed of worktable revolving system, worktable overturning
mechanism, welding current
conductive device and electric
control system, etc. This type
machine is mainly used for
automate welding round tubes
and flange plates and many
other special products etc .
1.1: Worktable and revolving system
There are many shapes worktable: round, square, rectangle, polygon ... etc. Generally we use round worktable. If you need other
shapes table, we can special making according to the products.
The rotation of the worktable uses an AC motor to drive the gear reducer, and then drives the rotation
of the worktable. The worktable
rotation speed can be adjusted by the
imported AC inverter.The table have
Forward、Reverse and Stop
functions. The table revolving speed
is showed on the digital display
screen.
1.2: Worktable overturning system
The overturning of the worktable uses an AC brake motor drive
worm gear reducer and gear with half gear. The overturning angle can be displayed by the angle dial on the side. The limit switch can ensure that when the worktable is in the horizontal position or the maximum turning limit position, the motor is powered off and the turning stops.
1.3: Welding current conductive device
The welding current conductive device is mainly used to transport the welding current into the earth to avoid damage
to the bearing of the equipment. For better
conductivity, customers can choose to connect
the cable to a metal rod which inserted into the
ground. Current conductive device generally
installed tightly at the bottom of the worktable.
1.4: Electric control system
The electrical control is mainly used to control the overturning and rotation of the positioner. According to the needs of work, the foot switch function can also be added.
The convenience and safety of electrical control are the core part of the equipment. We use well-known brand electrical components with international safety CE standards. Such as: Schneider,Siemens and ABB etc. A fan is installed on the side of the electrical box, which can effectively cool down and dissipate heat. Two emergency stop switches are installed on the electrical box and the hand control box to cut off all control functions and ensure safe production. According to the needs of
customers, you can choose a wireless remote control box.
The control lines such as foot switch and remote control box are all connected by aviation plugs to the electrical box.
The positioner have these functions: worktable OVERTURNI UP/OVERTURN DOWN , worktable revolving FORW ARD/REVERSE. Worktable revolving speed can be adjusted by Schneider frequency converter. The worktable revolving speed is showed on the digital display screen.
2、Technical Parameters
●Dates:(see drawings)
●Revolving speed adjust:VFD
●Controller:wire remote manual box
●Input power:3P 380V 50Hz
●Painting:RAL5020 Ocean Blue
●Optional: Wireless control、Foot switch、Chuck... etc
3、Products supply range and components
➢Frame assembly: working table, slewing mechanism, overturning mechanism.
➢electrical control system: electrical box, digital display device, converter, manual control operation box and its accessories
➢spare parts: three units 2A melt cores and one piece of documentation
4、Technical document
◆Operation manual (electrical principle drawing,certification included) ◆Bill of loading, commercial invoice and packing list。