辊压机粉磨系统
辊压机联合粉磨系统的生产调试及应用实践
维普资讯
l l e l
一 t 一 _ i .1 _ _ l 篷 一 1 L.l l 一 L √1 l - __
.1 I l l -
- l l0l I l _ l
中图 分 类 号 : Q1 26 T 7 .3
粉机 。
统 。该 系统 所有 设备 全部 国产 。 具有 系统 能 耗低 、 技 术 先进 可靠 、 备重量 轻 等特点 。 中信 阳分 公 司粉 设 其 磨 系统 于 2 0 0 5年 8月 一次 带料 试 车成 功 , 过 近 2 经 年 的生 产实践 和 不断 总结 提高 ,改 变 了投 产初 期 时 设 备故 障率高 , 转 率低 下 的 状况 , 产 日趋 稳 定 , 运 生 现 已超过 设计 值 。 0 6年豫 龙 同力公 司信 阳粉 磨 生 20 产线 共 生产 水 泥 10万 t其 中 1 月 份 设 备 运转 率 1 , 1 达到 9 %, 5 产量 1.8万 t取 得 了 良好 的经 济效 益 。 1 8 ,
042 l 闭 路 球 磨 机 组 成 的 高 效 联 合 粉 磨 系 .mx 3 m
v型选粉机 ,粗料返 回经喂料 离 出后 入球 磨机 中进 行粉
磨 。辊 压机 系统 的废 气经循 环风 机分 别进 入 V型选 粉 机 和 闭 路 球 磨 机 系统 的 N 0 0高 效 水 平 涡流 选 30
MaC e y , OY n x , a gY n (uogT nlC m n o Ld, h m da , e a, 6 0 0 h n u L o g i Y n a gY ln ogi e et . t.Z u a i H n n 4 3 0 ) n C, n
CDG辊压机生料终粉磨系统的设计特点及应用

粉过程 ,优化 了T艺 流程 ,降低 了系统 能耗 。
关键词 生料 辊压机 终粉磨
。 引言
的静 态选 粉机 中引入 窑 尾废气 作 为烘干 热源 ,综 合
平 时 注重积 累处 理 问题 的成功 经验 和方法 。 1 1结 束语 造 成 熟 料f a 偏 高 的原 因很 多 ,有 原燃 材 料 CO
结 皮时 ,fa 偏 高 已经 几个 小 时 了 。 CO ( 3)处理 问题 不 果 断 。 比如 开窑 时 窑速 提 的 过 快 ,正常 生产 时大 量生 料涌 进烧 成带 而慢 窑不 及 时 ,这 两种 情况 都容 易发 生跑 生料 ,造 成f a 含 量 CO
及 生料 质量 的客 观原 因 ,也有熟 料煅 烧过 程 中操作 员 的 主观原 因 。处理f a 偏 高 问题 时 ,一 定要结 合 CO
窑 的实 际生产 状 况进行 原 因分析 ,采 取相 应 的处 理
措施 ,这样才 能 达到 比较理 想 的效果 。
( 稿 日期 :2 1 3 01) 收 010 —
静 态 选 粉 机 内与物 料 逆 向 的气 流 携带 较 小 的 料粒经 过导 叶系统 从选粉 机顶部 排 出进入 动态选粉 机 。经 动态选 粉机 分离下 来 的粗 粉 由空气输 送斜槽
返 回称 重稳 流仓再 次喂人 辊压机 ,合格 生料 随气体 出动态 选粉机进 入双 旋风 收尘器 。双旋 风收 尘器收 集 的生料 经 回转 锁风 阀 、空气输 送斜槽 、提升 机等 输送 入生 料均化 库 。 出双 旋 风 收 尘器 的气 体 由生料 磨 循 环 风 机 排 出后 ,一部分 经循 环风 管与窑尾 来 的废 气混合 后进 人 静态选 粉机 作为烘 干热 源 ,其 余部分 进入 窑尾袋
辊压机联合粉磨系统介绍

能力 600 t/h 150000 m3/h 180000 m3/h 430~520 t/h 600 t/h 600 t/h 160~180 t/h 650 t/h 210000 m3/h 105000 m3/h 120750 m3/h 60000 m3/h 70000 m3/h
功率(kW)
450 2×800
粉机,系统更简化、更节能; 2. 辊压机料饼中的一部分达到成品粒度的
细粉,经涡流选粉机直接分选为成品,一方面 增加了系统的能力,另一方面减少磨内过粉磨 现象。
3. 选粉风大部分循环,可以减少外排粉尘 总量。
因此,半终粉磨系统更能体现出节能和环保。
1. 系统能力不大时,可以采用单斗提方案,V型选粉机也 可以布置在中间仓顶部。 2. 磨机可以采用单仓磨。
型号 VRP1000 SLX3300 RP170 -140
4 -φ3.2m
能力 1000 t/h 360000 m3/h 710~830 t/h 1000 t/h 960 t/h 360000 m3/h 420000 m3/h
功率(kW)
90 2×1250
110 132
1000
生料辊压机终粉磨系统
55 180 450
110
水泥联合粉磨系统(双斗提机方案)
1. 水泥配料和V选的粗粉,用一台斗提机送入中 间仓; 2. 中间仓的物料进入辊压机挤压;挤压后的料 饼,单独用一台斗提机送入送入V型选粉机,进 行分选; 3. 细粉随风带入旋风筒收集入磨,粗粉循环挤 压; 4. 气流经循环风机返回V型选粉机进风口。 5. 进V选的溜子上设溜管除铁器和旁路三通阀; 6. 粉煤灰直接加入磨头或磨尾; 7. 球磨系统采用闭路系统,分选采用高效涡流 选粉机; 8. 磨内通风单独设除尘器和风机,方便调整磨 内通风量。
辊压机粉磨的主要特点
辊压机粉磨的主要特点
根据辊压机在水泥工业的实际应用结果,人们总结出如下最主要的特点:
(1)提高产量:在粉磨系统中安装辊压机,可以使粉磨设备的潜在能力得以充分发挥,增加产量达50-100%,提高了整个系统的生产效率。
(2)降低电耗:用辊压机粉磨物料,可以使粉磨系统的总电耗显著降低。
比传统粉磨方式节能25-50%,每年节电效益相当可观。
(3)节省投资:对于同样生产能力要求的辊压机与管磨机相比,辊压机结构简单、体积小、重量轻,占用厂房空间小,可以节省土建投资,同时也便于对原有粉磨系统进行改造。
此外,辊压机的操作、维修也非常简便。
(4)工作环境好:物料在挤压辊罩内,被连续稳定地挤压粉碎,有害粉尘不易扩散,同时,由于近乎无冲击发生,故辊压机的噪音比管磨机小得多。
(5)易于发展:传统管磨机受到加工、运输、热处理等条件的限制,管磨机大型化受到很大的制约。
配辊压机粉磨系统很好地解决了此类问题。
使粉磨系统向大型化发展变成了现实。
1.3 辊压机的稳定工作条件
经过多年的实践证明,辊压机安全稳定工作需满足如下条件:
(1)喂入的物料应具有一定的料压,借以保证物料稳定连续地喂入辊间,形成较密实的料层。
(2)喂入的物料粒度应满足设计要求,借以形成较密实的料层,但在高压料层粉碎前可以发生单颗粒破碎的部分除外。
(3)粉磨时应具有足够大的挤压粉碎力,不过,该粉碎力数值对于不同的物料和挤压效果有不同的要求,应通过试验确定最佳值。
1。
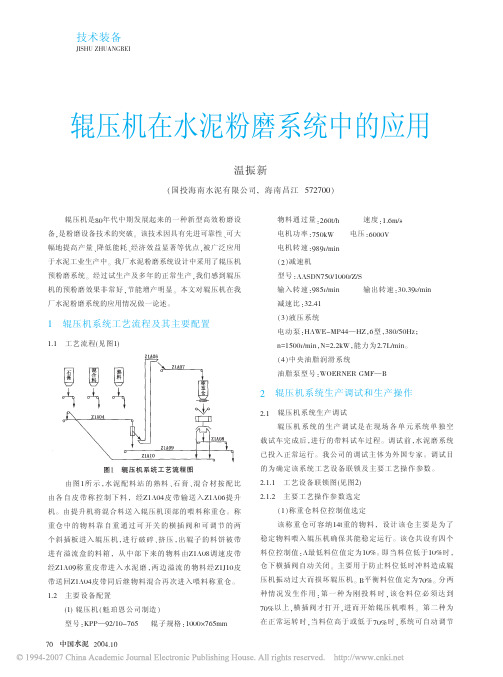
辊压机在水泥粉磨系统中的应用
!$!$!
操作控制 在正常操作控制过程中 ! 只须监控设备状态和调节一
些过程参数 " &% $ 辊压机喂料量 通过调节斜插板开度 " 开度大 ! 则喂料多 " 反之 ! 则喂 料少 " 主要依据辊压机功率决定 ! 一般为 *"")3*"67 时 ! 效 果最好 " &! $ 磨喂料量 通过调节入磨皮带转速 " 转速快 ! 则喂料多 " 反之 ! 则 喂料少 " 主要依据水泥磨能力来定 ! 取 **()5*( 为佳 "
!$!$%
开机投料 &% $ 水泥磨系统已经正常运转 " &! $ 辊压 机 系 统 所 属 机 ’ 电 ’ 仪 ’ 自 动 化 设 备 均 处 在 正
常状态 " &+ $ 现场巡检确认现场设备完好 " &# $ 中控 操 作 员 选 择 辊 压 机 系 统 程 序 组 ! 启 动 该 组 系 统设备 " &* $ 设备启动完毕 ! 检查确认各设备状态及参数 " 如均 处在正常状态 ! 则可进行喂料 " &5 $ 选择辊压机喂料阀门 ! 物料此时进入辊压机系统 " &3 $ 当称重仓料位达 3"( 时 !横插阀打开 " 操作员只须 缓慢打开斜插板进行喂料即可 "
)"!
辊间隙检测报警 当动辊一侧的轴承座或动辊整体后退量过大 ! 达到设
定保护值时 ! 该辊间隙检测报警 " 曾有一段时期 ! 该辊间隙 经常报警 ! 严重影响了生产 " 最终查明为检测辊间隙的探 针动作不灵活所致 " 通过更换新探针 !报警消除 "
辊压机联合粉磨工艺系统分析
辊压机联合粉磨工艺系统分析辊压机联合粉磨(或半终粉磨)工艺系统,其技术核心在本质上属于“分段粉磨”。
目前,国内水泥制成工序广泛应用由辊压机+打散分级机(动态分级设备)或V型选粉机(静态分级设备)+管磨机开路(或配用高效选粉机组成双闭路)组成的联合粉磨工艺系统(或由辊压机+V型选粉机(静态分级设备)+高效选粉机+管磨机组成的半终粉磨工艺系统),在实际运行过程中,由于各线生产工艺流程及设备配置、物料粉磨特性、水份等方面因素不尽相同,导致系统产量、质量及粉磨电耗等技术经济指标也参差不齐,本文拟对水泥联合粉磨单闭路(管磨机为开路)及双闭路系统(或半终粉磨系统)中各段常出现的工艺技术与设备故障模式进行探讨分析,并提出了相应的解决办法,仅供粉磨工程技术人员在日常工作中参考,文章中谬误之处恳望予以批评指正:一、辊压机系统故障模式:辊压机挤压效果差故障原因1:1. 被挤压物料中的细粉过多,辊压机运行辊缝小,工作压力低影响分析:辊压机作为高压料床(流动料床)粉磨设备,其最大特点是挤压力高(>150Mpa),粉磨效率高,是管磨机的3-4倍,预处理物料通过量大,能够与分级和选粉设备配置用于生料终粉磨系统。
但由于产品粒度分布窄、颗粒形貌不合理及凝结时间过快、标准稠度需水量大与混凝土外加剂相容性差等工作性能参数方面的原因,国内水泥制备工艺未采用辊压机终粉磨系统,辊压机只在水泥联合粉磨系统中承担半终粉磨(预粉磨)的任务,经施以双辊之间的高压力挤压后的物料,其内部结构产生大量的晶格裂纹及微观缺陷、<2.0mm及以下颗粒与<80um细粉含量增多(颗粒裂纹与粒度效应),分级后的入磨物料粉磨功指数显著下降(15-25%),易磨性明显改善;因后续管磨机一仓破碎功能被移至磨前,相当于延长了管磨机细磨仓,从而大幅度提高了系统产量,降低粉磨电耗。
但辊压机作业过程中对入机物料粒度及均匀性非常敏感,粒状料挤压效果好、粉状料挤压效果差,即有“挤粗不挤细”的料床粉磨特性;当入机物料中细粉料量多时会造成辊压机实际运行辊缝小,主电机出力少,工作压力低,若不及时调整,则挤压效果会变差、系统电耗增加。
辊压粉磨系统主机配置方案与应用

配料后 经皮带机 、 升机输送 到稳 流称重仓 内, 内 提 仓
一
1 0
一
水 泥 科 技
SCI ENCE AND TECH NOL0GY OF CEM ENT 2 1 01 .№ 2
≤ 15 比表 面积 ( / g ≥ 30 系统 电耗 ( Wh t .; m。 k ) 4 ; k /)
2 0~ 3 0 3 0 1 O0
打散 分 级 机
3. m × 13 8 m 1O 0 25 0 0
我 院 已设 计多 条 此 配置 的粉 磨 系统 , 并成 功 投
入 使 用 。现 以 福 建 漳 州 紫 金 建 材 有 限 公 司 水 泥 粉 磨 系 统 为 例 , 绍 该 系 统 特 点 。 福 建 漳 州 紫 金 建 材 有 介 限公 司 年 产 10万 吨 粉 磨 站 分 两 期 建 成 , 2 0 6 于 0 7年 相 继 投 产 , 运 行 情 况 良好 。 现 该 工 艺 流 程 是 : 料 、 膏 、 合 材 按 一 定 比 例 熟 石 混
2 两 种 台 产 1 0/ 0 th挤 压 联 合 粉 磨 系统 实 例
… …~ t
l
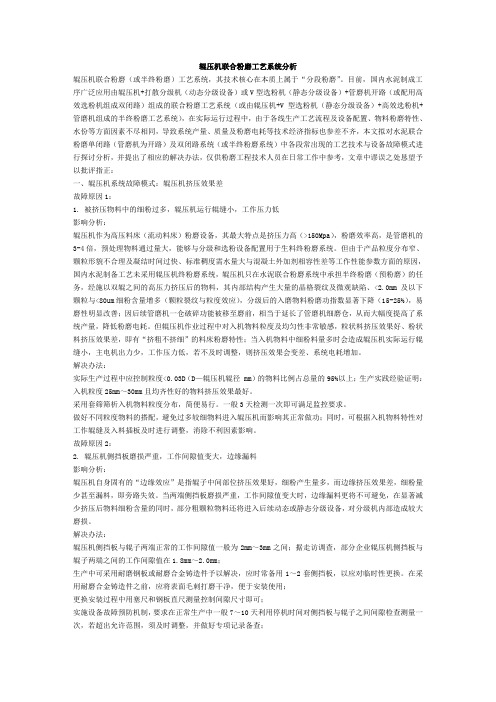
图 1 福 建 漳 州 紫金 建 材 公 司 水 泥 粉 磨 车 间 工 艺流 程 图
福建漳 州 紫金建材 有限公 司水泥 粉磨 车间主机
配 置 ( 个 粉 磨 车 间 ) 表 1 单 如 。
( 高细 高 产 磨 )
漳 州 紫 金 建 材 有 限 公 司 生 产 P 04 . . 2 5硅 酸 盐 水 泥物 料 配 比是 : 回转 窑 熟 料 8 % ; 膏 5 ; 矸 7 石 煤
石 8 。最 大 入 料 粒 度 ≤ 8 mm, 料 综 合 水 分 ≤ % 0 原 1 。生 产指标 : 时产量~ l O/ ; 0 % 台 O th 8 mm 筛筛余
浅谈对带辊压机预粉磨水泥磨系统的操作
( 2)稳 流仓 高低 。
①称 重仓仓位大幅快速下降 ,确定粗粉 回料溜 子堵料 时 ,一定要保证稳 流仓有足够空间贮料 ( 以
"C n r l p rt n , o to ea i J O o
下 降 ,打散分级机 电流异常 ,出磨水泥细度变粗可 判断打散分级 机筛 网出现破洞 ,应立 即止料停机 , 待机修焊好筛网方可开机。
挤压联合粉磨系统中物料 的破碎及预粉磨 主要
是 由辊压 机 承担 ,磨 机 主 要发 挥 研 磨 作 用 ,所 以操
电流非常关键 ,操作 中应密切关注电流变化 ;确保 提升机 的正常运转是系统设备高运转率 的重要前 提
之一。
作 中应 多观察辊缝并及 时调准 ;导料板插入深度越 深 ,辊缝越小 ,辊压机功率越低 ,最终导致系统产
中控正常操作的控制参数见表2 。
表2 正常操作控 制参数 项目 控制参数 料饼斗提 辊 压机 电 电 流/ A 流/ A 3 5 30 2 0 2+5 辊压机液 压 力/ a MP 75 85 . . ~ 辊缝 /m m 2—5 2 3 磨机主电机 电流 / A 10 8 磨机压差 / a MP 1 . 0 分级机转速 /(/ i r n) a r 70 0 入库斗提 电流 / A 4 5
机转 速 ,一 般来说 ,转 速低 、产 量低 ;转速 高 、 产量 高 ;但 打散 机转速 过 高 ,则会 使打散 机风 轮 磨损 过快 ,减短 其寿命 ,我司打 散机转 速一般 在
5 0~7 0/ i之 间调节 为宜 。 0 5r n m
量 能促进水泥 的水化速度 ,调节合适 的凝结时 间, 达到不 同标号水泥所需 的强度 ;石膏如果 断料或掺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊压机粉磨系统
一、所属行业:建材行业
二、技术名称:辊压机粉磨系统
三、适用范围:水泥生产线原料及水泥粉磨,高炉矿渣的超细粉磨。
四、技术内容:
1.技术原理
采用高压挤压料层粉碎原理,配以适当的打散分级装置。
2.关键技术
专用磨辊堆焊及修复技术,液压、润滑、喂料、传动、自动控制技术,以及与之相配套的打散分级、球磨机改造等。
3.工艺流程
辊压机联合粉磨→半终粉磨→终粉磨。
五、主要技术指标:
5000t/d水泥生产线采用不同水泥成品粉磨系统能耗指标比较:
采用球磨机闭路系统电耗指标:38~42kWh/t;
采用辊压机粉磨系统:单套粉磨能力200t/h,系统电耗(P.O42.5级水泥)≤30kWh/t。
六、技术应用情况:
该设备1990年通过国家建材局技术鉴定,1992年荣获建材行业部级科技进步二等奖,1993年荣获国家科技进步二等奖。
迄今已有400多台HFCG型辊压机及其系统水泥生产线运行,并批量出口国外。
典型用户有:台泥(英德)、河北冀东、浙江红狮、山东山水、兆山新星、山东山铝、福建水泥、广西华润、湖北华新等诸多水泥集团。
目前该技术在行业内的推广比例达到60%。
七、典型用户及投资效益:
(1)某5000t/d新型干法水泥生产线
项目节能技改投资额约2000万元,建设期150天。
同比采用球磨机,节电30%以上(约8~10kWh/t水泥);同比采用球磨机,吨水泥粉磨电耗降低8kWh/t计算,年节电效益约为800万元(按0.5元/ kWh计算),投资回收期3.0年。
(2)某2500t/d新型干法水泥生产线,老厂改造
节能技改投资额约1200万元,建设期150天。
比原采用球磨机,节电30%以上(约8~10kWh/t水泥);同比采用球磨机,以年产100万吨水泥,吨水泥粉磨电耗降低8kWh/t 计算,年节电效益约为400万元(按0.5元/度计算),投资回收期3.5年。
八、推广前景和节能潜力:
据“十一五”期间水泥产业结构调整政策,新型干法水泥增量相当于新建200多条5000t/d新型干法水泥生产线,需要各种规格的辊压机在800台套以上。
另外,尚有大量的中、小水泥厂利用原有的球磨机改造为粉磨站。
市场前景广阔,节能降耗效果显著。
“十一五”期间,该技术在行业内的普及率预计能达到80%,需总投入10亿元,可节电8亿kWh。
九、推广措施及建议:
1.参加行业推广会、技术交流会;
2.建议进一步提高耐磨材料材质,进一步延长耐磨材料使用寿命。