6SIGMA管理专业术语
六西格玛专业术语一览

六西格玛专业用语词汇表ANOVAANalysis Of Variance :变异数分析.一比较两个或以上的群体之间平均值的差异程度, 作为相关性辨别的方法.Balanced Design :设计在每组试验中有相同的实验单位.BBBlack Belt :黑带.Black Belt Certification:黑带认证.完成两个符合条件的项目后取得的认证.Block:一群具有同构型的实验单位.Blocking:一个试验在既定的顺序或条件下完成.任何有妨碍的因子并不会影响真正的结果或重要性.Capability:能力,达成目标的过程中能维持下去的能力.Cause & Effect Diagrams :因果关系图.能表达出一个结果及可能的原因两者关系的图表.Center Points:以所有因子的最高及最低点的中点值来执行的实验.只能用在计量的数据.CIConfidence Interval :信赖区间.响应的数值能真实代表母体,使人信赖的百分比程度.Confounded Effects :不能被独立预测出的令人困惑的结果.Confounding:一个或多个结果,无法明确的归因于某个因素或相互间的影响.Control Chart :控制图.用来辨识一个控制下的操作过程的方法在既定的统计范畴内.CpProcess Capability :衡量过程能力的指数 Cp = 公差Tolerance / 6s.Cpk : Performance Capability Index – Cpk = USL – mean或mean - LSL的最小值除以3s.CRD Completely Randomized Design:完全随机设计.在各种程度下,研究某个重要的因子,而实验以完全随机的顺序来执行,使不可控制的变因最小化.CTQ Flow down :以非常严谨的方法分配需求,并评估比关键性的产品及其部门的能力.CTQCritical To Quality:关键品质参数.Defect :一个用来衡量既定标准的参数,却无法符合其标准.Defective Part :某个被用来衡量既定标准的部分,无法符合该标准的任何条件.单一的缺陷部分可能包含数个缺陷defects.Degrees of Freedom:自由度,分析变异数的一个数值.相当一个独立于用来预测变量的信息个数.Degrees of Freedom for Error:一个数值,用来分析变异数以预测过程中的干扰度.未对过程的干扰度加以预测,而决定何者是重要的变量及其影响程度,都是无效的.一个大约的衡量准则是,5的误差的自由度为极小值,相当于至少六次的重复.DOADead on Arrival :客户接收时无法运作的产品.DOEDesign of Experiments :实验设计; 一群母体中的任何一项用来了解高度分配的因子.通常和因子设计有关.DPMODefects Per Million Opportunities :发现的缺陷个数除以单位数乘每单位的机率,乘以一百万.DPPMDefective Parts Per Million :外部的阐述, ─缺陷单位个数除以总单位数,乘以一百万.在Cpk的基础下.DPUDefects Per Unit :发现的缺陷个数除以实际衡量的单位数.Duncan’s Method:邓肯法.一种统计方法,用以决定改变结果的因素其程度.Effect:当一个因素的水准由低变为高时,对结果产生的平均变化.Error :误差.过程中的固有变量.当其它变量保持不变时,结果产生的差异.见noise.Estimate :在既定的水准及考量过程中所有因素的影响下,对某结果的预测.见prediction.EVOPEVolutionay OPeration :渐进式操作.持续进行所设计的试验而不影响其效率的一种方式.EWMAExponentially Weighted Moving Average :指数加权移动平均.一个控制曲线法,利用历史数据的指数加权值最小值.Experimental Region :实验范围.所有可能的因素组合产生可能的实验.亦称做“要素空间”Factor Space.Experimental Unit :实验中被发现及用来衡量的单位.亦称做“分析单位”unit of analysis.F Test :一项统计检定,用来决定两变量间是否有差异存在.Factor :在实验中能改变的投入要素, 因子.可能以质例如:附加的种类或量例如:温度、气压表示.Factor, Fixed :如果要素的水准明确的被指定,则此要素称做固定的.结论只能以此要素来推论.结果具重要性.Factor, Monitored :一项因素通常是不可控制的,因此不能视为固定的.在实验过程中发现,且与部分无法解释的变异相关联.Factor, Nuisance :妨害的因子.一项已知会在过程中制造差异的因素﹔并无要求调查这项因子,但亦不可使此因子影响其它重要变因产生的结果.见blocking.Factor, Random :如果要素的水准是随机自母体值中选取时,则此因子称做“随机的”.变异的组成要素具重要性.Fixed Effects Factor :有选择地挑选出某水准下的因子.例如,以400度、450度、500度来做为研究气温的结果.与做Random Effects Factor比较.Fractional 2k Designs :所有的要素都在低水准及高水平下做测试.Fractional 3k Designs :所有的要素都在三种水准下测试:低、中、高.Fractional Factorial Experiment :部分因子试验.DOE的集合,只部分探究数个变量中的两种水准.用来遮蔽住许多琐碎的变量,而集中焦点于主要控制过程的少而重要的变量.Full Factorial Experiment :全部因子试验.DOE的集体,探究数个变量中的两种水准,并可取得对主要及相互影响的结果之了解.Gage R&RGage Repeatability and Reproducibility :某分配的所有变异百分比的分析,此分配可归因于衡量系统中的变异.Gage Repeatability :当操纵者利用相同的gage衡量此明显的特性时,可得到相同的变异.Gage Reproducibility :当衡量相同部分的特性时,由不同的操作者以相同的gage 衡量其平均变异.Generator :一个用来创造部分因子设计的相互影响作用.GLMGeneral Linear Model :一个ANOVA的形式,可允许实验设计中些许程度的不平衡.HALT─Highly Accelerated Life Testing :为达可靠的设计所用的数种方法中的一种.其概念为测试某产品致其极端失败条件,找出失败的根本原因,改善设计,并重复程序.Histogramv :长条图.表示所搜集资料分布情形的条状图.Hypothesis :前提,假说.一项利用统计方法来测试的声明.此假设可能被拒绝,或因无够充分的证据而被拒绝.Interaction :在某情况下,一项因子对某结果影响的水准不同于第二项因子的不同水准.有双向相互影响,三向相互影响等.IX-MR :Individual X and Moving Range─一个有连续数据点的控制曲线,并有点之间的等级图表.Kutosis :峰度.是描述某变量所有取值分布形态陡缓程度的统计量.峰度为0表示其数据分布与正态分布的陡缓程度相同;大于0表示比正态分布高峰更加陡峭,为尖顶峰.Level :某因子的数值或设定.可以是质如:附加A和附加B或量如:1000磅平方英寸,2000平方英寸.LSDLatin Square Design :一种实验设计,研究其中的一项重要变因,并排除两项干扰因素.Main Effect :当一项因子由低水准改变至高水准时,其对结果的改变.MBBMaster Black Belt :6σ的训练师和顾问师.Mean :衡量一项变数的中间趋势.原点的第一项要素.Mean Square :在ANOVA表中的某栏,代表由不同来源的变因导致结果的差异.Mean Square Error :在ANOVA表中的某项,代表所有因子在给定的水准下,结果所产生的差异.预测由于干扰误差对结果产生的差异.Minitab :目前许多人所选择的统计分析应用软件.Multiple Comparison Procedure :一种用来决定因子在何种水准下导致结果改变的统计方法.例如:Fisher法、Duncan法、Scheffe法.Multi-Vari Analysis :一种图解法,将过程中的变化来源拆解为他们基本的组成成分.这种技巧用于初步移除多而琐碎的因子,并准备替代的因子作为设计的实验. Multivariate Statistical Methods :统计工具,用来分析一组变量以决定他们对数种结果的影响.包括一组多样的统计工具,例如回归、成分法则、因子分析、群组、分别分析.Nested Design :一项实验设计,其中一种因子因其它变量而设定多种水准.例如:不同厂商提供不同批次.附加物的不同水准等.Noise :一过程中固有的变因.代表当不改变任何因素时,结果的改变.Normal Distribution :常态分配,一种钟状的机率曲线,描述许多自然的过程.当情况一再重复且平均发生时.Normal Probability Plot :一种图标法,用来研究样本是否来自一个常态分配的母体.通常用来检验利用ANOVA的正确性.One-Way ANOVA :分析单项因素在不同水准下所生的变异.见ANOVA.Optimization :从过程中找出最希望的结果下,其因子和水准的组合.Pareto Chart :以一般公制单位次数、元额、时间等表示事件的条状图.Plackett-Burman Design :一种设计的实验,用来筛选样本需要的最小量.通常只调查主要的影响,而不预测相互间的影响.Point Estimate :点估计值.判断某种预言或预定的响应的最好单一值,应该与信心和/ 或预言同时使用.Pre-control :预先控制.当流程开始时,建立统计上合理可能性的优势的一种方法.Prediction Interval :预言距离.反应值的信赖百分比范围就是未来观察值会落在的范围内.Prediction:预言.用于所有已知因素的一套标准的最佳评估响应.Process Demographics :人口统计数据流.产生响应的时候期间各种因素条件/ 状态的清单.这些帮助我们理解过程的范围也许可排除问题.Random Effects Factor :随机影响因素.随意地从可定义母体选择层次的一个因素. 举例来说,从五批生产量中任意选择一批调查其影响固定影响因素的比较. Randomization :随机选择.实验这行中将次序混合完全实用.Randomized Block Design :集区随机实验.调查兴趣的因素及一个令人讨厌的事物因素其相对阻塞的实验 .Repetition :再现性.在一个处理结合上执行几个实验单元. 与复制形成对比.Replication :重复性.反复的执行一些相同的实验情况;提供了制程中噪音的评估.Residuals :残余.在既定的因素情况下,观察的反应和预定的反应之间的差异 .用于模型证实和过程的调查.Resolution :解答.部分因子设计的描述,提供因素间相互影响的程度. Response :反应.实验期间量测过的制程输出.RSMResponse Surface Methodology :反应曲面法.实验设计中一门检查和理解这些极少的曲率.子集包括中央合成设计在星星或者面上的点.R-Square :判定系数.在反应中变异百分比由控制的因素来解释.Run :一套过程条件由规定实验方面所有因素的层次定义.同样, 叫作处理结合. Run chart :经营图表.提供一些统计分析能力和机率资料的连续时间序列图. Scatter Plot :散布图表.显示两个变异数间关系的图表dot plot. SCNSupplier Change Notice :供货商变革通知.要求改变一个购买部分的讯息装置,由供货商对企业开始, 或是企业对供货商开始.Screening Experiment :筛选实验.用来描述一过程的技术通常为因素标准的变化呈现反应中的线性变化与 RSM作比较.Sigma :标准差.使用具有一套变异数数据的统计计算.其值为变异数的平方根. Signal to Noise Ratio :讯号噪声比.当因素标准中没有变化时,由于改变与可变性相关的因素标准取决于反应中的可变性的一个比例 .Skewness :偏度.描述某变量取值分布对称性的统计量,能够影响使用 ANOVA 的有效性.偏度为0表示其数据分布形态与正态分布偏度相同;大于0表示为正偏或右偏,即有一条长尾巴拖在右边.SPCStatistical Process Control :统计流程管理.–对希望的状态在修正以后,使用安定性最好的监控流程Trivial Many :锁碎多数.长期被认为在流程上会有影响的因素,但实际上说明了成果上很少的差异.T-Test :正常的母体下,样本平均数的统计比较 .Two-Way ANOVA :双因子变异数分析.为以若干标准调查两个原素的变异数分析. Two-way Interaction Plot:双因子互动图.一个因素的平均数反应的散布图纵轴就像一个因素横轴和第二个因素的每一个标准的平均反应由线所连接出来. Type I Error :没事却误判为有事的错误. 其组合机率称为 a.Type II Error :确实不同,却误判为相同.其组合机率称为 b.UCL or LCL :管制的上、下限–管制图表的统计范围.Unbalanced Design :不平衡设计.每一个处理结合中实验单元不相等的数字的设计或执行.USL or LSL :规格的上、下限–设计标准的界限.Variance:变异.提供一个量测散布的方法.其平方根为标准差, The 2nd moment around the mean.Vital Few :关键多数.是管理流程中的关键因素.ZBZ benchmark :认为流程是短期变异数的中心在目标方面.。
什么是六西格玛管理
六西格玛的含义六西格玛管理,作为一套以实现产品零缺陷为目标的科学管理体系,正逐渐成为企业管理的重要工具。
那么,究竟什么是六西格玛管理呢?关于6σ“σ”是一个希腊字母,中文读作“西格玛”,英文读作”sigma”。
在统计学中,常常用它来指代标准差。
通俗来说,就是表示数据的波动程度。
因此,“6σ”就是表示6个标准差。
那么6个标准差代表什么呢?这里要引入一个“正态分布”的概念,英文为”Norm distribution”, 也叫“标准分布”。
从这个叫法可以看出,它是自然界中最为常见的一种分布形式。
这种分布通常遵循以下规律:中间多,两边少。
即大多数的数据会集中在平均值附近,越远离均值,数据越少。
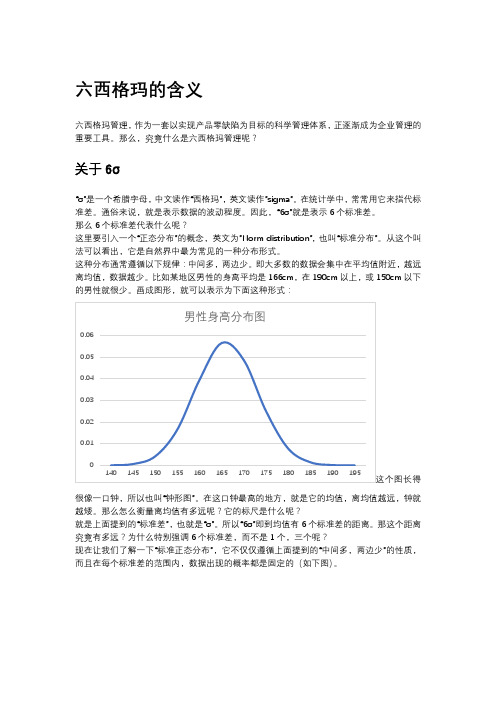
比如某地区男性的身高平均是166cm,在190cm以上,或150cm以下的男性就很少。
画成图形,就可以表示为下面这种形式:很像一口钟,所以也叫“钟形图”。
在这口钟最高的地方,就是它的均值,离均值越远,钟就越矮。
那么怎么衡量离均值有多远呢?它的标尺是什么呢?就是上面提到的“标准差”,也就是“σ”。
所以“6σ”即到均值有6个标准差的距离。
那这个距离究竟有多远?为什么特别强调6个标准差,而不是1个,三个呢?现在让我们了解一下“标准正态分布”,它不仅仅遵循上面提到的“中间多,两边少”的性质,而且在每个标准差的范围内,数据出现的概率都是固定的(如下图)。
这个图上只画出了+/-3σ距离内的概率,+/-6σ范围内的概率是99.9997%。
我们知道99.999%的黄金基本就是其纯度的极限了,那么在制造领域中,+/-6σ就意味着,99.9997%的产品是合格的。
它的百万机会缺陷率是3.4。
也就是说,在一百万次可能出现缺陷的机会中,只有3.4次会出问题。
可以说,它在统计意义上,量化了“零缺陷”的概念。
正态分布作为自然界中最常见的分布形式,为理解和应用六西格玛管理提供了重要的理论基础。
六西格玛管理与6σ现在,我们知道”6σ”就是代表零缺陷,那么六西格玛管理便是使产品实现零缺陷的一整套系统。
六西格玛专业术语

长期西格玛水平/过程长期业绩
长期能力
Mini-Tab:
西格玛常使用的一种统计软件
MSA(Measure System Analysis):
测量系统分析
Multi-Vari Chart多变量图:
直观地提供过程各影响因素之间的关系以及它们对过程输出影响的坐标图。
Null – Hypothesis:
零假设,缩写为H0
Pareto Chart排列图:
FTY(First Time Yield):
首次产出率
Histogram直方图:
用宽度相同的矩形表示数据分布的图形工具。
KPIV(Key Process Input Variables)
关键过程输入变量
KPOV(Key Process Output Variable)
流程关键输出变量
Long – Term Capability:
析因实验和相应的改进方法。
DPMO(Defect Per Million Opportunity):
百万缺陷机会缺陷数
DPU(Defect Per Unit):
单位缺陷数
FMEA(Failure Mode and Effects Analysis)失效模式与影响分析:
用来分析产品或服务及其过程由于失效导致风险的方法。
COPQ(Cost Of Poor Quality)不良质量成本损失:
由于缺陷或不良质量造成的成本损失,也叫劣质成本。
CTQ(Critical to Quality)关键质量特性:
满足关键的顾客要求或过程要求的产品或过程特性。
Defect缺陷:
不满足CTQ规范的任何事件。
六西格玛管理咨询公司语言中常见的术语和定义原创

六西格玛管理咨询公司语言中常见的术语和定义(原创)跟其他管理方法一样,六西格玛也给组织引进了一些新术语和首字母缩写词。
下面是天行健管理咨询公司整理出的一些常见术语和定义。
1、常用缩写词:ABEF——澳大利亚持续卓越经营框架BB——黑带BI——经营改进CE——原因和结果CI——持续改进CTQ——关键质量特性DFSS——六西格玛设计DMADV——定义、评估、分析、设计和验证DMAIC——定义、评估、分析、改进和控制FMEA——失效模式及后果分析GB——绿带MBB——黑带大师PDCA——计划(Plan)、执行(Do)、检查(Check)、处理(Act)PDSA——计划(Plan)、执行(Do )、研究(Study )、处理(Act)QFD——质量全能展开TQM——全面质量管理YB——黄带2、常见术语和定义:σ——西格玛的希腊字母。
用来表示统计值——总体的“标准偏差”,以衡量变动程度。
黑带(Black Belt)——掌握六西格玛技能并全职领导六西格玛项目者。
在大多数公司,黑带要专职从事12-24个月的六西格玛项目领导工作,然后重返日常工作或晋升。
分类数据(Categorical Data)——通过观察研究对象的具体特点得来的数据。
例如,如果你记录下观察到的轿车类型,不管数据是否有误,驾车者是男是女。
你都掌握了分类数据。
分类数据有时又称离散属性数据(见“离散属性”)。
倡导者(Champion)——负责在战略层面领导六西格玛项目的高级经理人。
黑带通常向倡导者汇报并与之共事。
多数情况下,项目倡导者对所改进的流程负责。
常见原因变异(Common Cause Variation)——流程中意料内的变异,有时被称为“预料之中的”、“正常的”或“随机的”变异。
这是流程中的自然变异。
连续数值变量(Continuous Numberical Variables)——用无限可分的范围,如时间、重量、长度、宽度等,来衡量某种特性所得出的数据。
六西格玛基础必学知识点
六西格玛基础必学知识点
以下是六西格玛基础必学知识点:
1. 什么是六西格玛:六西格玛是一种管理方法和质量改进方法,旨在
减少组织中的变异性和缺陷,并提高业务流程的质量和效率。
2. DMAIC方法:DMAIC是六西格玛项目的五个阶段的缩写,包括定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)
和控制(Control)。
3. 六西格玛指标:六西格玛项目中使用的关键绩效指标包括缺陷机会
数(Defects per Opportunity,DPO)、缺陷率(Defects per
Million Opportunities,DPMO)和过程能力指数(Process
Capability Index,Cpk)等。
4. 顾客需求:六西格玛关注的核心是顾客需求,通过对顾客需求的全
面理解和分析,确保业务流程能够满足顾客的期望。
5. 根本原因分析:在六西格玛项目中,通过使用工具和技术如因果图、五力分析、鱼骨图等,找到问题的根本原因,并提出相应的改进方案。
6. 流程改进:六西格玛的目标是实现业务流程的稳定性和一致性,通
过消除变异性和缺陷,优化流程,并提高整体绩效和效率。
7. 团队合作:六西格玛项目需要跨部门和跨职能的团队合作,共同进
行问题解决、分析和改进。
8. 管理者的角色:管理者在六西格玛项目中发挥重要的角色,他们需
要提供资源和支持,建立有效的沟通和反馈机制,并监控项目的进展和结果。
以上是六西格玛基础必学知识点,希望对您有帮助!。
6SIGMA专业术语
6SIGMA专业术语6SIGMA专业术语DMAIC定义、测量、分析、改进、管理CTQ质量特性值FMEA故障模式及影响分析QFD质量功能展开PTS : Project Tracking System课题跟踪系统DPU单位产品缺陷数;DPO每个机会的缺陷数;DPMO为DPO乘以1000000。
VOC顾客的要求 (voice of the customer)Project课题Process过程;Procedures程序Sample样本QCD质量、成本、交货期USL规格上限;LSL规格下限;Target公差中心COPQ劣质成本б标准差(Standard Deviation,σ) : 表示数据(质量特性值)离公差中心值远近的分散程度的统计参数α犯第一种错误的概率;β犯第二种错误的概率R&R重复性和再现性Cp短期过程能力指数,以 Process Capability Index表示过程能力指数.(Cp=T/6σ,T为技术规范的公差幅度);Cpk长期过程能力指数,平均值与目标值不同时(产品质量分布的均值与公差中心不重合时)的过程能力指数。
PPM : 以Parts per Million在百万个中表示不合格品数的单位.Output输出;INPUT输入Process Mapping流程图T公差幅度,公差范围,顾客要求的规格范围3P : Product, Process, People产品,过程,人Master Blackbelt黑带主管;Blackbelt黑带;Greenbelt绿带 Champion冠军Brainstorming头脑风暴法RTY(Rolled Throughput Yield) : 流通合格率(过程从头到尾各工序合格率的连乘积。
量测系统分析作业程序精品资料网()专业提供企管培训资料1.目的:为了解量测系统是否能满足制程使用需求,确定新购及可能有缺陷或经维护后校验合格的量具设备在重新使用时是否亦能提供客观正确的分析评价,以评估量测设备的适用性,确保产品品质。
六西格玛术语常用术语中英文对照表)

Design of experiment, DOE
Digital simulation
面向环境的设计 面向可靠性和维修性的设计 面向试验的设计 试验设计 数字仿真
Dispersion factor 散度因子
DQ
设计质量
DMADV
定义-测量-分析-设计-验证
.
DMADOV DFR DVT DP
定义-测量-分析-设计-优化-验 证 可靠性设计
工程专业综合 事件树分析 试验环境 试验误差
External noise 外噪声
ECN
设计变更通知
EOL
寿命终止
英文名称
中文名称
Factor
因子
Failure
故障;失效
Failure mode Failure mode and effects analysis, FMEA
失效模式与影响分析
Flow chart
Champion
中心复合设计 中心复合有界设计 倡导者
Code
代码
Common cause
Concurrent engineering Confidence interval
Confounded
偶然原因 并行工程 置信区间 混杂
Control array
控制表
Control limits 控制界限
Critical
控制下限
Linearity
线性
Location factor 位置因子
LF
最后完成
LS
最后开始
英文名称 .
中文名称
J
英文名称
中文名称
K
英文名称 KPOV KPI
中文名称 关键流程输出变量 关键流程输入
6 SIGMA常用术语

6 SIGMA常用术语词语(英文)说明词语(中文)CQ 是Critical To Quality的缩略语。
是指从顾客对产品或服务的要求事出发,为了创造效率或价值而掌握的产品或服务的核心质量.BB Project 是BB实施的与许多部门相关或对企业影响度大的project. 通常组成小组后应用6西格玛技法和工具来进行实施。
YS在project中,为了使成果可以测定,而采用的可以代替CTQs的具体可测定型指标。
详细展开为了实现6西格玛经营目标,决定CTQ(Big Y),并把要应用6西格玛方法论进行解决的战略按CTQ1;2...(Small y...)详细分类,而开发project的方法。
GB Project是GB实施的project.可以用简单的6西格玛工具解决日常生活问题的project.GB Project 是指按阶段分类,在不应用6西格玛技法或工具也可以解决的project和6西格玛projcet的实施过程中,根据主要Xs即可当场实行的小型改善项目。
词汇名称用英文表示为「Quick-Fix」; 用中文表示为「当场实践」或「当场改善」。
Champion 作为6西格玛促进战略及实行的负责人,选拔并培训Belt人员,管理project的实施(高级职员/事业部长/组长);作用–负责组织内6σ促进战略的建立和实施;管理成果Project(建立目标,支援,管理);选拔及培训BB;消除推进过程中的障碍。
BB 6西格玛专家,同时也是推进project的领导者,应用6西格玛方法论科学地解决问题并创造巨大成果。
作用–在部门内开发CTQ;project的推进领导者;指导GB project。
Process 狭义的概念是通过加工或处理输入,创造为内/外部顾客提供产品或服务,信息等附加价值的一系列活动。
广义的概念概括地分为输入和输出。
Process Map 把构成process的阶段或内容按照时间,职能或主管部门, 用图片把真实情况表示出来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6西格玛术语DMAIC定义,衡量,分析,改进,管理CTQ质量特征值FMEA失效模式和影响分析QFD质量功能部署PTS:项目跟踪系统主题追踪系统DPU每单位产品的缺陷数量;DPO每个机会的缺陷数量;DPMO对于DPO乘以1000000。
挥发性有机物顾客要求(客户的声音)项目学科处理处理;程序程序样品样品QCD质量,成本,交货时间USL规格上限;LSL规格下限目标公差中心COPQ质量成本差б标准偏差(标准偏差,σ):统计参数,指示数据(质量特征值)与公差中心值的离散程度α犯第一类错误的可能性;β犯第二个错误的可能性R&R重复性和再现性Cp短期加工能力指数,至工艺能力指数代表过程能力指数(Cp = T / 6σ,Ť技术规格公差范围);每次点击费用长期工艺能力指数,平均值与目标值不同时(产品质量分布的平均值与公差中心不一致时)的处理能力指数。
PPM:至百万分之一表示不良产品数量(百万分之一)的单位。
输出量输出量输入输入工艺图流程图Ť公差范围,公差范围,客户要求的规格范围3P:产品,流程,人员产品,流程,人员黑带大师黑带主管黑带黑带绿化带绿化带冠军冠军集思广益集思广益RTY(滚动吞吐量):循环合格率(每个过程合格率从过程开始到结束的连续乘积。
测量系统分析程序1。
目的:为了了解测量系统是否可以满足过程使用的要求,确定新购买的,维修后可能有缺陷或合格的测量设备在重新使用以评估其适用性时是否还可以提供客观,正确的分析和评估。
测量设备确保产品质量。
2。
范围:适用于公司所有单位使用的测量设备(除了控制计划中使用的测量设备R&R [再现性和再现性]除了分析之外,还需要稳定性,偏差和线性评估与分析)。
3。
定义:3-1量具:指生产中使用的量具。
3-2测量系统:指由人员,测量工具,操作程序以及其他设备或软件组成的系统。
3-3测量的可重复性:是指当不同的操作员使用相同的测量工具测量同一产品的特性时,在操作员之间进行的测量测量平均值的方差。
3-4测量重复性:指同一操作员多次进行相同测量样品,其具有再现测量的特征值的能力,也称为测量值之间的差异。
3-5稳定性:同一测量工具在不同时间测量相同样品由于相同的特性而导致的变化。
3-6偏差:同一操作员使用相同的测量工具并测量相同的样品多次具有相同特性的平均值与仪器学校或精密仪器中的测量值相同样品通过相同特性获得的真实值或参考值之间的偏差值3-7线性度:测量设备在工作范围内的偏差。
4。
权利和责任:4-1仪器学校的工作人员负责定期研究测量系统的再现性,再现性,偏差,稳定性和线性,并收集数据进行统计分析。
4-2质量控制部门的负责人负责评估测量分析系统收集的数据以及分析和统计结果。
等效工具分析结果R&R当达到接受下限时,应通知质量控制工程师,或进行评估和分析。
4-3质量控制工程师确保程序完成并分析结果R&R如果验收的下限有偏差,请通知质量计划团队。
4-4质量计划团队:负责重新分析测量结果R&R再次评估测量工具在允许接受下限的适用性,并确定由测量系统测量的产品的加工方法。
4-5制造部门的主管负责协助此过程的顺利完成。
5,内容:5-1测量系统分析的时间:5-1-1在控制计划中(质量控制图纸)本文中使用的所有测量设备都应进行测量系统分析。
5-1-2新购买的测量设备。
5-1-3维护和校准后的测量设备。
5-1-4它是在质量计划过程中的试生产过程中或测量之前的测量设备。
5-1-5根据每个测量设备的使用频率。
5-2测量系统分析频率:5-2-1测量和分析人员应根据现场测量设备的使用频率和设备的精度确定测量和分析系统的频率。
(如:分卡)5-2-2对于影响质量并在制造过程中容易造成磨损的测量工具,应每六个月对测量系统(例如仪表仪器)进行一次分析。
5-2-3在制造过程中每天需要使用但在使用过程中不易引起磨损的测量工具,可以每年对同一类型的测量工具进行一次分析(例如:电器)。
5-2-4尽管它属于制造过程中使用的测量设备,但是仅用于确定可疑产品的测量设备可以每两年分析一次。
5-3可重复性的执行方法和测量系统的可重复性分析:5-3-1决定研究对象的主要变体形式。
5-3-2使用完整范围和平均值方法来分析测量工具。
5-3-3在制造过程中随机选择的要测试的材料必须属于同一制造过程。
5-3-4在同一过程中,选择了三名操作员在他们不知情的情况下使用合格的测量工具到五样品为了进行测量,测试人员将操作员读取的数据输入到记录,研究其可重复性和可重复性(操作员应熟悉并了解一般操作避免因操作不一致而影响系统可靠性的工作程序。
5-3-5使用的测量工具的精度应为被测项目的公差1/10,(也就是说,最小的刻度应该能够读取1/10工艺变化或规格公差较小;例如,该过程中所需的仪表读数的精度为0.01m /米,测量工具的精度应为0.001m /米)为了避免对测量工具的鉴别不足。
5-3-6测试后,测试人员将测量工具的可重复性和可重复性数据计算为附件一R&R数据表),附件二(R&R分析报告),通过公式计算计算并制作-R控制图。
5-3-7如果产品不合格,应追查原因,并追溯处理被测产品。
5-4执行稳定性分析:5-4-1选择一个样品并确定可追溯标准的真实值或参考值。
如果没有样品,则可以从生产线中抽取一个处于中心值范围内的样品样品,作为标准值,应为预期测试的高,中,低端获得样品或标准件,并为每个样品或标准件绘制一张控制图。
5-4-2定期测量标准零件或样品3〜5一次采集一个样品。
请注意,确定样本大小和频率的考虑因素应包括重新校准或维修的次数,使用频率和操作环境。
5-4-3在中标记测量值-R图表上。
5-4-4计算控制极限并评估失控或不稳定。
5-4-5计算标准偏差并将其与过程标准偏差进行比较,以评估测量系统的稳定性。
5-5偏差分析的实施:5-5-1独立采样方法:(1)选择一个样品并建立可追溯标准的真实值或参考值,无样品可从位于中心范围的生产线获取样品,什么时候应当为预期测试的每个高,中,低端获取价值,样品或标准品零件并测量每个样品或标准零件10其次,计算其平均值将被视为“参考值”。
(2)操作员以常规方式测量每个样品或标准件10时间。
并计算平均值,该值为“观察平均值”。
(3)计算偏差偏差=观测平均值参考值工艺变化=6σ%偏差= 偏压 /工艺变化5-5-2图形方法:用于评估稳定性-R图表它也可以用来评估偏差。
(1)选择一个样品并确定可追溯标准的真实值或参考值。
如果没有样品,则可以从生产线中抽取一个处于中心值范围内的样品样品,作为标准值,应为预期测试的高,中,低端获取样品或标准件,并应测量每个样品或标准件10接下来,计算平均值并将其用作“参考值”。
(2)从控制图计算。
5-6线性分析的执行:5-6-1分析方法:(1)在每个测量操作范围中选择3至5一种样品,并找到每个样品每个的真实价值样品由操作员测量10要么12次,根据以下公式计算线性%。
线性= |一种| X工艺偏差(或公差)%线性=100(线性/工艺变化或公差(3)线性分析结果:一种。
在工作范围的高端和低端,量规的校准是不合适的。
b。
最大或最小真实值或参考值错误。
C。
测量工具磨损。
d。
可能有必要检查测量工具的设计特征是否适合测量测特性。
5-7结果分析:5-7-1重现性时电动车)变异值大于可再现性(影音)时间。
(1)测量工具的结构需要重新设计和增强。
(2)夹紧测量工具或样品定位方法有待改进。
(3)测量工具应予以维护。
5-7-2再生时(影音)变异值大于可再现性(电动车)时间。
(1)操作人员应加强对量具操作方法和数据读取方法的教学教育,操作标准应明确设定或修订。
(2)可能需要一些固定装置来帮助操作员使其在使用测量工具时更加一致。
(3)进入工厂并将其送去维修后,必须分析测量工具和固定装置的校准频率。
并做笔记。
5-8接受水平:5-8-1错误是10%在下面,量具系统是可以接受的。
5-8-2错误是10%〜30%,根据情况接受量具(取决于其应用的重要性,量具成本和维修成本)。
如果控制特性站使用的测量设备的验收水平低于下限,则应立即通知质量计划小组进行评估和对策。
5-8-3错误超时30%以上,测量工具系统需要改进。
如有必要,更换量具或重新调整或重新分析量具以找出%如果发现库存超出规格,则应立即跟踪装运并通知客户,并协调对策。
5-9计数值测量工具分析方法:5-9-1选择两个具有相同工作性质的操作员,然后选择另一个10至15一种样品其中需要包括几个极限值和不合格零件的数量首先编号样品两次测量后,如果测量结果相同,则表示该测量工具可以接受。
否则,需要改进测量工具或分析和评估结果。
8维技术纠正措施程序8学科方法8维技术一。
什么是“ 8-D”?(什么是8维?)8-D:一种用于真正的根本原因发现与问题解决的系统方法。
8-D:这是探索原因和解决问题的系统过程。
学科1.使用团队方法建立团队学科2.描述问题描述问题纪律3.立即采取的纠正措施紧急应变学科4.寻求根本原因根本原因纪律5.永久纠正措施永久改善措施学科6.有效性验证确认效果纪律7.预防措施防止复发纪律8.恭喜您的团队,案例结案恭喜结束二。
什么时候使用8-D?何时使用8维?l供应商的质量绩效始终超过约定的目标。
供应商的质量持续超过要求的目标时。
l供应商达到了既定目标,但一种故障现象集中在2%以上。
当单个不良现象到达时2%,即使整体质量水平符合要求。
l发生了应包含在供应商流程中的缺陷。
供应商’制造工艺不良会导致质量异常。
l失败的参数未经供应商测试。
未经供应商测试的参数会导致故障。
三。
职责范围义务l发起者:启动8-D。
发起人:建议8维(汽车)要求。
l供应商:供应商1.应提供8-D格式的回复。
必须使用8维以报告格式答复发起人。
2.根据需要在内部传达8-D详细信息。
准备8维报告的详细信息。
3.根据目标采取立即/永久的纠正措施。
根据计划要求提出应急对策和永久改善措施4.根据计划每周向发起者提供一次更新。
按计划每周8维发起人通知了改进措施的实施。
5.在时间表上实现执行立即/永久纠正措施的目标。
及时完成应急对策和永久改进措施,以实现目标。
6.如果要求立即采取纠正措施,则供应商应对其制成品中的暴露进行风险评估。
通常应基于具有统计意义的样本的功能/可视屏幕。
当必须采取紧急对策时,供应商必须使用有效的抽样检查方法来评估总体筛选选择的风险。
四。
目标目的1.收到8-D后的2个工作日内,可立即采取纠正措施。
紧急响应:2在工作日内提交。
2.收到8-D后的5个工作日内立即采取纠正措施。
紧急响应:5在三个工作日内实施。
3.收到8-D通知后的5个工作日内,将制定永久性的纠正措施计划。
永久改善措施:5在工作日内提交。
4.同意在收到8-D证书后的10个工作日内采取永久纠正措施。
永久改善措施:10在一个工作日内到位。