自动包装码垛生产线
全自动包装码垛生产线PLC控制系统设计
整形、 号打 印、 批 检测 、 转位 编组 、 码垛 、 盘和垛盘 的输送 托
等 作业 全 部实 现 自动 化 。 以 P C为 基 础 的全 自动 包 装 码 垛 L 生产 线 , 制 系 统 简 单 、 于 维 护 、 应 性 强 , 控 便 适 自动 化 程 度 高 , 约人 力 , 极 大 提 高 生 产 效率 。 节 可 1全 自动 包 装 码 垛 生 产 线 工 艺 流 程
PC L
C n r l S se o t y tm o
Ha d a e r w r S fw r o ae t
石化、 粮食 、 医药 等行业 的散装物料 的包装 码垛离不 开
自动 化 包 装 机 械 。 国 内新 一 代 包 装 码 垛 生 产 线 的设 计 制 造
给料 , 实现粗 、 细两级加料 。当秤斗 中的物料重 量达 到最 终 设定值时, 称重终端 发 出停止加料信号 , 空中的飞料全 部 待 落 入秤斗后此 次称重循环 结束,此时 电子包装秤等 待装袋 机 的投料信 号。当 自动装袋机完成 上袋后 , 出讯号 . 发 使称
h r w r ip st n o o t l s se I O al c t n a d s f r e s s m. a d a e d s o i o f c n r y tm, l ai n ot i o / o o wa y t e
tmai B c n n al / n ie ez Ke wo d: Au o t  ̄ ig a d P l t ig L n y r
线 控 制 系 统 。 点 介 绍 了控 制 系 统 的 硬 件 配 置 、 入 输 出 分 配 和 软 件 设 计 。 重 输
关 键 词 : 全 自动 包 装码 垛 生产 线
浅谈包装码垛自动生产线的发展、应用现状及发展趋势
食 、 品 及 医 药 等 行 业 。它 可 实 现 对 粉 、 、 状 物 料 ( 塑 料 、 肥 、 市 场 的 脉 搏 , 一 方 面 是 科 技 力 量 薄 弱 , 科 技 人 力 资 源 不 足 , 具 食 粒 块 如 化 另 高 不 合 成 橡 胶 、 食 等 ) 称 重 、 袋 、 袋 、 边 、 袋 、 袋 整 形 、 属 备 先 进 的 设 计 工 具 。 本 行 业 应 用 C 粮 的 供 装 折 封 倒 金 AD 的 还 不 是 很 多 。 以 一 提 新 产 所 检 测 、 量 复 检 、 号 打 印 、 位 编 组 、 垛 、 盘 和 垛 盘 的 输 送 等 作 品 , 多 企 业 往 往 看 好 别 人 已 生 产 的 产 品 , 场 不 错 , 来 图 纸 依 样 重 批 转 码 托 许 市 买
¨ 一Байду номын сангаас
中国高新技 术套 业
残 淡 券 码 垛 自 动 生 产 线 的
文 展 、 用 现 状 & 文 展 趋 j 应 8 }
◆ 文 /张 碧 波
【 要】 摘 包装 码 垛 自动 生 产 线 是 一 个 多部 机 协 同作 业 的复 杂 的 机械 系统 ,其 机 械 结 构 既有 共 性 又 有 其 特
结 达 业 全 部 实 现 自动 化 。 通 过 可 编 程 序 控 制 器 , 整 个 生 产 线 的 工 作 过 画 葫 芦 , 果 并 不 理 想 。有 的 企 业 照 搬 国 外 产 品 测 仿 , 到 了 样 机 水 对
程 进 行 自 动 控 制 . 运 行 过 程 中 出 现 的 故 障 或 供 料 不 足 。 袋 不 及 平 的 则 吹 为 “ 际 先 进 水 平 ”. 际 上 是 人 家 早 已 淘 汰 的 产 品 。 对 供 国 实 时 、 垛 不 及 时 等 , 行 声 光 报 警 。该 设 备 具 有 操 作 简 单 , 行 可 靠 , 出 进 运
基于PLC的全自动包装码垛生产线控制系统研究
工业以太网现场总线
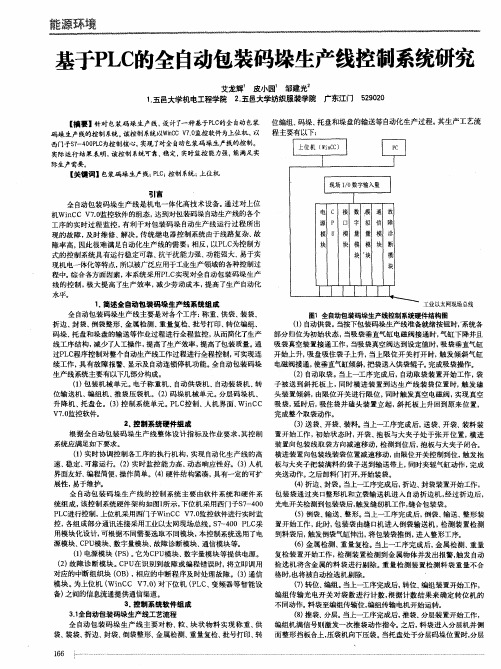
图1全自动包装码垛生产线控 制系统硬件结构图
2 . 控制 系统 硬 件组 成 根据 全 自动包 装 码 垛 生产 线 整 体设 计 指 标 及作业 要求 , 其控 制 系统应 满足如 下要求 。 ( 1 ) 实时 协 调控 制各 工序 的执 行机 构 , 实现 自动化 生 产 线 的高 速、 稳定、 可靠运行。( 2 ) 实时监控 能力高、 动态响应性好。( 3 ) 人机 界面友 好、 编 程简便 , 操 作简单 。( 4 ) 硬件 结 构紧凑 , 具 有一定 的可扩 展性 , 易于维 护。 全 自动 包 装 码 垛 生 产 线 的 控制 系统 主要 由软件 系统 和 硬 件 系 统组 成 , 该 控制 系统 硬件 架构 如 图1 所示, 下位 机 采用 西门 子S 7 — 4 0 0 P L C 进行控 制 , 上位机 采用 西门子Wi n C C V 7 . 0 监 控 软件进行 实时监 控, 各组 成部 分通 讯连 接 采用工业以太 网现 场总 线。 ¥ 7 - 4 0 0 P L C 采 用模 块 化设 计, 可根据 不 同需要 选取 不同模 块 , 本 控制 系统 选用 了电 源模块 、 C P U模块 、 数 字量模 块 、 故障 诊断 模块 、 通信模 块 等。 ( 1 ) 电源模 块 ( P S ) 。 它为 C P U 模块, 数 字量模 块 等 提供 电源 。 ( 2 ) 故 障 诊断 模 块 。 C P U在识 别 到故 障 或编 程 错误 时 , 将立 即调 用 对 应的 中断 组织 块 ( OB ) , 相应 的中断 程 序及 时处 理 故障 。( 3 ) 通信 模块 。 为 上位 机 ( Wi n C e V7 . 0 ) 对下 位机 ( P L C、 变频 器 等智 能 设 备) 之间的信息流通提供通信渠道。 3 , 控制系统软件组成 3 . I 全自动包装码垛生产线工艺流程 全自动包装码垛生产线主要对粉、 粒、 块状物料实现称 重、 供 袋、 装袋 、 折边 、 封 袋、 倒袋 整形 、 金 属检 测 、 重 量复检 、 批号 打印 、 转
(完整版)基于plc包装码垛生产线控制系统设计毕业设计论文

优秀论文审核通过未经允许切勿外传摘要在工业生产中,有很多地方需要对粉末状或小颗粒状散状固体的流量进行准确的测量和控制,再配以给料设备组成定量给料控制系统。
它是集喂料、流量测量和控制于一身的设备。
目前,作为许多生产设备的定量给料控制系统己广泛应用于水泥、冶金、建材、电力、化工、食品、矿山、粮食等各行各业。
定量给料在工业生产中发挥着越来越重要的作用,正因为其应用的广泛性,如果能提高给料系统的精度、自动化程度,就有着重要的现实意义。
包装码垛自动生产线适用于石油化工、化肥、粮食、港口等行业,可对PP、PE粒子、PVC、化肥、粮食等粉状、颗粒状物料进行全自动包装码垛作业,便于用户储存、运输和销售,全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。
通过可编程序控制器对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。
该设备具有操作简单,运行可靠,维修方便等优点。
关键词:控制系统,包装码垛生产线,可编程序控制器ABSTRACTIndustrial production, there are many places need for powdered or granular solids flow for accurate measurement and control, with feeding device consisting of quantitative feeding control system. It is a feeder, flow measurement and control in a device. At present, production equipment as many quantitative feeding control system widely used in cement, metallurgy, building materials, electric power, chemical, food, mining, food and other industries. Quantitative feeding in industrial production is playing an increasingly important role, because of its wide application, if can improve the feeding system precision, the degree of automation, it the industries of petrochemical, fertilizer, food processing, and transportation port etc. It can perform bagging and palletizing automatically for powder and granular materials such as chemical fertilizer, plastic granules (PPPEPVC) and grains etc. It is easy for customers to store, transport and sale their products. Automatic bagging & palletizing line consists of auto-weighing bagging machine, auto-bag feed group, sealing system ,bag turn down machine, metal detector, sorting machine, jet printer and palletizing machine etc. units. Through programming controller, the whole system process can be automatic controlled. Any process operation troubles, not enough feeds, bag feeding not due or palletizing not in time all can be alarmed by sound or light. It , reliable and easy maintenance etc.KEY WORDS: control systembagging , palletizing line,Programmable controller目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 引言 (1)1.2 PLC概述 (1)1.3 包装码垛自动生产线设计的内容 (2)1.3.1 包装码垛自动生产线的应用现状 (2)1.3.2 包装码垛自动生产线设计的要求 (3)2 包装码垛自动生产线系统组成 (5)2.1 概述 (5)2.2 包装码垛自动生产线系统组成 (5)3 包装码垛生产线控制系统硬件设计 (10)3.1 PLC控制的优点 (10)3.2 PLC控制系统硬件设计 (11)3.3 控制系统电气原理图 (15)4 包装码垛生产线控制系统软件设计 (16)4.1 包装码垛自动生产线工艺流程 (16)4.2 程序控制逻辑 (17)4.2.1包装部分 (17)4.2.2 码垛部分 (23)4.3 PLC控制系统软件程序设计 (27)5系统抗干扰措施 (29)5.1抗电源干扰 (29)5.2 控制系统接地 (29)5.3 防IO信号干扰 (30)结论 (31)参考文献 (32)致谢 (33)附录 (34)图A包装部分的梯形图 (34)图B码垛部分的梯形图 (36)图C电气控制主电路图 (41)1 绪论1.1 引言随着科学技术的迅猛发展,生产力水平的不断提高,人们对降低劳动强度、改善工作环境同时重视起来。
自动化包装生产线
自动化包装生产线1. 引言自动化包装生产线是一种将多个包装工序整合在一起,并利用自动化设备和控制系统来完成包装任务的生产线。
它通过提高包装效率、降低劳动力成本和错误率,帮助企业实现高质量、高效率的包装生产。
本文将介绍自动化包装生产线的工作原理、主要组成部分以及在各个行业的应用场景,以期帮助读者理解该技术的重要性和优势。
2. 工作原理自动化包装生产线的工作原理主要包括以下几个步骤:2.1 原料准备在包装生产线的开始阶段,需要对所需包装的原料进行准备工作,如将原料从仓库中取出并进行初步加工。
2.2 包装工序在包装工序中,原料经过一系列自动化设备的处理,完成包装过程。
这些设备可以包括自动化称重机、自动化填充机、自动化封口机等。
每个设备都会根据预设的参数进行工作,并将包装好的产品送到下一个环节。
2.3 质检在质检环节,自动化包装生产线会通过各种传感器和检测设备对产品进行质量检验。
如自动化相机系统可以对包装袋进行图像识别,确保产品的外观无瑕疵。
2.4 包装成品输出经过质检合格的产品将通过自动化输送设备送入成品库或直接进行运输、销售等环节。
3. 主要组成部分自动化包装生产线通常由以下主要组成部分构成:3.1 自动化输送系统自动化输送系统是将原料和成品在包装生产线中输送的关键设备。
它由输送带、传送线和输送机等组成,能够将原料从一个工序输送到下一个工序,并将成品从生产线输出。
3.2 自动化包装设备自动化包装设备包括自动化称重机、自动化填充机、自动化封口机等。
这些设备通过自动控制系统对包装过程进行控制和调节,实现高效、准确的包装。
3.3 自动化控制系统自动化控制系统是自动化包装生产线的大脑,它通过程序控制和传感器反馈实现对整个生产线的自动化控制。
这个系统可以根据预设的参数自动调整设备工作和处理异常情况,保证生产线的顺畅运行。
3.4 数据管理系统数据管理系统是自动化包装生产线中的重要组成部分,它能够通过数据采集和分析,实现生产过程的监控和优化。
全自动码垛生产线自动包装生产线安全操作规定

全自动码垛生产线自动包装生产线安全操作规定前言
全自动码垛生产线自动包装生产线是指利用电脑、机器人、传动机构、传感器等设备实现对物品进行自动装箱、码垛、打标签、封箱等操作的生产线。
为了确保生产线的安全投入生产,减少工伤事故的发生,制定本安全操作规定。
一、生产线设备的日常维护
1.人员进入设备维修区域前,必须戴好安全帽、安全鞋、手
套等防护用品,并避免携带易燃、易爆物品进入维修区域。
2.对设备进行日常巡检,发现异常情况及时报修处理。
禁止
未经设备授权人员私自更改或绕过安全设备。
3.对设备内部进行定期保养,润滑油添加完毕后及时清理设
备周围的工具、杂物等,并确认设备连接线是否牢固、电源是否接地良好。
二、生产线设备的操作规范
1.操作设备前,需认真阅读设备使用手册;操作前应检查设
备的安全保护装置是否启动和完好,所有设备的传动、电器等部位是否安装妥当、维护完好。
2.操作人员应穿戴好劳动保护用品,特别是手部操作需戴防
护手套,严禁在运转中的设备上进行手动操作。
包装码垛生产线工艺流程课件

定量秤控制系统
• 定量秤控制系统的组成框图
称重控制器 ME2000A PLC可编程控制器CPM2AH
称重传感器
检测元件
接近开关
操作界面
操作面板
控制元件
伺服驱动器 电磁阀
执行元件
伺服电机 气缸
定量秤各组成部分的作用
• 操作界面作为操作人员与设备之间的交互平台,接受来自操作人 员的操作指令并指示设备的工作状态; • 称重控制器是定量称重部分的核心,它将物料的重量信息装换为 数字信息,具体过程为:称重控制器将称重传感器输出的模拟信 号转换成数字信号,并将其运算处理,得出相应的逻辑信号。称 重控制器用此逻辑信号与PLC数字量I/O点实现互联通信,完成 定量称重过程控制; • 检测元件用于检测运动机构的位置信号; • 可编程控制器是定量秤控制系统的控制中心。PLC自动循环扫描 各个输入输出点的当前状态,并根据程序所确定的逻辑关系刷新 输出点的状态,通过伺服驱动器和电磁阀来控制给料伺服电机的 启停和卸料气缸的动作,从而完成整个称重和卸料工艺流程的自 动控制。
复检秤控制器 金属检测器 PLC(可编程控制器)包含输入输出单元
检测元件
光电开关 接近开光
操作界面
操作面板
控制元件
交流接触器 电磁阀 变频器
执行元件
电 气 机 缸
码垛机控制系统
• 码垛机控制系统组成框图
电源 CPU11 输入输出单元(ID211、OC211)
检测元件
光电开关 接近开光
操作界面
操 作 面 板 (包括触摸 式人机界面、 按钮开关、 指示灯等) 机上按钮盒
真空泵系统
除尘、插板阀控制系统
单元组成
• • •
除尘控制系统由除尘风机控制回路和脉冲控制仪回路组成。 插板阀控制系统由插板阀开关信号回路及插板阀开关控制回路 组成。 以下只叙述除尘控制系统的特点及控制过程,插板阀系统叙述 省略。
基于PLC的全自动包装码垛生产线控制系统设计
基于PLC的全自动包装码垛生产线控制系统设计摘要:随着全球化和市场竞争日益激烈,生产企业对提高生产效率和降低人工成本有着越来越高的需求。
本文介绍了一种,旨在援助生产企业实现自动化生产和提升生产效率。
一、引言随着科学技术的不息进步,自动化技术在生产领域中得到了广泛应用。
传统的包装码垛生产线通常依靠人工操作,存在效率低下、人工成本高等问题。
因此,开发一种基于PLC的全自动包装码垛生产线控制系统具有重要意义。
二、PLC系统概述PLC(Programmable Logic Controller)又称可编程控制器,是一种特殊的计算机,广泛应用于工业自动化控制系统中。
它包含了输入模块、输出模块、中央处理器和程序存储器等组件。
PLC可以依据程序逻辑进行运算,实现对工业生产过程的精确控制。
三、全自动包装码垛生产线控制系统设计(一)系统架构设计全自动包装码垛生产线控制系统设计包括硬件和软件两个方面。
硬件方面,系统包括传感器、执行器、PLC等设备;软件方面,系统包括PLC程序设计和人机界面设计。
(二)传感器设计为了实现全自动化控制,对于包装码垛生产线来说,需要安装多种传感器,如光电传感器、靠近传感器等。
通过这些传感器可以实现对物料的检测和定位,以便进行后续的包装和码垛操作。
(三)执行器设计包装码垛生产线中的执行器主要用于控制物料的输送、包装和码垛。
依据生产线的实际状况,可以选择气缸、马达等不同类型的执行器,并通过PLC控制其运动。
(四)PLC程序设计PLC程序设计是全自动包装码垛生产线控制系统的核心。
在设计程序时,起首需要依据生产线的实际状况确定输入和输出信号,然后编写相应的逻辑控制程序。
控制程序可以实现物料的输送、包装和码垛等功能。
(五)人机界面设计人机界面是生产线操作人员与PLC系统之间的交互通道。
通过合理设计人机界面,可以便利操作人员监控和控制整个生产线的运行状态,实现生产过程的可视化管理。
四、系统实施与试验结果为了验证全自动包装码垛生产线控制系统的可行性和有效性,我们设计了一个试验平台,并进行了一系列试验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动包装码垛生产线的机械系统主要包 括全自动称重单元、包装单元、输送检测单元和 码垛单元。物料自储料斗进入包装秤的给料装 置,通过粗、细给料,实现粗、细两级加料。但 称斗中的物料重量达到最终的设定值时,称重端 发出停止加料信号,待空中的飞料全部落入称斗 后此次称重循环结束,此时电子包装称等待装袋 机的投料信号。当自动装袋机完成上袋后,发出 信号,使称重箱打开卸料弧门,向包装袋内投料 卸料后称重箱关闭弧门,装袋机张开夹袋器,包
ቤተ መጻሕፍቲ ባይዱ
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
换后紧固各开关,避免震动造成不必要的停车。
3.8 料袋满垛后升降机降至底部再次很快上 升,垛盘无法到达垛盘输送机反而推垛!
当上一满料垛盘排出时,空托盘应有等待 位,运至升降机托叉上随后上升,但若由于托盘 长时间使用致使底部结构机械损坏,造成空托盘 在运至升降机托叉上时对挡板叉撞击 2 次(应为 一次),致使托盘到位检测开关(输入点)信号 对 PLC 有两次输入。所以,当其垛盘满垛盘后降 至底部时,PLC 把第二次的检测误认为是此次循
3.2 包装机下料口料袋不张开口,甩袋,无 法正常下料!
有此故障后可以按照下列步骤去排故:(1) 检查是否因吸盘本身长时间使用碰撞造成机械 损伤,致使真空度达不到设定要求,将吸盘进行
更换调整即可。(2)下料口张袋的两队吸盘虽然 完好但真空度达不到,造成料袋不张口,张袋动 作无法完成。检查该处的真空度压力开关显示 值,根据具体情况进行设定、调整或真空泵输出 值,泵的真空度输出值以吸盘能吸到料袋即可, 否则对泵有不良影响。
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
PLC 输入和输出通道的指示灯快速判断故障,并 及时解决,避免因长时间停机影响包装、码垛的 进行。
【
2df0f9c9d 凤凰平台总代
推袋机将 5 袋(一组)料袋推至分层机上时 分层机无法正常打开。可能是因为压袋叉下压到 位,接近开关(输入点)位置偏移或损坏,造成 检测元件输入信号故障;料层检测漫反射开关 (输入点)位置偏移或元件故障无法照到料层, 对 PLC 无信号输入;升降机底部分层板关到位, 接近开关(输入点)故障等均会出现以上情况。 解决的办法是逐相检查以上各点,逐一排除,更
环的空托盘又到位,不将其排出,反而随即升降 机上升造成推垛。解决的办法是将损坏严重的托 盘更换即可。
3.9 升降机制动失灵!
因升降机抱闸损坏,致使升降机上升、下降 时无法正常刹车,震动较大,严重时系统无法正 常运行。解决办法是经跟换抱闸及其线圈整流 器、电机制动接触器等元件并加以调试。
3.10 码垛机启动运行短暂时间(大概 20 秒) 后自动停止,再次启动仍然出现自动停止!
机打开,将整形好的 1 层料袋投放到升降机的托 盘上,完成 1 层料袋的码垛过程,此过程循环 8 次则完成 1 码垛/T(8 层)的码垛。当 8 层料层 满垛盘便随着升降机下降而落到垛盘输送机的 输送辊上,以便输送机送出垛盘,此时,托盘等 待位的空托盘通过托盘输送机被输送至升降机 托盘叉的上方后停止,待垛盘完全排除后,升降 电机启动,带动升降托叉将空托盘拖起,进入下 一垛盘的工作循环。
为称下料的速度与下料筒中的弧门开度有 关,若 A、B 两称弧门开度相差较多,下料速度
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
也会相差较大。为了包装速度,需要将下料同弧 门开度进行机械调整,加大弧门开度从而提高下 料速度,然后进行一步从新调整称重盘主画面的 SP1、SP2、SP3 粗加/细加/空中量 3 个值,直至 称重满足 25Kg 要求即可。
3.3 缝纫机断线不报警!
缝纫机盘内 51R 计数复位继电器损坏。缝纫 机盘内 51R 为料袋缝纫为主、副线记数复位继电 器。正常情况时,应为每过 1 袋料主、副线记数
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
均复位回零,当下一料袋到时再重新记数,且只 有当记数过程中记数值大于设定值时,认为缝纫 机正常且不出现断线报警;当记数值小于设定值 时则出现断线报警。当 51R 触点故障(虚接)时, 造成缝纫机主、副线对每袋料的记数均无法复位 且一直累加到 9999 才回零,对操作人员检查给 予误导。解决的办法是将 51R 记数复位继电器进 行更换并重新设定主、副设定值即可。
件的对应通道点的指示灯变绿,证明该点检测输 入正常,PLC 才会继续进行下一检测或执行与该 输入对应的相应输出程序。一旦出现输入点出现 问题或相应输出点故障, PLC 都会检测并终止 CPU 运行下一程序,运行停止。
三、常见故障的原因及解决措施
3.1A、B 两包装秤下料速度偏差较大、不均 等,影响包装速度!
3.6 推袋机推至中位无法正常返回
当推料机将编组好的两袋(或 3 袋)料袋推 至中位缓冲区后,应将推板抬起返回到后位再放 下,若检测推板放下或抬起到位的汽缸磁性开关 (输入点)或汽缸电磁阀(输出点)故障,均会 无法正常返回。解决的办法是检查相关部件及其
电缆,消除故障点。
3.7 分层机无法正常打开!
的集成度高,工作元件精小,无法进行维修,只 能进行更换。
全自动包装码垛生产线为长时间连续运转 设备,包括机械、电控、真空等系统,设备复杂, 但操作简单,为了提高工作效率,电气、仪表设 备人员应定时巡检,外观检查机组隐患并对元器 件随时进行紧固,避免元器件位置偏移造成系统 停车。现场设备设有多个操作盘机触摸屏可进行 自动/手动操作切换,一旦出现故障,操作盘上 均有多个状态显示窗口和故障显示窗口,以便操 作人员了解设备的工作状态,工作人员可以通过
3.5 编组机无法正常计数编组!
当料袋转位后经正常编组计数才能实现二 三编组的方式,若编组光电开关被位置不正的料
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
袋碰撞致使位置偏移或元件损坏,该点对 PLC 无 法正常输入,致使编组机无法正常记数编组,码 垛工序及以前工序停止。解决的办法是检查或更 换编组光电开关。
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
此故障的产生有很多的原因:检查发现码垛 机的金属检测系统出现故障导致码垛机不能正 常的连机运行。金属检测机控制面板显示 08 错 误代码(金属检测机内部线路工作电压过高), 在进入金属检测系统的 PLC 中发现金属检测元件 线圈有故障报警(开关量输入信号),在断开其 相应电源回路报警仍然无法消除,经此步判断金 属检测机可能存在硬件故障。在检查检测元件检 测线路发现三层叠合工作线路板中的一块线路 板出现了故障,导致了整个金属检测机线路工作 电压过高而无法正常联机运行。由于故障电路板
二、PLC 电控系统
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
全自动包装码垛机生产线是集机、电、仪于 一体的高技术产品,电气控制系统作为 PLC 核心 部分,协调包装码垛系统各部件的连续动作,使 包装码垛机按照设计好的程序完成工艺过程。
输入点与输入信号,输出点与输出控制是一 一对应的。分配好后,按系统配置的通道与接点 号,每一个输入信号和输出信号都对应 PLC 相应 某一输入输出通道的编号。PLC 作为严格的逻辑 控制系统,只有当输入、输出点无任何故障时才 会连续运行,否则程序停止。当现场检测输入单 元检测到料(或料袋)时,它在 PLC 相应输入卡
3.4 袋到转位机位置后不能正常转位!
(1)转位机转板下方(输入环节)光电开
关故障。检查转位料袋光电开关电源、信号线是 否断线或因长时间频繁检测元件老化。检查的方 法是用金属器具接近开关,查看其 PLC 相应输入 点小指示灯是否由暗变绿。(2)转位顶部带动转 位两侧转板转动的汽缸电磁阀或相关输出继电 器故障(输出环节)。(3)转位电机设备本身的 故障或对应电机电气接触器吸合有问题。
装袋通过夹口整形机和立袋输送机进入封口机, 包装袋进封包后,进入缝口机,当在缝口机旁边 的光电检测到包装袋后,缝纫机开始工作,缝合 包装袋,当包装袋离开缝纫机后,缝纫机停止, 并自动切断缝合线。包装袋经过倒袋整形机进入 金属检测机及重量复检机,若检测不合格,在包 装袋通过自动捡选机时将被撤除,合格的包装袋 则顺利通过自动捡选机,再经喷码打印机,将包 装袋输送到码垛单元。当包装合格料袋送至码垛 斜线输送机后,输送辊再向前输送料袋的同时, 使袋内的物料分布均匀,经压平整形,使码出的
似若来生愿.想一起去看星星,那最亮一颗是我心大雨
垛形完整美观,在进入编组机前,由转位输送机 将加速输送机送来的料袋根据垛形需要,变换适 当得方位,其回转角度以保证料袋口向内为准, 水平面内 3 种(+900、-900 及 1800)。
编组机对经过转位后的料袋按照垛形需要 进行编排组合,以满足码垛需要,并对料袋采用 二三编组的方式,当料袋在编组机上按此规则编 排好 1 组时,推袋机启动将编好的成组料袋推至 带装置的缓冲区,然后返回,将编好的第 2 组的 料袋与缓冲区的料袋组一同组成 1 层料袋(共 5 袋),推到位后经压袋叉下压,侧边整形,分层