本文介绍大连实德银川基地混料自动控制系统
高分子专业实习报告

高分子专业实习报告一、实习目的1、了解主要产品的名称、质量要求、质量检测;2、了解实习单位采用的生产方法、基本原理、工艺流程;3、了解实习岗位的主要设备名称、型式、规格和作用;4、了解实习岗位的操作规程、控制指标和主要工艺影响因素。
5、通过实习,培养、提高学生理论联系实际的能力、分析问题和解决问题的能力。
二、实习单位简介宁夏实德新型建材有限公司隶属于大连实德集团,成立于2004年08月03日,注册地位于宁夏银川经济技术开发区文昌南街218号,占地面积为680亩,经营范围包括制造销售PVC门窗等各种新型建材,各种装饰板,发泡板以及非法律禁止的其他产品。
三、实习内容在学院的带领下,我们在宁夏实德新型建材有限公司进行了为期十一天的实习。
实习刚开始,公司负责人带领我们了解企业,给我们播放了实德集团的宣传片,对企业进行了大概的介绍,并提出了实习期间的要求。
此外,还对所有实习的学生进行安全教育,以及规章制度的学习。
随后,负责人向我们讲解了各个车间的管理机构以及人员配置,劳动组合与生产班制,全员劳动定制等方面的管理制度。
整个车间总共安排44个人,混料车间总共安排四人,一班两个人,两班倒,从22.30~6.30为一个班。
一个负责加PVC物料,一个负责加辅料。
挤出车间总共安排13人,挤出工总共安排十人,一班五人。
主要负责生产线上的工作。
质检员总共两人,一班一人。
主要负责检测产品的物理特性。
模具工包括修模,清模,共四人,一班两人。
主要负责维修模具,清理模具里的残留物料。
维修工总共四人,一班两人。
主要负责维修生产线上机械故障。
生产主管,共一人,负责管理秩序,以及安排相关任务等。
生产线工艺工程师,共一人,负责配方设计以及生产线上的疑难杂症的解决。
生产副部长共一人,负责配方质量检测以及质数检测,模具工程师,共一人,主要负责模具的改造,模具的订购等。
设备工程师共一人,电气工程师共一人,主要负责动力系统,供水供电的一些相关任务,总协调部长,负责整个生产流程的安排。
海螺型材
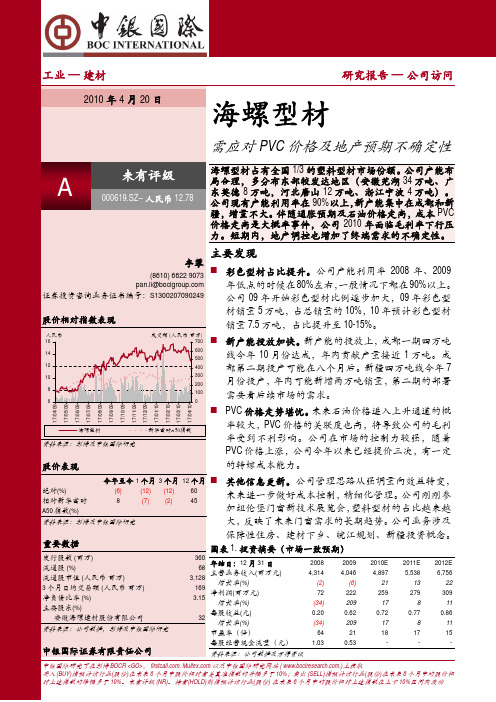
工业 — 建材证券投资咨询业务证书编号:股价相对指数表现681012141617/04/0917/05/0917/06/0917/07/09海螺型材人民币资料来源:彭博及中银国际硏究股价表现绝对(%)相对新华富时 A50指数(%)资料来源:彭博及中银国际硏究重要数据发行股数 (百万) 360流通股 (%) 流通股市值 (人民币3个月日均交易额净负债比率 (%) 主要股东(%) 安徽海螺建材股份有限公司资料来源:公司数据,彭博及中银国际硏究中银国际证券有限责任公司A图表2.09年业绩摘要同比变化%人民币百万08 09营业收入4,314 4,046 (6)营业成本3,902 3,455 (11)营业税金及附加11 12 13销售费用163 182 12管理费用82 76 (8)财务费用 4819 (60)资产减值损失0 3 N.M299 177营业利润 108 营业外收入7 12 63营业外支出0 0 N.M利润总额115 310 170所得税费用28 59 115净利润87 251 188少数股东损益16 29 88归属于母公司所有者的净利润72 222 209资料来源:公司数据生产线投产周期短,门槛不高。
近日我们参观了海螺型材芜湖三厂,该厂单体产能20万吨,占地10万平米,生产线108条,全部满负荷运转,为二季度恢复后的需求备货。
生产线仅仅每两周停工一天检修。
从生产线考察来看,其实设备并不复杂,有一个集中的混料系统,将混合好的料倒入每条生产线的磨具,磨具不大,但是价格不菲,一套小型的磨具价值20多万,材料通过磨具挤压成型后,有一个快速冷却系统,看着像热水器的细管构造,只不过里边流动的是冷水,通过快速冷却系统后,型材进入一个高压冷却通道,完成两次冷却后,材料将被打上识别码,覆上保护膜,通过切割机,最后成材由工人套上外包装集中存放。
从生产线投资来看,一个4万吨的生产线,投资金额两个多亿。
一条四万吨的生产线,通常涉及24条生产线,每条生产线直接设备投资100-200万,混料设备投资5,000万,生产线安装人工成本几千万,其他是土地成本和钢结构成本。
钱家营矿重介密度自动控制系统

钱家营矿重介密度自动控制系统【摘要】本文介绍了开滦钱家营矿选煤厂块煤三产品重介立轮分选机重介密度自动控制系统工作的特点,简介了密度、液位自动控制装置的构成、原理,WINcc上位机管理网络的构成。
【关键词】PLC;悬浮液密度;介质桶液位;SIEMENS网络;WINCC0.概述开滦(集团)有限责任公司钱家营矿业分公司选煤厂是从波兰引进的年处理能力为400万吨,采用重介—浮选联合工艺的大型炼焦煤选煤厂,其中150—13mm粒级块煤进入三产品重介质立轮分选机;13—0.5mm粒级末煤进入Φ840两产品旋流器进行主、再洗;小于0.5mm粒级煤泥浮选,重介处理量约占总入洗量的80%。
原重介自动化控制系统是随选煤厂同步引进,密度、液位测量仪表、控制装置全部由气动单元组成,气源净化装置较为复杂,控制精度和响应速度较慢。
煤炭科学研究总院唐山分院与钱家营矿业分公司选煤厂于2003年进行了重介自动化的改造,并于2004年投入使用。
1.网络构成1.1自动化系统网络构成系统的控制核心由SIEMENS(西门子)SIMATIC S7-300 PLC构成,可实现Profibus或MPI网络,在洗煤厂调度室设置研华PⅢ800工控机(WINCC软件)与密度自动控制装置中的S7-300 PLC形成网络,数据共享。
另外,密度自动控制装置上的人机界面采用SIEMENS TP-27 10.4吋彩色触摸屏,该触摸屏也加入到网络中,享有网络功能。
构成见图1图1 控制系统构成原理示意图1.2网络功能通过SIEMENS 网络在TP-27触摸屏上显示的参数,均可在厂调度室的微机上显示,触摸屏上给定的数据在调度室的微机上同样可以给定,如密度给定值、液位控制的上、下限值,悬浮液密度的报警值。
在调度室微机上可打印生产过程中的给定值和实际值,有利于生产数据分析及管理。
通讯采用SIMATIC NET PROFIBUS电缆,数据传输速率可达12M位/秒。
重介自动化部分作为选煤厂底层控制和生产过程密切相关,它们即可独立工作,也可和上位机或PLC构成集中控制系统。
PVC-U硬制品混料工艺及混料效果分析
【加工与应用】P VC -U 硬制品混料工艺及混料效果分析薛一心13,黄 勇2,周洪荣1(1.大连实德集团,辽宁大连116113;2.宁夏大元化工股份有限公司大连分公司,辽宁大连116113) [关键词]PV C -U 硬制品;干混料;混料工艺;混料效果[摘 要]介绍了PV C -U 硬制品干混料的作用与原理及混料工艺对混料效果的影响。
干混料的制备效果受热混、冷混温度,混料锅投料量,冷混锅冷却速度和干混料静置时间的影响;从白度、表观密度、热稳定时间、流动性等8个方面分析了如何监控干混料的质量。
[中图分类号]T Q325.3 [文献标志码]A [文章编号]1009-7937(2008)11-0018-05Analysis on t he blending pr ocess f or rigid P VC -U pr oducts and the blending effect sXU E Yi -xi n 1,H U A N G Yon g 2,Z H O U Ho ng -ron g1(1.Dalian S hi de Gro up ,Dalian 116113,Chi na ;2.Dalian Branch Co.,N i ng xia Day uan Chemical Ind us try Co.,L t d.,Dalian 116113,Chi na )K ey w or ds :rigi d PV C -U p ro duct ;dry blen di ng mat erials ;blen di ng p rocess ;blendi ng ef fects Abst ract :T he role and t heory of dry blendi n g f or rigi d PV C -U p rod ucts w ere i ntro duced aswell as t he i nfl uences of blendi n g p rocess o n blen di ng eff ects.Th e p rep aratio n eff ects of dry bl endi ng materials w ere aff ected b y t he temperat u re of hot blen di ng and col d blen di ng ,t he chargi ng amo unt i n blendi n g kett le ,t he co oli ng speed i n col d blen di n g ket tle an d t he p laci ng ti me of dry bl endi ng materials.How t o mo nit or t he qualit y of dry ble ndi ng materials w a s analyzed in eig ht aspects ,such as w hit eness ,app arent densit y ,heat stabil izi ng ti me and fl ui dit y. PV C -U 硬制品包括管材、管件、异型材等。
浓缩机药剂添加自动控制系统设计
浓缩机药剂添加自动控制系统设计姓名:张加东学号: 指导教师:201215110228 张成联学院:机电工程学院专业:过程装备与控制工程完成日期:2015年6月25日浓缩机药剂添加自动控制系统设计煤炭洗选是提高煤炭资源利用率及改善中国大气环境的有效手段.实现选煤厂煤泥水闭路循环、净化复用对提高煤炭企业经济效益、保持矿区生态环境、节约水资源都具有十分重要的意义,也是实现煤炭工业可持续发展的一项重要措施。
耙式浓缩机作为煤泥水处理过程中的关键设备,对其絮凝剂等药剂的配制添加实现自动化控制,不仅是确保设备安全高效运行、保证排放水质、降低药剂消耗的有效途径,也是实现煤泥水处理技术进步、科学管理的必由之路[1]。
1、国内外技术发展状况目前选煤厂浓缩机絮凝剂、助凝剂等药剂的添加有定量加药和自动加药2 种方式。
定量加药在入料矿浆均匀稳定的情况下是可行的,但实际上入料矿浆浓度甚至流量都是随时间而变化的,定量加药很难保障溢流水的质量,且会造成药剂的严重浪费。
因此自动加药是一种科学、合理的选择,目前国内外常用的方法有3 种:溢流水浊度检测控制加药、入料检测控制加药以及利用界面分析仪的过渡区检测控制加药[2]。
溢流水浊度检测控制加药是采用光敏三极管做光电转换元件,利用可见光透射法对溢流水浊度进行测量的。
这种方法在一定的浊度范围和测量条件下有较好的测量精度,但当浊度较高或浊度变化较大时,测量误差较大甚至无法测量;另外该方法还需要对测定管和仪器定期进行标定,否则将影响测量精度。
因此,单独使用浊度仪测量溢流水浊度来控制絮凝剂的添加量很难保证系统的稳定可靠运行。
入料检测控制加药是通过流量计检测入料矿浆的流量,利用密度计检测入料矿浆的密度,由入料矿浆的密度和流量推算出入料矿浆中所含的干煤泥量;根据干煤泥量与絮凝剂的对应关系来控制絮凝剂的添加量。
该方法实际上是一种开环控制,并不能对药剂的添加进行实时的精确控制.但由于配置简单,易于实现;当入料矿浆性质稳定时,该方法可以满足煤泥水处理的控制要求.因此该种方式在国内选煤厂的药剂添加自动控制中应用较多。
钢铁企业原料进厂调度信息系统智能化设计与研究
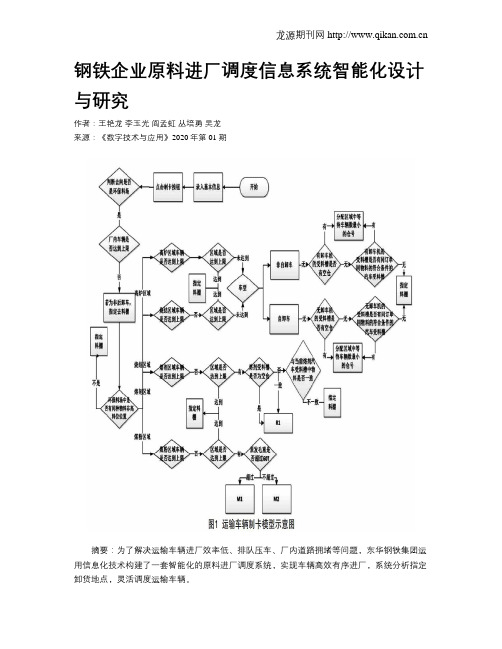
钢铁企业原料进厂调度信息系统智能化设计与研究作者:王艳龙李玉光阎孟虹丛培勇吴龙来源:《数字技术与应用》2020年第01期摘要:为了解决运输车辆进厂效率低、排队压车、厂内道路拥堵等问题,东华钢铁集团运用信息化技术构建了一套智能化的原料进厂调度系统,实现车辆高效有序进厂,系统分析指定卸货地点,灵活调度运输车辆。
关键词:钢铁企业;车辆调度;信息系统中图分类号:F406.5 文献标识码:A 文章编号:1007-9416(2020)01-0135-020 引言原料运输车辆进厂是钢铁企业物流中的重要环节,随着企业生产效率的提高,原有的人工指派模式已无法满足企业精益化生产的需求,由于进厂效率低经常发生厂区门口车辆排队压车,车辆进厂后人工引导不及时造成道路拥堵。
需要设计一套智能化调度管理系统对车辆进行调度指引。
1 需求分析为了保障物流畅通,提高车辆进厂效率,防止进厂车辆压车以及厂内道路拥堵,在在车辆进厂前完成门岗制卡。
原料运输车辆卸料地点分为封闭料场和料棚两个储存场地。
封闭料场汽车受料槽受料规则为:烧结区汽车受料槽下皮带负责运送铁粉,高炉区汽车受料槽下皮带负责运送焦炭、块矿、焦粉、球团、煤,煤区汽车受料槽下皮带负责运送煤,熔剂区汽车受料槽下皮带负责运送石灰石、白云石。
如果有特殊情况不能在封闭料场卸料时去料棚卸料[1]。
车型分为:非后卸车、非自卸车、自卸车。
其中非后卸车只能进入料棚区域卸料,非自卸车需在有翻车机的汽车受料槽卸料,自卸车需在无翻车机的汽车受料槽卸料。
为保证企业生产顺利进行,系统运行时应结合车辆类型、物料等信息,根据相应的处理规则对进厂车辆进行分流。
确保运输车辆在门口不发生压车,能够灵活调配来料车辆卸料,提高汽车受料槽的卸料能力,争取吸收全部来料。
2 方案设计依托信息化手段从MES系统和远程计量系统获取车辆及货物信息(车号,车型,订单号,物料,原发毛重,卡号),通过与主控PLC做接口从底层硬件实时获取当前料仓料位情况,对各方面信息进行逻辑分析为车辆指定卸料仓口。
氯乙烯精馏过程计算机控制系统
氯乙烯精馏过程计算机控制系统
王纲;臧春华
【期刊名称】《聚氯乙烯》
【年(卷),期】1994(000)001
【摘要】本文介绍一种应用高可靠工业控制机和智能式调节器相结合实现的氯乙烯精馏过程计算机控制系统。
该系统针对氯乙烯精馏过程的特点及工艺要求,选取先进合理的控制方案,采用自行开发的小型过程计算机控制装置所提供的硬件模板和组态软件,成功地实现了大型工业精馏塔计算机控制系统长期稳定运行,为氯乙烯精馏过程的自动控制提供了成功的应用实例。
【总页数】6页(P17-22)
【作者】王纲;臧春华
【作者单位】不详;不详
【正文语种】中文
【中图分类】TQ221.423
【相关文献】
1.计算机控制系统在氯乙烯生产中的应用 [J], 高宏斌;杜双福;等
2.氯乙烯精馏过程的先进控制系统 [J], 王朝辉;古勇;毛维杰;苏宏业;褚健;徐善军;黄虎林
3.氯乙烯精馏过程计算机控制系统 [J], 王纲;藏春华
4.锌精馏过程锌液流量计算机控制系统 [J], 姜华;喻寿益;桂卫华
5.精密精馏过程的计算机直接成分控制系统 [J], 罗荣富;王林;邵惠鹤;温跃刚;王克庭
因版权原因,仅展示原文概要,查看原文内容请购买。
混合煤气加压站中的ProcessLogix控制系统介绍
混合煤气加压站中的ProcessLogix控制系统介绍
申世武;杨春
【期刊名称】《金属世界》
【年(卷),期】2010(000)004
【摘要】@@ 混合煤气加压站是钢铁深加工生产的一个重要环节,对提高能源利用率有着重要的作用.混合煤气加压站的功能是根据用户的需要将高炉煤气和焦炉煤气按一定比例进行混合,获得热值、压力稳定的高压混合煤气.
【总页数】3页(P62-64)
【作者】申世武;杨春
【作者单位】广西华锐钢铁工程设计咨询有限公司,广西,柳州,545002;广西柳州钢铁(集团)公司总经办,广西,柳州,545002
【正文语种】中文
【相关文献】
1.混合煤气加压站系统的自动化控制 [J], 王秀华;陈爱业;徐波
2.混合煤气加压站多层、多变量自寻优模糊控制 [J], 陈渝光;钱微;陈鸿雁
3.基于混合煤气加压站热值及压力控制的研究 [J], 万磊
4.酒钢碳钢冷轧混合煤气加压站控制系统 [J], 张军;乔治
5.混合煤气加压站多层、多变量自寻优节能模糊控制系统 [J], 钱微;谢传新
因版权原因,仅展示原文概要,查看原文内容请购买。
小区建设中应用的新技术、新科技、新材料
小区建设中应用的新技术、新科技、新材料一、智能化系统F·天下智能化安防系统经过严格规范的发标、招标过程,于2003年6月17日,与中国电信湖北省电信公司、武汉电信工程局签订了“F·天下项目驻地网通信网络建设服务协议”及“F·天下项目智能化系统工程合同”。
作为武汉地区最大的电信运营商,武汉电信分公司,将为F·天下提供功能完备、技术先进的驻地通信网络建设与服务;电信工程施工一级企业武汉电信工程局,将按国家A级标准建造别墅区智能化系统工程。
(一)、按建设部2000年颁布的《智能建筑设计标准》GB/T50314-2000要求,F·天下智能化系统主要包括:1、闭路电视监控系统2、周界红外防范系统3、电子巡更系统4、公共广播系统5、可视对讲系统6、物业管理系统7、停车场管理系统8、家庭安防系统9、一卡通系统(二)、智能化系统的三大功能:1、提供安全的居住空间。
能有效地将社会闲杂人员极不安定因素排除在外,同时能及时消除一些安全隐患。
小区出入口、周界、内部道路、公共场所等实施有效的监视与控制。
利用周界防穿越报警、闭路电视监控、可视对讲、车辆出入管理等弱点系统,对可能发生的安全问题进行及时地监控和预防,给每一位小区住户以可靠的安全感,同时可避免各户安装防盗网等既影响美观又不符合消防规范的“监狱式”防护设施。
F·天下安全设施将分为四个层次:A家庭安防系统采用双光束对涉探测器,对小区周界实行“无缝”封锁,跨越围墙进出小区将立即产生报警,将报警信号直接传送到物业管理中心,并触发闭路监视系统摄像机联动,弹出报警区域监视画面。
B闭路电视监控机电子巡更系统在小区各大出入口、公共通道、广场、停车场等公共区域安装摄像机,使物业管理中心能对小区的各个场所进行实时的图像监视,随时观察异常情况,并对图像进行长延时录像。
建立电子巡更系统,覆盖整个小区范围,可制定保安人员巡查小区的时间表和路线图,规范巡更工作,及时发现并处理突发事件,有效弥补技术防范的不足。
煤矿主运输智能集中控制系统设计
DSJ120/120/ 3×560S
2 465 1.2
4.0
1 200 0~12 3 1 140 560
掘进带式 输送机
DSJ100/40/ 2×110
2 400 1.0
2.5
400 0~10 2 1 140 110
掘进带式 输送机
DSJ100/40/ 2×110
2 400 1.0
在主 运 输 智 能 集 中 控 制 系 统 中,需 实 时 监 测 胶 带的运行状 态、电 动 机 液 压 制 动 器 状 态、电 动 机 电 流、电 压、变 频 器 输 出 频 率、胶 带 保 护 状 态 等 参 数。 通过对这些参数的 监 测,得 到 带 式 输 送 机 系 统 实 际 的 工 作 情 况 ,实 现 带 式 输 送 机 集 中 控 制 、可 视 化 管 理 和可视化操作。
2 主 运 输 智 能 控 制 系 统 设 计
2.1 设 计 原 则 棋盘井煤矿东区主运输智能控制系统主要体现
“安 全 可 靠 、功 能 完 善 、实 用 经 济 和 结 构 简 单 ”的 设 计 思想 ,在 硬 件 设 计 上 采 取 “多 系 统 融 合 、集 中 控 制 ”的
收 稿 日 期 :2021-02-02;责 任 编 辑 :张 强 。 作 者 简 介 :宋 连 喜 (1966- ),男 ,山 东 巨 野 人 ,工 程 师 ,硕 士 ,研 究 方 向 为 煤 矿 机 电 、自 动 化 、智 能 化 ,E-mail:10816093@chnenergy.com.cn。
SONG Lianxi 1, LIU Bo2 (1.CHN Energy Coal Coking Chemical Company,Ordos 017000,China; 2.CHN Energy Mengxi Coal Chemical Industry Co.,Ltd.,Ordos 017000,China)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、概述
本文介绍大连实德银川基地混料自动控制系统,采用德国西门子公司的S7可编程序控制器,成功应用于大连实德银川基地混料系统生产线。
大连实德银川基地混料系统的生产过程全部由可编程序控制器S7-300完成,即将生产工艺配方输入到系统监控配方程序中,由称重计量仪器动态检测电子称称重传感器的信号,并将控制信号传送给可编程序控制器,再由可编程序控制器产生各执行机构的控制命令来实现混料生产的自动化,提高混料各配方原料的准确性和生产效率。
2、系统功能
混料系统的主要功能是多种原料经过送料系统进入料仓以后,按照生产配方给定的原料配比从各料仓加到电子称中进行计量称料,再送入热冷混料机组中混合搅拌,并相应控制物料混合搅拌时的温度,以保证物料混合均匀和混合料的特性达到生产工艺要求,最后将混合好的混
合料送入干混料仓内,以供型材挤出机生产线使用。
混料系统需解决的主要问题包括:
(1)实时采集各电子称称重传感器的称重信号。
(2)根据称重信号和生产配方产生罗茨风机、电磁旋转阀、电磁碟阀等的控制信号。
(3)动态检测和处理混料过程中可能出现的各种故障。
(4)下位机和上位机的通讯
(5)上位机的集中监控。
混料时,称重仪器选用的是莱梅特RWA-AD模数转换模块,可以设置和定制参数,采集称重传感器信号,输出数字信号。
借助配方给定的原料配比产生执行机构的控制命令,并通过可编程序控制器控制各辅料罐的螺旋送料器、电磁阀和混料机组阀门的起停和开闭。
通过检测电机保护装置,阀门位置开关状态获取电机、阀门的运行和故障情况,并可在工控电脑显示屏上进行监控。
3、可编程控制器系统组成
系统组成按站点划分。
混料机组独立控制,与整个混料系统建立基于ProfiBus 通讯。
站1:为上位机,采用西门子工控机;CPU为2.4G,内存为256M,采用以太网与系统PLC连接。
采用WEBfactory组态形成监控图形。
站2:1号混料机组PLC,使用一台西门子S7编程器。
上位机采用ProTool组态,PLC 和SIMATIC OP27通讯连接,监控混料机组运行。
站3:2号混料机组PLC,使用一台西门子S7编程器。
上位机采用ProTool组态,PLC 和SIMATIC OP27通讯连接,监控混料机组运行。
站4:3号混料机组PLC,使用一台西门子S7编程器。
上位机采用ProTool组态,PLC,监控混料机组运行。
站5:挤出现场PLC。
采用西门子S7-215,共4组。
用于控制挤出生产线四条绞龙运行和SIMATIC OP7通讯连接用于现场控制。
与整个混料系统PLC采用基于ProfiBus 通讯。
总系统采用站1监控。
4、基于ProfiBus DP 通信
PROFIBUS现场总线是国际性的开放性现场总线标准,是一种符合IEC61158标准的现场总线。
PROFIBUS-DP经过优化的高速、廉价的通信连接,是专门用于自动控制系统和设备及分散的I/O之间的通信网络。
PROFIBUS-DP用于基础控制层的高速数据传送,主站周期地读取从站的输入信息并周期地向从站发送输出信息。
PROFIBUS-DP的上述特点使其在工业电气自动化领域占据了重要的地位。
本系统中ProfiBus DP总线完成PC与各设备之间的通信,并采用主从方式通信:主机(S7-416-2DP PLC)作为ProfiBus DP主站,以轮询方式对下属各从站(如ET200S﹑S7-30 0 PLC等)进行定周期扫描和读写。
主机通过ProfiBus DP总线将指令传送到对应的数据区,并将各设备返回的状态信号从对应的数据区取出,从而实现对下属每个设备的监控。
5、系统监控通讯程序
Network 4 S7 connecting
CALL "MX1.1_connect" //连接1#混料机组PLC
CALL " MX2.1_connect" //连接2#混料机组PLC
CALL " MX3.1_connect" //连接3#混料机组PLC
CALL "image: MX1.1"
CALL "image: MX2.1"
CALL "image: MX3.1"
CALL "image: S31- 32"
CALL "image: S33- 34"
Network 5 Control Signals PC (VISU) -> PLC
CALL "image: S11-16"
CALL "image: S17-22"
CALL "fc_pc_flags_set"
Network 6 Control Signals PC (Prisma) -> PLC
CALL "fc_pc_flags_set"
6、结束语
混料系统控制构成复杂,控制任务多,逻辑繁琐。
即要实现对现场各控制点的控制和监控。
又要完成现场各种数字量、开关量的检测以及对周边设备,如各种运行电机和风机的控制。
采用功能强、安全系数高的德国SIEMENS SIMATIC S7系列可编程序控制器,整个控制系统完全满足混料系统控制工艺要求,实现了混料自动控制以及送料全过程的协调控制,系统性能好,操作使用方便。
确保生产任务正常完成。