辊压机在水泥粉磨系统中的应用探讨
辊压机联合粉磨系统在水泥生产中的应用
辊压机联合粉磨系统在水泥生产中的应用摘要:针对贵州某厂水泥粉磨系统电耗高,稳定性差等问题,利用最新的辊压机联合粉磨系统对其进行了一系列的技术改造和工艺参数的优化,不仅使得水泥粉磨电耗大幅下降,而且提高了设备的运转率,为企业在激烈的市场竞争中站稳脚步。
关键词:辊压机;联合粉磨;电耗;一、概述贵州某厂现有1条2500t/d熟料生产线,实际生产能力为2750t/d,年产熟料约85万t。
现有2套水泥粉磨系统,采用3.8mx13m球磨机闭路粉磨系统,系统产量~70t/h(P.O42.5),粉磨工段电耗约40kW.h/t,年产水泥约100万t。
其中现有的水泥磨主机设备装机功率如下:1.水泥磨磨机(3.8x13):2500kW2.水泥磨磨尾提升机(NSE400):~55kW3.水泥磨选粉机(SX2000):~90KW4.水泥磨排风机:400kW二、目前生产中存在问题经与业主讨论,生产中主要有以下三个问题:1.公司水泥粉磨系统稳定性较差,粉磨电耗较高;2.原料配料采用皮带秤计量,中控信号反馈波动较大,计量精度较差;3.水泥磨出磨提升机和入库提升机设备故障多,备品备件较难购买。
三、解决方案针对生产中遇到的以上问题,提出改造方案如下:1.关于水泥粉磨系统故障较多,电耗较高的问题。
考虑目前窑的熟料生产能力约2750t/d,即年产熟料约85万t,按熟料在各品种水泥的平均掺入量70%,厂内熟料完全转化为水泥则要求水泥磨系统年产量达到121万t,目前单套水泥粉磨系统台时产能约为70t/h,两套粉磨产能总计140t/h,粉磨电耗达到40kW.h/t;而目前国内比较先进的水泥厂家不仅单套水泥磨台式产量高,而且电耗较低。
随着市场竞争的日趋激烈,如何更好的节能降耗,降低成本,适应市场是我们必须考虑的事情。
因此,就目前粉磨系统而言提出如下方案:对2#水泥磨采用最新的辊压机联合粉磨系统进行改造,使现有2#水泥磨产能由70t/h提高到~170t/h,年运转率到达90%以上,年产水泥可达130万t,水泥磨与窑系统产能完全匹配,同时改造期间对现有生产基本无影响。
辊压机在水泥行粉磨过程中的特点

• 第三、辊压机有利于节省投资 • 对于同样生产能力要求的辊压机与管磨机相比,
• 辊压机结构简单、体积小、重量轻,占用厂房空间 小,可以节省土建投资,同
• 时也便于对原有粉磨系统进行改造。此外,辊压 机的操作、维修也非常简便。
• 第四、辊压机有利于工作环境好 • 物料在挤压辊罩内,被连续稳定地挤压粉碎,
• 有害粉尘不易扩散,同时,由于近乎无冲击发 生,故辊压机的噪音比管磨机小得多。
பைடு நூலகம்
辊压机在水泥行粉磨过程中的特点
铁矿石破碎
• 第一、辊压机有利于提高产量 • 在粉磨系统中安装辊压机,可以使粉磨设备
• 的潜在能力得以充分发挥,增加产量达50100%,提高了整个系统的生产效率。
• 第二、辊压机有利于降低电耗 • 用辊压机粉磨物料,可以使粉磨系统的
• 总电耗显著降低。比传统粉磨方式节能25-50%, 每年节电效益相当可观。
对辊压机应用的几点认识
对辊压机应用的几点认识0前言水泥工业正广泛采用辊压机作为粉磨系统的预粉碎设备,与其它粉碎设备相比较,具有如下特点:①粉碎比大,一般熟料破碎机的粉碎比在5~30,而辊压机的破碎比能达到30~400。
②能改善物料易磨性,对水泥熟料进行邦德功指数测试发现,熟料通过辊压机挤压后,邦德功指数下降约4~5kWh/t,说明熟料的易磨性得到很大改善。
③辊压机是与打散分级机或V形分级机组成闭路系统进行工作的。
④辊压机设备和系统是连续稳定工作且输出量是可调的。
由于具有以上特点,采用辊压机作为预粉碎的粉磨系统有产量高、能耗低、生产稳定的优点。
在实际使用中,各企业的辊压机使用效果有好有坏,产质量有高有低,有的高于设计能力,有的却长时间达不到设计产量,虽然有其管理方面的原因,但根本问题是没有掌握技术应用的关键。
笔者长期从事辊压机技术的应用研究工作,就水泥粉磨系统中如何更好地应用辊压机谈谈自己的看法。
1 主机配置和工艺特点1.1主机配置辊压机一次挤压后物料中的细粉含量(小于0.08mm)在25%左右,而提供给球磨机系统的物料细粉含量在35%~80%(根据配置不同有变化),所以辊压机必须与打散分级机或V形分级机组成闭路工艺系统进行工作,将分选以后的细粉料供给球磨机系统。
辊压机挤压后的物料粒度分析见表1,各种规格的磨机、辊压机和分选设备的常见配置见表2。
工艺选择应遵循以下规则:如果选择的辊压机的电机功率(两台主电机)之和与磨机主电机功率之比值在0.4以下,工艺中应选择打散分级机;如果这个值在0.5以上,则应选择V形分级机。
这是由分选系统的特点决定的。
表1物料粒度分析%表2磨机、辊压机和分选设备的常见配置注:表中“功率比”指辊压机的两台主电机功率之和与磨机主电机功率的比值。
1.2两种工艺的特点(1)采用打散分级机的系统特点:①该工艺中物料的循环量约50%,向球磨机系统提供的物料粒度稍偏粗,d90≈2mm。
②由于打散分级机对料饼具有打散功能,辊压机对物料的挤压力(作用于物料的压力,而不是液压系统压力)可以比较大,挤压力大意味着对物料的易磨性改善较好,对磨机增产很有利。
辊压机给水泥行业带来了什么
• 辊压机更加高效,可以使水泥制造过程中的原料 更加充分的利用。同时辊压机生产的时候,
• 振动小,不会使物料到处迸溅,从而保证了良好的 生产环境,减少了污染物,
• 国家处于全面建设的过程,水泥的需求量非常大。 辊压机的高效节能
• 无疑会在很大程度上节省国家的能源。而且减 少的污染也会环境保护具有很大的效益。
辊压机给水泥行业带来了什么
辊压机
• 辊压机由于粉磨效果比较好,在水泥行业中使用的 比较多,那么为什么
• 很多水泥生产企业采用辊压机来生产水泥。辊 压机给水泥行业带来了什么?
• 水泥的主要成分是硅酸二钙,利用辊压机将硅酸 二钙等一系列的硬物质磨成粉磨就能得到水泥。
• 辊压机的粉磨效果非常好,使用辊压机生产水 泥,可以说确保了水泥产品的质量。
辊压机在水泥粉磨系统中的应用
!$!$!
操作控制 在正常操作控制过程中 ! 只须监控设备状态和调节一
些过程参数 " &% $ 辊压机喂料量 通过调节斜插板开度 " 开度大 ! 则喂料多 " 反之 ! 则喂 料少 " 主要依据辊压机功率决定 ! 一般为 *"")3*"67 时 ! 效 果最好 " &! $ 磨喂料量 通过调节入磨皮带转速 " 转速快 ! 则喂料多 " 反之 ! 则 喂料少 " 主要依据水泥磨能力来定 ! 取 **()5*( 为佳 "
!$!$%
开机投料 &% $ 水泥磨系统已经正常运转 " &! $ 辊压 机 系 统 所 属 机 ’ 电 ’ 仪 ’ 自 动 化 设 备 均 处 在 正
常状态 " &+ $ 现场巡检确认现场设备完好 " &# $ 中控 操 作 员 选 择 辊 压 机 系 统 程 序 组 ! 启 动 该 组 系 统设备 " &* $ 设备启动完毕 ! 检查确认各设备状态及参数 " 如均 处在正常状态 ! 则可进行喂料 " &5 $ 选择辊压机喂料阀门 ! 物料此时进入辊压机系统 " &3 $ 当称重仓料位达 3"( 时 !横插阀打开 " 操作员只须 缓慢打开斜插板进行喂料即可 "
)"!
辊间隙检测报警 当动辊一侧的轴承座或动辊整体后退量过大 ! 达到设
定保护值时 ! 该辊间隙检测报警 " 曾有一段时期 ! 该辊间隙 经常报警 ! 严重影响了生产 " 最终查明为检测辊间隙的探 针动作不灵活所致 " 通过更换新探针 !报警消除 "
新型柱钉辊在水泥行业中的应用

本文介绍了具有传统柱钉辊与耐磨堆焊辊综合优势的新型柱钉辊的制作工艺及使用效果。
实践表明,新型柱钉辊套不仅使用寿命长,而且能起到提高台时产量及降低电耗的作用。
辊压机技术是20世纪80年代中期从德国KHD公司引进的,当时郑州机械研究所有限公司(以下简称我公司)与合肥水泥研究设计院、中信重工机械股份有限公司、天津水泥工业设计研究院有限公司等国内知名企业,共同对引进的辊压机进行转化设计与制造。
我公司负责辊压机辊面堆焊材料的国产化研究,根据国内水泥物料的实际磨损情况,研制开发出ZD系列耐磨堆焊药芯焊丝,受到国内水泥行业的好评,受委托为一些知名研究院和水泥生产企业堆焊辊压机辊子。
随着辊压机在水泥行业推广应用多年,原来单一的耐磨堆焊已经不能满足市场需求,市场上又出现复合辊、柱钉辊等新技术。
为了满足市场需求,我公司与时俱进,发挥自身优势,研制出新型柱钉辊,经过市场使用,效果良好,特别是在提高磨机产量、降低电耗方面,起到积极的作用。
1、新型柱钉辊研发理念国内最早使用柱钉辊的是江西亚东水泥有限公司,早期该公司生料磨及水泥联合粉磨使用的均是德国KHD公司生产的辊压机,辊子直径1 700 mm,辊子宽度1 800 mm。
用于生料的柱钉辊压机使用效果还可以,但是用于挤压熟料的柱钉辊,辊面柱钉经常剥落,在使用过程中,经常委托我公司进行辊面堆焊。
堆焊多次后只能进行离线修复,把柱钉全部清理掉(见图1),清理深度70 mm左右,重新堆焊耐磨层,把柱钉辊改为堆焊辊(见图2),使用效果良好。
后来该公司把其他挤压熟料的柱钉辊都改为堆焊辊子。
国内辊压机生产厂家借鉴德国KHD公司柱钉工艺生产的辊压机辊子,在使用过程中也经常出现辊面剥落、柱钉脱落现象(见图3、图4)。
图1 清理辊面柱钉图2 重新堆焊后的辊压机辊子图3 镶嵌式柱钉辊辊面剥落图4 镶嵌式柱钉辊柱钉脱落鉴于镶嵌式柱钉辊在运转过程中会出现柱钉脱落等不利现象,我公司在研发柱钉辊时就采用浇铸式辊套。
【探究】辊压机联合粉磨系统的操作控制

【探究】辊压机联合粉磨系统的操作控制天津振兴水泥有限公司二线水泥粉磨系统采用TRP1400×1400辊压机联合粉磨系统。
该系统于2004年5月建成,几年的生产实践证明该系统年运转率可达80%以上,月最高运转率达96%以上。
本文仅就该系统的生产经验进行介绍。
1工艺流程物料经皮带秤由混料皮带输送至喂料斗提,经1.4 m皮带进入稳料承重仓内,物料从小仓底部卸出以料柱形式进入辊压机,被辊压过的料饼经喂料斗提进入V型选粉机打散分选,经循环风机风选后(实际生产过程中根据磨机能力通过循环风机阀门来控制入磨物料量)的细颗粒被六筒旋风收尘器收集,粗料落入称重仓重新喂入辊压机循环辊压,使物料得到挤压破碎再与新物料一起入斗式提升机进入V型选粉机分选,细颗粒入磨,粗颗粒再次被挤压破碎,周而复始;出V型选粉机的细颗粒被六筒旋风收尘器收集,通过下料溜子入磨粉磨,物料通过出磨斗提进入O-sepa选粉机分选,成品经布袋收尘器收集入库,粗颗粒经回粉皮带入磨继续粉磨。
表1是该系统设备的相关参数。
2参数控制与运行调整2.1 物料粒度的控制辊压机对物料的粒度要求比较严格,粒度过大或过小都会影响系统的正常运转。
如果物料细粉较多,则物料通过辊压机速度就快,形不成足够的料饼,物料受到的压力小,导致辊压后的物料成品率低,影响台产;物料粒度过大时容易造成辊压机产生振动或跳停,因此在正常生产过程中要注意保持熟料仓的料位,避免因物料离析形成的物料颗粒变化对生产产生影响。
2.2 研磨体级配的调整由于物料经辊压破碎后,入磨物料的粒度(比表面积)已经达到160~200 m2/kg,达到了不带辊压机的闭路粉磨系统的粉磨能力,因此磨内研磨体级配要进行合理优化。
最初按设计给定的级配进行生产,出磨水泥细度在0.1%~0.2%之间(0.08 mm方孔筛),现场取样做循环负荷测定,过粉磨现象严重。
2008年利用大修机会对级配重新进行调整(表2),调整后出磨水泥细度在0.7%~1.0%之间,磨机产量明显提高。
辊压机联合粉磨系统的生产调试及应用实践

辊压机联合粉磨系统的生产调试及应用实践0 前言驻马店市豫龙同力水泥有限公司已投产的一期5000 t/d熟料水泥生产线配套两条年产100万t的水泥生产线。
水泥粉磨采用RPl40×110辊压机、Φ4.2 m×13 m闭路球磨机组成的高效联合粉磨系统。
该系统所有设备全部国产,具有系统能耗低、技术先进可靠、设备重量轻等特点。
其中信阳分公司粉磨系统于2005年8月一次带料试车成功,经过近2年的生产实践和不断总结提高,改变了投产初期时设备故障率高,运转率低下的状况,生产日趋稳定,现已超过设计值。
2006年豫龙同力公司信阳粉磨生产线共生产水泥110万t,其中11月份设备运转率达到95%,产量11.88万t,取得了良好的经济效益。
现对系统的调试过程作以下介绍。
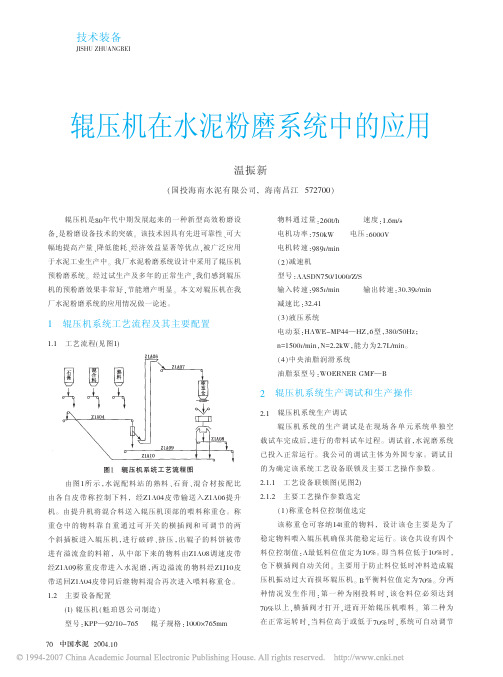
1 工艺流程和主要设备该粉磨生产线的工艺流程见图1,主要设备配置情况见表1。
由图1可知,熟料、石膏及混合材等按一定比例配料后由皮带输送机、循环提升机、皮带输送机,由除铁器装置除铁后经V型选粉机入辊压机喂料小仓内,仓下设有荷重传感以控制和稳定入辊压机的物料量,经过辊压后的物料由提升机送入V型选粉机,粗料返回经喂料小仓入辊压机循环辊压,细料由旋风分离器分离出后入球磨机中进行粉磨。
辊压机系统的废气经循环风机分别进入V型选粉机和闭路球磨机系统的N3000高效水平涡流选粉机。
粉煤灰出库经喂料计量设备按水泥配比需要通过空气输送斜槽送入磨房和球磨机出磨物料一起经提升机送至N3000高效水平涡流选粉机,选出的粗粉经空气斜槽回磨重新粉磨,细粉随气流进入袋收尘器,收下的水泥成品由空气输送斜槽送至水泥库。
2 系统平衡和生产控制生产中,主要通过中控室称重仓料重和水泥细度二条调节回路实施操作控制。
2.1称重仓料重调节(1)辊压机称重仓料重调节。
仓内料位应保持稳定,一般控制在18~30t为宜,改变配料总量可以控制料位,配料量增大仓内料位上升。
(2)粉煤灰称重仓料重调节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不合 格 的粗 粉 来 说 , 则需要还经过辊压机挤压操作 , 然 后
在进入此流程中。
2 两 辊在 运 行 中的 平行 问题探 讨
为 保 证较 稳 定 的料 床 的形 成 ,就 需要 物料 均 匀受 力 , 即 在 运 行 时 的 辊 压 机 的两 个 辊 应 该 尽 可 能 保 持 平 行 状 态 。所 以 , 对 于左 右 辊缝 差来 说 , 应 该 具 有 一定 的设 计 值 , 既 不 能太 大 也 不 能 太 小 ,超 过 给 定 的范 围就 会 出 现 自动 调 停 的情况 。为 了保 证在 一 定 的设 定范 围 内 , 尽 量使 得 左 右 辊 缝 差 不 出现 调 停 的情 况 ,主 要 包 括 以 下几 个 方 面 的
在 现代 干法 水 泥 的粉 磨 系 统 中应 用 辊压 机 十 分广 泛 ,
这 是 因 为水 泥 磨 机 产 量 能 否 大 幅 度 提 高 直 接 受 到 辊 压 机 工 作 状 态 的影 响D , 2 1 。 要 想 提 高 粉磨 效 率 , 同时 大 幅度 降低 球 磨 机 的能 耗 ,应 该 不 断 加 强 对 于 辊 压 机 在水 泥 粉磨 系 统 的应 用 存 在 一 些 问 题 的 分 析 ,为 了使 得辊 压 机 的优 势 作 用 发 挥 到 最 佳 的状 态 ,应 该 不 断 在 实 践 生产 中 积 累 经 验 。本 文 主 要针 对 结合 生产 实 例 , 分 析 了辊 压机 在 水 泥粉 磨 系 统 的应 用 存 在 一 些 问 题 ,包 括 两辊 在运 行 中 的平 行 问题 、 辊 压 机 挤 压 辊侧 边 防磨 等 等 , 希 望 对 于类 似 T作 具
引 言
后 来 经 过 仔细 分 析 和 排查 , 一 些 大 块 料粒 径 大 于 4 5 m m 在 原 材 料 火 山灰 混 合 材 中 被发 现 , 经 过 入库 前 的严 格 筛 选 , 不 符 合 条 件 的物 料 杜绝 入 库 ,这 种 不 利 因 素影 响 已 经基
本 上 被 消除 。
机 在 水 泥 粉磨 系统 的应 用 存 在 一 些 问题 , 包括 两辊 在 运 行 中的平 行 问题 、 辊压 机 挤 压 辊 侧 边 防磨 等 等 , 希 望对
于类 似 工作 具 有 一 定 帮助 。 关键词 : 辊 压 机 水 泥 粉 磨 两 辊 平 行 问 题 侧 边 防磨 对 策
紧 密 结 实 的 料 床 的形 成 奠 定 条 件 。某 些 经 验不 足 的操 作
员, 在 粉 料 非 常 多 的情 况 下 , 往 往 容 易 出现 喷 粉 或 塌料 现
象, 或 者是 存 在左 右 辊 缝波 动 大 的情 况 出 现 。 第三 , 对 于辊 缝 大 小 来 说 , 这 里 应 该 强 度 一个 “ 适度” 的 概 念 。 因为 , 料 床 太 薄 或是 辊缝 过 小 , 就 不 可能 形 成 一 定 厚 度 的 料 床 ,这 样 就 容 易 出 现 辊 缝 波动 过 大 而 出现 调
工 艺 与 装 备
3 7
辊 压 机 在水 泥粉 磨 系统 中 的应 用探 讨
胡 祯
( 中 国 中材 国际 工 程 股份 有 限 公 司 , 北京 1 0 0 1 0 2)
摘 要 : 水 泥 磨 机 产量 能否 大幅 度提 高 直接 受到 辊 压机 工作 状 态的 影 响 , 本 文 结 合 生 产 实例 , 分 析 了辊 压
有 一 定 帮助 。 1 设 备 和 流 程 水 泥磨 系 统 辊压 机 型 号 : C L F 1 7 0 1 0 一 D — S D;轧 辊 宽 度 :
第二 , 对 于 入 辊 压 机 的 物 料 颗粒 级 配 来 说 , 为 了保 证
比较稳 定 的辊 缝 , 应 该 选 用 级 配得 好 的物 料 颗 粒 , 这 样 为
些 都容 易 出现 左 右辊 缝 偏差 过 大 跳停 的现 象 的 出现 。
电机 型 号 : Y R K K 5 0 0 — 4; 电压 : 1 0 k V; 转速: 1 4 8 5 r / mi n;
功率 : 9 0 0 k W;球 磨 机 规 格 : 4 . 2×1 3 m; V型选粉 机型号 :
停 的情 况 。在 投 产初 期 , 由于 经验 方 面存 在 一 定 欠 缺 , 进 料 插板 开 度 过 小 的情 况 下 , 容 易 引起 一 开 就 跳 的 现 象 , 后
1 0 0 0 m m;轧 辊 直 径 : 1 7 0 0 mm;喂 料 粒 度 平 均 : < 4 5 m m, 占
压力 : 1 2 0 / 1 6 0 b a r ; 轧 辊 最 大作 用 力 : 1 1 9 0 0 K N; 最 大 喂 料 湿 度: 1 . 5 %; 最高 喂 料 温度 : 1 0 0 ℃。
第四 , 在 喂 料 均匀 稳定 性 和密 实 度 方 面 , 在 保 证 其 密
实 度 足形 成 结 实 稳 定 的 料 床 的 基础 上 ,应 该 保 证 稳 定 均 匀 地喂 料 。为 了解 决 这个 问题 , 有 的辊 压 机 的进 料 溜子 设 计 成 一 个 笔直 的 , 还 具有 很 长 高度 的 长 方体 。在公 司前 期 也 是 因为 存 在 进料 溜 子 粘 堵 , 出现 下 料 不 稳 定 的 情 况 , 这
9 5 % Ma x 7 5 m; 通过量 ( 孰料) : 4 5 8 — 6 2 3 t / h ; 产 品粒 度 平 均 :
来 逐 渐 适 当 把进 料 插 板 开 得 大 一 些 ,才 能 够 有 效 避 免 这
样情 况 出 . 0 9 m m 2 0 %; 液 压 系 统 额 定 工 作 压力 / 最 大
VX8 82 0。
闭路 系 统 则 是 由 v 型 选 粉机 和辊 压 机 所 构 成 ,喂 人
球 磨 机 收 集 的 则 是 经 旋 风 筒 处 理 的 合 格 的 细 粉 , 而 对 于
第五, 在 液 压 系统 方 面 , 左右 辊 缝 偏 差 大 的 问 题 很 容
易在液压 系统 中的 阀件故 障或输 油管 漏油 的情况下 出 现 , 所 以, 应 该及 时 发 现 并 处 理 上 述 问题 , 平 时 注 重 液 压 系统 的细 心检 查 。 3 对 辊 压 机 系 统 的 技 术 要 求