焊接工艺参数表-参考
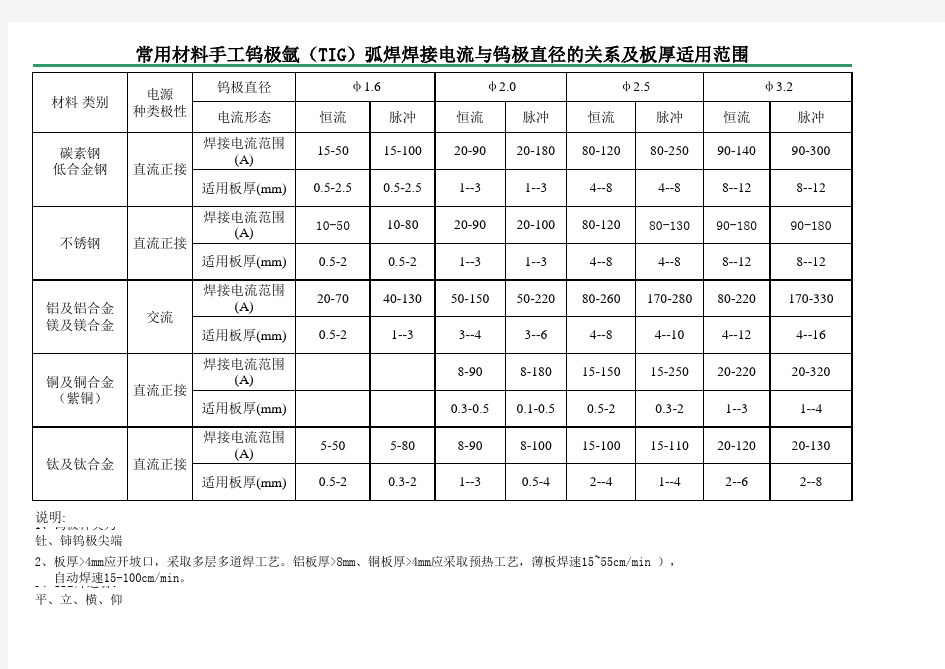

常用材料手工钨极氩(TIG)弧焊焊接电流与钨极直径的关系及板厚适用范围
说明:
1、钨极种类为钍、铈钨极尖端直径φ0.5,角度30度,交流焊接钨极尖端直径φ1.5,角度90度。
2、板厚>4mm应开坡口,采取多层多道焊工艺。铝板厚>8mm、铜板厚>4mm应采取预热工艺,薄板焊速15~55cm/min ),
自动焊速15-100cm/min。
3、TIG焊适合:平、立、横、仰全位置焊接。
相关主题
常用材料手工钨极氩(TIG)弧焊焊接电流与钨极直径的关系及板厚适用范围
说明:
1、钨极种类为钍、铈钨极尖端直径φ0.5,角度30度,交流焊接钨极尖端直径φ1.5,角度90度。
2、板厚>4mm应开坡口,采取多层多道焊工艺。铝板厚>8mm、铜板厚>4mm应采取预热工艺,薄板焊速15~55cm/min ),
自动焊速15-100cm/min。
3、TIG焊适合:平、立、横、仰全位置焊接。