压铆机压力参数表
端子铆压高度和拉力参照表
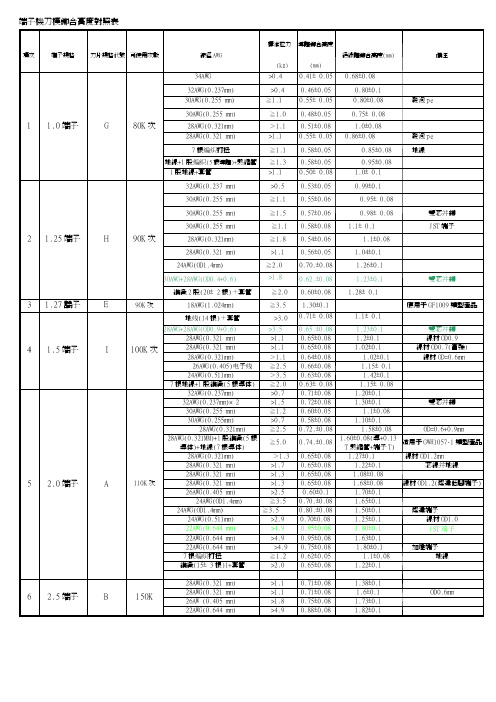
項次端子規格刀片規格代號可使用次數線徑AWG(kg)(mm)絕緣體鉚合高度(mm)備注1 1.0端子G80K次34AWG>0.40.41±0.050.68±0.0832AWG(0.237mm)>0.40.46±0.050.80±0.130AWG(0.255mm)≧1.10.55±0.050.80±0.08發泡pe 30AWG(0.255mm)≧1.00.48±0.050.75±0.0828AWG(0.321mm)>1.10.51±0.08 1.0±0.0828AWG(0.321mm)>1.10.55±0.050.86±0.08發泡pe7根编织打扭≧1.10.58±0.050.85±0.08地線地線+1股编织(5根導體)+熱縮管≧1.30.58±0.050.95±0.081股地線+套管>1.10.50±0.08 1.0±0.12 1.25端子H90K次32AWG(0.237mm)>0.50.53±0.050.99±0.130AWG(0.255mm)≧1.10.55±0.060.95±0.0830AWG(0.255mm)≧1.50.57±0.060.98±0.08雙芯并鉚30AWG(0.255mm)≧1.10.58±0.08 1.1±0.1JST端子28AWG(0.321mm)≧1.80.54±0.06 1.1±0.0828AWG(0.321mm)>1.10.56±0.05 1.04±0.124AWG(OD1.4mm)≧2.00.70.±0.08 1.26±0.130AWG+28AWG(OD0.4+0.6)>1.80.62.±0.08 1.23±0.1雙芯并鉚編織2股(20±2根)+套管≧2.00.60±0.08 1.28±0.13 1.27諯子E90K次18AWG(1.024mm)≧3.5 1.30±0.1應用于GF1009類型產品4 1.5端子I100K次地线(14根)+套管>3.00.71±0.08 1.1±0.128AWG+28AWG(OD0.9+0.6)>3.50.65.±0.08 1.23±0.1雙芯并鉚28AWG(0.321mm)>1.10.65±0.08 1.2±0.1線材OD0.928AWG(0.321mm)>1.10.65±0.08 1.02±0.1線材OD0.7(富強) 28AWG(0.321mm)>1.10.64±0.08 1.02±0.1線材OD=0.6mm26AWG(0.405)电子线≧2.50.66±0.08 1.15±0.124AWG(0.511mm)>3.50.63±0.08 1.42±0.17根地線+1股編織(5根導体)≧2.00.63±0.08 1.15±0.085 2.0端子A110K次32AWG(0.237mm)>0.70.71±0.08 1.20±0.132AWG(0.237mm)×2>1.50.72±0.08 1.30±0.1雙芯并鉚30AWG(0.255mm)≧1.20.60±0.05 1.1±0.0830AWG(0.255mm)>0.70.58±0.08 1.10±0.128AWG(0.321mm)≧2.50.72.±0.08 1.58±0.08OD=0.6+0.9mm28AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.74.±0.081.60±0.08(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321mm)>1.30.65±0.08 1.27±0.1線材OD1.2mm28AWG(0.321mm)>1.70.65±0.08 1.22±0.1苾線并地線28AWG(0.321mm)>1.30.65±0.08 1.08±0.0828AWG(0.321mm)>1.30.65±0.08 1.68±0.08線材OD1.2(燦達低腳端子) 26AWG(0.405mm)>2.50.60±0.1 1.70±0.124AWG(OD1.4mm)≧3.50.70.±0.08 1.65±0.124AWG(OD1.4mm)≧3.50.80.±0.08 1.50±0.1燦達端子24AWG(0.511mm)>2.90.70±0.08 1.25±0.1線材OD1.022AWG(0.644mm)>4.90.95±0.08 1.80±0.1JST端子22AWG(0.644mm)>4.90.95±0.08 1.63±0.122AWG(0.644mm)>4.90.75±0.08 1.80±0.1加煒端子7根编织打扭≧1.20.62±0.05 1.1±0.08地線編織(15±3根)1+套管>2.00.65±0.08 1.22±0.16 2.5端子B150K 28AWG(0.321mm)>1.10.71±0.08 1.38±0.128AWG(0.321mm)>1.10.71±0.08 1.6±0.1OD0.6mm 26AW(0.405mm)>1.80.75±0.08 1.73±0.122AWG(0.644mm)>4.90.88±0.08 1.82±0.1项次端子规格刀片规格代号可使用次数线径AWGkg(mm)绝缘体铆合高度(mm)备注62.5端子B150K26AW(0.405mm)×2>4.50.94±0.08 1.95±0.1雙芯并鉚24AWG(0.511mm)≧5.00.88.±0.08 1.84±0.1雙芯并鉚24AWG(0.511mm)>3.50.80±0.08 1.80±0.122AWG(0.644mm)×2>7.0 1.30±0.8 1.88±0.1雙芯并鉚22AWG(0.644mm)×2≧3.0 1.0±0.08 1.80±0.1雙芯并鉚(加成)20AWG(0.812mm)≧5.00.98.±0.08 1.75±0.118AWG(1.024mm)>5.0 1.05±0.08 1.95±0.115±2根编织铜丝≧1.80.76±0.08 1.2±0.172.54端子c170K次32AWG(0.237mm)>0.60.65±0.08 1.34±0.1同軸線30A WG(0.255mm)>0.70.70±0.08 1.35±0.1同軸線30AWG(銅軸線)並打>1.20.82±0.05 2.27±0.08德開端子30AWG(銅軸線)單打>1.00.80±0.05 1.65±0.0830AWG(0.255mm)>0.70.68±0.08 1.05±0.128AWG(3芯并鉚)≧5.00.82±0.081.62±0.1應用于GWH0924-1類型產品28AWG(0.321mm)≧1.10.66±0.081.05±0.1線材OD0.8mm28AWG(0.321mm)≧1.10.72±0.081.32±0.1燦達端子(od1.2mm)28AWG(0.321mm)×2>3.50.73±0.08 1.56±0.1芯線去外被穿HST.并鉚28AWG電子線.>1.20.80±0.05 1.40±0.0828AWG(0.321mm)>3.50.73±0.08 1.65±0.1雙並芯線28AWG(0.321mm)>1.10.66±0.08 1.25±0.128AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.78.±0.081.48±0.1(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321MM)+地線(7根導体)≧3.00.76.±0.08 1.15±0.128AWG(0.321mm)≧2.00.73±0.08 1.45±0.08線材OD1.55mm26AWG(0.405)×2≧4.50.95±0.08 1.82±0.1雙芯并鉚26AWG(0.405)×2≧4.50.95±0.08 1.65±0.1MOLEX2.54諯子并打26AWG(0.405)≧3.50.90±0.08 1.52±0.1燦達端子26AW(0.405mm)×3>6.0 1.02±0.08 1.84±0.1三芯并鉚26AWG(0.405mm)>1.80.75±0.08 1.58±0.1線材OD1.324AWG(0.511)+7根铜絲(0.376mm)≧3.50.85±0.08 1.65±0.0824AWG(OD1.4mm)≧5.70.74±0.08 2.0±0.0824AWG(0.511mm)>2.90.78±0.1 1.40±0.122AWG(0.644mm)>4.90.88±0.1 1.62±0.120AWG(0.812mm)﹥5 1.02.±0.08 1.85±0.1地線3股>30.90±0.05 1.70±0.08地線2股並打>30.85±0.08 1.80±0.14股編織(每股10根)+熱縮管﹥3.50.85.±0.08 1.38±0.1兩股編織+地線+熱縮管≧2.00.84±0.081.35±0.1燦達端子8 3.0端子DP1200K次22AWG(0.644mm)>7.0 1.86±0.1 3.07±0.13根線並打22AWG(0.644mm)>8.0 1.88±0.1 3.08±0.14根線並打20AWG(0.812mm)>7.0 1.1±0.08 1.85±0.193.0“o"型端子J200K次24AWG(0.511mm)>2.20.75±0.13根芯線並打,不需打絕緣體24AWG(0.511mm)>2.00.7±0.12根芯線並打,不需打絕緣體24AWG(0.511mm)>1.80.65±0.1單根打端,不需打絕緣體项次端子规格刀片规格代号可使用次数线径AWG標準拉(kg)导体铆合高度(mm)绝缘体铆合高度(mm)备注10 3.2端子Y200K次20AWG(0.812mm)>7.7 2.40±0.14根芯線並打,不需打絕緣體18AWG(1.024mm)>10 1.80±0.13根芯線並打,不需打絕緣體11 3.5端子L170K 24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子12 3.96端子D200K次20AWG(0.812mm)﹥5 1.20.±0.08 2.4±0.1燦達端子13 5.08端子E200K次22AWG+26AWG>7.0 1.42±0.1 2.50±0.122AWG+26AWG+26AWG>7.5 1.52±0.1 3.05±0.122AWG>6.0 1.13±0.1 2.05±0.122AWG(OD2.1mm)>10 1.75±0.08 3.15±0.118AWG(OD2.1mm)>10 1.4±0.08 2.4±0.118AWG(1.024mm)備注欄 1.25±0.1 2.20±0.1>7.5<10kg 22AWG(0.644mm)>6.0 1.13±0.1 2.05±0.114SATA15PIN端子F200K次20AWG(OD1.8mm)≧3.6 1.35±0.0.08 1.27端子18AWG(OD1.8mm)≧10 1.40±0.08 2.4±0.1SATA7+6PIN端子F200K次26AWG(0.405)电子线≧2.50.64±0.06按鍍錫后再鉚壓量測SATA7+15PIN端子F200K次18AWG(1.024mm)電子線﹥6.0 1.40±0.0815S-ATA端子F200K次30AWG(0.255mm)>1.00.62±0.03宏技新CONNECTOR30AWG(0.255mm)>1.00.69±0.03上端CONNECTOR30AWG(0.255mm)>1.20.80±0.03(双苾并打)28AWG(0.321mm)>1.80.74±0.0528AWG(0.321mm)>1.80.85±0.06(双苾并打)26AWG(0.405mm)>2.00.78±0.0522AWG電子線>3.6 1.16±0.130AWG(0.255mm)≧1.00.56﹢0﹣0.04第1.7PIN單芯(創意新)新刀模30AWG(0.255mm)>1.20.70﹢0﹣0.05第4芯線雙芯並打鉚高(創意新)新刀模30AWG(0.255mm)≧1.00.60﹢0﹣0.05第2.3.5.6PIN單芯(創意新)新刀模28AWG(0.321mm)>1.80.60±0.04第四芯線並打鉚高0.75±0.0826AWG(0.405mm)>2.00.70±0.0816HDMI端子HDMI500K次30AWG(0.255mm)>0.70.60±0.06鉚高為芯線鍍錫后高度备注:刀模编号为:刀模编号+端子供应商编号加成:刀模编号+JA加纬:刀模编号+JW灿达:刀模编号+CD维林:刀模编号+WL升呜:刀模编号+SM富强:刀模编号+FQ朝贵:刀模编号+CG 如:加成2.0端子:AJA核準:審核制表:。
压铆压力对照表

第 4 页,共 5 页
常用压铆件安装力、推力、扭力对照表(参照PEM标准)
类 型 3.5M3 螺纹代码 材质代码 不锈钢 SO/SOS/S OA/BSO/B SOS/BSOA 铝制 铁制 不锈钢 铝制 M3.5 铁制 不锈钢 铝制 铁制 不锈钢 铝制 M4、M5 铁制 不锈钢 铝制 钢 板 17.8 17.8 2490 2490 8.47 8.47 铝 板 10.7 10.7 10.7 1780 1780 1780 5.08 5.08 5.08 钢 板 14.7 14.7 1860 1860 3.95 3.95 铝 板 7.6 7.6 7.6 1330 1330 1330 2.82 2.82 2.82 板 材 钢 板 安装力(KN) 14.7 推力(N) 1860 扭力(N.M) 2.15 备 注
FHS
M4 钢 板 5052-H34铝板 M5 钢 板 5052-H34铝板 M6 钢 板 5052-H34铝板 M8 钢 板 铁制 不锈钢 铝制 M3 铁制 不锈钢 铝制 铁制 不锈钢 铝制 3.5M3 铁制 钢 板 14.7 1860 2.15 铝 板 7.6 7.6 7.6 1330 1330 1330 1.24 1.24 1.24
常用压铆件安装力、推力、扭力对照表(参照PEM标准)
类 型 螺纹代码 材质代码 0 1 2 M2/M2.5/M3 0 1 2 0 1 2 M3.5 0 1 2 0 1 2 M4 0 1 2 0 S/CLS 1 2 M5 0 1 2 0 1 2 M6 0 1 钢 板 27-36 1760 17 1380 13 5052-H34铝板 18-32 1580 14.1 钢 板 18-38 530 800 1112 970 3.6 4.5 6.8 7.9 10.2 5052-H34铝板 11.2-15.6 480 845 3.6 5.7 钢 板 18-27 490 645 1250 300 2.95 4 5.1 3 5052-H34铝板 11.2-13.4 钢 板 13.4-26.7 480 570 1210 300 470 970 1.8 2.3 2.3 2.37 2.6 4 5052-H34铝板 11.2-13.5 钢 板 11.2-15.6 470 550 1010 280 400 840 1.47 1.7 2.03 1.8 1.92 2.5 5052-H34铝板 6.7-8.9 板 材 安装力(KN) 推力(N) 280 400 750 扭力(N.M) 0.9 1.13 1.4M10 1 钢 板 2 1 5052-H34铝板 2 M2 1 钢 板 2 1 5052-H34铝板 2 M2.5 1 钢 板 2 1 5052-H34铝板 2 M3 1 钢 板 2 1 F 2 M4 1 钢 板 2 1 5052-H34铝板 2 M5 1 钢 板 2 17.8 1068 0.88 11.1 1068 0.88 17.8 1068 0.58 5052-H34铝板 8.9 1068 0.58 13.3 890 0.36 8.9 890 0.36 13.3 890 0.23 8.9 890 0.23 13.3 890 0.16 8.9 890 0.16 32-50 2020 36.2
压铆件基本规格表

第十八页,共37页。
七、常见异常状况
❖ 供应商来料常见不良状况: ❖ 1、漏加工:无螺纹、无孔(呈轴销状) ❖ 2、混料:螺纹规格不同的混料(M2.5与M3螺母螺柱),螺柱长度不同混料。 ❖ 3、螺纹不良:
❖ 混料:
❖ 1、供应商来料混料;(供应商本身加工时混料,委外电镀时电镀供应商混 料)
三、压铆螺柱
❖ 1、常见公制压铆螺柱类型:
❖ SO-M3-6、
BSO-M3-6;
❖ SO-3.5M3-6、 BSO-3.5M3-6
SO-M2.5-6、
BSO-M2.5-6;
第十三页,共37页。
三、压铆螺柱:
1、通孔:SO-M3-8-ZI a、材质分为:钢—SO 不锈钢—SOS b、SO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM)
1、PF10.1-M2.5-13.6 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5) 1—1.8MM(适用于板厚1.5-2.5MM) 2—2.6MM(适用于板厚2.5-4.0MM)
底孔为4.0MM C值为3.98MM
2、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为4.32MM
厚1.5-2.0mm)
第四页,共37页。
二、压铆螺钉
第五页,共37页。
二、压铆螺钉
❖ 1、常见公制压铆螺钉类型:
❖ FH-M3-6
❖ FHS-M3-6
第六页,共37页。
二、压铆螺钉:
❖ 2、圆头压铆螺钉:FH-M3-6-ZC ❖ A、材质分为:钢—FH 不锈钢—FHS 铝--FHA ❖ B、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) ❖ C、压铆螺钉的圆头直径:M2.5—Φ4.1MM M3-- Φ4.6MM M3.5—Φ5.3MM M4—
铆接工序作业规范

铆接工序作业规范1.合用范围合用于企业钣金产品压铆螺柱、压铆螺母、拉铆钉等铆接工序生产过程旳控制、检测。
2.设备及工具压铆机、压铆平台等。
3.工艺过程3.1拉铆拉铆操作旳重要工艺过程是:首先根据铆钉芯棒直径选定铆枪头旳孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依托压缩空气产生旳向后拉力,使芯棒旳凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同步,芯棒由于缩颈处断裂而被拉出,铆接完毕。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业旳紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家俱、装饰等机电和轻工产品旳装配上。
为处理金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺陷而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用以便。
3.1.2拉铆螺母分类3.1.2.1种类:有通孔旳平头、小头、六角不锈钢铆螺母,有盲孔旳平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母旳头型见下表拉铆螺母头型平头型(f)圆柱头型(C)沉头型(F)3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺规定,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用旳工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材旳底孔尺寸与否合符各型号底孔尺寸规定。
假如不能满足规定,停止拉铆作业。
详细拉铆螺母底孔尺寸见《附表一:拉铆螺母底孔尺寸规定》3.1.3.3调整铆枪使用前检查拉铆枪与否完好,检查气动枪旳气压与否符合阐明旳最低原则。
进行拉杆与风动拉铆枪装配,根据铆螺母旳长度不一样,调整拉杆旳装入长度,以拉杆抵达铆螺母最终 2~3扣螺纹为合适。
同步调整拉杆行程,检测拉伸长度与否合适(根据《附表二:铆螺母拉铆后收缩长度表》),未到达拉伸长度规定期,应调整行程,直到符合拉伸长度规定,再进行批量操作。
压铆机工作参数

压铆机工作参数
压铆机是一种常见的机械设备,用于将两个或多个金属部件连接在一起。
为了保证压铆的质量和效率,需要设置一些工作参数。
常见的工作参数包括以下几个方面:
1. 压力参数:压力是压铆机的重要参数之一,通常以吨为单位。
不同的铆接材料和厚度需要不同的压力来实现合适的铆接效果。
一般来说,压力越大,铆接效果越好,但如果过大则可能会对铆接材料造成损伤。
2. 时间参数:铆接的时间也是一个关键参数。
时间过短会导致铆接不牢固,时间过长则会浪费资源。
一般来说,铆接时间应该根据不同的材料和厚度进行调整,以获得最佳的铆接效果。
3. 销丝长度:铆接时,销丝的长度也是需要考虑的。
如果销丝长度不够,可能会导致铆接效果不佳,而如果长度过长,则会浪费资源。
因此,需要根据不同的铆接情况来调整销丝长度。
4. 垫片厚度:垫片的厚度也是一个重要的参数。
不同的垫片厚度可以调整铆接的紧密度和牢固度。
在选择垫片时,需要考虑材料的硬度和铆接的厚度等因素。
以上就是一些常见的压铆机工作参数。
对于不同的铆接材料和厚度,需要根据实际情况进行调整,以获得最佳的铆接效果。
- 1 -。
压铆件基本规格表

九、压铆工序的质量控制
8、对于离产品边缘或孔周边较近的压铆件压铆后会造成产 品边缘或孔周边明显变形,根据变形,涨料的情况来采取相应 的措施(比如校形,或打磨),来达到图纸尺寸、外观要求。 9 、压铆后不得出现压歪,压偏现象,必须保证螺纹与其所 对应的孔是同心的。 10、 对于处在折弯边或模具成形边较近的压铆件要重点关 注,尤其是螺纹,外观(变形)要重点检测。 11、 单个产品压铆螺柱、螺钉数量比较多,部分产品会制 作专用治具进行压铆,另需做专用检具检验是否有漏压或错 压等不良缺陷; 12、压铆完成后需检验其平面度是否在范围内,若超标需转 入钳工校形处理。
6、预冲底孔参数
三、压铆螺柱
三、压铆螺柱
1、常见公制压铆螺柱类型: SO-M3-6、 BSO-M3-6; SO-3.5M3-6、 BSO-3.5M3-6
SO-M2.5-6、
BSO-M2.5-6;
三、压铆螺柱:
1、通孔:SO-M3-8-ZI a、材质分为:钢—SO 不锈钢—SOS b、SO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) SO-M3-8-ZC(底孔为4.2MM,C值为4.19MM) SO-M4-8-ZC(底孔为6.0,C值为5.95MM) SO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM) 2、盲孔:BSO-M3-8-ZC a、材质分为:钢—BSO 不锈钢—BSOS b、BSO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) BSO-M3-8-ZC(底孔为4.2MM,C值为4.19MM) BSO-M4-8-ZC(底孔为6.0,C值为5.95MM) BSO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM) 3、英制压铆螺柱:如SO-632-12-ZC SO -6 32 -12 -Zc
常见铆钉的压铆参数
So晟ft-銘To電ol子ing製&品pro廠to樣ty品pin製g 造Ce處nter
主講人﹕賀紅祥 二零零四年三月
6
二﹑壓鉚螺柱類的詳細介紹(Self-Clinching Standoffs)
铰孔式螺柱(Broaching type StandOffs) KFE-440-8﹑KFSE-632-4﹑KFE-M3-3 (over)
五﹑弹簧螺钉类的详细介绍
弹簧螺钉类铆钉的型号及代号含义介绍……………………………………………...…26
弹簧螺钉类铆钉的底孔及安全边距查询……………………………………………...…31
六﹑导向销钉类的介绍 ……………………………………...………………………...… 35
So晟ft-銘To電ol子ing製&品pro廠to樣ty品pin製g 造Ce處nter
(B)SO类压铆螺柱 SO-440-8 ZI ﹑SOS-M3-3﹑BSOA-6440-10
SO为螺柱类型,共有SO、SOS、SOA、SON几种。其中SO为StandOffs的简称,SO后的S、 A、N分别为Stainless Steel、Aluminium、Non-Heat Treated的简称,表示材质,SO后不带其它 代号则为一般的热处理碳钢。N类材质的螺柱很少使用。
So晟ft-銘To電ol子ing製&品pro廠to樣ty品pin製g 造Ce處nter
主講人﹕賀紅祥 二零零四年三月
4
二﹑壓鉚螺柱類的詳細介紹(Self-Clinching Standoffs)
螺柱为带内螺纹的压铆五金件。螺钉的旋入方向为该类五金件的外露方向。 其类型有: 埋头式(concealed-head)螺柱CS(O)S﹔ 涨铆式(flare-mounted)螺柱KFB3﹔ 接地(grounding)螺柱SOSG/SOAG﹔ 铰孔式(broaching type) 螺柱KF(S)E﹑KPS6﹔ 普通螺柱 (B)SO4﹐(B)SO(A/S/N)﹑TSO(A/S); 螺柱与螺母的界定除按工作状况来区分外﹐还可从其型号上区分﹕螺柱代号的长度代码表 示压铆后外露部分(Length Code)的长度﹐而螺母的则表示压入部分(Shank Code)的长度。 埋头压铆螺柱(Concealed-Head Self-Clinching Standoffs)
压铆件基本规格表
Chrome flash Tin flash
亮铬 亮锡 镀镍
CR ET NI
六、制程中压铆一般检验项目
1、压铆规格 2、压铆方向 3、压铆位置 4、压铆数量 5、压铆螺柱、螺钉时有无歪斜 6、压铆缝隙 7、压铆变形、涨料 8、压铆后螺纹 9、扭力测试 10、推力测试
七、常见异常状况
一、压铆螺母:
2、各压铆螺母型号区别:以S-M3-1-ZC 为例 A、材质:S表示碳钢, CLS表示不锈钢, CLA表示铝材. B、尾部码:以S-M3-1-ZC 为例 0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材) (-0/-1/-2只是尾部码的代号,具体数值需要查PEM,在生产和检验 时我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔: M2、M2.5、M3的底孔都为4.3MM。螺母的C值是4.22MM M4的底孔为5.4MM,螺母的C值为5.38MM M5的底孔为6.4MM,螺母的C值为6.38MM D、SP类型的压铆螺母:专门用于压不锈钢材料的。 3、英制压铆螺母:如S-632-0,S-832-1等。 表示方法除螺纹规格外其它与公制相同。
八、其它注意事项
1、我司所有SO、SOO、SOS、SOOS代码的压铆螺柱默认全部加工成 全螺纹螺柱,除非有特别的文字注明; 2、在压铆作业前必须对一款压多种压铆件产品,合理操作流水线作业, 相似易压错的规格不能同时在一台机床上压铆; 3、未加工和已加工的产品必须分开隔离放置; 4、工作台上的残留压铆件必须及时清理干净; 5、生产完毕后将未用完的压铆件回收于管理员统一放置,管理员在放 置时注意包装上的标识,尽量不要并装; 6、加工过程严禁裸手直接接触压铆件,以免造成腐蚀; 7、不锈钢产品上压螺母应采用PEM标准的SP系列,压螺柱应采用PEM标 准的SO4/BSO4系列.压螺钉应采用PEM标准的FH4系列; 8、压铆后性能检测(松不脱弹簧失效无法弹起,扳手压铆后无法转动等) 9、在压铆松不脱时,同一件产品上只能使用同一个厂家的松不脱,以 保证外观的一致性; 10、当压铆在孔的附近时,注意孔的大小是否因压铆涨料而变小,需对 孔的尺寸进行测量; 11、在压铆螺柱及螺钉时,注意是否有压铆歪斜的现象,可检测其垂直 度。
压铆机压力参数设定表(新)
物料名称 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母 预压螺母
型号规格 M2.5-1 M3-1 M3-2 M4-1 M4-2 M5-1 M5-2 M6-1 M6-2 M8-1 M8-2
压铆板材 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板 铝板 冷板
板材厚度
板材厚度
注意:压铆不同板厚,不同规格的铆接件时,必须调整压力参数!
四、附件 无 标准 会签 审核 王跃 编制 沈云琪
文件名称 制定部门 一、目的
压铆机压力参数设定表
技术部 5.4.1
确定压铆机的压力数值 二、适用范围 适用于所列规格的圆头压铆螺母的压铆 三、内容
显示数值 (Mpa) 100-120 120-140 / / 170-190 1.0-1.5 (当厚度 1.0时,取 小值;当 厚度1.5 时,取大 值。) / / 180-200 / / 200-220 / / 210-230 / / 220-240 210-230 / / 2.0-3.0 (当厚度 2.0时,取 大值;当 厚度2.5 时,取中 间值;当 厚度3.0 时,取大 值。) 130-150 / / 180-200 / / 190-210 / / 显示数值 (Mpa) / / / /
BX-2000液压旋铆机参数
BX-2000液压旋铆机参数
• 输入2.5MPa 油压时,最大旋铆压力 35 KN(2.7t )
• 最大旋铆工件直径:¢3~¢15mm,设备总行程40mm, 可调行程:20mm( 带刻度标尺) 最大闭合高度400mm 闭合高度调整量300mm 。
含泵站系统压力调节阀(外接式)
含泵站系统速度调节阀(外接式),保证机体刚度及强度:采用优质钢板结构
工作台面尺寸:250mm × 300mm, 工作台面中心有一条14#”T” 型槽
喉深250mm ;功耗:2.25KW 使用电源电压: 三相四线380V 交流
铆头总成行程可调节范围: 20~40mm
电机额定功率:1.5
电机额定功率:1.5KW
液压泵站:杭州德科液压动力有限公司
液站电机功率:3KW
额定压力:2mpa
容量:60L
控制系统:单片机。
配工作灯 . 控制系统 1 套
开关启动电气控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号类型 规格 工件材质 压力Kg 工件材质 1 螺母 M2 SPCC/SGCC/SUS 25~30 铝 2 螺母 M2.5 SPCC/SGCC/SUS 30~40 铝 3 螺母 M3 SPCC/SGCC/SUS 40~50 铝 4 螺母 M3.5 SPCC/SGCC/SUS 50~70 铝 5 螺母 M4 SPCC/SGCC/SUS 60~80 铝 6 螺母 M5 SPCC/SGCC/SUS 80~100 铝 7 螺母 M6 SPCC/SGCC/SUS 90~110 铝 8 螺母 M8 SPCC/SGCC/SUS 铝 9 螺母 M10 SPCC/SGCC/SUS 铝 10 螺母柱 M3 SPCC/SGCC/SUS 50~70 铝 11 螺母柱 3.5M3 SPCC/SGCC/SUS 60~80 铝 12 螺母柱 M3.5 SPCC/SGCC/SUS 60~70 铝 13 螺母柱 M4 SPCC/SGCC/SUS 60~80 铝 14 螺母柱 M5 SPCC/SGCC/SUS 80~100 铝 15 螺母柱 M6 SPCC/SGCC/SUS 90~110 铝 16 螺钉 M2.5 SPCC/SGCC/SUS 60~80 铝 17 螺钉 M3 SPCC/SGCC/SUS 70~90 铝 18 螺钉 M3.5 SPCC/SGCC/SUS 80~100 铝 19 螺钉 M4 SPCC/SGCC/SUS 80~100 铝 20 螺钉 M5 SPCC/SGCC/SUS 90~110 铝 21 螺钉 M6 SPCC/SGCC/SUS 铝 22 螺钉 M8 SPCC/SGCC/SUS 铝 注: 1、孔到边距离小于10mm时取小值; 2、孔到边距离小于5mm时取小值的60%; 3、英制螺钉按公制螺钉相似规格调节; 4、压力调节以铆接面平整为准;调节时以小值向大值调节。 压力Kg 15~25 20~30 20~30 20~30 20~30 40~60 50~70
30~50 30~50 30~50 35~60 50~70 25~35 30~45 30~45 30~45