co2保护焊机工艺参数
CO2气体保护焊工艺参数

第一节二氧化碳气体保护焊(CO2焊)二氧化碳气体保护焊是用CO2作为保护气体依靠,焊丝与焊件之间产生电弧溶化金属的气体保护焊方法简称CO2焊(MAG)。
一、二氧化碳气体保护焊发展动态二氧化碳气体保护焊是50年代发展起来的一种新的焊接技术。
半个世纪来,它已发展成为一种重要的熔焊方法。
广泛应用于汽车工业,工程机械制造业,造船业,机车制造业,电梯制造业,锅炉压力容器制造业,各种金属结构和金属加工机械的生产。
MIG气体保护焊焊接质量好,成本低,操作简便,取代大部分手工电弧焊和埋弧焊,已成定局。
二氧化碳气体保护焊装在机器手或机器人上很容易实现数控焊接,将成为二十一世纪初的主要焊接方法。
目前二氧化碳气体保护焊,使用的保护气体,分CO2和CO2+Ar两种。
使用的焊丝主要是锰硅合金焊丝,超低碳合金焊丝及药芯焊丝。
焊丝主要规格有:0.5mm、0.8 mm、0.9 mm、1.0 mm、1.2 mm、1.6 mm、2.0 mm、2.5 mm、3.0 mm、4.0mm等。
二、二氧化碳气体保护焊特点(一)MAG焊具有下列优点:1、焊接成本低:其成本只有埋弧焊和手工电弧焊的40~50%。
2、生产效率高:其生产率是手工电弧焊的1~4倍。
3、操作简便:明弧,对工件厚度不限,可进行全位置焊接而且可以向下焊接。
4、焊缝抗裂性能高:焊缝低氢且含氮量也较少。
5、焊后变形较小:角变形为千分之五,不平度只有千分之三。
6、焊接飞溅小:当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅。
(二)MAG焊的缺点:1、对焊接设备的技术焊接要求高。
2、设备造价相对较贵。
3、气体保护效果易受外来气流的影响。
4、焊接参数之间的匹配关系较严格。
三、气体保护焊的设备C02气体保护焊的主要设备包括焊接电源、送丝机、焊枪、供气系统、焊丝盘和指示仪表等组成。
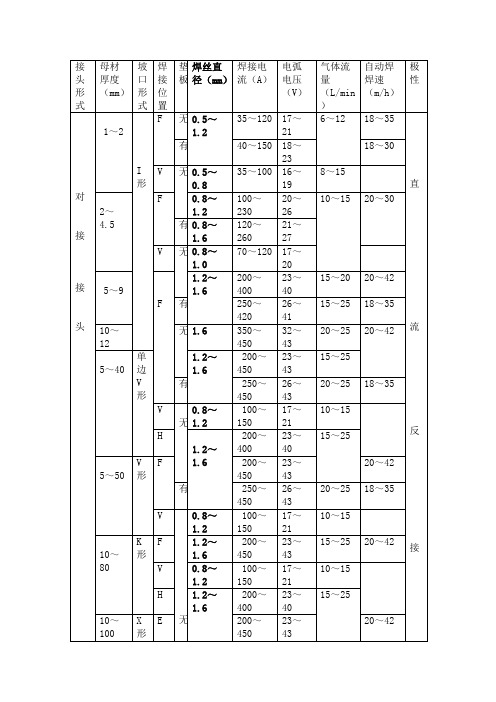
四、气体保护焊的工艺参数(焊接范围)主要包括气体保护焊的工艺参数主要包括以下几点:1、焊丝直径、焊接电流、电弧电压。
气体保护焊焊接工艺参数
气体保护焊焊接工艺参数1•气保焊电流焊接电流:根据焊接条件(板厚、焊接位:焊接速度、材质等参数〉选定相应的焊接电流。
CO2焊机调电流实际上足在调整送丝速度。
因此CO2焊机的焊接电流必须与焊接电压相匹配,既一定要保证送丝速度与焊接电床对焊丝的熔化能力一致,以保证电弧长度的稳泄。
2.气保焊电压根据焊接条件选逛相应板厚的焊接电流,然后根据卜列公式讣算焊接电压:< 300A时:焊接电压=(0.04倍焊接电流+16 士匚5)伏焊接电压=(朴川倍焊接电流+ 20 土2)伏举例选宦焊接电流200A•则焊接电压计算如卜•:焊接电JK = ( 0.04X200+ 16 ±15)伏=(8+ 16 ±1.5)伏24 ±】・5)伏举例2:选定焊接电ifi400A f则焊接电压计算如F:焊接电压=(0.04 X 400 + 20 土2)伏=(16+ 20 土2)伏=(36 ±2)伏3.气保焊电压对焊接影响A.堪干电3Q也JK变化的电%&用再懈清电雀牴时电丛适中时电出髙吋电喊吐11可以曲作足也弧氏虞的同文训「它韭抉崔悝谨形状的般皇宴因戡.进冇电・电弹悅虞旳・审可由撫作m过・irB9观解笨进行"也二氯优硯电舐焊则不撤,它只能j£过电压闻节装啟邮探电湖闵持性发生变化•刍偿屯忸电雀増入时*曦貝快厘将会箜茨「可见到焊罐术梢存较人的焊珠足成井抻莎同吋.理逋舟会变甲.如與僅电压过臥那么埒池明強馴慰濡腑井卢立%礼.十使由压曬低时.电臊快度特会变短,严笛时背建将騒到用甘'井将般成塔煨窄乩為度较吕曲烬道.如黑申.弧电压嶺适中.将览b出"踽—*的连续音,勺电弧电压陣低时,听刮的是斷斷坝续附单音.电压偏高时:弧长变长第飞溅颗粒变大,易产生气孔.焊道变宽-熔深和余高变小. 啪嗒!电压偏低时:焊丝插向母材,飞溅增加,焊道变窄,熔深和余高大.定义:焊丝从导电咀到工件的距离小于300 A 时:L= (1—⑸借焊丝直径.大于300A 时:L= (10-15)倍焊丝直径+ 5mm 导电咀举例:- ft 悴L2mm 焊絲可用电i^il2O-35OA tL 电流小肘乘10倍的焊丝直径*_ 电流大吋乘巧借的焊丝胃能.工件毋材艦I 软即 *3•焊丝干伸长焊接过程屮,保持焊丝干仲长度不变是保■证焊接过程稳定性的重要因索之一"过长时=气体保护效果不好,易产生气孔,引弧性能差,电弧不穂”飞溅加大,熔深变浅*成形变坏.过短时:看不清电弧,喷嘴易被飞載物堵塞,飞溅大,-熔深变深,焊丝易与导电咀粘连. T伸长度热量焊接电流花吋,T伸长度的增加,会使/五匸量焊絵熔化速度增加,但电弧电压卜'降,电’流降低,电弧热量减少F热量二T何K度热量+电弧热屋4.焊枪操作注意事项⑴社殍樓过稈匕斥町罷地便岸飙绩保持条宣线,笄得不戰为卿形砸时’需冬満足亦M以上的条件t斗作人波形使用时.必烦潇足R30O以上的聚件.杏則博惟响到送丝的梯定.罔狐果自重呈的物廉悼稱到埠枪电缆上,挠性管财簧桂炳站f造疵迖丝不稳忌冈此,征时时暑麵加以浊意. (讲弹賢衬套必御傅同用压蹦空r清洁_猷”陽去內部的灰尘1她送埋祕持適畅.啊]焊端场痒建按再敷或送堂被中新时有两种惜况*一种是穹曲的焊埜堵塞在捍嘴中i导竝送科中斷* 另-种曲埠毎的受拥部分堵塞庄迟嘴中』园肚,必须覽全滴除故障通素(骂曲戒变皱的却甘》如若小於,由于捍堂与痒嘴的豁蚊,妳蚌曹在聊篱权奁内部发生野曲或吉被送箜裁葡咬住,勺受報剖分如程焊Wi,榕冉比童生送理不陆的现空.。
二氧化碳气体保护焊的焊接参数设定
精心整理二氧化碳气体保护焊的焊接参数设定二氧化碳气体保护焊的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、气体流量、干伸长度、电源极性、回路电感、焊枪倾角。
一、焊丝直径,焊丝直径影响焊缝熔深。
本文就最常用的焊丝直径1.2mm 实心焊丝展开论述。
牌号:H08MnSiA 。
焊接电流在150~300时,焊缝熔深在6~7mm 。
二、焊接电流,依据焊件厚度、材质、施焊位置及要求的过渡形式来选择焊接电流的大小。
短路过渡的焊接电流在110~230A 之间(焊工手册为40~230A );细颗粒过渡的焊接电流在250~300A 之间。
焊接电流决定送丝速度。
焊接电流的变化对熔池深度有决定性的影响,随着焊接电流的增大,熔深三、在六、八、;焊接电流制在以达到焊接电流是根据焊接结构母材厚度及焊缝位置来确定,如平焊时焊接电流一般在160-320A 、立焊、仰焊、横焊时一般在100-130A 。
电弧电压是根据焊接电流而定公式如下:(1) 实芯焊丝:当电流≥300A 时×0.04+20±2=电压当电流≤300A 时×0.05+16±2=电压(2) 药芯焊丝:当电流≥200A 时×0.06+20±2=电压当电流≤200A 时×0.07+16±2=电压CO2气体保护焊机操作规程CO2气体保护焊机操作规程1、操作者必须持电焊操作证上岗。
2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。
3、打开气瓶盖,将流量调节旋钮慢慢向“OPEN”方向旋转,直到流量表上的指示数为需要值。
供气开关置于“焊接”位置。
4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。
5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。
6、焊枪开关“ON”,焊接电弧的产生,焊枪开关“OFF”,切换为正常焊接条件的焊接电弧,焊枪开关再次“ON”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“OFF”焊接电弧停止。
CO2气体保护焊参数
CO2气体保护焊焊接工艺CO2气体保护焊焊接工艺钢结构二氧化碳气体保护焊工艺规程1 适用范围本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保护焊的基本要求。
注:产品有工艺标准按工艺标准执行。
1.1 编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》GB.985-881.2 术语2.1 母材:被焊的材料2.2 焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。
2.3 层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。
2.4 船形焊:T形、十字形和角接接头处于水平位置进行的焊接.3 焊接准备3.1按图纸要求进行工艺评定。
3.2材料准备3.2.1产品钢材和焊接材料应符合设计图样的要求。
3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。
3.2.3焊丝使用前应无油锈。
3.3坡口选择原则焊接过程中尽量减小变形,节省焊材,提高劳动生产率,降低成本。
3.4 作业条件3.4.1 当风速超过2m/s时,应停止焊接,或采取防风措施。
3.4.2 作业区的相对湿度应小于90%,雨雪天气禁止露天焊接。
4 施工工艺4.1 工艺流程清理焊接部位检查构件、组装、加工及定位按工艺文件要求调整焊接工艺参数按合理的焊接顺序进行焊接自检、交检焊缝返修焊缝修磨合格交检查员检查关电源现场清理4 操作工艺4.1 焊接电流和焊接电压的选择不同直径的焊丝,焊接电流和电弧电压的选择见下表焊丝直径短路过渡细颗粒过渡电流(A)电压(V)电流(A)电压(V)0.8 50--100 18--211.0 70--120 18--221.2 90--150 19--23 160--400 25--381.6 140--200 20--24 200--500 26--404.2 焊速:半自动焊不超过0.5m/min.4.3 打底焊层高度不超过4㎜,填充焊时,焊枪横向摆动,使焊道表面下凹,且高度低于母材表面1.5㎜――2㎜:盖面焊时,焊接熔池边缘应超过坡口棱边0.5――1.5㎜防止咬边。
CO2气体保护焊焊接参数

二氧化碳焊接工艺--焊接工艺指导书(CO2焊)一、基本原理CO2气体保护焊是以可熔化的金属焊丝作电极,并有CO2气体作保护的电弧焊。
是焊接黑色金属的重要焊接方法之一。
二、工艺特点1.CO2焊穿透能力强,焊接电流密度大(100-300A/m2),变形小,生产效率比焊条电弧焊高1-3倍2.CO2气体便宜,焊前对工件的清理可以从简,其焊接成本只有焊条电弧焊的40%-50%3.焊缝抗锈能力强,含氢量低,冷裂纹倾向小。
4.焊接过程中金属飞溅较多,特别是当工艺参数调节不匹配时,尤为严重。
5.不能焊接易氧化的金属材料,抗风能力差,野外作业时或漏天作业时,需要有防风措施。
6.焊接弧光强,注意弧光辐射。
三、冶金特点CO2焊焊接过程在冶金方面主要表现在:1.CO2气体是一种氧化性气体,在高温下分解,具有强烈的氧化作用,把合金元素烧损或造成气孔和飞溅等。
解决CO2氧化性的措施是脱氧,具体做法是在焊丝中加入一定量脱氧剂。
实践表明采用Si-Mn脱氧效果最好,所以目前广泛采用H08Mn2SiA/H10Mn2Si等焊丝。
四、焊接材料1.保护气体CO2用于焊接的CO2气体,其纯度要求≥99.5%,通常CO2是以液态装入钢瓶中,容量为40L的标准钢瓶可灌入25Kg 的液态CO2,25Kg的液态CO2约占钢瓶容积的80%,其余20%左右的空间充满气化的CO2。
气瓶压力表上所指的压力就是这部分饱和压力。
该压力大小与环境温度有关,所以正确估算瓶内CO2气体储量是采用称钢瓶质量的方法。
(备注:1Kg的液态CO2可汽化509LCO2气体)2.CO2气瓶外表漆黑色并写有黄色字样3.市售CO2气体含水量较高,焊接时候容易产生气孔等缺陷,在现场减少水分的措施为:1)将气瓶倒立静置1-2小时,然后开启阀门,把沉积在瓶口部的水排出,可放2-3次,每次间隔30分钟,放后将气瓶放正。
2)倒置放水后的气瓶,使用前先打开阀门放掉瓶上面纯度较低的气体,然后在套上输气管。
CO2气体保护焊工艺参数
CO2气体保护焊工艺参数CO2气体保护焊是一种常见的焊接方法,它使用CO2气体作为保护气体来保护熔融池,防止氧气和其他杂质的进入,从而保证焊接质量。
在进行CO2气体保护焊时,需要设置一系列的焊接参数,以确保焊接过程的稳定性和焊接质量。
本文将着重介绍CO2气体保护焊的工艺参数,包括电流、电压、焊接速度、焊接材料和气体流量等。
1.电流:电流是CO2气体保护焊中一个关键的参数,它直接影响到焊接熔融池的大小和形状。
通常情况下,焊接电流的大小取决于焊接材料的种类和厚度。
一般来说,焊接材料越厚,需要的焊接电流就越大。
在设定电流时,需要根据焊接材料的要求和焊接机的额定电流来选择合适的数值。
2.电压:电压是指电弧在焊接过程中所产生的电压。
电压的大小影响着焊接电流的流动和焊接熔融池的稳定性。
一般来说,电压越高,焊接电流越大,熔融池越稳定。
不过,电压过高会导致焊接熔融池过深,焊接痛点会发生。
因此,需要在保证焊接质量的前提下,适当调整电压的大小。
3.焊接速度:焊接速度是指焊接头在焊接过程中的移动速度。
焊接速度的快慢直接关系到焊缝的宽度和焊接熔融池的形状。
一般来说,焊接速度越快,焊缝越窄,焊接熔融池越小。
反之,焊接速度较慢,则焊缝较宽,熔融池较大。
在选择焊接速度时,需要根据焊接材料的要求和焊接熔融池的形状来调整。
4.焊接材料:在CO2气体保护焊中,焊接材料有着直接的影响。
不同的焊接材料对焊接参数的要求也会有所不同。
一般来说,硬质焊丝适合大电流、大电压和快速焊接速度,而软质焊丝适合小电流、小电压和较慢的焊接速度。
5.气体流量:CO2气体保护焊中所使用的气体流量也是重要的一个参数。
气体流量的大小直接决定了保护气体在焊接过程中的流动速度和均匀性。
低气体流量会导致保护气体不足,焊接熔融池受到氧气和其他杂质的侵入,从而影响焊接质量。
因此,在进行CO2气体保护焊时,需要确保气体流量的大小适中。
综上所述,CO2气体保护焊的工艺参数包括电流、电压、焊接速度、焊接材料和气体流量等。
二氧化碳气体保护焊工艺参数

100-110
120-130
140-180
生产上所用
工艺参数
电弧电压(V)
18~24
18~26
20~28
焊接电流(A)
60~160
80~260
二氧化碳保护焊接规范和操作工艺作业指导书分类:默认栏目
二氧化碳保护焊接规范和操作工艺作业指导书
二氧化碳气体保护焊用的CO 2气体,大部分为工业副产品,经过压缩成液态装瓶供应。在常温下标准瓶满瓶时,压力为5~7MPa(5 O~7 Okgf/cm2)。低于1 MPa(1 0个表压力)时,不能继续使用。焊接用的C02气体,一般技术标准规定的纯度为9 9%以上,使用时如果发现纯度偏低,应作提纯处理。
160~310
在小电流焊接时,电弧电压过高,金属飞溅将增多;电弧电压太低,则焊丝容易伸人熔池,使电弧不稳。在大电流焊接时,若电弧电压过大,则金属飞溅增多,容易产生气孔;电压太低,则电弧太短,使焊缝成形不良。
(四)气体流量 二氧化碳气体流量与焊接电流、焊接速度、焊丝伸出长度及喷嘴直径等有关。气体流量应随焊接电流的增大、焊接速度的增加和焊丝伸出长度的增加而加大。一般二氧化碳气体流量的范围为8~2 5I。/min。如果二氧化碳气体流量太大,由于气体在高温下的氧化作用,会加剧合金元素的烧损,减弱硅、锰元素的脱氧还原作用,在焊缝表面出现较多的二氧化硅和氧化锰的渣层,使焊缝容易产生气孔等缺陷;如果二氧化碳气体流量太小,则气体流层挺度不强,对熔池和熔滴的保护效果不好,也容易使焊缝产生气孔等缺陷。
(七)直流回路电感 在焊接回路中,为使焊接电弧稳定和减少飞溅,一般需串联合适的电感。当电感值太大时,短路电流增长速度太慢,就会引起大颗粒的金属飞溅和焊丝成段炸断,造成熄弧或使起弧变得困难;当电感值太小时,短路电流增长速度太快,会造成很细颗粒的金属飞溅,使焊缝边缘不齐,成形不良。再者,盘绕的焊接电缆线就相当于一个附加电感,所以一旦焊接过程稳定下来以后,就不要随便改动。
二氧化碳气体保护焊工艺参数

二氧化碳气体保护焊工艺参数1. 引言大家好,今天咱们聊聊二氧化碳气体保护焊,这可是焊接界的明星选手!说到焊接,很多人第一反应就是火花四溅、噼里啪啦的声音,确实,焊接的世界就是这么热闹。
不过呢,二氧化碳气体保护焊(CO2焊)又是另一个层次,它用二氧化碳保护焊接区域,避免氧化和污染,让焊缝又美观又结实。
咱们今天就来聊聊这门技术背后的那些事儿,保证让你听得津津有味,想要自己动手试试!2. CO2焊的基本参数2.1 焊接电流首先,咱们得说说焊接电流。
这就像是给焊机“加油”,电流越大,焊接的热量也就越高,焊缝也越深。
可是,电流太大了也不行,容易导致焊接缺陷,焊缝表面可能出现咕噜咕噜的小孔,这可不是咱们想要的效果。
通常,电流范围在100A到250A之间比较合适,当然这也得根据材料和焊接位置来定,毕竟没有一个“放之四海而皆准”的标准。
2.2 焊接电压接下来是焊接电压,简单来说,这就是电流的“压力”。
电压高了,焊缝的熔深会增加,但同时焊缝的宽度也会变得比较大。
电压如果调得低了,熔深就不足,焊接效果自然就打了折扣。
所以,电压一般在18V到30V之间调节是比较靠谱的。
就像做菜一样,调料加多了、加少了都不对,要找到那个平衡点,才能出好菜!3. 保护气体的流量3.1 气体流量说到保护气体,流量可不是随便调的,得认真对待。
流量一般在10到20升每分钟(L/min)之间,太少了可保护效果不好,太多了又可能造成气体的浪费,简直是“瞎折腾”!而且,如果流量调得合适,焊接时气体能够很好的覆盖焊接区域,保证焊缝的质量,不会被氧化。
3.2 气体纯度再来谈谈气体的纯度,二氧化碳的纯度是影响焊接质量的关键因素之一。
一般来说,纯度越高,焊接效果越好,杂质少了,焊缝的质量就越高。
不过,二氧化碳气体也不能太“干净”,因为有时候适量的杂质反而能帮助稳定弧光,哈哈,这就像给焊接加点儿“调味料”,让整体效果更上一层楼。
4. 焊接速度与工艺4.1 焊接速度焊接速度也是个重要的参数,快了焊缝就可能不够饱满,慢了又容易出现过热的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
co2保护焊机工艺参数
CO2保护焊机是一种常用的焊接设备,它利用二氧化碳气体作为保护气体,使焊接过程中的熔融金属不受空气中的氧化作用影响,从而保证焊接质量。
在使用CO2保护焊机进行焊接时,需要根据不同的焊接材料和焊接要求设置不同的工艺参数。
下面将对CO2保护焊机的工艺参数进行详细介绍。
一、焊接电流
焊接电流是CO2保护焊机中最重要的工艺参数之一,它直接影响到焊接的质量和效率。
一般来说,焊接电流的大小应该根据焊接材料的厚度和焊接要求进行调整。
当焊接材料较薄时,应该选择较小的电流进行焊接,以免焊接过程中产生过多的热量,导致焊接变形或者产生气孔等缺陷。
而当焊接材料较厚时,应该选择较大的电流进行焊接,以确保焊缝的充实性和焊接强度。
二、焊接电压
焊接电压也是CO2保护焊机中重要的工艺参数之一,它与焊接电流密切相关。
一般来说,焊接电压的大小应该根据焊接材料的厚度和焊接要求进行调整。
当焊接材料较薄时,应该选择较低的电压进行焊接,以确保焊接过程中产生的热量不会过多,从而避免焊接变形或者产生气孔等缺陷。
而当焊接材料较厚时,应该选择较高的电压进行焊接,以确保焊缝的充实性和焊接强度。
三、焊接速度
焊接速度也是CO2保护焊机中非常重要的工艺参数之一,它直接影响到焊接的质量和效率。
一般来说,焊接速度的大小应该根据焊接材料的厚度和焊接要求进行调整。
当焊接材料较薄时,应该选择较快的焊接速度进行焊接,以确保焊接过程中产生的热量不会过多,从而避免焊接变形或者产生气孔等缺陷。
而当焊接材料较厚时,应该选择较慢的焊接速度进行焊接,以确保焊缝的充实性和焊接强度。
四、焊接气体流量
焊接气体流量也是CO2保护焊机中非常重要的工艺参数之一,它直接影响到焊接的质量和效率。
一般来说,焊接气体流量的大小应该根据焊接材料的厚度和焊接要求进行调整。
当焊接材料较薄时,应该选择较小的气体流量进行焊接,以确保焊接过程中产生的气体不会过多,从而避免焊接变形或者产生气孔等缺陷。
而当焊接材料较厚时,应该选择较大的气体流量进行焊接,以确保焊缝的充实性和焊接强度。
综上所述,CO2保护焊机的工艺参数包括焊接电流、焊接电压、焊接速度和焊接气体流量等,这些参数需要根据焊接材料的厚度和焊接要求进行调整,以确保焊接的质量和效率。