DIY桌面型数控铣床
多功能自制铝型材机床完整图

多功能自制铝型材机床完整图机床的前视图IMG_20131003_113723.jpg(237.15 KB, 下载次数: 28)机床的后视图IMG_20131003_113735.jpg(186.29 KB, 下载次数: 26)机床的右视图IMG_20131003_113705.jpg(198.48 KB, 下载次数: 23)机床的左视图刨床整体IMG_20131003_120057.jpg(203.43 KB, 下载次数: 22)刨床正视图IMG_20131003_120043.jpg(149.25 KB, 下载次数: 20)刨床特写电锯全景图IMG_20131003_114951.jpg(214.05 KB, 下载次数: 19)电锯正视图IMG_20131003_115033.jpg(236.82 KB, 下载次数: 18)电锯俯视图电锯特写:IMG_20131003_114837.jpg(213.08 KB, 下载次数: 19)IMG_20131003_114852.jpg(217.04 KB, 下载次数: 16)IMG_20131003_114932.jpg(181.1 KB, 下载次数: 18)台钻全景图台钻特写:IMG_20131003_113758.jpg(238.18 KB, 下载次数: 23)IMG_20131003_114525.jpg(244.38 KB, 下载次数: 19)IMG_20131003_114541.jpg(225.9 KB, 下载次数: 17)下一个目的就是磨床:IMG_20131003_114456.jpg(208.08 KB, 下载次数: 16)IMG_20131003_114504.jpg(205.07 KB, 下载次数: 15)还有就是抛光区:IMG_20131003_113810.jpg(196.09 KB, 下载次数: 15)IMG_20131003_113820.jpg(242.16 KB, 下载次数: 15)吊磨工作区:IMG_20131003_113846.jpg(253.31 KB, 下载次数: 16)IMG_20131003_114226.jpg(214.7 KB, 下载次数: 13)最后就是最经典的仿形机床主机部分:IMG_20131003_115415.jpg(238.41 KB, 下载次数: 21)机床卡盘部分IMG_20131003_113748.jpg(242.42 KB, 下载次数: 19)机床尾轴部分IMG_20131003_115623.jpg(234.25 KB, 下载次数: 18)机床车刀架及仿形针仿形架全构造IMG_20131003_115455.jpg(190.48 KB, 下载次数: 16)仿形针特写仿形机床全景:IMG_20131003_115600.jpg(284.91 KB, 下载次数: 20)仿形机床全景图IMG_20130928_185321.jpg(216.24 KB, 下载次数: 7)铝型材机床夜间工作灯照片效果图组装完成的铝型材加工中心:IMG_20131003_175744.jpg(219.16 KB, 下载次数: 6)。
XK536数控铣床操作面板改造

XK536数控铣床操作面板改造
佘剑
【期刊名称】《设备管理与维修》
【年(卷),期】2012(000)011
【摘要】阐述XK536数控铣床操作面板的现状,改造方案的实施,包括操作面板工作原理、软硬件设计及抗干扰措施.
【总页数】3页(P47-49)
【作者】佘剑
【作者单位】四川成都飞机(集团)公司设备公司成都市610091
【正文语种】中文
【中图分类】TP29
【相关文献】
1.德产铣床改造为四轴联动数控工具铣床
2.数控车床改造为简易数控链窝铣床
3.普通铣床改造为四坐标数控铣床
4.用微处理器改造FANUC数控机床操作面板
5.基于华中数控系统的ZJK7532A数控钻铣床升级改造
因版权原因,仅展示原文概要,查看原文内容请购买。
DIY经典的4轴小CNC
刚刚完成设计的经典的4轴小CNC说来惭愧,网友们一两个月就能做好机,我搞了几个月才刚画好图。
不过我的图画的比较细,总画了624个零部件,所有零件细节全部到位,没有打马虎。
机器较小,有效行程300X200X200,第4轴中心高100。
预计3、4个月后完工。
有可以独立控制的下位机(高速单片机自做),有独立的小显示屏。
脱立PC也可以做些简单的工作,但复杂的工作还需PC机。
但预计1年后可以彻底脱立PC,完成自己的数控系统,但不能一步到位,慢慢来,持续的改进。
我是做小型工业自动化产品设计的,所以此机的作用是为我的产品设计过程中打样的,加工一些小铝铜零件和塑料手板。
不要求高速和效率,但精度要好。
所有零件为全新和精密的,预备了过几万的财政预算。
如果机器好很快能从在外面打样板的加工费中赚回,更可贵的是还可以节约时间,不用等待,有构思可以马上看到结果。
这台机可以完成普通的3轴和4轴的功能外,还专门加了可以滚齿的功能,可以滚齿加工小齿轮和同步带轮、蜗轮等。
这些专门的功能一般的G码比较不好做,由专门编写在单片机的特定程序来完成,当然机器上也有专门的结构来配套。
我相信很多网友做上面这些轮时都挺麻烦,有了这机可以随意加工了,哈哈。
所有零件不是自己做,全部由精密加工厂完成,我只是出图纸、装配、调试、做电子部份、写控制软件。
可能有网友说这不是DIY了,但我认为设计和构思、写软件总是DIY吧,零件自己手工做达不到较高的实用状态。
应该还是有DIY动手的快感和成就感。
好了废话很多了,也是为了网友少些问题。
欢迎大家拍砝斧正。
准备。
挨砖图1(点击看大图)图2(点击看大图)图3(点击看大图)图4(点击看大图)图5(点击看大图)图6(点击看大图)图7(点击看大图)图8(点击看大图)。
有这台mini型数控铣床,想成为DIY大神有如神助

有这台mini型数控铣床,想成为DIY大神有如神助04-18 22:12今天聊一款“外行看热闹,内行看门道”的产品——数控铣床直接进入主题先来看一款工业用途的铣床【准确来说是加工中心】但我们今天聊的不是这种庞然大物,是这样一台mini型的数控铣床,它叫MicroMill。
你觉得它有多大,看到他的尺寸时狗哥着实惊着了。
它是一台可以放在你的办公桌上的数控机床,大小比一张A4纸大不了多少!外围尺寸:262×196×222(单位:mm)可别看它小,“麻雀虽小,五脏俱全”。
这台上得了办公桌的数控机床照样可以满足你“精雕细琢”的欲望。
能够被它蹂躏的材料覆盖面也很广,从蜡、泡沫、木头、塑料到铝甚至到黄铜,它一概不怯,和常规的机床是一样的——削铁如泥。
下面简单介绍它的几个参数(也是数控铣床最重要的几个参数):•工作台左右行程(X轴):115mm•工作台前后行程(Y轴):110mm•主轴上下行程(Z轴):64mm•机床总重:6kg•最大进给速度:1000mm/min•主轴转速:5000-20000rpm•刀柄尺寸(直径):3.2mm•行程误差:0.0125mm•启动电压:100-240VAC其实狗哥作为一个“业内人士”(大学专业)来说,把数控铣床设计成这么小确实很方便,但是想成为一台专业的数控铣床那是不可能的,在功能上还是省略了一些单元的,比如说在切削钢材的时候其实是需要喷切削液来降温的,加工不同的零件还需要专门的夹具,还有其它我们就不一一列举了。
【普通铣床对刀头和零件进行降温】不过狗哥呢还是挺喜欢它的,因为作为一个理工男,狗哥平时很想做一些小玩意儿来玩玩,有些零件就需要通过车削、铣削来完成,然而根本就没有这个条件好嘛!其实我想告诉你们的是:你大可把它当成一个玩具或者一件工具。
如果你是个DIY爱好者那么它再适合你不过了。
最后得说明它可不是谁都能驾驭的了的,最起码你得有点专业知识,电脑作图(CAD、solidworks3D建模、CAM),程序的编写……目前它还在众筹阶段,预计今年6月份量产,售价818美元(约合人民币5600元)像狗哥这种劳苦大众真是可望而不可即啊!。
数控铣手工编程

工件
刀具
刀具半径补偿(G41、G42、G40)
左刀补:沿着刀具前进方向刀具在工 件轮廓左侧的补偿
右刀补:沿着刀具前进方向刀具在工 件轮廓右侧的补偿
刀具半径补偿(G41、G42、G40)
指令格式:
刀具半径补偿的建立:
XY
XZ
D
YZ
刀具补偿号
刀具补偿起刀时必须为G00或G01 左、右刀补的设置
刀具半径补偿(G41、G42、G40)
螺旋线进给G02/G03
说明 1.X, Y, Z 中由G17/G18/G19 平面选定的两个坐标为螺旋线投影圆弧的终点 意义同圆弧进给第3 坐标是与选定平面相垂直的轴终点其余参数的意义同圆弧进 给。 2.该指令对另一个不在圆弧平面上的坐标轴施加运动指令对于任何小于360 的 圆弧可附加任一数值的单轴指令。
G90 时为中间点在工件坐标系中的坐标。 G91 时为中间点相对于起点的位移量。
G28 指令首先使所有的编程轴都快速定位到中间点,然后再从中间 点返回到参考点。
一般G28 指令用于刀具自动更换或者消除机械误差,在执行该指 令之前应取消刀具半径补偿和刀具长度补偿。
自动返回参考点G28
利用G28从当前点直接回参考点:
该指令使刀具以F指定的进给速度插补加
工出任意斜率的直线, 指令格式如下: G01 X__ Y __ Z __ F __ ;
其中, X、 Y、 Z为直线的终点坐标, 可以是绝对坐标, 也可以是增量坐标, 不移动的坐标轴可以省略; F为刀具移 动的速度, 单位为mm/min。
直线插补(G01)
直线插补编程实例:
圆弧半径 圆弧终点的坐标值
圆弧插补G02/G03
圆弧的终点位置与圆心
自制全铝CNC雕刻机全过程(完工篇)
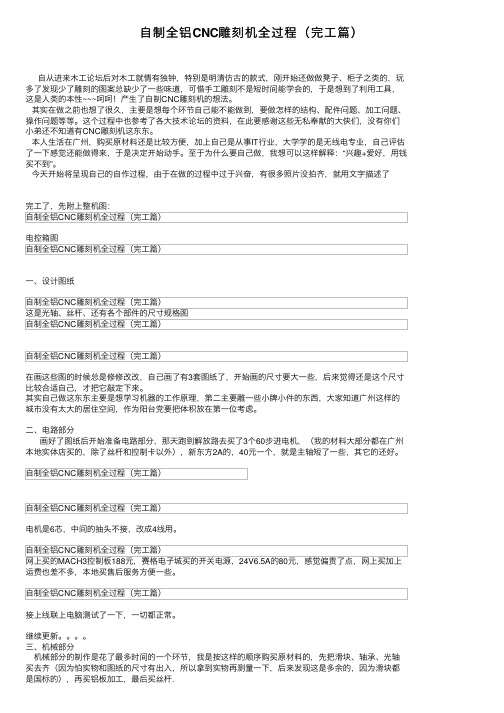
⾃制全铝CNC雕刻机全过程(完⼯篇)⾃从进来⽊⼯论坛后对⽊⼯就情有独钟,特别是明清仿古的款式,刚开始还做做凳⼦、柜⼦之类的,玩多了发现少了雕刻的图案总缺少了⼀些味道,可惜⼿⼯雕刻不是短时间能学会的,于是想到了利⽤⼯具,这是⼈类的本性~~~呵呵!产⽣了⾃制CNC雕刻机的想法。
其实在做之前也想了很久,主要是想每个环节⾃⼰能不能做到,要做怎样的结构、配件问题、加⼯问题、操作问题等等。
这个过程中也参考了各⼤技术论坛的资料,在此要感谢这些⽆私奉献的⼤侠们,没有你们⼩弟还不知道有CNC雕刻机这东东。
本⼈⽣活在⼴州,购买原材料还是⽐较⽅便,加上⾃⼰是从事IT⾏业,⼤学学的是⽆线电专业,⾃⼰评估了⼀下感觉还能做得来,于是决定开始动⼿。
⾄于为什么要⾃⼰做,我想可以这样解释:“兴趣+爱好,⽤钱买不到”。
今天开始将呈现⾃⼰的⾃作过程,由于在做的过程中过于兴奋,有很多照⽚没拍齐,就⽤⽂字描述了完⼯了,先附上整机图:⾃制全铝CNC雕刻机全过程(完⼯篇)电控箱图⾃制全铝CNC雕刻机全过程(完⼯篇)⼀、设计图纸⾃制全铝CNC雕刻机全过程(完⼯篇)这是光轴、丝杆、还有各个部件的尺⼨规格图⾃制全铝CNC雕刻机全过程(完⼯篇)⾃制全铝CNC雕刻机全过程(完⼯篇)在画这些图的时候总是修修改改,⾃⼰画了有3套图纸了,开始画的尺⼨要⼤⼀些,后来觉得还是这个尺⼨⽐较合适⾃⼰,才把它敲定下来。
其实⾃⼰做这东东主要是想学习机器的⼯作原理,第⼆主要雕⼀些⼩牌⼩件的东西,⼤家知道⼴州这样的城市没有太⼤的居住空间,作为阳台党要把体积放在第⼀位考虑。
⼆、电路部分画好了图纸后开始准备电路部分,那天跑到解放路去买了3个60步进电机,(我的材料⼤部分都在⼴州本地实体店买的,除了丝杆和控制卡以外),新东⽅2A的,40元⼀个,就是主轴短了⼀些,其它的还好。
⾃制全铝CNC雕刻机全过程(完⼯篇)⾃制全铝CNC雕刻机全过程(完⼯篇)电机是6芯,中间的抽头不接,改成4线⽤。
DIY自动雕刻机数控系统的设计
DIY自动雕刻机数控系统的设计作者:马春跃来源:《科学与财富》2021年第02期摘要:数控雕刻机是一种用于雕刻加工的机电一体化机床。
可加工各种材料,如铜、铝等金属材料,以及塑料、陶瓷、石材等非金属材料。
因此,它被广泛应用于各行各业,具有非常广阔的市场前景。
数控雕刻机的使用大大提高了雕刻加工的效率,为制造业的发展提供了动力。
数控雕刻机通过其控制系统控制步进电机和电主轴的运行。
步进电机通过联轴器驱动螺杆旋转。
丝杠带动丝杠螺母及其固定件作直线进给运动。
通过对机械系统的总体设计、机械系统主要部件的设计和控制系统的设计,所设计的数控雕刻机能够完成X、y、Z方向的雕刻加工,达到了预期的目标。
关键词:DIY雕刻机;数控机床 ;设计第1章数控雕刻机综述数控雕刻机是一种采用数控技术的专用机床。
它通过控制系统识别程序代码,并将程序代码转换成能驱动电机运行的带功率信号,从而控制雕刻加工。
与传统手工雕刻相比,它具有效率高、精度高、成品率高等优点,受到众多企业的欢迎,最终成为雕刻机发展的主流。
第2章机械系统总体设计2.1 整体结构设计(1)底座零件作为整个雕刻机的基础,它起到了支撑雕刻机的作用。
雕刻機的所有重量都作用在它上面,所以它必须有一定的刚度,不能有严重的变形。
(2)工作台部分台面部分包括导轨、Y轴方向丝杠和上台面。
工作台的作用是支撑雕刻对象。
通常,工作台被设计成表面有T形槽的平台。
它在丝杠的驱动和导轨的引导下沿直线运动。
(3)横梁部分这部分结构由x轴丝杠及其两侧的导轨以及支撑横梁的支架组成。
横梁支撑z轴部件。
(4)鼻部该部分结构由主轴总成、丝杠、支架和导轨组成。
该机构的作用是实现雕刻机的Z向雕刻。
2.2进给系统数控雕刻机有三个不同的进给方向,每个方向的进给运动都是其进给系统的一部分,这些部分共同构成了雕刻机的进给系统。
驱动过程为:驱动电路控制驱动电机运行,电机驱动传动机构传递动力,最后将动力传递给执行部件,实现全方位的进给。
自制CNC雕刻机详细过程
自制CNC雕刻机详细过程国产数控pic的工作完全由数控雕刻机公司支付了什么,生产状况如何。
材料6 mm厚5052?我不知道该怎么办。
你想干嘛?在这种情况下,没有必要使用数控机床来切割孔。
人像1 ~ 2,剪下,沈,,,剪下照片3 ~ 5,数控?这个洞穴的情况如何?照片6,该部分的一部分,以及最终状态。
照片7及处理结束后的清理情况。
的测量结果最大在10毫米、6毫米、10毫米和0.04毫米范围内。
根据中华人民共和国外交部的报告,中华人民共和国外交部发布了关于决议执行情况的报告。
这篇文章是什么意思?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这是我第一次能够做到这一点。
张照片1到4,部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分199ベ?它有建筑(洞穴)的什么部分?常温和常温有什么区别?我不确定我是否能做到这一点。
状况如何?你知道如何利用热量吗?根据中华人民共和国外交部的意见,中华人民共和国外交部和中华人民共和国外交部决定采取以下措施:?及其制造状态是世界上最好的选择。
应建立转盘制造和操作中心。
一项和照片材料,两项残疾人照片等。
根据中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部的报告?及其生产状况怎么样?5052转盘的状况和不足之处是什么?这是我有生以来第一次见到女人。
サカ?本发明涉及转盘、小型转盘、大型转盘、小型转盘、大型转盘、小型转盘、小型转盘、小型转盘、小型转盘、小型转盘。
自制低成本的数控雕刻机
一: 机械结构
这台雕刻机采用了固定龙门结构如图1所示,整机分为 底台、龙门架、X轴拖板、Y轴工作台、及Z轴拖板,在底板1上固定着Y轴工作台的驱动步进电机、丝杠、及作为Y轴工作台滑动导轨的两根光杠及龙门架。在龙门架上固定着x轴拖板的驱动步进电机、丝杠及作为X轴拖板滑动导轨的两根光杠。在X轴拖板 上固定着Z轴拖板 的驱动步进电机、丝杠及作为Z轴拖板滑动导轨的两根光杠。在Z轴拖板上有固定电主轴的L型固定架及U型卡环。在X、Y、Z 三轴的拖板上焊接着与丝杠配合的螺母如图二 所示。为了降低制作难度及成本丝杠没有消回差装置,主轴电机直接采用卡口为3.17mm的电磨,功率及转速能满足要求。雕刻机的精度也在可以忍受的范围内。图3是这台雕刻机雕出的样品。
这款微型数控雕刻机具有以下特点
1:龙门式结构稳定性好,加工幅面大,小巧轻便的台式设计重量轻可置于书包内携带。
2:它可以用来加工PCB版、PVC、压克力、密度板、木材等非金属材质的平面雕刻、刻章、3D浮雕等。可以用双色板来加工仪器仪表的面盘,使其制作的机壳接近产品。
3:它的加工精度可达0.1毫米能满足绝大多数的PCB版,图章,标牌的加工要求。
三: 雕刻软件
机器使用雕刻软件分为两个部分:CAD/CAM设计绘图生成刀路,KCAM4控制雕刻机加工。
CAD/CAM软件则相当多这里选用的是国产的“文泰”它安装使用方便,可以实现平面、3D立体雕刻如刻章、仪器仪表的面板、PCB线路板、浮雕等的设计绘图生成加工刀路都能完成。,图5是文泰的界面。常用控制雕刻机加工的软件是MACH3、KCAM4等。这里选用KCAM4是因为它的设置容易,界面简单能对原图进行缩放等。现在以有汉化版的KCAM4。图6是KCAM4的工作界面。
【数控加工类】数控铣床Y工作台设计精编
(数控加工)数控铣床Y工作台设计机电壹体课程设计说明书设计题目:数控铣床X-Y工作台设计班级:机自0402班设计者:111学号:0400041024指导教师:1222江南大学机械工程学院2008年1月目录设计任务 (3)壹.系统总体方案设计 (3)(壹)机械系统 (3)(二)接口设计 (3)(三)伺服系统设计 (4)(四)控制系统设计 (4)二.机械系统的设计计算 (4)(壹)滚珠丝杠的选型和计算 (4)(二)滚动直线导轨的选型和计算 (7)(三)电机的选择 (8)(四)光电开关的选择 (10)(五)限位开关的选择 (10)三控制系统设计 (12)1.操作面板的布置图 (12)2.操作面板功能介绍 (12)3.控制系统原理框图 (15)5、光电开关和限位开关信号采集原理 (15)6、键盘、显示器接口电路分析 (15)四程序 (16)五参考文献 (19)设计任务:X方向行程:300mmY方向行程:200mm工作台面的参考尺寸:500X300mm平均切削力:1500N平均切削进给速度:600mm/min最高运动速度:6m/min定位精度:工作寿命:每天8小时,工作8年,250天/年壹.系统总体方案设计由设计任务书知,本次设计可采用如下方案(壹)机械系统1.传动机构采用滚珠丝杠副2.导向机构采用滚动直线导轨3.执行机构采用步进电机(二)接口设计1.人机接口(1)采用键盘作为输入(2)采用LED作为指示标志(3)采用数码管作为显示器2.机电接口采用光电耦合器作为微型机和步进电动机驱动电路的接口,实现电气隔离.(三)伺服系统设计采用开环控制(四)控制系统设计二.机械系统的设计计算(壹)滚珠丝杠的选型和计算由技术要求,平均载荷F=1500N,丝杠工作长度L=300mm,工作寿命,传动精度要求设导程P=5mm,则(1)求计算载荷由条件,查《机电壹体化系统设计》表2-6取=1.2,查表2-6取=1.2,表2-4取D精度,查表2-6取=1.0,(2)计算额定动载荷计算值Ca`由式(2-4)(3)根据选择滚珠丝杠副假设选用FC1型号,按滚珠丝杠副的额定动载荷Ca等于或稍大于的原则,查表2-9选以下型号规格FC1-2505-2.5Ca=9610公称直径导程螺旋角滚珠直径按表2-1中尺寸计算滚道半径R=0..52=0.523.175=1.651mm偏心距丝杠内径(4)稳定性验算〈1〉由于壹端轴向固定的长丝杠在工作时可能会发生失稳,所以在设计时应验算其安全系数S,其值应大于丝杠副传动结构允许安全系数丝杠不会发生失稳的最大载荷称为临界载荷其中E=206GpaL=0.3m取则安全系数查表2-10[S]=2.5-3.3S>[S]丝杠是安全的,不会失稳〈2〉高速长丝杠工作时可能发生共振,因此需验算其不会发生共振的最高转速----临界转速,要求丝杠的最大转速所以丝杠不会发生共振〈3〉此外滚珠丝杠副仍受值的限制,通常要求(5)刚度验算滚珠丝杠在工作负载F(N)和转矩T(Nm)共同作用下引起每个导程的变形量为式中,A为丝杠截面积,A=为丝杠的极惯性矩,G为丝杠切变模量,对钢G=83.3GPa;T(Nm)为转矩.式中,为摩擦角,其正切函数值为摩擦系数;为平均工作载荷.取摩擦系数为,则得按最不利的情况取(F=)则丝杠在工作长度上的弹性变形所引起的导程误差为通常要求丝杠的导程误差小于其传动精度的1/2,即该丝杠的满足上式,所以其刚度可满足要求.(6)效率验算要求在90%---95%之间,所以该丝杠副合格.经上述计算验证,FC1-2505-2.5各项性能均符合题目要求,可选用.(二)滚动直线导轨的选型和计算(1)Y方向导轨由所给条件得,该导轨的额定工作时间为由得因滑座数M=4,所以每根导轨上使用2个滑座,由表2-15----2-18确定则由式2-9,得X方向导轨由所给条件得,该导轨的额定工作时间为由得因滑座数M=4,所以每根导轨上使用2个滑座,由表2-15----2-18确定则由式2-9,得选用汉江机床厂的HJG-D系列滚动直线导轨,查表2-13,其中HJG-D26型号的导轨的Ca值为17600,能满足八年的使用要求.(三)电机的选择1.电机类型选择在开环控制的中小型伺服系统中,能够采用步进电机。