漆包线生产过程流程图 Process Flow
漆包线生产工艺流程和基本知识

各種漆包線對照表
PEW 皮膜 結構 溫度 等級 直焊性 密著性 耐磨性 耐熱沖 擊性 耐軟化 性 單被覆 155 ℃ 否 合格 優 可 320 360 ℃ UEW 單被覆 130 ℃ 380 ℃ 3s 合格 良 可 200 250 ℃ UEW 單被覆 155 ℃ 390 ℃ 3s 合格 良 可 250 270 ℃ UEW+ NY 雙被覆 130 ℃ 380 ℃ 3s 合格 良 可 200 250 ℃ UEW+ NY 雙被覆 155 ℃ 390 ℃ 3s 合格 良 可 250 270 ℃ UEW 單被覆 180 ℃ 390 ℃ 3s 合格 良 可 250270 ℃ UEW+ NY 雙被覆 180 ℃ 390 ℃ 3s 合格 良 可 250270 ℃ PEW+ NY 雙被覆 155 ℃ 否 SEIW 單被覆 180 ℃ 455 ℃ 3s 合格 優 優 300330 ℃ EIW 單被覆 180 ℃ 否 合格 優 優 370410 ℃ EAIW 雙被覆 200 ℃ 否 合格 極優 極優 340380 ℃ AIW 單被覆 220 ℃ 否 合格 極優 極優 400430 ℃
具有極佳之繞線性,耐磨特性良好,適合於高 速卷線或自動繞線 具有良好之耐溫特性及機械特性
缺點:不可直焊
漆包線種類
AIW---聚醯胺亞胺酯漆包銅線
耐溫等級:220℃ 絕緣說明:
AIW其絕緣層為Aromatic Polyamideimide樹脂, AIW具有極佳之耐溫,耐機械及耐化學藥品特性, 被用以設計來抵抗嚴苛之使用環境。
漆包線生產工藝流程
漆包線之生產工藝流程 伸線→退火→卷取→細伸→燒燉→水洗→烘幹→冷卻→上漆→烘烤→冷卻→捲取
漆包線種類
UEW—聚胺酯漆包銅線
漆包线工艺流程

精心整理漆包线工艺流程漆包线主要流程:放线→退火→涂漆→烘焙→冷却→收线一、放线在一台正常运行的漆包机上,操作人员的精力和体力大部分消耗在放线部分,大规格大容量线轴一般采用径向旋转式放线器;中等规格导线一般采用越端式或毛刷式放线器;微细规格导线一般采用毛刷式或双锥套式放线器。
不论采用哪种放线方式,都对裸铜线线轴的结构和质量有严格要求----表面应光洁以保证线材不被擦伤----轴芯两侧及侧板内外有2—4mm半径的r角以保证放线过程中能均衡放出----线轴加工完后,必须作动、静平衡试验----毛刷放线器要求轴芯直径:侧板直径小于1:1.7;越端放线要求小于1:1.9,否则放线至轴芯时会出现断线现象。
二、退火退火的目的是使导体由于模具拉伸过程中因晶格变化而变硬的导线经过一定的导线表面失去光泽,甚至容易脆断。
退火炉温太高,不仅影响炉的使用寿命,而且停车整理、断线穿线时易烧断线。
要求退火炉的最高温度控制在500℃左右。
对炉子采用二段控温形式,在静态和动态温度近似的位置选择控温点是有效的。
铜在高温下容易氧化,氧化铜是很酥松的,漆膜不能牢固的附着在铜导线上,氧化铜对漆膜的老化有催化作用,对漆包线柔韧性、热冲击、热老化都有不良影响。
要铜导线不氧化,就要使在高温下的铜导线不和空气中的氧接触,因此要有保护气体。
大部分的退火炉一头水封,另一头开着。
退火炉水槽中的水有三个作用:封闭炉口,冷却导线,发生蒸汽做保护气体。
在刚开车时由于退火管内的水蒸汽很少,℃,涂漆是将漆包线漆涂复在金属导体上形成有一定厚度的均匀漆层的过程。
这关系到液体的几个物理现象和涂漆方法。
1.物理现象1)粘度当液体发生流动时,分子之间相互碰撞使一层分子带着另一层分子运动,由于相互的作用力又使后一层分子阻碍前一层分子的运动,由此表现出活动的沾滞性,这就叫做粘度。
不同的涂漆方法,不同的导线规格对漆的粘度要求不同。
粘度的大小主要关系到树脂分子量的大小,树脂分子量大,漆的粘度大,用于涂制粗线,因为分子量大得到的漆膜的机械性能较好。
漆包线生产流程及管制要点

漆包线生产流程及管制要点(漆包线生产3)漆包线生产流程及管制要点漆包线为电磁线的一种,包括普通、耐热及特种,是用绝缘漆涂布在导线上经烘烤后得到的带绝缘层的电磁线。
漆包线早在本世纪初问世,最早用油基沥青,后改用植物干性油与油溶性天然树脂熬制油性漆;三十年代合成材料工业的发展,提供了较多漆包线漆且漆膜具较高的机械强度和光滑的表面,给线圈的绕制和嵌线的机械化,自动化都创造了有利条件;现代科技的发展对电工产品提出了容量大、体积小、效率高的要求,促使人们去选择、合成新材料,但要寻求一种“全能”漆包线却很困难,因为漆包线要求之各项性能,具有相互制约性,故只能突出某方面性能而又使其它性能获得较好的综合平衡.漆包线的分类:导体材料:漆包铜线、漆包铝线;铜:良好的导电性与导热性、机械性能好易焊接。
铝:比重轻,耐热性高,铜于高温下易氧化形成之氧化物对导体附着力差,降低漆膜对铜导体之附着力,铝形成之保护膜附着力强,并保护其不被进一步氧化,此外在200℃以上的高温下铜可作为催化剂加剧漆膜老化降解。
导体形状:圆线、扁线或异形线(空心等);漆料:聚胺脂、聚脂、聚脂亚胺双层被覆尼龙线……特殊用途:耐冷媒、自粘、自熔……绝缘结构:单一涂层、多涂层漆膜厚度:0种、1种、2种、3种;(NEMA:SINGLE、HEAVY、TRIPLE)漆包线的性能要求其使用于电子、电机类产品中,性能须满足产品设计、制造、加工及其工作环境之要求,依其功率、槽形尺寸和槽满率决定圆(扁)线的规格尺寸;依其使用进环境及温升选用漆液的种类……机械性能经绕制成型线圈及入线过程中漆包线和夹具及线间产生磨擦并受到弯曲拉伸及压缩等应力,故要求漆膜其良好耐磨性、耐刮性、附着性;为便于加工要求有良好柔软性弹性和弯曲性能使弯曲后不变形,高速绕线机要求表面光滑磨擦系数小,特殊用途要高磨擦系数,当电机运行时绕受冲击、震动、离心力以及热膨胀及过负载时所产生应力,要求有一定抗张强度。
工艺流程图绝缘漆

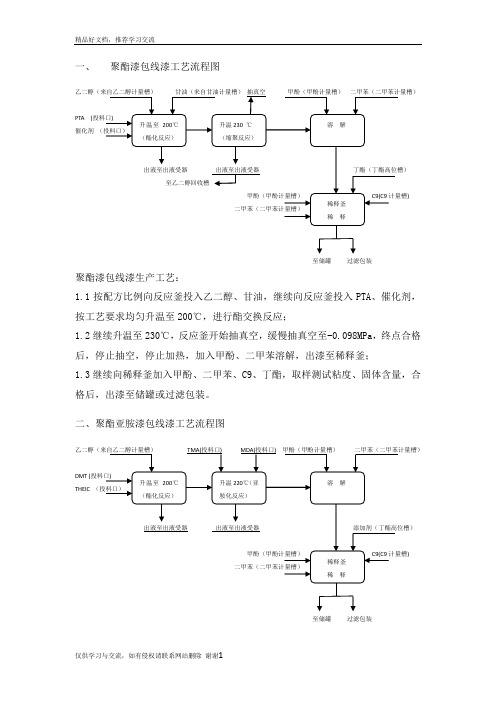
一、聚酯漆包线漆工艺流程图PTA (催化剂) 至储罐过滤包装聚酯漆包线漆生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入PTA、催化剂,按工艺要求均匀升温至200℃,进行酯交换反应;1.2继续升温至230℃,反应釜开始抽真空,缓慢抽真空至-0.098MPa,终点合格后,停止抽空,停止加热,加入甲酚、二甲苯溶解,出漆至稀释釜;1.3继续向稀释釜加入甲酚、二甲苯、C9、丁酯,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
二、聚酯亚胺漆包线漆工艺流程图DMT (THEIC)至储罐过滤包装聚酯亚胺漆包线漆生产工艺:1.1将乙二醇、DMT、THEIC、按比例投入反应釜,均匀升温至200℃,进行酯交换反应;1.2酯交换反应完成后,降温至160℃,将物料TMA、MDA分成6份, 继续向反应釜投入第一份物料,均匀升温至230℃,进行亚胺化反应,在230℃保温3hr;1.3降温至160℃,继续投入第二份物料,重复1.2程序,直至6份物料投料完毕;1.4取样测试终点,合格后,停止加热,加入甲酚、二甲苯溶解,然后出漆至稀释釜;1.5向稀释釜继续加入甲酚、二甲苯、C9、添加剂,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
三、OH树脂工艺流程图至储罐OH树脂生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入DMT、催化剂,升温至160℃,进行酯交换反应;1.2、继续投入苯酐,分水器加入二甲苯,升温至200℃,进行回流脱水;1.3、回流完毕,分水器放出二甲苯,190℃保温,反应釜缓慢抽真空至-0.098mPa,至终点。
解除真空,停止加热,加入甲酚溶解搅拌0.5hr,加入二甲苯,然后出漆至稀释釜;1.4、向稀释釜加入甲酚、二甲苯,取样测试粘度、固体含量,合格后,出漆至储罐待用。
四、封闭树脂工艺流程图至储罐封闭树脂工艺:将液化MDI、二甲酚按比例投入反应釜,升温至110℃进行加成反应,终点控制合格后,出漆至稀释釜加溶剂稀释,测试合格后,出漆至储罐待用。
工艺流程图绝缘漆精选文档
工艺流程图绝缘漆精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-一、 聚酯漆包线漆工艺流程图PTA (催化剂 聚酯漆包线漆生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入PTA 、催化剂,按工艺要求均匀升温至200℃,进行酯交换反应;1.2继续升温至230℃,反应釜开始抽真空,缓慢抽真空至-0.098MPa ,终点合格后,停止抽空,停止加热,加入甲酚、二甲苯溶解,出漆至稀释釜;1.3继续向稀释釜加入甲酚、二甲苯、C9、丁酯,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
二、聚酯亚胺漆包线漆工艺流程图DMT (THEIC 1.1将乙二醇、DMT 、THEIC 、按比例投入反应釜,均匀升温至200℃,进行酯交换反应;1.2酯交换反应完成后,降温至160℃,将物料TMA 、MDA 分成6份, 继续向反应釜投入第一份物料,均匀升温至230℃,进行亚胺化反应,在230℃保温3hr ;1.3降温至160℃,继续投入第二份物料,重复1.2程序,直至6份物料投料完毕;1.4取样测试终点,合格后,停止加热,加入甲酚、二甲苯溶解,然后出漆至稀释釜;1.5向稀释釜继续加入甲酚、二甲苯、C9、添加剂,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
三、OH 树脂工艺流程图出液至出液受器出液至分水器 甲酚(甲酚计量槽)甲酚(甲酚计量槽)二甲苯(二甲苯计量槽)至储罐OH 树脂生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入DMT 、催化剂,升温至160℃,进行酯交换反应;1.2、继续投入苯酐,分水器加入二甲苯,升温至200℃,进行回流脱水;1.3、回流完毕,分水器放出二甲苯,190℃保温,反应釜缓慢抽真空至-0.098mPa ,至终点。
解除真空,停止加热,加入甲酚溶解搅拌0.5hr ,加入二甲苯,然后出漆至稀释釜;1.4、向稀释釜加入甲酚、二甲苯,取样测试粘度、固体含量,合格后,出漆至储罐待用。
工艺流程图绝缘漆

工艺流程图绝缘漆-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII一、 聚酯漆包线漆工艺流程图PTA (催化剂至储罐 过滤包装聚酯漆包线漆生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入PTA、催化剂,按工艺要求均匀升温至200℃,进行酯交换反应;1.2继续升温至230℃,反应釜开始抽真空,缓慢抽真空至-0.098MPa ,终点合格后,停止抽空,停止加热,加入甲酚、二甲苯溶解,出漆至稀释釜; 1.3继续向稀释釜加入甲酚、二甲苯、C9、丁酯,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
二、聚酯亚胺漆包线漆工艺流程图DMT (THEIC至储罐 过滤包装聚酯亚胺漆包线漆生产工艺:1.1将乙二醇、DMT、THEIC、按比例投入反应釜,均匀升温至200℃,进行酯交换反应;1.2酯交换反应完成后,降温至160℃,将物料TMA、MDA分成6份, 继续向反应釜投入第一份物料,均匀升温至230℃,进行亚胺化反应,在230℃保温3hr;1.3降温至160℃,继续投入第二份物料,重复1.2程序,直至6份物料投料完毕;1.4取样测试终点,合格后,停止加热,加入甲酚、二甲苯溶解,然后出漆至稀释釜;1.5向稀释釜继续加入甲酚、二甲苯、C9、添加剂,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
三、OH树脂工艺流程图OH树脂生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入DMT、催化剂,升温至160℃,进行酯交换反应;1.2、继续投入苯酐,分水器加入二甲苯,升温至200℃,进行回流脱水;1.3、回流完毕,分水器放出二甲苯,190℃保温,反应釜缓慢抽真空至-0.098mPa,至终点。
解除真空,停止加热,加入甲酚溶解搅拌0.5hr,加入二甲苯,然后出漆至稀释釜;1.4、向稀释釜加入甲酚、二甲苯,取样测试粘度、固体含量,合格后,出漆至储罐待用。
最新工艺流程图绝缘漆
一、聚酯漆包线漆工艺流程图PTA (催化剂) 至储罐过滤包装聚酯漆包线漆生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入PTA、催化剂,按工艺要求均匀升温至200℃,进行酯交换反应;1.2继续升温至230℃,反应釜开始抽真空,缓慢抽真空至-0.098MPa,终点合格后,停止抽空,停止加热,加入甲酚、二甲苯溶解,出漆至稀释釜;1.3继续向稀释釜加入甲酚、二甲苯、C9、丁酯,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
二、聚酯亚胺漆包线漆工艺流程图DMT (THEIC)至储罐过滤包装聚酯亚胺漆包线漆生产工艺:1.1将乙二醇、DMT、THEIC、按比例投入反应釜,均匀升温至200℃,进行酯交换反应;1.2酯交换反应完成后,降温至160℃,将物料TMA、MDA分成6份, 继续向反应釜投入第一份物料,均匀升温至230℃,进行亚胺化反应,在230℃保温3hr;1.3降温至160℃,继续投入第二份物料,重复1.2程序,直至6份物料投料完毕;1.4取样测试终点,合格后,停止加热,加入甲酚、二甲苯溶解,然后出漆至稀释釜;1.5向稀释釜继续加入甲酚、二甲苯、C9、添加剂,取样测试粘度、固体含量,合格后,出漆至储罐或过滤包装。
三、OH树脂工艺流程图至储罐OH树脂生产工艺:1.1按配方比例向反应釜投入乙二醇、甘油,继续向反应釜投入DMT、催化剂,升温至160℃,进行酯交换反应;1.2、继续投入苯酐,分水器加入二甲苯,升温至200℃,进行回流脱水;1.3、回流完毕,分水器放出二甲苯,190℃保温,反应釜缓慢抽真空至-0.098mPa,至终点。
解除真空,停止加热,加入甲酚溶解搅拌0.5hr,加入二甲苯,然后出漆至稀释釜;1.4、向稀释釜加入甲酚、二甲苯,取样测试粘度、固体含量,合格后,出漆至储罐待用。
四、封闭树脂工艺流程图至储罐封闭树脂工艺:将液化MDI、二甲酚按比例投入反应釜,升温至110℃进行加成反应,终点控制合格后,出漆至稀释釜加溶剂稀释,测试合格后,出漆至储罐待用。
漆包线制造工艺流程

冷卻 引取 上臘 排線
收線
漆包線冷卻 控制速度、引力 增加漆包線表面滑性 成品收線軸內寬排線調整
附表單二
1. 首 件 檢 查 : 換 規 格 、 種 類 2. 自 主 檢 查 : 每 次 下 線
表三:漆包线成品入库检查流程
全檢
針孔 完成外徑 外觀 漆膜厚度 電阻
鹽水粉酞試驗 鐳射檢查 目視檢查 鐳射測量 電阻計
繞線
過Байду номын сангаас模
定期二個月一次眼模點檢
收線
下線
1. 首 件 檢 查 : 換 規 格 、 眼 模 2. 自 主 檢 查 : 每 軸 一 次
1. 中 伸 : 2.6mm0.50mm 2. 细 伸 : 1.0mm0.10mm 3. 极 细 伸 : 0.50mm— 0.18mm0.05mm
表二:漆包线工艺流程
退火(燒燉) 蒸汽 冷卻 風幹 烘幹
抽樣每規 格 4—8 軸/ 天
抽樣每規 格 2—4 軸/ 天
凡立水種 類 2 軸/天
耐壓
伸長率 直焊性 曲伸性 耐磨性
耐熱衝擊
自動升壓擊穿法
伸長機 焊錫爐 伸 長 /捲 繞 法 耐磨試驗機
恒溫箱
凡立水種 類 1 軸/天
參考測試
耐軟化 柔軟度
恒溫箱 附表單三 柔軟試驗機
塗布
烤漆
連續銅線軟化
防止高溫燒燉之後銅線與空氣中氧化反應。
水槽冷卻
銅線表面積水處理。
1.毛 氈:壓 線、表 面 清 潔、凡 立 水 過 濾 漆 包 線 表 面 光 滑 。
2. 漆 缸 : 凡 立 水 預 熱 、 迴 圈 到 漆 槽 。 3. 漆 輪 ( 滾 筒 ): 運 轉 控 制 漆 膜 厚 度 。 4.塗布凡立水: 2—7 回 5.點檢漆溫:1 次/H 溫度點檢:1 次/H
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Adjust vanish heating 10 temperature
(调整涂料温度)
5◆
Baking (烘焙)
Cooling (冷却) Lubricating(润滑)
11
Dielectric breakdawn voltage (绝缘破坏电压)
1.Adjust array of enamels dies
Various characteristics whether with standard 17 consistent (各项特性是否与检验标准
(漆包线的尺寸、外观、 针孔、破坏电压、耐软化
相符合)
、耐热冲击性等)
Part No(零件号): Part name(零件名称): 漆包圆铜线 Date/Version(日期/版本):
12
Adjust baking temperature (调整烘焙温度)
13
Adjust baking temperature (调整烘焙温度)
Adjust quantity of cooling 14 wind
(调整冷却风量)
Adjust quantity or variety of 15 Lubricating oil
Correct packing (包装要正确)
22
Product identification (产品的辨认)
21
Per packing instruction (按照包装说明书)
22
Label,classification (标签、等级)
14
●
Shipping (运输)
23
Ship correct products (运送正确的产品)
11
(调整涂装眼模排列) 2.Adjust baking temperature
(调整烘焙温度)
12
Softening resistance (耐软化)
Heat shock resistance 13 measure up
(耐热冲击性合格)
14
Appearance of (外观)
wire
15 Static friction (滑性)
23 Label(按照标签)
5
Product identification (产品辨认)
5
Label, classification (标签、等级)
4
●
Raw material to workshop (原材料送进车间)
Copper wire put out (放线)
Copper wire drawing (伸线)
6
Deliver to workshop (交付给车间)
No.
KPC
No.
(关键产品特性)
Key Control Characteristic KCC (关键控制特性)
制造 搬运 储存 检验
7
●
Magnet wire to warehouse (漆包线成品入库)
18
Deliver to warehouse (入库)
18
Inventory Control (记录好数量)
19 Dimension(尺寸)
19 Micrometer(分厘卡)
11
■ Final inspection (最终检验)
20 Appearance(外观)
20 Sight check(目视)
12 ◆ 13
Packing (包装)
▲
Finished products storing (成品的储存)
21
7
appearance of bare copper wire (外观)
8
dimension of bare copper wire(尺寸)
6
Inventory Control (记录好数量)
7
Adjust path of wire (调整线走径)
8
Adjust array of dies (调整眼模排列)
(调整润滑油量或品种)
Coiling (卷取)
16
Dimension of magnet wire (尺寸)
16
Adjust tensility of coiling (调整卷取张力)
Dimension 、appearance、
6
■
Magnet wire inspection (检查漆包线成品)
pinhole、breakdawn voltage、softening 17 resistance、Heat shock resistance of magnet wire
Copper wire annealing (烧钝)
Copper wire enameling (涂漆)
9
Elongation & pliability of wire (伸张与柔软性)
10
Appearance of (外观)
wire
9
Adjust annealing temperature (调整烧钝温度)
t
e
m
Operation Description (操作步骤)
Key Product Characteristic
No.
KPC
No.
(关键产品特性)
Key Control Characteristic KCC (关键控制特性)
制造 搬运 储存 检验 ■ Copper material (铜材原材料)
Material appearance, 1 dimension
(材料的外观和尺寸)
1 Test report(检查成绩表)
1
insulated vanish( 绝缘涂料)
2
Non volatle & viscosity (不挥发份及黏度)
2 Test report(检查成绩表)
Supplementary material receiving inspection(辅助材料的接收检验) 1) DIES(眼模) 2) lubricant(润滑剂)
Part No(零件号): Part name(零件名称): Date/Versionrt(过程流程图)
Edit(编辑): Check(核对): Page: 1 of 2
making ◆
move ●
storing ▲
inspe■ction
I
Operation(操作)
3
Spec., model (说明书、样式)
3 Test report(检查成绩表)
2
●
Raw material to warehouse (原材料入库)
4
Deliver to warehouse (交付给仓库)
4
Inventory Control (记录好货品总量)
3
▲
Raw material storing (原材料的储存)
Process Flow Chart(过程流程图)
Edit(编辑): Check(核对): Page: 2 of 2
making ◆
move ●
storing ▲
inspe■ction
I
Operation(操作)
t
e
m
Operation Description (操作步骤)
Key Product Characteristic