测定极限拉深系数
拉深性能试验(五金件)
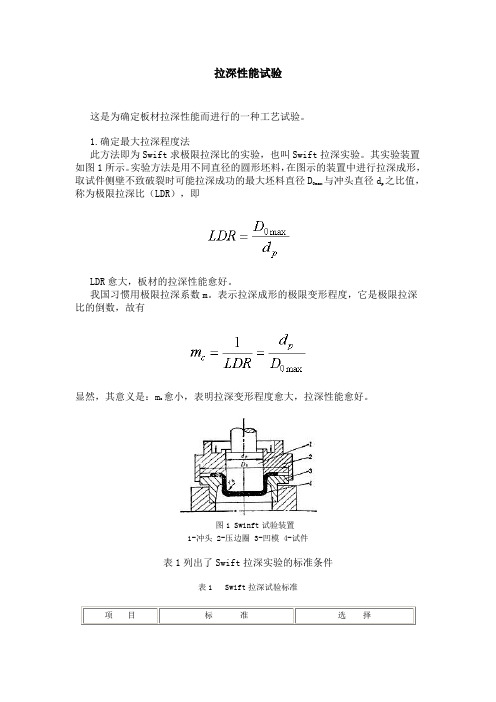
拉深性能试验这是为确定板材拉深性能而进行的一种工艺试验。
1.确定最大拉深程度法此方法即为Swift求极限拉深比的实验,也叫Swift拉深实验。
其实验装置如图1所示。
实验方法是用不同直径的圆形坯料,在图示的装置中进行拉深成形,取试件侧壁不致破裂时可能拉深成功的最大坯料直径D0max 与冲头直径dp之比值,称为极限拉深比(LDR),即LDR愈大,板材的拉深性能愈好。
我国习惯用极限拉深系数m。
表示拉深成形的极限变形程度,它是极限拉深比的倒数,故有显然,其意义是:mc愈小,表明拉深变形程度愈大,拉深性能愈好。
图1 Swinft试验装置1-冲头 2-压边圈 3-凹模 4-试件表1列出了Swift拉深实验的标准条件表1 Swift拉深试验标准Swift拉深试验能比较直接地反映板材的拉深成形性能。
但也受试验条件(如间隙、压边及润滑等)的影响,使试验结果的可靠性有所降低。
它的最大缺点是需制备较多的试件、经过多次试验。
图2 TZP试验法2.拉深力对比试验法拉深力对比试验也叫TZP法。
这种试验方法是由W·Engelhardt和H·Gross与冲头直径开发的。
其试验原理是:在一定的拉深变形程度下(取毛坯直径Dd的比值)最大拉深力与在试验中已经成形的试件侧壁的拉断力之间的p关系作为判断拉深成形性能的依据。
试验过程如图2所示。
其特点之一是可一次时,随即加大压边力,使试件的法试验成功。
当试验进行到拉深力达到峰值Pmax兰边固定,消除以后继续变形和被拉入凹模的可能。
然后,再加大冲头力直到试件侧壁被拉断,并测出拉断时的力P。
图3 TZP试验中力—行程曲线图3示出了拉深力对比试验中力的变化曲线。
根据测到的最大拉深力P与试件最终被拉断的力P,可得到一个表示板材拉max深性能的材料特性值T,T值按下式计算:T值愈大,板材的拉深性能愈好。
图4 TZP试验中的凹模表2 单位 mmTZP法的试验工具如图4所示,表2还给出了其具体尺寸。
新型防护壁板钢极限拉深系数的预估和试验验证

数 、 深 力 、 边 力 等 参 数 。利 用 试 验 方 法 对 预 估 的 数 值 进 行 了 验 证 。结 果 表 明 , 用 本 方 法 可 以 较 准 确 地 得 拉 压 利 到 材 料 的 极 限 拉 深 系 数 , 于 解 决 新 型 材 料 复 杂 形 状 拉 深 件 的 拉 深 缺 陷 问题 具 有 参 考 作 用 。 对
学 学 报 : 学 版 ,0 6 3 ( ) 39 3 2 工 2 o ,6 3 :5 — 6 .
[】 Z o unw nJaY zo ,h n ioadWag iigAow 8 h uG ag e ,i ah uZ a g b n pn . e Ha n Gu
s n l s mp e f iu e mo e n t a p ia i n t p ca i ge- a l al r d l a d is p lc to o a s e i CNC l
[】 贺 国芳 . 靠 性 数 据 的 收 集 与 分 析 [ . 京 : 防 工 业 出 版 社 , 5 可 M】 北 国
1 9 1 —1 2 9 5: 59 6 .
ss m [ . train u l o u i n l blyMa ae yt e JI en t aj ma f a t a dRei it n g・ 】n ol o Ql y a i
me t2 o . 2 4 : 1 4 O n,0 5 2 ( ) 2 — 3 . 4
【】 姜 巍 巍 , 亚 洲 . 控 机 床 用 户 满 意 度信 息 处 理 , 林 大 学 学 报 : 6 贾 数 吉
工 学 版 ,0 4 3 () 14 5 2 0 , 4 1 : 5 —1 8
[】 苏 德 清 . 靠 性 技 术 标 准 手 册 [ . 京 : 国标 准 出 版 社 ,9 4: 9 可 M】 北 中 19
4-3拉深系数和影响拉深系数的因素(模具设计与制造)

第4章 拉深工艺与拉深模具
4.3.3 极限拉深系数的确定
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.3.3 极限拉深系数的确定
表4.2、表4.3中的m1、m2、m3、m4和m5,
分别为低碳钢圆筒件在有压边圈与无压边圈时的第 一道至第五道拉深工序的极限拉深系数。对于其他 材料的极限拉深系数也可通过实验的方法测得。对 于其他型式模具的拉深,应对表中的极限拉深系数 进行修正。如当毛坯的相对厚度较大时,拉深时不 易起皱,因而采用不带压边圈的锥形凹模拉深,此 时极限拉深系数m1值可以大幅下降,甚至可低于 0.4。
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
4.3.2 影响拉深系数的因素
(4)拉深方式的影响 这里指的是拉深时是否使用压边圈。因使用
压边圈拉深不易起皱,故拉深系数可以取小些; 反之,拉深系数应取大些。需要注意的是,压边 圈产生的压边力过大,会增加拉深阻力;压边力 过小在拉深时会起皱,这样使拉入凹模的阻力剧 增,甚至拉裂。所以在确定压边力时,应在保证 凸缘不起皱的前提下,将压边力取为最小值。
板料的内部组织和机械性能、毛坯的相对厚度t/
D0、模具工作部分的圆角半径及间隙、拉深模的结
构、拉深速度和润滑状况等。
(1)材料机械性能的影响;
(2)材料相对厚度的影响;
(3)拉深次数的影响;
(4)拉深方式的影响;
(5)模具工作部分圆角半径及间隙的影响。
2020/7/9
教育部十一五规划教材《模具设计与制造》
2020/7/9
教育部十一五规划教材《模具设计与制造》
第4章 拉深工艺与拉深模具
DC01钢板极限拉深比数值模拟和试验研究
DC01钢板极限拉深比数值模拟和试验研究陈继平;罗远震;宋新力;贾伟;钱健清;李胜祗【摘要】对不同厚度的DQ级深冲钢板DC01的极限拉深,采用有限元软件PAM-STAMP 2G进行数值模拟,并通过Swift平底冲杯试验测试数据计算深冲钢板的极限拉深比.结果显示,根据试验结果计算出的DC01钢板极限拉深比和根据数值模拟结果计算出的极限拉深比最大偏差仅为2.08%,模拟数值误差较小,表明采用PAM-STAMP 2G有限元软件对板料极限拉深比进行数值模拟具有较高的可靠性和精度.【期刊名称】《安徽工业大学学报(自然科学版)》【年(卷),期】2015(032)004【总页数】5页(P310-314)【关键词】钢板;数值模拟;极限拉深比;Swift平底冲杯试验【作者】陈继平;罗远震;宋新力;贾伟;钱健清;李胜祗【作者单位】安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002;安徽工业大学冶金工程学院,安徽马鞍山243002【正文语种】中文【中图分类】TG356.2拉深是板料冲压成形工艺之一,在机械制造、仪器仪表、家用电器、汽车及航空航天等领域应用广泛[1]。
极限拉深比(limit drawing ratio,LDR)是板料的重要成形性能参数,是进行拉深工艺制定和模具结构设计的重要依据,也是评价板料拉深成形性能的主要指标[2-3]。
目前,国内外学者对板料极限拉深比的研究主要集中在极限拉深比的预测计算及其影响因素,如凸凹模形状尺寸、润滑方式、压边力、摩擦系数、板料厚度、板料材料特性参数等对LDR值的影响[4-5],而对不同厚度的DQ级深冲钢板DC01在拉深成形过程中极限拉深比的变化规律研究较少[6-7]。
有限元数值模拟可设置与实际接近的拉深成形虚拟环境,能比较方便、快速、清晰地显示深冲钢板的拉深特性和成形情况,且能节省试验费用,但拉深成形数值模拟结果是否真实可靠还需试验来验证[8-10]。
冲压综合实验报告经典报告

五;实验报告要求
1,简述实验原理及方法..
2,分析实验材料的冲压性能..
3,分析影响材料冲杯实验结果的因素..
4,拉深过程中;拉裂的影响因素 实验数据
序号
凸圆直径
毛坯直径
毛坯厚度
拉深系数
有无压边装置
是否起皱
是否拉裂
1
Ф34.76
50
1mm
2
Ф34.76
53
1mm
3
Ф34.76
55
1mm
4
Ф34.76
57
1mm
5
Ф34.76
60
1mm
6
Ф34.76
64
1mm
7
Ф34.76
68
1mm
8
Ф34.76
70
1mm
材料
极限拉深系数:
5,用DYNAFORM软件模拟实验过程中的拉深试件..
要求:
1 写出模拟分析操作步骤;显示成形极限图、显示厚度分布、平均应力分布等
2 将不同高度的圆筒形件模拟结果打印到A4纸上..
三;实验用具
1,材料试验机
2,实验模具:凸模直径dp=34.76mm 凸模圆角半径r=2mm 凹模直径Dd=36.92mm
3,试样:to=0.8~1.2mm的钢板、铝板等..
4,工具:卡尺、圆规和铁剪等..
5,实验地点:材料馆243教室
四;实验步骤
1,将剪下的圆形试片夹紧在凹模和压边圈之间;并保证试片与凹模中心重合..
学号:
姓名:
指导教师:程万军 李欣 张志强
时间:
3 综合实验第三周周四将实验报告和模拟结果装订一起交到材料馆619..
测定极限拉深系数

测定极限拉深系数实验指导书
一、实验目的
1.测定不同拉深凹模圆角半径条件下的极限拉深系数。
2.了解润滑条件对极限拉深系数的影响。
3.了解拉深系数对工件壁厚变化的影响。
二、实验设备及用具
1.45T曲柄压力机。
2.专用拉深模一套,其D凸=F30,D凹=F32,R凹分别为1.5、
3、6.5三个不同大小圆角的凹模。
3.量具:游标卡尺一把。
4.润滑油脂。
5.试件板料,08钢,t=0.8,D:F59~ F64。
6.其它装拆工具。
三、实验方法及步骤
1.了解专用拉深模的结构,及更换凹模的方法。
2.将模具安装在压力机上。
3.从R凹=1.5开始,取毛坯直径从小到大进行拉深,直至拉破,然后更换凹模,重复实验并记录实验数据及有关情况。
4.观察不同拉深系数条件下,工作壁厚的变化情况。
四、实验记录
五、思考题
1.分析拉深凹模圆角大小对极限拉深系数的影响2.分析本实验用拉深模压边装置的特点。
拉深件系数表及拉伸油配方

黄铜 H62,H68
铝 L,LF2,LF21 铝合金 MB1,MB8 工业钝钛 钛合金TA5
220~250 260~350 650~700 550~600
保温40~45min 保温60min 空气中冷却 空气中冷却
用润滑剂 润滑剂成分 锭子油 硫化蓖麻油 鱼肝油 白(亚+土)粉 油酸 苛性钠 水 锭子油 黄油 鱼肝油 白(亚+土)粉 油酸 水 钾肥皂 水 乳化液 白(亚+土)粉 陪烧苏打水 水 含量(质量%) 33 1.6 1.2 45 5.5 0.1 13 12 25 12 20.5 5.5 25 20 80 37 45 1.3 16.7
表4.5.1 一次拉深的极限高度 材料名称 相对拉延高度h/d 铝 0.73~0.75 硬铝 0.60~0.65 黄铜 0.75~0.80 软钢 0.68~0.72
表4.5.5 拉深低碳钢用润滑剂 简称号 润滑剂成分 锭子油 鱼肝油 石墨 1号 油酸 硫磺 钾肥皂 水 锭子油 黄油 2号 滑石粉 硫磺 酒精 锭子油 黄油 3号 石墨 硫磺 酒精 水 含量(质量%) 43 8 15 8 5 6 15 40 40 11 8 1 20 40 20 7 1 12
将硫磺溶于温 度约为160摄氏度 的锭子油内。其 缺点是保存时间 太久,会分层
附注
简称号
用这种润滑 剂可收到最好 的效果,硫磺 应以粉末状加 进去
4号
硫磺应加以 粉末状加进去
5号
6号
表4.5.6 低温退火温度 材料 08,10,15,20钢 紫铜 T1,T2 加热温度/OC 600~650 400~450 500~540 附注 空气中冷却 空气中冷却 空气中冷却
将肥皂溶在温度为60~70 摄氏度的水里用于球形 及抛物线形工件的拉深
例方形件的拉深

例:采用有压边圈拉深模拉深图示方形件,材料为10(抗拉强度为294-432Mpa ),料厚为0.6mm 。
1)计算毛坯的尺寸; (计算公式:)18.011.0(4)5.0(72.1)43.0(413.12c p p c c p r r r r H r r H B B D --+--+=)2)确定工序件的直径;3)计算首次拉深的拉深力。
无凸缘矩形件修边余量Δh矩形件多次拉深所能达到的最大相对高度H/B拉深系数拉深力修正系数K1计算步骤:1)根据h=57,h/rc=57/2=28.5,查表确定修边余量为Δh =(0.05~0.08)h ≈3拉深高度H =60mm 。
判断拉深次数t/B=0.6/30=2%,H/B=60/30=2,查表确定拉深次数为3次。
因此属于多次拉深方形件,其毛坯可以采用圆形毛坯。
计算毛坯直径10038.99)218.0311.0(34)25.060(272.1)343.060(3043013.1)18.011.0(4)5.0(72.1)43.0(413.122≈=⨯-⨯⨯⨯-⨯+⨯⨯-⨯-⨯⨯+=--+--+=c p p c c p r r r r H r r H B B D (5分) 2)确定工序件直径由于t/B=0.6/30=2%,所以中间工序均可拉成圆筒形的工序件,直到最后一道工序才拉成工件要求的形状和尺寸。
第n-1次拉深的工序件与最后一次拉深的方形件之间的角间距5.02)25.0~2.0()25.0~2.0(=⨯==c r δ,所以n-1拉深的圆形工序件的直径为:66.415.02282.03041.1282.041.11=⨯+⨯-⨯=+-=-δc n r B dt/D=0.6/100=0.6%,查表确定极限拉深系数分别为:m 1=0.55-0.58,m 2=0.78-0.79,m 3=0.80-0.81,m 4=0.82-0.83,m 5=0.85-0.86,初步计算各次拉深工序件直径为:32.349.4280.09.425578.05510055.023312211=⨯===⨯===⨯==d m d d m d D m d因此拉深次数还需要三次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测定极限拉深系数实验指导书
一、实验目的
1.测定不同拉深凹模圆角半径条件下的极限拉深系数。
2.了解润滑条件对极限拉深系数的影响。
3.了解拉深系数对工件壁厚变化的影响。
二、实验设备及用具
1.45T曲柄压力机。
2.专用拉深模一套,其D凸=F30,D凹=F32,R凹分别为1.5、
3、6.5三个不同大小圆角的凹模。
3.量具:游标卡尺一把。
4.润滑油脂。
5.试件板料,08钢,t=0.8,D:F59~ F64。
6.其它装拆工具。
三、实验方法及步骤
1.了解专用拉深模的结构,及更换凹模的方法。
2.将模具安装在压力机上。
3.从R凹=1.5开始,取毛坯直径从小到大进行拉深,直至拉破,然后更换凹模,重复实验并记录实验数据及有关情况。
4.观察不同拉深系数条件下,工作壁厚的变化情况。
四、实验记录
五、思考题
1.分析拉深凹模圆角大小对极限拉深系数的影响2.分析本实验用拉深模压边装置的特点。