立车加工水轮发电机镜板工艺技术
东方一力专业制作水轮发电机镜板
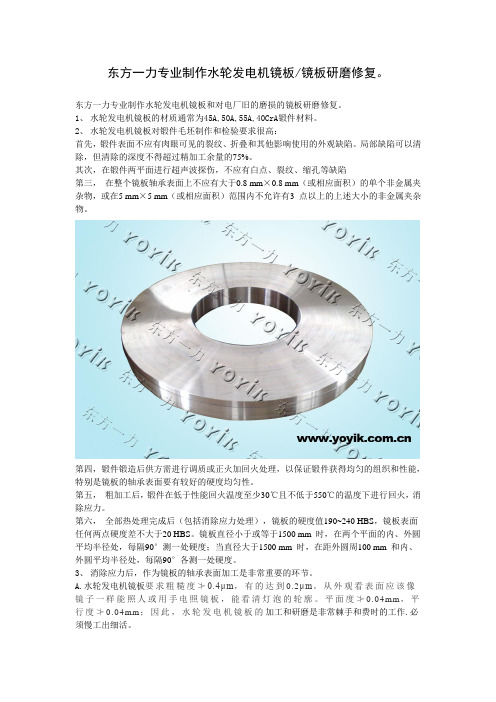
东方一力专业制作水轮发电机镜板/镜板研磨修复。
东方一力专业制作水轮发电机镜板和对电厂旧的磨损的镜板研磨修复。
1、水轮发电机镜板的材质通常为45A,50A,55A,40CrA锻件材料。
2、水轮发电机镜板对锻件毛坯制作和检验要求很高:首先,锻件表面不应有肉眼可见的裂纹、折叠和其他影响使用的外观缺陷。
局部缺陷可以清除,但清除的深度不得超过精加工余量的75%。
其次,在锻件两平面进行超声波探伤,不应有白点、裂纹、缩孔等缺陷第三,在整个镜板轴承表面上不应有大于0.8 mm×0.8 mm(或相应面积)的单个非金属夹杂物,或在5 mm×5 mm(或相应面积)范围内不允许有3 点以上的上述大小的非金属夹杂物。
第四,锻件锻造后供方需进行调质或正火加回火处理,以保证锻件获得均匀的组织和性能,特别是镜板的轴承表面要有较好的硬度均匀性。
第五,粗加工后,锻件在低于性能回火温度至少30℃且不低于550℃的温度下进行回火,消除应力。
第六,全部热处理完成后(包括消除应力处理),镜板的硬度值190~240 HBS,镜板表面任何两点硬度差不大于20 HBS。
镜板直径小于或等于1500 mm 时,在两个平面的内、外圆平均半径处,每隔90°测一处硬度;当直径大于1500 mm 时,在距外圆周100 mm 和内、外圆平均半径处,每隔90°各测一处硬度。
3、消除应力后,作为镜板的轴承表面加工是非常重要的环节。
A.水轮发电机镜板要求粗糙度≯0.4μm,有的达到0.2μm。
从外观看表面应该像镜子一样能照人或用手电照镜板,能看清灯泡的轮廓。
平面度≯0.04mm,平行度≯0.04mm;因此,水轮发电机镜板的加工和研磨是非常棘手和费时的工作.必须慢工出细活。
B.镜板表面应无划痕或只有轻微划痕。
即使有划痕,但边缘不能有凸起。
对于划痕较重的地方用W5金相砂纸加透平油作局部处理。
如果划痕较多,应用研磨机和研磨膏进行处理。
超薄镜板推力头组合加工工艺研究

科协论坛·年第期(下)··1.简介1.1项目来源我公司作为分包商承担AKA 集团2台份的推力轴承制造任务。
1.2目的意义通过科研研究掌握大尺寸超薄镜板超精研磨的制造技术,为下一步我公司独立制造类似三峡左岸的超大容量水轮发电机作准备。
1.3技术水平镜板的超精密加工是我们的传统优势项目,近年来通过工艺改进、实践的探索,已成功地制造出水口4600mm ,二滩4200mm ×140m m 的镜板,二滩的镜板直线度达到0.01mm ,镜面粗糙度达到Ra0.2m 以上。
1.4技术难度三峡的镜板尺寸现改为5220mm ×82mm ,镜板厚度比原尺寸更薄,为克服镜板自身柔性产生的变形,采取镜板与推力头把合成整体加工的方案。
研磨装置经改造后可用于三峡镜板的研磨,研制了大型翻身工具。
要保证推力头镜板的把合面之间没有间隙,而且镜板最后超精加工也要选择一个合理的加工余量,我们经过反复研究,并与有经验的操作者反复试验,最终确定了镜板单件加工应留加工余量,为下一步镜板超精加工研磨打下基础。
1.5经济效果利用现有设备,完成推力头镜板的加工制造,使之达到三峡合同要求。
2.研究内容保证平面度、平行度工艺方法的研究;镜板起吊、翻身方法的研究;推力头镜板装配后对镜板平面度的影响与控制方法;推力头镜板装配后加工方案的研究;推力头镜板装配后翻身方案的研究;测量方法的研究。
3.研究方法3.1保证平面度、平行度工艺方法的研究3.2工作台调整我们加工镜板所用的设备都是老式动压立车,因此为保证工作台的端面跳动≤0.02mm ,需要反复调整油压,保证各个瓦面油膜厚度均匀,受力相同。
3.3横梁调整在工作台调整合格的情况下,对横梁进行调整,保证横梁与工作台的平行度。
其方法是粗加工镜板时,反复翻身对正反两面进行车加工,并在内外圆处测量镜板的厚度差,当内外圆厚度差≤0.02m m 即视为调整合格。
3.4垫筒的选择与分布由于镜板面积大而且薄,如果放在车胎上,车磨镜板时镜板本身会随着车胎的平面形状而变,不能达到加工要求。
水轮发电机镜板硬度与精度的研究
!"#$%&’’ "%$ (#&)*’*+% +, #-%%&# ,+# ./$#+ 0 1&%&#"2+#
LM 4@N6F 1 OB! , PQR 4@N6F 1 @>A$ , 4*SRT *N6F! ,UVM TN6F 1 W@A, J ! *>37A6 V6EIAI8IB NH U>3FB QXB?I3A?>X <>?@A6B3CY *>37A6 !’((&(Y 2@A6> K J $ T8>6FON6F V6EZB?IAN6 >6O [8>3>6IA6B /B?@6NXNFC 2B6IB3Y T8>6FW@N8 ’!(9$,Y 2@A6> K J , *>37A6 QXB?I3A? =>?@A6B3C 2N<Z>6C UA<AIBOY *>37A6 !’((&(Y 2@A6> K
@@@@@@@@@@@@@@@@A @@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@A @@@@@@@@@@@@@@@@A
【摘要】 介绍了大型水轮发电机镜板硬度和精度的概况及推力轴承的特性, 分析了镜板的硬度 和精度的限值。对镜板的硬度和精度的限值提出了建议。 关键词:镜板; 硬度; 精度 【!"#$%&’$】 !"#$ %&%’( %(’$’)*$ *"’ "&(+)’$$ &)+ %(’,#$#-) -. *"’ *"(/$* 0’&(#)1 (/))’( .-( "2+(- 3 1’)4 ’(&*-( &)+ ,"&(&,*’(#$*#, -. *"(/$* 0’&(#)15 &)+ &)&62$’$ #*7 8* #$ 9&+’ $/11’$*#-)$ .-( *"’ ,(#*’(#-) -. "&(+)’$$ &)+ %(’,#$#-) -. *"’ *"(/$* 0’&(#)1 (/))’(7 ()* +,%-#. %/0)%; 1&%-0)##; 2%)’3#3,0 文献标识码:S
立车加工水轮发电机镜板工艺技术
决定 了平 面度 和平 行 度 ,所 以进 入磨 削 之前 应将 基 面加 工 到 形状 公 差 要 求 。 我 们选 用 8 m 宽 的 宽 光 刀进 行 光 m
刀, 吃刀 深 度 03 n 走 刀量 2 3 /。光 刀 后 对 光 刀基 .mr、 - mm r
解 决 方 案
日霉四口 旺墨 工艺 , 工装 , 簟目 /诠断 / 柚黑 / 维雠 / 改造
立车加工水轮发电机镜板工艺技术
刘 宁 , 梁 军 明 , 马 济 生 , 曾锡 林 ( 都 天 保 重 型 装 备股 份 有 限公 司 , 都 6 0 0 成 成 l3 0)
水 轮发 电机 镜 板是 水 轮发 电机 的关键 部件 推 力 轴承
镜面粗糙度
平行度/m m 平 面度/m a r
R0 a. 2
03 . 0 03 . 0
R 0 R 0 RO R 0 a. 2 a. a_ 2 4 a. 3
O3 . 0 O4 . 0 02 04 . . 0 0 02 02 . . 0 0 03 . 0 O2 . 0
( ) 板加 的 岂线 路 依 次 为 : 车 、 车 、 线 、 1镜 粗 精 划 钻 、 、 、 削、 磨 、 光 、 铰 钳 磨 研 抛 防锈 、 包装 。
( ) 板精 车 前 , 2镜 吊装螺 孔应 加 工好 。镜 板 精 车后 磨 削前 , 应将 钻 铰镜 板 与推力 头 之 间的把 合 孔 、 孔等 T序 销
R02 a.
03 . 0 03 . 0
的稳 定性都 有 影 响 ,可 见镜 板 的质 量特 性 直接 关 系着 水
轮发 电机组 的运 行 。镜 板 的加T 精 度取 决 于制 造 没 备的 精度 、 I]T艺 、 磨 、 3 - . ( 研磨 、 光 ) 具及 其介 质 的选 择 等 /- ]- 抛 工
镜板研磨工艺
镜板研磨工艺1、适用范围:适用于在水电站检修工地,应用镜板研磨机对水轮发电机的镜板进行研磨、抛光过程。
2、需用设备:2.1、镜板研磨机3、需用工、量具:3.1、组合式表面粗糙度样板3.2、500mm刀口尺(1级)3.3、200x200mm框式水平仪(0.02mm/m)3.4、300m m钢板尺、1m钢板尺、3m卷尺3.5、研磨盘(有巴氏合金层)、抛光盘3.6、小磅称(称磨料、油等用)3.7、盛磨料容器(有盖的)3.8、盛油容器(有盖的)3.9、盛研磨剂容器(有盖的)3.10、吊具3.11、(镜板研磨机)专用板手、活动板手等钳工工具3.12、毛刷4、需用材料:4.1、天然细(w20)油石4.2、白刚玉W A(GB/T2479-1996普通磨料白刚玉)或绿色碳化硅GC(GB/T2480-2008普通磨料碳化硅)。
粒度:w14、w10(GB2477-83磨料粒度及其组成)。
重量:各10kg。
(粒度w14的作为备用材料)。
4.3、酒精或汽油、煤油、20#机油4.4、金刚石喷雾研磨剂10μm、7μm、5μm、2.5μm、1μm各2瓶。
(10μm、5μm、1μm金刚石喷雾研磨剂作为备用材料)4.5、金丝绒布、3m m厚细呢子或细毛毡(包裹抛光盘用)4.6、白布、白绸布(擦洗镜面用),绢布(过滤油用)4.7、透平油,描图纸或蜡纸(镜面临时油封用)4.8、毛毡等镜板遮盖材料(镜面防护用)5、工艺准备:5.1、熟悉图纸及工艺,准备好需用的工、量具和需用的材料。
5.2、清扫研磨场地,擦洗镜板研磨机、工、量具等,应达到无粉尘要求。
5.3、调整镜板研磨机。
5.3.1、检查并调整镜板研磨机,要求研磨机主轴垂直度≤0.03mm/m,调整完成后拧紧底脚防松螺母。
5.3.2、以研磨机主轴轴线为中心线,根据镜板直径大小,将四个支承座圆周均布并固紧在基础板上,用钢板尺或卷尺测量,要求四个支承座外侧面至主轴轴线距离偏差≤1mm。
5.3.3、用钢板尺测量,按镜面到转臂底面距离约205-210mm 要求粗调各支承座等高。
水轮发电机镜板加工工艺探讨
式车床上进行 , 由于没有大型 圆工作 台磨床 , 以工件平面度 所 要由车削加工保证。 () 1 车削加工中影响加工精度 的因素 : I 机床精度 。 ) 机床精度对工件平面度有 直接影响 , 该车床 已使用近 3 年 , O 正常加工情况下 已达不到工件平面度要求。 2 刀具及切削用量。刀具材料 的耐磨性 、 ) 刀具角度刃磨 的 合理性直接影 响工件平面度 。 切削用量中速度对刀具耐用度影 响极大 , 进给量和背吃刀量对工件表面粗糙度有直接影响。 3 装夹方法 。 夹找正精度直接影响工件 的平行度 , ) 装 装夹 过紧会引起工件变 形。
面, 用砂带磨削凸起部位 , 其达 到平 面度的要求。 使
最近 , 们尝试在数控立式车床上精加工平面 , 我 先试 车一
刀量 出其刀具磨损量 , 精车编程时 , z轴在直线插 补中向下 将 移动一个刀具磨损量 , 加工 出的工件平面度很理想 。 22 珩磨和抛光 .
珩磨的 目的是 消除加工痕迹 , 提高表 面粗糙度 。珩磨 中容
Eq i me M a f c rn c noo y No 1 20 u p nt nu a ti g Te h l g . 1, 08
水 轮 发 电机镜 板 加 工 工艺 探讨
周 宪文 , 陈 军
( 南宁发电设备总厂 , 广西 南 宁 50 3 ) 3 0 3
摘 要 : 绍 了在 立 式 车床 上 用精 车一 珩 磨一 抛 光的 方 法加 工 水 轮发 电机 镜 板 的 工 艺 方 法 , 介 实践 证 明 达 到 了预 期 效 果 。
收稿 日期 :0 80 — 8 20 —进 行多点硬度检
查, 保证工件表面 的硬度均匀。经试验 , 切削速度控制在 3 0~
立车加工水轮发电机镜板工艺技术
刘家峡 葛洲坝 二滩 三峡 龙滩
大化
镜板直径/mm 2750
3900 4170 5200 4300
3900
镜板硬度 HB180~229 HB180~229 HB200 HB200 HB191~197 HB193~203
镜面粗糙度 Ra0.2
Ra0.2 Ra0.2 Ra0.4 Ra0.3
Ra0.2
平行度/mm
解决方案
SOLUTION 工艺 / 工装 / 模具 / 诊断 / 检测 / 维修 / 改造
立车加工水轮发电机镜板工艺技术
刘宁, 梁军明, 马济生, 曾锡林 (成都天保重型装备股份有限公司,成都 610300)
摘 要:水轮发电机镜板的平面度、平行度、光洁度要求高且工件尺寸大,难以用平面磨床进行加工。文中介绍了运用立
般借助塞尺的方法检查。镜板平面度与车床的卡盘跳动
和横梁的直线度有必然的联系,因此用平尺进行检查时
必须兼顾回转方向和直径方向。
注意:进入抛光阶段就不能够再用接触性检查手段检
查了。如果已加工好的镜面不慎被手或其他直接接触,镜
面将会极短时间内生锈,一旦出现这种情况需立即清洗。
5包装
(1)清理铁屑、灰尘、油污,用干丝绸布擦干净,接着
图 1 盖板三维图
如图 1、图 2 所示,4 个圆形凸台构成主要基 准面 A 面,4 个腰形凸台 构成第二基准面 B 面,
要求 B 面的 平面度误差为 0.05,同时 相
4.0±0.03
// 0.05 A B 荀 0.05
A-A
对于 A 面的 A
平行度误差为
适中,然后涂在镜面上
并保持湿润。
(4)镜 面 抛 光 完 工
图4
后的镜板,应用专用清洗剂清洗干净,并且此时需要用洁
水轮发电机镜板和推力头热弹变形分析
2008.№2 大 电 机 技 术5水轮发电机镜板和推力头热弹变形分析刘平安,武中德(哈尔滨电机厂有限责任公司,哈尔滨 150040)[摘要] 介绍了ANSYS软件用于镜板和推力头的热传导和热弹变形计算的方法。
考虑到镜板和推力头结构和受力周期对称的特点,取其Z分之一(Z为瓦块数)作为ANSYS有限元分析模型。
推力头和镜板接合面为三维等效热传导单元和三维接触单元。
镜板在力载荷作用下,周向变形的高点处在瓦上,低点在瓦间,径向变形在外径侧上翘;镜板在温度载荷作用下,周向由于恒温而不产生变形,径向变形为下凸。
镜板面的综合变形为径向下凸,外径侧上翘,沿周向为波浪形。
[关键词] 镜板和推力头;热传导;热弹变形[中图分类号] TM303.5 [文献标识码] A [文章编号] 1000-3983(2008)02-0005-02Analysis of Thermo-elastic Deformation of Runner and Thrust Block for Hydro-generatorsLIU Ping-an, WU Zhong-de(Harbin Electric Machinery Company Limited, Harbin 150040, China)Abstract: This paper presents a method for calculating the heat conduction andthermo-elastic-deformation (TED) of the runner and thrust block by means of ANSYS program.1/Z(Z is pad number) of runner is chosen as the model for ANSYS according to design of runner andthrust block and cycle symmetrical property, the three-dimensional contact element and thethree-dimensional equivalent heat conduction element is located in space between runner and thrustblock. The surface of runner is distorted due to pressure loading, the high point of deformation is onpad, and the low point of deformation is in space between pads. The radial deformation of runner isradial tilt, and the high point of deformation is in outer diameter. The surface of runner is distorteddue to differential thermal deflection, the circumferential deformation is not distorted due tocircumferential constant temperature, and the radial deformation of runner is convex. The wholedeformation of surface of runner is radial convex, and the high point of deformation is in outerdiameter, the circumferential deformation is wave.Key words: runner and thrust block, heat conduction, thermo-elastic deformation1前言推力轴承是水轮发电机组中最重要的部件之一,它承受着发电机组转子重量及轴向水推力,其工作性能不仅直接关系到机组能否安全运行,而且还影响机组的出力和效率。
镜板的研磨加工
镜板是推力轴承的关键部位之一,介绍了在大型普通卧式车床上,利用珩磨工具及专用夹具装夹工件进行珩磨镜面的制造工艺。
使用花盘专用夹具定位,镜板安装时基准面与夹具装夹时定位基准统一,生产工艺容易掌握,生产效率高,经济实用,产品质量好。
因此,该套镜板制造工艺有一定的优越性。
1 、水轮机推力镜板的结构及精度要求珩磨镜板是生产立式水轮机组不可少的项目,镜板有较高的精度和较低的粗糙度要求,在车床上实现光整加工。
珩磨是最常见的一种光整和精整加工方法,使用专用夹具将镜板装夹在车床上,镜板紧贴平面定位,然后在车床刀架上用螺钉紧固珩磨工具进行珩磨加工。
尺寸精度达IT5 〜IT6 , 表面粗糙度Ra0.63〜Ra0.02。
图1所示是1600kW/24P的立式水轮机镜板型号之一(材料为45钢)。
镜板平面较大,镜面有较高的形位精度和较小的表面粗糙度(Ra0.2)要求。
车削平面时平面会产生较大的凸起或凹陷误差。
在设计和制造保证其必要的条件及加工过程中要严格执行工艺,严格控制形位误差,合理选用珩磨材料,控制珩磨转速,经粗、精、光、精整加工达到质量要求,才能顺利加工出合格的产品,使工件在装配后能保证水轮机的运行平稳和高可靠性。
2、珩磨工作原理及工艺参数分析工作原理:将工件与夹具安装在车床的四爪卡盘上,以车床主轴带动工件旋转,转速为n,将珩磨头珩磨杆倾斜0角度安装,在弹簧力的作用下压向工件表面。
通过摩擦力由工件带动珩轮回转,其转速为n轮。
珩轮沿工件横向作往复运动,由于珩轮的回转轴线与工件旋平面交叉角为0,故珩轮在被工件带动的同时,还相对于工件表面r切的速度滑动,从而产生磨削作用。
计算公式:1 尸工I + 切二f 工sin/?Il工艺特点:设备简单,传动平稳,在工件上同时存在磨削挤压和抛光作用,粗糙度可达Ra0.63〜Ra0.02,珩轮与工件表面为线接触,其压强大,切削效率高。
由于接触面积小,脱落的磨粒容易被润滑液带走,不易划伤工件表面。
浅谈水轮发电机镜板加工工艺及维护
浅谈水轮发电机镜板加工工艺及维护摘要:水电站水轮发电机镜板承受整台机组轴向符合且与推力瓦进行摩擦,因此对平行度、平面度、光洁度要求高而镜板尺寸大,使用平面磨床加工困难。
本文对水轮发电机镜板的机械加工工艺进行介绍。
在立车上通过粗车→精车→砂带磨削→研磨、抛光的步骤使镜面的平面度、平行度以及表面粗糙度得到可靠保证;也对镜板在机组检修中的维护进行探讨。
关键字:镜板加工研磨抛光维护1 引言镜板是水轮发电机组推力轴承的关键部件之一,机组运行中它与推力轴承瓦进行摩擦,并承受整台机组轴向负荷。
镜板油膜厚度一般只有0.03~0.07mm,如果镜面有刮痕、高点、毛刺等缺陷,则可能破坏油膜及推力瓦面,甚至造成烧瓦事故;而镜面的平面度和表面粗糙度达不到要求,则轴承的承载能力下降,摩擦损耗增加,因此对镜板的材质、加工精度和表面粗糙度都有较高要求。
镜板上、下两平面的平行度对安装时机组摆度的调整和运行稳定性有直接影响。
因此,镜板的加工保证水轮发电机正常运行的关键技术。
图1 镜板示意图2 镜板加工工艺2.1 镜板的技术要求镜板的上平面是通过螺栓孔和销孔与推力头把合的结合面,下平面是镜面(摩擦面),外侧圆柱面上有一至两对装设吊具用的螺孔。
镜板多采用45号锻钢,对材质的要求为:①机械性能和化学成分应符合GB/T 699-1999。
②两平面的硬度值应为180~229HBW,镜面硬度差值不超过30HBW。
对镜板的机械加工要求有:①镜面平面度0.01mm(凹);两面平行度0.04mm。
②镜面表面粗糙度值Ra=0.2μm,与推力头结合面表面粗糙度值Ra=0.4μm。
2.2 镜板机械加工工艺分析镜板对上、下两平面是镜板加工的主要表面对平行度、粗糙度、硬度等要求较高,,而镜面(摩擦面)的机械加工要求更是加工中的主要矛盾,因此在拟定镜板机械加工工艺时,要紧紧抓住主要矛盾,综合考虑以下几方面内容。
(1)由于镜板是大型零件且对上、下两平面的精度、表面粗糙度等要求都很高,一般的平面磨床无法加工这样的大型零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.03
0.03 0.02 0.04 0.03
0.03
平面度/mm
0.03
0.04 0.02 0.02 0.02
0.03
常见机床卡盘的承压原理分静压导轨和动压导轨。本文推 荐选用静压导轨机床,因导轨间隙均匀。若选用动压导轨 机床最好将油压调至较低状态。机床横梁的水平度可以通 过试磨镜板来调整横梁水平使其达到理想状态,刀架在横 梁上运行的工作段应选择磨损最少的区间。若通过上述办 法仍达不到要求,需想其他办法,甚至重新选择机床。
1 零件特点
投影仪中的盖板是薄壁铝压铸件,结构复杂,零件刚
性差,强度弱,在装夹中受夹紧易变形,不易保证零件的
加工质量。变形出现翘曲,主要集中在中间,四周相对变
精加工定位孔 49.2
设计基准
形小,铝合金薄壁零件的 加工变形控制一直是难 以解决的技术关键。
1.1 盖板的结构和加工
要求
B面
粗加工定位面
A面 E面
0.0238mm;平行度已在研磨前运用外径千分尺测定,检查
结果 0.02~0.03mm;粗糙度运用袖珍式粗糙度仪检查,检
查结果 Ra0.2~Ra0.4。
(2)对于一般厂家而言不一定具备所有的测量仪器,
但可以通过检验员的经验和检定合格的 0 级平尺等一般
方法对粗糙度、平面度进行判断。将手掌置于镜面 100~
200mm 上,镜面成像能清晰地辨认掌纹或人距镜面 1~
1.5m 时镜面成像能够清晰地辨认人脸视为粗糙度合格。
通过对仪器显示的结果与人的感观判断结果对比分析,
通常情况对于一个长期从事机械加工检验工作人员的判
断结果比仪器的判断结果要高半级或基本一致,笔者认
为实际操作中此方法可信。用 0 级平尺检查平面度时一
车借助专用工具并选用合适的介质加工水轮发电机镜板的工艺技术。主要从立车的选择、机床要求、专用工具的设计和
制作以及研磨剂、抛光膏、清洗剂的选择等方面介绍立车加工镜板的工艺技术。
关键词:水轮发电机;立车;镜板;工艺;研磨
中图分类号:TH162
文献标识码:A
文章编号:1002-2333(2010)12-0104-03
0.03 B
准2600-00.5
镜面 0.2
220-00.5
0.03 B
准3900+00.5
1.6
图 1 镜板示意图
(1)加工设备的选择及要求:车削、磨削、抛光等工序 均在立车进行,因此对立车的精度要求很高,卡盘端面跳 动需≤0.02mm,横梁水平度和直线度分别≤0.02mm/m。
表 1 国内大型机组镜板规格举例
机械工程师 2010 年第 12 期 105
解决方案
SOLUTION 工艺 / 工装 / 模具 / 诊断 / 检测 / 维修 / 改造
薄壁易变形零件的夹具设计与改进
葛菊英 1, 姚建方 2 (1.南京铁道职业技术学院 苏州校区,江苏 苏州 215137;2.苏州大智精密有限公司,江苏 苏州 215137)
般借助塞尺的方法检查。镜板平面度与车床的卡盘跳动
和横梁的直线度有必然的联系,因此用平尺进行检查时
必须兼顾回转方向和直径方向。
注意:进入抛光阶段就不能够再用接触性检查手段检
查了。如果已加工好的镜面不慎被手或其他直接接触,镜
面将会极短时间内生锈,一旦出现这种情况需立即清洗。
5包装
(1)清理铁屑、灰尘、油污,用干丝绸布擦干净,接着
(1.Nanjing Institute of Railway Technology,Suzhou 215137,China; 2.Suzhou Dachi Precision Technology Co., Ltd, Suzhou 215137,China)
Abstract: Resolve the process deform of thin-wall part problem by design the clamps of easy-deform thin-wall part, also improve it aimed at the problem appear in the using process. Advanced the work efficiency greatly, reduce the labour cost. Key words: thin-wall part; clamps design; deform of clamp; clamps improve
适中,然后涂在镜面上
并保持湿润。
(4)镜 面 抛 光 完 工
图4
后的镜板,应用专用清洗剂清洗干净,并且此时需要用洁
净的丝绸布清洗,若用普通布料纤维易粘附残留在镜面
上。然后需立即进行防锈处理,防锈后立即包装。
(5)清洗后的镜面,不能用手触摸。检查厚度时,应在
抛光之前进行,抛光后不再进行尺寸检查,因抛光工序抛
(2)专用工具的设计与制作关系着镜板粗糙度能否 达到图纸要求,经过实践摸索本工艺需磨头(如图 2)、研 磨盘、抛光盘等专用工具。
皮带轮 主轴 轴承
砂轮
电机
底座
图 2 镜板磨头原理图
(3)运用上述设备和工具加工镜板还需要选用锡基 轴承合金、W28 白刚玉磨料、液压油、煤油、氧化铬抛光 膏、工业呢子、丝绸、清洗剂等介质。 3 关键工序介绍 3.1 磨削
解决方案
SOLUTION 工艺 / 工装 / 模具 / 诊断 / 检测 / 维修 / 改造
立车加工水轮发电机镜板工艺技术
刘宁, 梁军明, 马济生, 曾锡林 (成都天保重型装备股份有限公司,成都 610300)
摘 要:水轮发电机镜板的平面度、平行度、光洁度要求高且工件尺寸大,难以用平面磨床进行加工。文中介绍了运用立
光 盘 主 体 用
普通钢板制作。抛光盘
是由金丝绒包工业呢
子,再包裹抛光盘主体
而构成。
(2)抛光剂,选择氧 化铬抛光膏和氧化铬软 膏,抛光效果良好。
图 3 镜板抛光后效果及 局部放大图
(3)氧 化 铬 抛 光 膏
和氧化铬软膏与煤油充
分混和、搅拌均匀,稠度
掉的余量很小可忽略不计。
注意:上述工序中煤油比例应适中,因煤油渗透能力
极强,其混合物可能渗透到镜板表面使镜板抛光后呈乌
亮,一般情况我们期望镜板的亮度高一点,但并不意味着
乌亮比光亮的粗糙度差。
4 检验方法及检验结果
(1)该镜板平面度运用先进仪器(如 SDS11 型数字式
水平仪,精度 0.001mm/m) 进行检查,检查结果平面度
水轮发电机镜板是水轮发电机的关键部件推力轴承 的重要组成部分。镜板表面粗糙度对推力瓦的磨损影响 很大,粗糙度越差对推力瓦的摩擦损耗越大;平面度关系 到机组运行时推力轴承的油膜是否均匀,直接影响推力 轴承的润滑性能;平行度对机组安装的摆度调整和运行 的稳定性都有影响,可见镜板的质量特性直接关系着水 轮发电机组的运行。镜板的加工精度取决于制造设备的 精度、加工工艺、(磨、研磨、抛光)工具及其介质的选择等 因素。本文以广西大化扩建工程水轮发电机组镜板和麒 麟寺工程第 2、3 号机组镜板的加工为例,介绍立车加工 水轮发电机镜板工艺技术。广西大化扩建工程机组是 110MW 轴流转桨式机组,推力轴承负荷 2650t,属大型机 组,其镜板的规格也相当大。 1 加工工艺路线
磨削以及后序加工掉的余量很少,对形状的改变很 小,主要是为了改善粗糙度。镜板车序后的形状基本上就 决定了平面度和平行度,所以进入磨削之前应将基面加 工到形状公差要求。我们选用 8mm 宽的宽光刀进行光 刀,吃刀深度 0.3mm、走刀量 2~3mm/r。光刀后对光刀基
104 机械工程师 2010 年第 12 期
(1)镜板加工的工艺线路依次为:粗车、精车、划线、 钻、铰、钳、磨削、研磨、抛光、防锈、包装。
(2)镜板精车前,吊装螺孔应加工好。镜板精车后磨 削前,应将钻铰镜板与推力头之间的把合孔、销孔等工序 完成。 2 立车、专用工具和介质的确定
我公司结合图 1 镜板加工尺寸与精度选用 4 米立 车,另外设计一套专用工具镜板磨头、研磨盘、抛光盘,选 用合适的研磨剂、抛光膏等介质。加工的镜板平面度可达 到 0.03mm,镜板两面的平行度可达到 0.03mm,镜面的表 面粗糙度可达到 0.02~0.04μm,能够达到镜板的设计、使 用要求。
解决方案
工艺 / 工装 / 模具 / 诊断 / 检测 / 维修 / 改造 SOLUTION
面的平面度、平行度进行检查,若达不到图纸要求需借助 磨头用硬砂轮修复光刀基面直至达到图纸要求。
(1)磨削方法 1 磨削需要一副运行平稳的高精度外圆磨头,磨削时 磨头联接砂轮或千页轮利用其外圆进行磨削 (在摸索阶 段曾试图在数控龙门铣床上安装端面磨头进行镜板的磨 削,试验结果被磨削部位严重发黑且破坏了原有的平面 度,因此停止了这一工艺路线的研究),磨头选用专用型 号的轴承、电机和砂轮。磨头的轴承为单列角接触球轴 承;磨头的电机功率 1.1kW,转速 1450r/min;砂轮规格为 准250×25×准75,砂轮材料 46 号粒度白刚玉。 磨削时工件线速度一般控制在 50~70m/min,吃刀为 0.01~0.02mm,走刀 10~20mm/r。 (2)磨削方法 2 利用方法 1 的磨头工装,将砂轮换成千页轮进行磨 削。磨削时工件线速度、走刀量与方法 1 类似,吃刀量可 增大为 0.03~0.06mm。这种方法效率有明显提高。由于千 页轮在起动时因离心力作用有效直径会突然增大,启动 前应调整好千页轮与镜板之间的距离,防止千页轮起动 的瞬间严重损伤镜板。 实践证明两种方法均可行,方法 2 效率高、精度好, 粗糙度能达到 Ra0.8。 3.2 研磨 研磨主要是为了进一步改善镜板的粗糙度,需设计 研磨盘并浇注锡基轴承合金和选用适当的研磨剂。 (1)研磨盘厚度应大于 200mm,直径应大于镜板环 宽,自重较大,研磨效果好。 (2)研磨盘的研磨面应浇注锡基轴承合金。要求合金 材料纯净度高,不含杂质,否则研磨过程中将会擦伤镜 面。锡基轴承合金需用静力方式浇注,浇注时须保证锡基 轴承合金层内部成分均匀、致密、无杂质。 (3)研磨盘端面的锡基轴承合金层应足够厚,新浇注 合金层在加工后的厚度,通常应大于 30mm。原因在于锡 基轴承合金层随着研磨过程的进行,会不断减薄。研磨盘 端面应加工出截面为 8×8 的 6 条沟槽,其中在圆周方向 有 2 条(分别位于约 1/3、2/3 半径处),在径向有 4 条(45° 均布)。 (4)研磨用研磨粉应选择性能优良可靠的白刚玉粉。 如 W28 白刚玉粉。研磨用润滑剂,选择液压油和煤油混 和。研磨时应将研磨粉、液压油和煤油充分混和、搅拌均 匀,稠度适中,然后浇涂在镜面上并保持湿润,不能使研 磨面形成干摩擦。 (5)研磨时研磨盘的联接柄应固定在刀架上,研磨盘 与联接柄用球面副联接,靠自重悬压在镜板上。研磨时立 车转速约为 5~7r/min,研磨盘因工件旋转时内外圆线速 度差实现旋转运动,使研磨作用得以进行。 (6)研磨后的镜面,应用专用清洗剂清洗干净。 另外,在同一走刀速度和转速下镜面内圆比外圆的 被研磨的多一些,这与镜板偏差允许规则一致(镜板公差