CW_200K型转向架热轴原因初探_周兴建
CW-200K转向架空气弹簧充风后弹跳研究
CW-200K转向架空气弹簧充风后弹跳研究发布时间:2022-12-01T01:51:10.905Z 来源:《新型城镇化》2022年22期作者:罗佳丽李俊[导读] 囊式空气弹簧按曲数可以分为单曲、双曲和多曲。
膜式空气弹簧可以分为自由膜式和约束膜式。
中车南京浦镇车辆有限公司江苏南京 210000摘要:CW-200K型转向架运用自由膜式空气弹簧,在落车找平充风时空簧出现了弹跳现象,如果不消除该现象,有可能影响空簧充风,严重时危及铁路客车的行车安全。
关键词:转向架;空气弹簧;起跳1.空气弹簧的原理空气弹簧是一种由有帘线的橡胶囊和充入其内腔的压缩空气所组成的非金属弹性元件,我国将空气弹簧主要分为三种类型,囊式、膜式和其他型式。
囊式空气弹簧按曲数可以分为单曲、双曲和多曲。
膜式空气弹簧可以分为自由膜式和约束膜式。
2.空气弹簧的特点空气弹簧是一种非金属弹簧,具有优良的弹性特性,现今在诸多领域得到了广泛应用,它有以下几大特点:1. 空气弹簧的工作高度可随时调节;2. 空气弹簧具有很强的非线性特性,可以根据需要设计理想的特性线;3. 吸收高低频振动和降噪的性能好;4. 空气弹簧的刚度可以通过附加气室的容积和有效面积来进行改变;5. 空气弹簧隔振系统自振频率很低而且基本不变,所以弹簧系统具有几乎不变的性能;6. 空气弹簧主气室和附加气室之间有一节流孔或管路,通过改变节流孔或管路,通过改变节流孔的孔径和管路直径、长度可以达到最佳的阻尼系数。
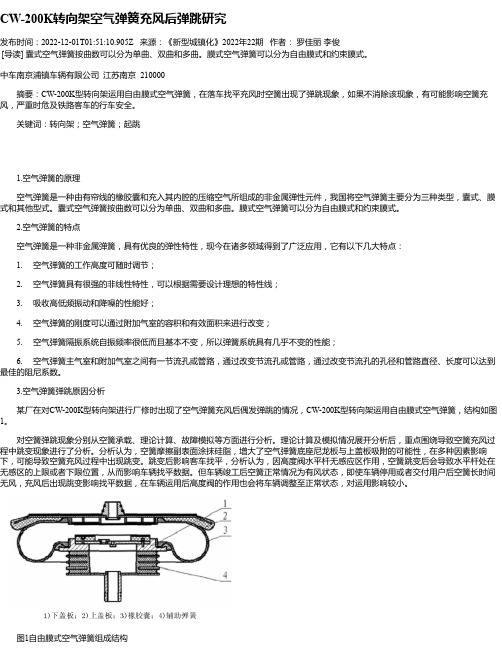
3.空气弹簧弹跳原因分析某厂在对CW-200K型转向架进行厂修时出现了空气弹簧充风后偶发弹跳的情况,CW-200K型转向架运用自由膜式空气弹簧,结构如图1。
对空簧弹跳现象分别从空簧承载、理论计算、故障模拟等方面进行分析。
理论计算及模拟情况展开分析后,重点围绕导致空簧充风过程中跳变现象进行了分析。
分析认为,空簧摩擦副表面涂抹硅脂,增大了空气弹簧底座尼龙板与上盖板吸附的可能性,在多种因素影响下,可能导致空簧充风过程中出现跳变。
CW-200K转向架单车技术检查
CW-200K 型转向架车辆单车技术检查作业标准
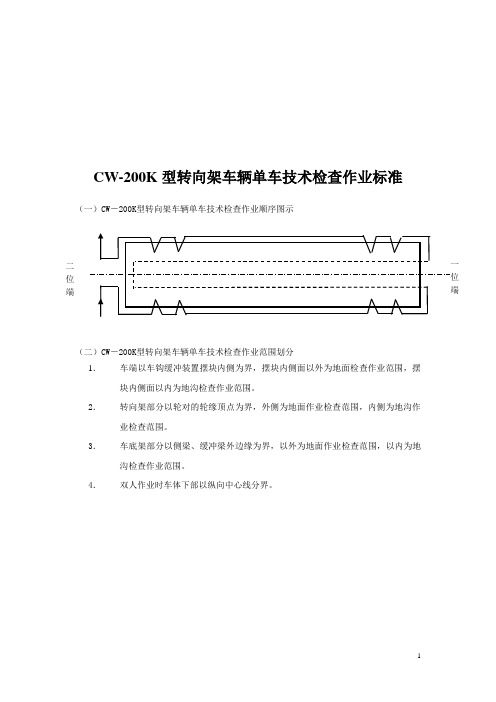
(一)CW -200K 型转向架车辆单车技术检查作业顺序图示
(二)CW -200K 型转向架车辆单车技术检查作业范围划分 1.
车端以车钩缓冲装置摆块内侧为界,摆块内侧面以外为地面检查作业范围,摆块内侧面以内为地沟检查作业范围。
2.
转向架部分以轮对的轮缘顶点为界,外侧为地面作业检查范围,内侧为地沟作业检查范围。
3.
车底架部分以侧梁、缓冲梁外边缘为界,以外为地面作业检查范围,以内为地沟检查作业范围。
4. 双人作业时车体下部以纵向中心线分界。
二位端
(三)CW-200K型转向架车辆单车技术检查标准。
CW-200K型转向架反位装配工艺

CW-200K型转向架反位装配工艺发布时间:2023-04-27T07:17:19.578Z 来源:《新型城镇化》2023年7期作者:蒋永胜韩杰[导读] CW-200K型转向架A4试修时正位转向架组装,在生产过程中出现很多不适用问题,经过试制参照公司现有25T型客车转向架组装方法,使用反位组装工艺,完成转向架A4修。
中车南京浦镇车辆有限公司江苏省南京市 210000摘要:CW-200K型转向架A4试修时正位转向架组装,在生产过程中出现很多不适用问题,经过试制参照公司现有25T型客车转向架组装方法,使用反位组装工艺,完成转向架A4修。
关键词:反位装配;装配工艺前言CW-200K型转向架是25T型客车用转向架,浦镇公司在技术准备阶段按照正位装配方法,试修时发现构架和轮对落车困难,生产效率低下,且现有工艺装备无法使用,需要新制正位组装和落成工装,作业人员对转臂式定位的转向架正位装配不熟练,易出现各类隐患。
使用反位装配方法,借用现有变位器,新制构架夹具实现构架翻转,转臂使用压力机将转臂节点芯轴压入构架燕尾槽内,装配作业后翻回正位开展下一步作业,构架带转臂落车。
一、CW-200K型转向架装配工艺反位装配的核心是构架正反面翻转,一系悬挂(转臂、轴箱簧、上下夹板及胶垫、绝缘垫等)、抗侧滚扭杆在构架反位状态下完成,转向架落成时转臂和轴箱配合,落车后安装夹紧箍完成装配。
1.反位装配工艺。
1.1轴箱弹簧选配预压缩。
对轴箱弹簧组成高度进行选配,选配完做好位别标识。
将轴箱弹簧、轴箱弹簧下夹板、螺栓放在油压机工作台上,轴箱弹簧上夹板放在弹簧上,放置专用预压缩装置,启动油压机,拧上螺母,当螺母与螺栓开口销孔在一条线上时,穿开口销。
油压机收回,包起开口销,开口销包在螺栓、螺母端面方向。
1.2 翻转构架。
安装夹具,吊至变位器翻身。
1.3 一系悬挂安装。
将轴箱弹簧放入构架轴箱弹簧筒内;定位转臂组成安装,吊放定位转臂组成,使转臂簧碗中部定位销落入弹簧下夹板孔内。
毕业设计(论文)-客车CW-200K转向架构架制造工艺设计

本科毕业设计(论文)客车CW-200K转向架构架制造工艺设计2014年6月题目客车CW-200K转向架构架制造工艺设计指导教师评语指导教师 (签章)评阅人评语评阅人 (签章) 成绩答辩委员会主任 (签章)年月日毕业设计(论文)任务书题目客车CW-200K转向架构架制造工艺设计1、本论文的目的、意义客车CW-200K转向架构架制造工艺设计是工艺装备设计中的一个重要组成部分。
工艺即产品的制造方法与过程。
客车CW-200K转向架是目前客车主型转向架,本设计以客车CW-200K转向架为加工对象,内容主要办过机加工分析、工艺流程拟定、工艺参数选择与计算、工装设计、加工质量检测等。
通过对其构架加工工艺设计,使学生熟悉客车CW-200K转向架的结构组成及各零部件的工作原理,了解其加工过程中所需要工装、设备、工具、量具及相关工艺文件的设计与选取,掌握机加工工艺设计的基本方法,学会运用设计手册、工艺手册等相关资料解决设计中的问题。
2、学生应完成的任务设计说明书一本:不少于1.2万字机加工工装设计图:A0 1张主要夹具零件图:若干3、论文各部分内容及时间分配:(共 16 周)第一部分收集资料及实习 (2周) 第二部分方案设计、绘制草图(三维造型) ( 3周) 第三部分方案确定、机加工工艺设计及加工夹具总体设计 (6周) 第四部分主要零件设计及绘图 (2周) 第五部分毕业论文写作 (2周) 评阅及答辩 (1周)备注参考资料:车辆工程;车辆修造工艺与装备;机械设计手册;夹具设计等指导教师: 2014年 2 月 24日审批人:年月摘要为适应我国现代化建设的需要,相信焊接技术必将得到更迅速的发展,并在工业生产中发展发挥出更重要的作用。
随着工业生产的发展,对焊接技术提出了多种多样的要求。
一方面由于工业生产的发展对焊接技术提出了高要求,另一方面由于科学技术的发展又为焊接技术的进步开拓了新的途径。
另外我们也在不断探索新的焊接方法,从以前的几种焊接方法到现在的很多中,从最原始的手工电弧焊到现在的窄间隙埋弧焊、机器人焊接,从以前的焊工保护差到现在的焊工保护好,种种的种种都可以看出,我们国家在发展,我们的焊接技术同样在发展,在不久的将来更高端的焊接技术将被发现,该焊接技术价廉、劳动强度小,焊出来的东西更好更完美。
25T型软卧车振动异常问题探讨_周兴建

文章编号:1002 7602(2010)03 0037 0325T 型软卧车振动异常问题探讨周兴建(长春轨道客车股份有限公司技术中心,吉林长春130062)摘 要::针对25T 型软卧车出现的振动异常问题,排查了影响车辆振动的各种可能因素,并通过理论与实际的分析,最终确定了导致车辆振动的几种主要因素及产生的原因,为消除这种异常振动提供了必要的理论依据。
关键词:25T 型客车;转向架;振动;频率中图分类号:U 270.331 文献标识码:B1 25T 型客车异常振动概述25T 型铁路客车是2004年第5次铁路大提速时首次推出的新型直达旅客列车,主要运行于国内各主要城市至北京区间,运行速度多在140km/h ~160km /h 之间,采用CW 200K 型转向架。
近几年,运用部门反映有些25T 型软卧车在运行过程中偶有振动异常的现象,主要表现在当车辆运行速度超过130km/h 以上时,车辆的横向和垂向平稳性指标明显下降。
从图1、图2可见,横向平稳性指标散点很大部分超过了2 5,垂向平稳性指标散点超过2 5的相对少一些。
该问题集中表现在软卧车。
这种异常的振动不仅严重影响旅客乘坐的舒适性,也会造成车辆零部件发生松动,引起过早疲劳,对车辆的运行安全构成潜在的威胁。
图1 车体横向平稳性散点图针对上述振动异常情况,相关技术人员多次赴现场分析、处理和解决问题。
本文综合分析了各次的处理情况,通过对影响振动原因的排查,找出了引起振动的真正原因。
收稿日期:2009 06 05;修订日期:2010 01 06作者简介:周兴建(1958 ),男,高级工程师。
图2 车体垂向平稳性散点图2 振动原因分析2.1 引起车辆振动的机理车辆在轨道上运行时,轨道、转向架、车体三者构成一振动耦合体。
轨道不平顺激扰源引起车辆系统强迫振动,是车辆系统产生各种振动响应的主要根源。
轨道、转向架、车体三者有各自不同的激扰频率和固有自振频率,当轨道激扰频率、转向架运动频率与车辆系统相关的固有振动频率接近时,可能因为共振而加剧车辆振动,严重影响乘坐舒适性。
CW-K转向架

CW-200K型转向架为无摇枕结构,取消了 传统结构的悬吊件,由大变位空气弹簧直 接支撑车体。其中制动盘为两盘,动力学 参数按160km/h要求重新进行了优化。设 计中尽可能采用无磨耗结构,因此使转向 架结构简单、可靠性强、易维修。
2 转向架基本结构
CW-200K转向架基本结构为无摇枕、 无摇动台、无旁承型式。轴箱定位采用 可分离式轴箱转臂定位方式。中央悬挂 采用空气弹簧及减振器。牵引方式为单 牵引拉杆。基础制动为每轴两制动盘的 单元制动方式。转向架主要由构架组成、 轴箱定位装置、中央悬挂装置、盘形制 动装置及轴温报警装置部分组成。
2.2.3 轴箱弹簧组成
弹簧装置由内、外圈弹簧、弹簧上、下夹 板及预压紧螺栓、螺母组成为一体,螺母上 开有销孔。弹簧组装高度为300 mm,组装 后用销子穿入螺母销孔处。
内、外圈弹簧材料为60Si2CrVA
3.2.4 一系垂向减振器
在轴箱转臂和构架间设有垂向油压减振器。 该减振器用以有效地控制转向架的垂直振动 和点头振动。轴箱减振器主要为进口产品。 参数可根据动力学优化进行修正。
(4)应保证空气弹簧无气状态下,车 辆能够安全运行。
空气弹簧主要由以下四部分组成:
(1) 上盖板; (2) 空气胶囊; (3) 底座橡胶垫 (4) 可变节流阀
2.3.2 附加空气室、高度控制阀、差压 阀和管路
空气弹簧附加空气室由侧梁内室组成, 两个附加空气室由管子相通,管路间设有压 差阀,防止两侧空簧压差过大影响安全。压 差阀压差为1.2Mpa,空气弹簧系统设有高度 控制阀,以保证车体在任何静载下与轨面保 持相同高度。
(2) 应具有稳定的水平方向复原能力, 同时在通过曲线时,不会形成过大的回 转阻力而使车辆产生较大的侧向力增大 车轮和钢轨的磨耗。在直线上运行时又 需要较大的回转阻力,以不致因回转阻 力过小而使车辆产生蛇形失稳。
CW-200K型转向架制动吊座根部裂纹问题的探讨

2 裂纹原 因分析
本 文对该 裂 纹处 结构 进 行 了分析 , 为 有 以下 因 认 素对其 产生影 响 : ( )该部 位 受力较 大 , 1 除制 动力外 , 连 续地 承受 还 振 动引 起 的冲击 载荷 。
1 C -20 W- 0 K型转向架运用情况
C - 2 0 型转 向架 陆续 装 在 2 K 和 2 T 型提 W- 0 K 5 5
向梁传 给制动 吊座 上盖板 的 大部分 载荷通 过 补强板 传
给横梁 , 以改 善立 板受力 状态 ( 图 1所示 ) 如 。 长 客股份公 司 首先 在 长春 车辆 段 的 1辆 2 T 型 5 软 卧车 转 向架 上 进 行焊 接 补 强 , 在 长春一 北 京 间做 并 1次 动应力 测 试 。测 试 结 果 表 明 , 关 各 点 最 大应 力 相 幅值 仅为 3 a 小 于许 用值 5 a 4MP , 0MP 。因此 , 该补 按
杨 国
( 道 部 驻 长春 轨 道 客 车 股 份 有 限公 司车 辆 验 收 室 , 铁 吉林 长春 1 0 6 ) 3 0 2
摘 要 : C ~ 2 0 型 转 向 架 运 用过 程 中 出现 的 制 动 吊座 根 部 裂 纹 问题 进 行 了分 析 , 对 W 0K 并提 出 了 改进 措 施 。 关键 词 : 车 ; W 2 0 型 转 向 架 ; 客 C 0K 裂纹 ; 析 ; 进 分 改 中 图分 类 号 : 7. 3 U2 0 3 1 文献 标 识 码 : B
7 ・
维普资讯
铁 道 车 辆 第 4 4卷 第 1 1期 2 0 0 6年 1 1月
・
.
车装 用 的 C - 2 0 型转 向架制 动 吊座 与横 梁 焊 接 W- 0 K 根部发 生多 起裂纹 事 件 , 中 , 其 哈尔滨铁 路局 2 4起 , 长
CW_220型转向架构架结构优化设计

1 CW —220 型转向架构架结构优化
CW —220 型转向架是长春轨道客车股份有限公 司研制的一种新型转向架 。该转向架在 CW —200 K 型转向架构架的基础上 ,吸收了国内外转向架结构设 计方面的成熟经验 ,并对局部结构进行了优化设计 。 1. 1 构架侧梁与横梁连接处
原结构为了增加构架横梁 、侧梁连接处的强度 ,在 该处设了 1 个加强衬套 。优化后的结构是在横侧梁连 接处增加了横侧梁连接座 (图 1) ,有效地将侧梁和横 梁连接起来 。该连接座为锻造结构 ,强度和抗疲劳性 大大提高 。在优化设计过程中 ,为了有效避开横侧梁
为了更真实地反映车辆运行过程中构架各部位的 载荷情况 ,在计算过程中增加了牵引载荷 、制动载荷及 抗蛇行减振器载荷 ,而这 3 项载荷在 U IC 标准中没有 规定 ,本文将其作为超常载荷 。
图 3 为构架在超常载荷作用下的载荷图及经过计 算和经验推算出的载荷数值 。
·12 ·
计算结果表明 ,在超常载荷工况下 ,构架上最大应 力发生在纵向梁下盖板与横梁连接的圆弧弯角部位 , 其值为 1491 7 M Pa 。
1. 6 牵引拉杆座 原牵引拉杆座为钢板焊接结构 ,通过 2 个立板与
横梁连接 。优化后 ,采用箱形燕尾结构 ,立板和上下盖 板均与横梁连接 ,大大提高了与横梁的连接强度 。同 时将原立板和座板之间的焊接结构改为整体锻造结 构 ,并增加了立板的厚度 。 1. 7 防过充座
原防过充座为钢板焊接结构 ,焊接在侧梁下盖板 上 。优化后结构为整体加工 ,并将防过充座的位置移 到了 2 个侧梁内侧的横梁上 ,不但结构形状比原结构 大大简化 ,提高了强度 ,而且整个转向架结构看上去也 更为简洁 。
(下转第 24 页) ·13 ·
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1002-7602(2009)04-0039-03CW 200K 型转向架热轴原因初探周兴建(长春轨道客车股份有限公司研发中心,吉林长春130062)摘 要:详细分析了引起CW 200K 型转向架热轴的主要原因和转向架检修组装调整过程中在轴箱处容易附加引起热轴的横向力的几种情况,提出了防止热轴的几点要求和建议。
关键词:CW 200K 型转向架;热轴;横向力中图分类号:U 270.331文献标识码:B近些年CW 200K 型转向架在运用过程中先后发生了多起热轴事故,且均发生在刚做完A3修的车辆上,因此可以判断事故与车辆段在A3修中转向架的组装调整有关。
本文详细分析了引起CW 200K 型转向架热轴的原因,并对转向架检修组装调整过程提出了一些建议。
1 引起热轴的原因如果不考虑轴承损坏、油脂等原因引起的热轴,绝大部分转向架热轴是由轴承滚子与活动挡圈发生端磨引起的。
通过对CW 200K 型转向架轴箱及轴承结构的分析可知,正常情况下轴承的轴向游隙 在0 8mm~1 6mm 之间(图1)。
该游隙的存在保证了在车辆运行期间轴承滚子与活动挡圈之间不发生接触,避免热轴的出现。
但当轴向游隙 很小或接近于零时,轴承滚子会接触活动挡圈,由于二者之间的转动速度不同而产生端磨,最终引起热轴。
图1 正常情况分析认为,一般情况下引起 变小或接近于零的原因有2个。
(1)一旦轴箱承受非正常的横向力(图2),轴箱收稿日期:2008-09-28作者简介:周兴建(1958-),男,工程师。
就会按图2所示方向产生位移并同时带动轴承外圈和滚子。
由于此时车轴及活动挡圈是相对静止的,使轴承的游隙 变小或接近于零,导致车辆运行过程中轴承滚子和活动挡圈出现持续或断断续续的摩擦。
(2)如果轴箱无横向力作用而轮对承受横向力时,轮对、轴承内环和滚子会相对于轴箱产生横向位移,此时同样会出现轴承的轴向游隙 变小或接近于零的情况。
造成轮对承受横向力的主要原因是同一轮对中左右轮径差过大,使车辆运行中在轮对上作用有横向分力,迫使轮对向轮径小的一侧横移。
当横移量 吃掉 轴承的轴向游隙后,轮径大的一侧的活动挡圈会与滚子端面接触,长时间摩擦就会发生热轴。
图2 非正常情况由于CW 200K 型转向架出现的几起热轴均发生在A3修之后,因而可以排除热轴是因轮径差过大引起,应为轴箱承受横向力引起。
由于几起热轴均发生在A3修后的第1次正线运行中,又可以认为,轴箱附加横向力与转向架的组装调整有关。
下面重点分析一下转向架组装调整过程中在轴箱处容易附加横向力的几种情况。
(1)转臂先与构架组装,并在节点和锁紧板锁紧后再与轮对落装。
转臂与构架组装后再落轮,会造成转臂相对于构架在横向位置出现偏移(图3),使两端的间隙 不相39 运用检修铁道车辆 第47卷第4期2009年4月等。
因结构所限,CW 200K型转向架转臂定位节点在横向无法设置定位基准,使转臂与构架组装时在横向的位置无法准确定位。
如果转臂先与构架组装,构架与轮对落装时,转臂中心与轴箱定位中心很容易出现倾斜角 ,此时如果转臂节点和锁紧板处于锁紧状态,就会在轴箱的轴向附加横向力并将轴箱推向一侧,结果使轴承的轴向游隙缩小,所缩小的量值随转臂的横向偏移量而变化,偏移量越大游隙缩小的越多。
车辆运行时线路的不平顺及车辆的横摆,导致轴承滚子端面与活动挡圈持续或断断续续地产生摩擦而引起轴温升高,随着行车速度的提高,轴温升高加剧直至报警。
通过观察转臂与轴箱配合表面的状态可以判断出转臂与构架的组装是否正位。
如果落装时转臂上定位挡很容易落入轮对轴箱的定位槽内,说明转臂位置正确;如果落装时转臂定位挡卡到轴箱定位槽上,说明转臂装偏。
组装过程中一些操作者有时用撬棍强行使转臂落入轴箱定位槽内,该做法实际上大大增加了热轴的隐患。
因为撬棍撬动时,转臂节点处已经紧固无法移动,只能使轴箱移动,而轴箱只能在轴承的游隙和转臂与轴箱的配合间隙0 2mm~0 4m m范围内移动。
由于该间隙太小,调整范围有限,一旦满足不了调整的需要,就会使轴承的轴向游隙缩小。
图3 转臂相对于构架的横向偏移情况(2)转臂先与构架组装,但调整构架与轮对横向位置时,节点处于松弛状态。
构架与轮对落成后,在调整构架与轮对横向位置2m m间隙差时,没有按规程规定的先将盖形螺母锁紧。
此时节点装置中转轴、转轴套与定位套之间存在间隙(图4),造成调整撬动构架时只是节点中转轴或转轴套一端的V形块在构架的V形槽中横向移动,使间隙集中到转轴或转轴套的一侧,另一侧的间隙则消除了(图5)。
从图5可以看出,两端定位块端面露出定位立板的距离L1和L2相差很大。
此时再锁紧节点盖形螺母时,由于间隙的不对称使定位套连同转臂向有间隙的一侧移动,同时在转臂上附加了一个力偶,其反作用力刚好作用在转臂与轴箱定位挡边处,即对轴箱附加了横向力,使轴箱偏向一侧,造成轴承游隙缩小。
(3)转臂先与轮对组装后再与构架组装,但调整构架与轮对横向位置时,节点处于松弛状态。
尽管这种情况符合25T检修规程要求,但将紧固节点盖形螺母和调整构架与轮对2mm间隙差的顺序颠倒了。
按照规程要求,应该在调整2m m间隙差之前将节点盖形螺母紧固好,否则,将会出现与前述(2)相同的情况。
2 措施为了防止热轴,在转向架组装时应先组装转臂与轴箱。
(1)转臂与轴箱组装时,装配基准为轴箱上定位槽,此时转臂处于自由状态,不受构架的约束,可以很容易地落入轴箱上定位槽中,两者之间配合间隙为0 2mm~0 4m m,轴箱在横向不附加外力。
(2)轴箱、转臂和箍组装紧固后,三者在横向(轴箱的轴向)的自由度被完全限制,与构架落成后,调整40铁道车辆 第47卷第4期2009年4月文章编号:1002-7602(2009)04-0041-02常接触式弹性旁承的改进设想徐铁生(上海铁路局阜阳车辆段,安徽阜阳236000)中图分类号:U 270.331+.7 文献标识码:B1 问题的提出目前,转K2型转向架装用的JC 型常接触式下旁承逐渐到了段修定检期。
阜阳车辆段在检修过程中发现橡胶弹性体塑性变形现象较为严重,并伴有两端橡胶与钢制连接件分离的现象(图1、图2)。
笔者对C 64型货车弹性旁承故障进行了统计,统计结果见表1。
表1 C 64型货车弹性旁承故障统计时间检修数量/辆压缩塑性变形/件两端橡胶与钢制连接件分离/件2008-06237716852008-072959461212008-082919101162008-09251640952008-102666971152008-11274677103合计164145866352 原因分析由于弹性橡胶体自车辆落成后就承受大吨位的压收稿日期:2008-12-19作者简介:徐铁生(1959-),男,工程师。
力而发生了变形,而且在车辆运行中还要承受纵向剪切力的作用,再加上受环境温度、大气、光照等影响,橡胶体的特性发生了改变,致使弹性橡胶体产生了塑性变形。
两者之间的横向位置时,轮对组成(包括轴箱、转臂和箍)作为基准是静止不动的,只是靠构架相对于轮对在横向的位移达到调整的目的,在此过程中无论是轴箱还是轮对均不会产生引发热轴的横向力。
3 建议(1)在转向架组装调整过程中,严格按照25T 检修规程和CW 200K 型转向架组装分解说明中规定的先后顺序执行。
(2)相关的检修部门应配备转向架落成标准台位,保证轨面达到相应的标准要求,并带有护轨以保证车轮的准确定位。
(3)如果条件具备,应将段修后车辆试运行速度提高到与正式运行速度相同,以真实地反映车辆的运行状况。
前期出现的几起热轴事故在试运行中没有暴露出来,主要是因为试运行速度偏低。
(编辑:郭 晖)41 运用检修铁道车辆 第47卷第4期2009年4月disc;researchThe Finite Element Thermoanalysis of BrakeDiscs for Trailers in Multiple UnitsLU O J-i hua,et al.(male,bor n in1986,g raduate student for mas-ter degr ee,Scho ol of M echanical Eng ineer ing of Southw est Jiao to ng University,Cheng du610031, China)Abstract:With the use of ANSYS so ftw are,and the m ethod to transfer the heat r adiation at the fric-tion plane of the brake discs into the inverse heat flo w density,the transient simulatio n analy sis is made for the temperature field and stress field of the brake discs for trailer s in300km/h multiple units. On the basis o f the simulation result,analy sis is made o n the tem perature distribution and chang ing pattern,heat stress distribution,the tr end of pos-i tion w here the maxim um heat stress appears on the brake disc as w ell as the effect of the temperature rise of brake discs on the temperature of the w heelsets.Key w ords:brake disc;inverse heat flow dens-i ty;temperature field;heat stressC auses to Noise inside Metr o C ars and C ontrol MeasuresREN H ai,et al.(female,born in1978,eng ineer,Inform ation Department o f Qingdao Sifang Ro lling Stock Re-search Institute Co.,Ltd.,Qing dao266031,China) Abstract:T he causes and pro pagation w ays of no ise inside cars w hile the m etro cars are running are analyzed.And measur es to co ntro l no ise inside metro cars are g iv en in such aspects as noise source,sound insulation,dam ping and so und absorptio n.Key words:m etro car;noise;pro pagation w ay; control measureThe Relation between the Diameter Differenceof the Right,Left Wheels and the Axle TemperatureWANG De-w u(male,bor n in1963,lecturer,Bao to u Railw ay Vocational&T echnical College,Bao tou014040, China)Abstract:In view of the three hot bo x accidents in passenger cars in2006,the diameter differ ence of the rig ht,left w heels in oper ation is inv estig ated,the relation betw een the diam eter difference and ho t box is analyzed,and sug gestion is given on w hether the present regulatio ns need revisio n or not.Key words:passeng er car bo gie;diameter differ-ence betw een the rig ht and left w heels;ho t box;er-r or in dimensions o f bo gieThe Discussion of the Emergency Power SupplyC ontrol in the Electrical Integrated C ontrolCabinet on Railway Passenger C arsGONG Yan(male,bor n in1969,eng ineer,Chengdu Opera-tion W orkshop,Cheng du Depot of Cheng du Railw ay Bureau,Chengdu610081,China)Abstract:T he co mpo sition and contr ol of the e-m er gency pow er supply system in the electr ical inte-g rated control cabinet on railw ay passenger cars are described.The ex isting pro blems are analyzed.And sugg estio ns for im pr ovement ar e given.Key words:electr ical integ rated contr ol cabinet; em er gency pow er supply;co ntrolThe Technical Economy Feasibility Analysis ofthe Special Articulated C ontainer C ar and SuggestionsWU Gu-i ping(m ale,born in1964,senior eng ineer,Technolo-g y Department of South H uitong Co.,Ltd.,Guiy-ang550017,China)Abstract:T he special articulated container car is analyzed on the basis o f the technolo gical and eco-nom ic evaluatio n indexes.In the mean time,compar-ison is made w ith the thr ee types of special container cars X2K,X4K and X6K.The feasibility sugg estio ns on designing and developing the special articulated con-tainer cars are g iv en o ut.Key words:design and developm ent;articula-tion;container car;feasibilityAnalysis and Discussion of Present Operation,Inspection and Repair Conditions of HeavyHaul Freight C ars on Daqin LineZH OU Lei,et al.(male,bor n in1973,engineer,Freight Car Sec-tion,Equipment Department of M OR T ranspo rtation Bureau,Beijing100844,China)Abstract:T he features and dev elo pm ent trend of heavy haul transport on Daqin Line are analyzed.The adaptability of heavy haul freig ht cars on Daqin Line in inspection,repair,o peratio n system,pro duction org anizatio n,o peratio n safety and accident preven-tion capability is discussed.Corr esponding measur es and sug gestions are g iv en on this basis to m eet the necessity of continuous increase o f heav y haul trans-port on Daqin Line as w ell as the safe and unimpeded operation of heav y haul freig ht trains.Key words:heavy haul freight car;inspection and repair;operation;analysisDiscussion of C auses to Hot Box of CW-200K BogiesZH OU Xing-jian(male,bo rn in1958,engineer,Bogie Developm ent Department o f Changchun Railw ay V ehicles Co., Ltd.,Changchun130062,China)Abstract:T he causes to hot box of CW-200bo-g ies and sev eral circum stances that the lateral for ce causing hot bo x is liable to be applied at the axle box during inspectio n,r epair,assembly and adjustm ent of the bog ie ar e analyzed in detail.Sever al require-m ents and sug gestions on pr eventio n of hot box are given.Key words:CW-200bogie;hot bo x;lateral for ce下 期 要 目关于机车车辆车钩缓冲装置的选型研究 我国重载列车制动技术的研究高速铝合金客车的弹性振动分析载重80t新型敞车研制重庆轻轨较新线一期工程用工作车KFW 9型客车交流感应子发电机的研制铁路货车制动系统故障反馈装置的研制C50型敞车改造为废钢专用车。