催化裂化汽油在催化剂上裂化生焦的研究
催化裂化汽油催化裂解及两段催化裂化动力学模型研究的开题报告
催化裂化汽油催化裂解及两段催化裂化动力学模型研究的开题报告题目:催化裂化汽油催化裂解及两段催化裂化动力学模型研究研究背景和意义:催化裂化是石油炼制中重要的加工技术之一,广泛应用于轻质石油产品的生产。
在催化裂化汽油的生产中,裂化过程是至关重要的。
目前,已有许多关于催化裂化汽油的研究,但仍需要进一步深入探究。
本研究将围绕催化裂化汽油的催化裂解机理及动力学模型开展研究,旨在探索催化裂化汽油的裂化规律和催化裂化动力学及其机制,以期提高催化裂化汽油的生产效率和产品质量。
研究内容:(1)分析不同类型催化剂的特性,选择适合催化裂化汽油的催化剂。
(2)设计催化裂化汽油的实验方案,探究催化裂解的影响因素。
(3)根据实验数据,建立基于动力学模型的催化裂化汽油裂化机理,并对机理进行确认。
(4)对两段催化裂化进行探究,分析不同工艺参数对两段催化裂化的影响,并建立两段催化裂化动力学模型。
研究方法:(1)文献综述,分析催化裂化汽油的研究现状及存在问题。
(2)实验室小试和中试实验,研究不同催化剂和不同反应条件(如反应温度、压力、进料速率等)对催化裂化汽油的影响。
(3)利用实验数据,建立动力学模型,进行模拟和验证。
(4)对两段催化裂化进行探究,通过实验和建立动力学模型,分析不同工艺参数对催化反应的影响。
预期结果:(1)确定适合催化裂化汽油的催化剂类型和工艺条件,为催化裂化汽油的生产提供科学依据。
(2)建立基于动力学模型的催化裂化汽油裂化机理,并对机理进行确认,为理解催化裂化汽油的裂化规律和机制提供科学依据。
(3)建立两段催化裂化动力学模型,有助于优化催化裂化汽油的生产工艺,提高产品质量和生产效率。
研究目标:在分析催化裂化汽油催化裂解的基础上,建立两段催化裂化汽油动力学模型,探究不同工艺参数对裂化汽油的影响,提高催化裂化汽油的生产效率和产品质量。
催化裂化油浆系统结焦原因及对策
催化裂化油浆系统结焦原因及对策摘要:催化裂化装置随着原料的重质化,结焦现象趋于严重,成为影响装置长周期运行的主要因素之一。
油浆系统结焦严重影响装置后期的平稳运行。
文章提出了治理对策,可供同行借鉴。
关键词:催化裂化,结焦原因,治理对策,长周期运行,油浆系统近年来,随着国内外原油的重质化和劣质化,催化裂化在原油深度加工、提高轻质油收率与炼油厂经济效益等方面一直发挥着重要作用,发展极为迅速。
由于渣油具有较大的结焦倾向,我国多数炼油厂的催化裂化装置都发生过严重的结焦。
“催化裂化协作组”的专题调研报告显示[1],重油催化裂化提升管、沉降器及分馏系统中结焦非常普遍且严重,特别是沉降器结焦对催化裂化装置的影响最为严重。
因结焦造成工业装置非计划停工次数几乎占总停工次数的2/3,是重油催化裂化工业装置长周期运转的严重制约因素,直接影响到催化裂化装置的长周期安全运行和炼油厂的经济效益。
国内研究者对重油催化裂化装置的结焦做了大量研究工作,并取得了一定成果。
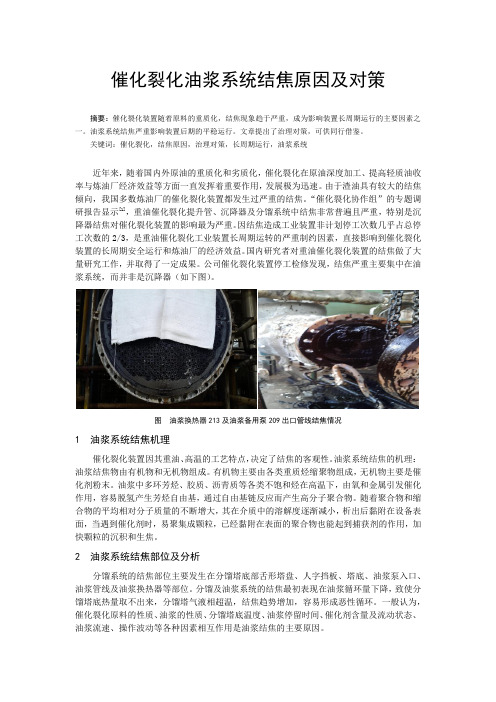
公司催化裂化装置停工检修发现,结焦严重主要集中在油浆系统,而并非是沉降器(如下图)。
图油浆换热器213及油浆备用泵209出口管线结焦情况1 油浆系统结焦机理催化裂化装置因其重油、高温的工艺特点,决定了结焦的客观性。
油浆系统结焦的机理:油浆结焦物由有机物和无机物组成。
有机物主要由各类重质烃缩聚物组成,无机物主要是催化剂粉末。
油浆中多环芳烃、胶质、沥青质等各类不饱和烃在高温下,由氧和金属引发催化作用,容易脱氢产生芳烃自由基,通过自由基链反应而产生高分子聚合物。
随着聚合物和缩合物的平均相对分子质量的不断增大,其在介质中的溶解度逐渐减小,析出后黏附在设备表面,当遇到催化剂时,易聚集成颗粒,已经黏附在表面的聚合物也能起到捕获剂的作用,加快颗粒的沉积和生焦。
2 油浆系统结焦部位及分析分馏系统的结焦部位主要发生在分馏塔底部舌形塔盘、人字挡板、塔底、油浆泵入口、油浆管线及油浆换热器等部位。
催化裂化油浆结焦原因及对策

催化裂化油浆结焦原因及对策标签:催化裂化;油浆结焦;解决对策在我国炼油厂的催化裂化过程当中,油浆系统当中产生的结焦结垢问题直接影响到了催化裂化设备的正常工作,主要是因为产生大量的结焦结垢物质,直接降低了热换器的热转化效率,同时提高了管道当中材料输送的阻力,进而造成了蜡油渣油的热转换效率降低。
系统内部产生的蒸汽量减少,同时整个反应设备在工作过程当中的能源消耗量加大,油浆当中多余的热量无法及时被排除,进而造成了整个反应系统内部的热平衡性下降,严重的情况下还直接造成油浆输送系统堵塞,进而影响到了整个生产过程的正常进行。
在最近几年发展过程当中,我国炼油厂的催化裂化原材料质量都不是非常理想,外加上在加油的催化裂化技术方面一直是难以攻克的难题。
因此,催化裂化油浆结焦和结垢的问题受到了各大化工企业的广泛关注,必须要采取相应的解决措施来解决这一问题。
1.催化裂化油浆结焦问题分析1.1温度问题的影响从催化裂化的整个反应过程中可以看出,该反应过程中会受到温度的影响,在相同的催化设备当中分馏塔的底部温度越高,那么出现的结焦现象就越明显。
针对己经产生结焦问题来讲,随着温度不断提高整个反应过程的结焦问题就更加明显,就在模拟FCC油浆的结焦单元当中所得出的结论非常明显。
1.2氧含量的影响通过模拟实验分析了FCC油浆当中产生结焦单元的具体原因,通过向试管当中通入一定量的空气或者是氧气,可以看出在不同量的空气和氧气掺入的情况下,对结焦问题的影响比较明显,其中如果空气或者氧气的参与量较大,那么结焦的问题就越严重。
由此可以看出氧气含量的多少对结焦问题的影响非常明显。
1.3固体和电效应影响通过实际的生产过程可以看出,在催化裂化反应过程当中,如果增加油浆内部的沉降器和过滤器设备之后,在产生结焦和结垢的问题上有着明显的缓解。
因此,这一现象也可以得到充分的证明,从中可以得出催化裂化反应过程中油浆当中,所存在的固体杂质对结焦问题的影响比较明显。
催化裂化汽油加氢过程中结焦机理分析
催化裂化汽油加氢过程中结焦机理分析摘要:催化汽油加氢处理过程中,反应器或换热器内易生焦一直是困扰催化汽油长周期运转的问题。
通过对催化汽油的结焦样品进行分析,催化汽油结焦的原因可以认为是:催化汽油中活泼的二烯烃与氧易形成二烯的过氧化物,二烯烃的过氧化物发生自催化反应,使二烯烃的过氧化物迅速自聚,并与铁的硫化物吸附在一起变为结焦物。
根据生焦原因可制定相应的对策保证催化汽油加氢长周期运转。
关键词:催化汽油加氢处理结焦前言近年来,随着环保法规的日益严格和人类对环境保护意识的增强,车用燃料的标准也在不断提高,降低车用燃料中硫含量可有效改善城市空气质量。
欧盟国家早在2005年就要求汽油中硫含量小于50 μg/g,我国北京地区于2008年率先实行国Ⅳ标准即要求汽油中硫含量小于50 μg/g,因此车用燃料油产品质量升级势在必行。
我国的汽油产品结构中,催化裂化汽油占据成品汽油的比例高达85%[1],汽油中硫和烯烃主要来自催化裂化汽油,催化裂化汽油对汽油硫含量的贡献率达80%~98%[2]。
如果要生产清洁汽油,就必须对催化裂化汽油进行脱硫,以脱除烯烃和绝大部分硫化物。
催化裂化汽油的特点为轻组分的硫含量低,烯烃含量高,国内外多利用这一特点,目前比较通用的方法是将催化裂化汽油进行切割,分成轻重组分,对重组分进行选择性加氢脱硫,对轻组分进行脱硫醇或将其中的硫化物转化成大分子硫化物去重组分进行加氢脱硫。
然而在催化裂化汽油的加氢处理过程中,造成装置被迫停工的原因往往不是由于加氢催化剂失活,而是因为装置的反应器或换热器内出现结焦现象,装置系统内的压降上升,使装置不得不停工进行处理。
对一些出现压降的催化裂化加氢工业装置的结焦物进行分析,推测催化裂化汽油的生焦机理,并探讨与之相关的对策。
1 结焦物样品分析结焦物样品取自某炼厂的原料接触氧后催化裂化汽油加氢装置,将取自不同部位的2 个结焦物样品进行一系列相关的分析测试。
1.1 非金属元素分析从表1元素分析数据可以得出,结焦物样品的碳氢原子比分别为0.95和1.15,说明结焦物主要以积碳和芳香烃的形式存在。
重油催化裂化结焦原因及改进措施

重油催化裂化结焦原因及改进措施重油催化裂化是润滑油加工工艺的一个重要环节,是提高润滑油的质量的关键技术。
在重油催化裂化过程中,结焦是一个常见的问题,会严重降低催化裂化的效率。
重油催化裂化结焦的原因,主要有三个方面:首先,催化剂受污染。
催化剂通常是复合物,容易受到空气、产品成分和其他物质的侵蚀、混入或碳化,受到污染时,催化剂性能会受到严重影响,从而导致结焦。
其次,催化剂不可逆变化。
重油催化裂化温度高,使重油催化剂发生不可逆变化,催化剂的性能也下降,从而导致结焦等问题。
最后,温度控制不当。
重油催化裂化的温度控制是很重要的,太高或太低的温度都会影响催化剂的功能,导致结焦。
为了解决重油催化裂化结焦问题,应采取一些有效的措施。
首先,科学选用催化剂。
重油催化裂化中使用的催化剂一般是催化剂复合物,应根据实际需要科学选择恰当的催化剂,降低催化剂受污染的可能性。
其次,采用稳定性好的催化剂。
重油催化裂化时,要选择温度稳定性较好的催化剂,不变性的催化剂能有效降低结焦的可能性。
再次,做好温度控制。
重油催化裂化时,温度应稳定在一定范围内,太高或太低的温度都会影响催化剂的功能,因此应做好温度控制,以保证重油催化裂化效果。
最后,改善反应条件和催化裂化技术。
采用新型催化剂和剂的组合,改善反应条件,控制反应温度和反应压力,改进催化裂化技术,进一步提高重油催化裂化的效率。
综上所述,重油催化裂化结焦的主要原因是催化剂受污染、催化剂不可逆变化以及温度控制不当。
要改善这种情况,应采取有效的措施,如科学选用催化剂、采用稳定性好的催化剂、做好温度控制、改善反应条件和催化裂化技术等。
只有真正落实这些措施,才能有效防止重油催化裂化结焦,达到质量理想。
催化裂化催化剂的研究与应用
催化裂化催化剂的研究与应用催化裂化催化剂是石油化工领域中不可或缺的一种重要催化剂,广泛应用于液体油品、炼油催化裂化、合成气制法等多个领域。
该种催化剂是一种复杂的非均相催化剂,其对于石油产品优化和环境保护方面起到了极为重要的促进作用。
本文将对催化裂化催化剂的研究和应用进行概述。
催化裂化催化剂为固体催化剂,其主要成分是沸石(zeolite)、稀土氧化物、铝氧化物和硅氧化物等多种化合物的复合物。
催化裂化催化剂的研究主要包括催化剂的形貌、组成、酸碱性等方面。
其中,沸石的形貌对于催化剂的催化活性和选择性有着重要的影响。
研究表明,沸石晶体的孔径尺寸以及外表面的形貌等都会影响催化剂的选择性和反应速率。
而催化剂中的稀土氧化物和铝氧化物等助剂则能够增强催化剂的反应活性,提高催化剂的选择性,降低生产成本和节约能源等,广泛应用于石油化工生产中。
催化裂化催化剂在石化工业领域中应用广泛。
音乐中,常用勤能够将重质原油中的长链烃分子剥离,分解为较轻的芳烃、烷烃、烯烃等组成,并产生汽油、柴油等高附加值油品。
此外,催化裂化催化剂还广泛应用于合成气制法、脱氮除硝催化剂等多个领域。
3. 催化裂化催化剂的发展趋势近年来,随着石化工业的不断发展,催化裂化催化剂的研究趋向于多向化发展,涉及到催化剂的性能和成本两个方面。
一方面,随着环保法规和市场需求的提高,研究人员将着重于提升催化剂的选择性,并控制产物的碳五环含量等。
另一方面,研究人员将致力于提高催化剂的活性、耐高温性、抗中毒性和寿命等,以降低生产成本并实现可持续发展。
结语催化裂化催化剂是石油化工领域中不可或缺的一种重要催化剂,其研究和应用是石化工业的重要组成部分。
随着环保法规和市场需求的提高,研究人员将继续致力于催化裂化催化剂的研究和开发,并为我们的生活和环境质量做出贡献。
石油催化裂化

催化裂化催化剂的研究进展摘要:本文详细阐述了重油裂化催化剂、生产高辛烷值催化裂化催化剂、生产清洁燃料催化剂、增产低碳烯烃催化剂、多产液化气和柴油等催化剂的研究进展。
并对今后催化剂的发展方向进行了展望,今后催化裂化催化剂仍然是重油高效转化、增产丙烯、高温化学改性、降低汽油烯烃含量和高固含量成胶技术的方向发展。
关键词:催化裂化催化剂;研究进展;发展方向引言石油炼制的发展在很大程度上依赖于催化剂的发展,在炼油生产过程中,催化裂化装置用于将重油转化为汽油、柴油和轻气体组分,是当今炼油厂催化剂消耗量最大的炼油工艺。
国产汽油的调和组分中70%以上是催化裂化汽油,而柴油调和组分中40%来自催化裂化。
当代催化裂化面临着原料重质化,且环保方面对产品质量要求越来越严格,这对汽油的烯烃含量、芳烃含量、硫含量和氧含量提出了更高的要求。
催化剂配方一方面可根据已有的认识进行科学设计,另一面还要开发催化剂新材料和新配方。
1 催化裂化催化剂的研究现状1.1 重油催化裂化催化剂重油中含有较多的重馏分,原料分子大,在正常裂化条件下难于气化。
且还有较多的重金属和碱土金属元素,包括Fe、Ni、Cu、V、Na、Ca、Mg等,这些杂质会使催化剂中毒,导致催化剂的活性和选择性降低。
此外,重油中还有杂环化合物、胶质和沥青质,硫和氮含量较高,残炭高,碳氢比高[1]。
针对这些特点,催化剂研究者从重油裂化能力、焦炭选择性、抗重金属污染性能、抗碱氮性能方面设计重油裂化催化剂。
此外,现代重油裂化催化剂也已发展为较复杂的多功能组分的复合物。
如Grace Davison公司组合了突出的钒捕集能力、沸石分子筛良好的稳定性和基质对金属优异的钝化能力等技术,推出了新型渣油催化裂化催化剂IMPACT家族技术。
此催化剂具有良好的焦炭选择性,可改进渣油裂化,焦炭选择性提高近30%,对钒的允许度也高于常规催化剂[2]。
我国近几年开发的重油转化催化剂有北京石油化工科学研究院的Orbit系列、MLC系列及兰州石化公司开发的LB-5,这些催化剂都具有较强的重油转换能力及抗重金属污染能力。
催化裂化装置生焦量大的主要因素及措施
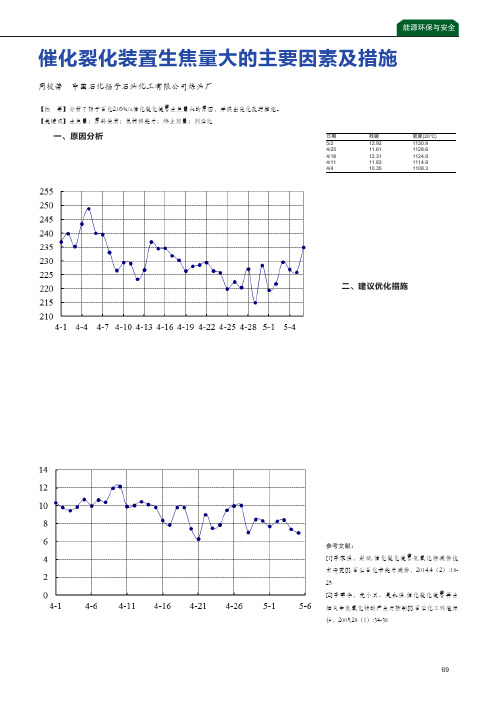
69能源环保与安全一、原因分析扬子石化2.0Mt/a催化裂化装置由4月初240 t/h下降至目前225t/h左右(5月6日上午约为235t/h),造成装置负荷下降的主要原因是生焦量大,再生烧焦负荷超高致使烟机入口温度达到698℃控制指标。
(再生器烧焦负荷一直处于满负荷状态,烧焦量约为22t/h。
)⑴原料影响。
原料油中残碳和胶质含量一直处于较高水平,胶质约为13%远高于设计值≤8.4%;另外700℃馏出量含量较低,对于目前反应温度(527℃),喷嘴进料处汽化温度约在585℃,原料油700℃以上组分难以汽化,加上此部分“重组分”多为大分子稠环芳烃附着在催化剂表面,造成装置生焦量较大。
此外,在原料本身氢含量不足12.3%的基础上,原料中重金属造成严重脱氢反应,直接表现为干气中氢含量达到43%(v),氢组分的损失直接造成生焦量增加。
若将干气中氢含量由45%(v)降至35%(v),则可以降低由于脱氢缩合生成的焦炭3.94t。
⑵终止剂量。
目前沉降器顶温度有缓慢下降趋势,由4月初496℃下降至目前490℃,因此稍微降低了终止剂量注入量。
从图1可以看出,终止剂量由10t/h下降至目前7t/h,延长了二反停留时间,造成生焦量有所上升。
⑶氢转移能力。
从油浆性质可以看出,其密度及残碳自4月份以来达到最高点,表明反应深度较高,一般油浆密度不超过1125kg/m3为宜。
过大的反应深度在二反停留时间过长的情况下必然造成氢转移过剩。
催化裂化装置生焦量大的主要因素及措施周校蕾 中国石化扬子石油化工有限公司炼油厂【摘 要】分析了扬子石化2.0Mt/a催化裂化装置生焦量大的原因,并提出优化改进措施。
【关键词】生焦量;原料性质;氢转移能力;终止剂量;剂油比(4)一般认为,剂油比提高,生焦量会上升。
主要是剂油比提高后,增加了反应时问,提高转化率,提高了焦炭产率,循环催化剂夹带的可汽提焦量升高,导致总焦量增加。
但在实际操作中,在一定范围内提高剂油比,总产焦且并无增加。