纳秒脉冲电流提高微细电化学加工精度的研究
μs级可调脉冲电源及微细电解加工应用
( n u U i r t o ce c n e h o g , u ia 3 0 1 H A h i nv sy f i ea dT c nl y H ann2 2 0 ,C N) e i S n o
Ab t a t D v lp d t e c t o e a d t oi g P o e s d t e t a o e E e t c e c lmir c i i g b sn sr c : e eo e h a h d n o l . r c s e h r l ft l cr h mia c o ma h n n y u i g n i h o
4 微细 电解 ̄ -试验 jr n-
在 D K 10 J3 5 数控电解加工机床上 , 进行了一些微
细 电解 加工 的试验 。
具 ”, 它直接影 响到加 工 尺寸精 度和加 工质 量 。 所 设计 的 阴极 应 当能提供 溶解 表面需 要 的电流分
广泛应 用于 加工制 造业 中 。
之 问 的问隙大 、 阻力 小 , 量 电解 液 由此 间 隙流 走 , 大 而
不易流过工件 的细槽 。此 外 , 细槽 的流程 长, 出口 进 窄 , 而 产生缺 乏 流体 的死 水 区 。在死 水 区没有 或 很 从
少有 电解 液通 过 , 件 的溶 解速 度将低 于其 他部位 , 工 加 工 时就容 易产 生火花 或短 路 。
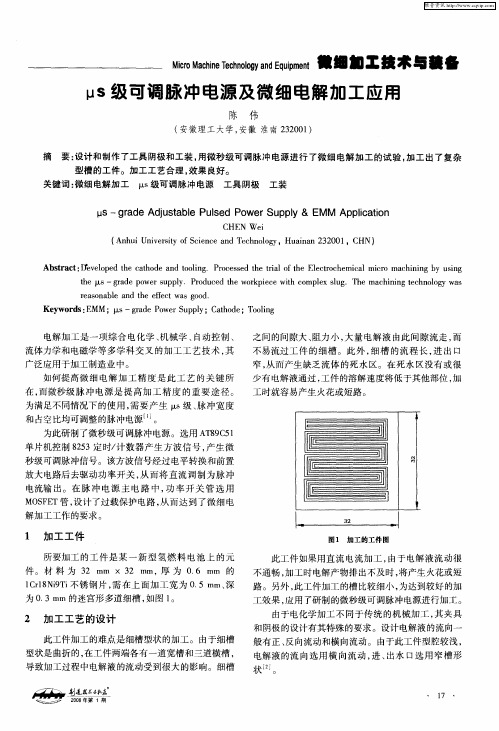
1 r8 iT 不 锈 钢 片 , 在上 面加 工 宽 为 0 5mm、 ClN9 i 需 . 深
为 0 3mm 的迷宫形 多道 细槽 , 图 1 . 如 。
路 。另外 , 此工件加工 的槽比较细小 , 为达到较好的加 工效果 , 用 了研 制 的微秒级 可调 脉 冲电源进行 加工 。 应 由于电化学加工不 同于传统 的机械加工 , 其夹具 和 阴极 的设 计有 其特 殊 的要求 。设计 电解液 的流 向一
纳秒脉冲微细电化学加工的理论及试验_张朝阳

的加工间隙有关。 工件上的加工区域极间间隙最小, 电解液电阻也最小,记为 R1,决定双电层电容充放 电的时间常数τ1=R1C; 非加工区域离工具阴极较远, 电阻较大,记为 R2 ,时间常数 τ2=R2C 。正是由于 τ1<τ2,造成了加工区和非加工区施加相同的脉冲电 压却产生不同的过电位[6]。 根据电化学极化的 Butler-Volmer 方程,电极上 双电层的过电位 φ 影响电化学反应的电流密度 i ⎛ β nF ⎞ (5) i = i 0 exp ⎜ ϕ ⎜ RgTa ⎟ ⎟ ⎝ ⎠
∗ 航空科学基金(04H52055)和南京航空航天大学博士学位论文创新与创 优基金(BCXJ04-09)资助项目。20060208 收到初稿,20060812 收到修 改稿
前后电极/溶液界面上所发生的物理、化学变化和 电极反应的等效电路,探讨其加工机理。而直流电 解加工和普通脉冲电解加工,都是利用电极过程进 入稳定状态后的电化学反应实现工件材料的去除加 工,常用极化曲线研究,属于稳态加工过程。 本文根据电化学原理建立了纳秒脉冲微细电解 加工的理论模型,分析了影响微细电解加工精度的 工艺因素;并利用所构建的微细电解加工系统,进 行微细电解加工试验,实现了微米级工具电极的制 作和工件微细结构的加工。
i0 ——交换电流密度 β ——电极反应的传递系数 Rg ——气体常数 Ta ——绝对温度 根据法拉第定律:电极界面上发生电化学反应 物质的量 V 与通过的电量和材料的电化学当量成正 比。对于脉冲电解加工,每个脉冲周期 Tp 内的电量 相同。因此电化学去除量为 ton t V = ω Itm = ω m ∫ i (t )Adt = 0 Tp
第 43 卷第 1 期 2007 年 1 月
机 械 工 程 学 报
纳秒脉冲激光在材料表面微纳加工中的应用研究
纳秒脉冲激光在材料表面微纳加工中的应用研究激光技术作为一种高精度、高效率的加工工具,已经广泛应用于许多领域,如微电子制造、光电子学、材料科学等。
纳秒脉冲激光作为一种重要的激光加工技术,具有超快的加工速度和微米级以上的加工精度,因此在材料表面微纳加工中具有广阔的应用前景。
纳秒脉冲激光加工是利用激光在材料表面形成极高能量密度的瞬态过程,通过激光与材料之间的相互作用来实现对材料进行微纳加工。
在纳秒脉冲激光加工中,激光脉冲的能量密度、功率密度和时间尺度等参数都非常重要,它们直接影响着加工结果的质量和精度。
首先,纳秒脉冲激光加工可用于材料的刻蚀和切割。
纳秒脉冲激光能够在材料表面产生高能量密度的局部区域,使材料发生瞬态蒸发,从而实现刻蚀和切割。
通过调整激光脉冲的能量密度和扫描速度等参数,可以控制刻蚀的深度和尺寸,实现对微米级结构的加工。
其次,纳秒脉冲激光加工还可用于材料的表面改性。
通过控制激光脉冲的能量密度和扫描模式,可以实现对材料表面的表面熔融、再结晶和氧化等过程,从而改变材料的表面性质。
例如,在金属表面加工过程中,纳秒脉冲激光可以形成微米级的微凹坑结构,从而增加材料的表面积和表面粗糙度,提高其光吸收率和润湿性能。
此外,纳秒脉冲激光加工还可用于材料的微纳结构制备。
通过激光脉冲与材料之间的相互作用,可以在材料表面形成微纳米级的结构,如微孔、微凸起和微槽等。
这些微纳结构具有独特的光学、电学和力学性质,可以应用于光学元件、微电子器件和生物传感器等领域。
在纳秒脉冲激光加工中,加工参数的优化对加工质量和效率具有重要影响。
例如,激光脉冲的重复频率、波长和脉冲宽度等参数会直接影响到加工的速度和精度。
同时,对于不同材料的加工,需要针对性地设计与优化激光参数,以充分发挥纳秒脉冲激光的优势。
此外,纳秒脉冲激光加工还面临一些挑战和难题。
例如,在加工过程中产生的热效应和应力效应可能会对材料的性能产生不利影响。
因此,如何减小热效应和应力效应,以及实现高效、精确的加工仍然是一个研究的重点。
纳秒级脉冲电流电解加工定域性的试验研究
部 位也 可能会 出 现材 料 去 除 , 这种 现 象 通 常 称 为杂 散腐蚀 。杂散腐 蚀对加 工精度 及 加工效 果有 很大 的
影响 , 在微 小零 件 的加 工 中 , 种 影 响 更 为 严重 . 而 这 .
微 细 电解加 工 提供 了一些 帮助 。
l 试 验 装 置 与 方 法
这 方面 的研 究 尚在起 步阶段 。 本 文分 别 使用 纳秒 级脉 冲 电 属镍 的 电 解微 小 孔 的 试 进
验 研究 , 其 加 工 的定 域 性 进 行 了分 析 、 较 , 出 对 比 得 电 解 加 工 中 影 响 定 域 性 的 一 些 因 素 , 进 一 步 研 究 对
c l a i n i a i to n ECM sng na o e o d p lep w e . W ih a rs n pus r to nd v la e,t e lc l z u i n s c n us o r t ie i le du a in a o tg h o a— ia in g a al e c d. z t r du l r du e o y K e r s:ee to h m ia ir y wo d lc r c e c lm coma hi ng;na o e o d pus c ni n s c n le; lc l a i n o ai to z
由于电解 加工具有 生产 率高 、 面质量 好 、 具 表 工
无 损 耗 、 材 料 硬 度 无 关 等 优 点 , 用 来 加 工 形 状 复 与 常
加 工 精 度 得 到 提 高 。 最 近 几 年 , 外 对 微 细 电 解 加 国
工 的定域性 方 面 已做 了很 多 研究 , 出 了许 多 相关 提
微小孔的电解加工工艺研究
微小孔的电解加工工艺研究陈辉;王玉魁;王振龙【摘要】为了研究微小孔的电解加工工艺,采用在线加工的微细电极和超短脉冲电压,以及复合电解液电解加工微小孔.通过在线加工电极,避免了电极的二次装夹,提高了加工孔时的定位精度.实验中,分析了不同种类的电解液及其浓度、加工电压以及脉冲宽度对微小孔加工精度的影响.实验结果表明,添加络合剂的钝化电解液既能溶解阳极的电解产物,避免发生短路,提高了加工的稳定性,又不会增大加工间隙.而超短脉冲电压能明显减小微小孔加工的侧面间隙,并保证孔直径的一致性.【期刊名称】《电加工与模具》【年(卷),期】2010(000)006【总页数】5页(P17-20,31)【关键词】微细电解;微细电极;微小孔;超短脉冲电压【作者】陈辉;王玉魁;王振龙【作者单位】哈尔滨工业大学微系统与微结构教育部重点实验室,黑龙江哈尔滨,150001;哈尔滨工业大学机电工程学院,黑龙江哈尔滨,150001;哈尔滨工业大学微系统与微结构教育部重点实验室,黑龙江哈尔滨,150001【正文语种】中文【中图分类】TG662微小孔结构在微小机械零件加工中占有重要的比重。
一般将直径0.3~1.0mm的孔称为小孔,将直径<0.3mm的孔称为微孔。
微小孔的应用十分广泛,如燃料喷嘴(内燃机)、化纤细丝喷嘴、医用流量计、喷码机喷嘴等的微小孔加工[1]。
微小孔的加工方法有机械钻削、冲压、电火花加工、超声加工、激光加工、电子束加工和离子束加工等。
与其他加工方法相比,由于电解加工金属是以离子形式去除,对材料的破坏小,几乎没有切削力,很适合金属材料的微细加工[2]。
电解加工微小孔的方法有多种。
如:掩膜电解加工可在镍、钼、不锈钢等金属材料上加工微小孔,用于喷墨打印机喷嘴和MEMS器件[3];喷射电解液电解加工,可在钛表面快速加工数百个孔,在曲面上也能加工出高深径比的孔,但它的加工精度与掩膜加工相比低很多[4]。
德国的研究人员采用纳秒超短脉冲电源,可把工件上的电化学反应限制在几微米的范围内,为电化学微细加工金属材料奠定了基础。
基于超短电压脉冲的Cu_(2)O微区电沉积研究
基于超短电压脉冲的Cu_(2)O微区电沉积研究麦满芳;廖彬;曾珊;王金凤;郭燕玲;马信洲【期刊名称】《表面技术》【年(卷),期】2024(53)6【摘要】目的实现基于纳秒级超短电压脉冲的Cu_(2)O微区电沉积。
方法开发了可视化超短电压脉冲微区电化学加工系统,通过脉冲发生器施加纳秒长的超短电压脉冲到微电极与工作电极之间使局部极化发生,采用原位倒置光学显微镜实时监控微区电沉积的动态过程。
使用扫描电子显微镜对Cu_(2)O微结构的微观形貌进行表征,研究不同加工参数,包括电极间距、脉冲长度和微电极运动速度对微区电沉积Cu_(2)O的尺寸及微观形貌的影响。
结果电极间距、脉冲长度和微电极运动速度均对沉积的Cu_(2)O微圆盘的直径和晶粒形貌有显著影响。
电极间距的增大,使沉积的Cu_(2)O微圆盘的直径和晶粒尺寸均有所减小。
电压脉冲长度越小,Cu_(2)O 微圆盘的面积越小。
微电极移动的速度越快,Cu_(2)O微圆盘的直径越小,结晶性变差。
电极间距为14µm、脉冲长度为30~40ns以及降低微电极运动速度能够获得轮廓清晰的微区电沉积结构。
结论基于纳秒级超短电压脉冲可视化微区电化学加工系统成功地在ITO导电玻璃表面沉积了直径为50~100µm的Cu_(2)O微圆盘,为高效率Cu_(2)O基光电器件的微加工提供了简单有效的方法。
【总页数】7页(P183-189)【作者】麦满芳;廖彬;曾珊;王金凤;郭燕玲;马信洲【作者单位】佛山科学技术学院物理与光电工程学院;佛山科学技术学院粤港澳智能微纳光电技术联合实验室;佛山科学技术学院材料科学与氢能学院【正文语种】中文【中图分类】TB34【相关文献】1.基于微能脉冲的微纳米尺度沉积与去除可逆加工技术研究2.微区电沉积技术及其研究进展∗3.基于水动力能量分析确定有利沉积微相带分布研究--以下寺湾油田研究区延9储层沉积微相划分为例4.基于电吸收调制晶体(EAM)的超短光脉冲特性研究5.基于BP神经网络的脉冲电沉积Ni-TiN纳米镀层腐蚀行为预测研究因版权原因,仅展示原文概要,查看原文内容请购买。
微细电化学加工纳秒脉冲电源的研制

civd th m m ,h aa ees f h o e sp l cnb dutdo n ytehs cr— hee .A es et e tep rm t epw r u py a eajs nl eb ot o t a i rot e i h n
p tr o he ee to h m ia ir -ma h n n y tm . Th y tm e t n ia e t a a a ee s s c s u e ft l cr c e c lm c o c i i g s se e s se t ssi d c t h tp rm t r u h a
相 较 于其他 微 细加 工 方 法 , 细 电化 学 加 工 具 有 微
非 接触 、 削 力 、 热 熔 除等 特 点 , 无切 无 已经 在 某 些 特 殊
的微 细 加 工 场 合 获 得 较 好 效 果 。利 用 这 种 工 艺 ,
德 国 Fi H b r 究 所 、 国 的 I M 以及 国 内的 r — ae 研 z 美 B
滤 波 , 成 直 流 电 压 。。 电 路 存 在 外 部 干 扰 时 , 形 : 若
南京 航 空航 天 大 学 胡 、 海 交 通 大 学 等机 构 先 后 J上
制作 了微米 量级 的微 孔 、 、 与 其他 微细 结构 。 槽 坑
电源及 其 品 质 是 微 细 电 化 学 加 工 的 关 键 影 响 因
数, 产生高频脉冲控制信号。结构如图 4 主要由单片 ,
机及外 围电路 、 P D及 控 制逻 辑 、 线 驱 动及 极 问脉 CL 总
冲采样 与转 换 电路构 成 。
图 2 脉 冲 电源 的主 电路
图 中的 删
超短脉冲微细电解加工电源及工艺试验

( trl c neE io ) Na a S i c dt n u e i
文章编号 :10 —6 X(0 8 0 —0 50 0 055 2 0 )8 07 —4
超 短 脉 冲 微 细 电解 加 工 电源 及 工 艺 试 验 术
特别 要求 .
( )电流容量 较 小 . 据 欧姆定 律 : 3 根
, o / =U ' A A () 2
效、 稳定的纳秒级微细电解加工脉冲电源. 本研究中 提 出一种 新 型的斩 波 式 超 短 脉 冲 电解 加 工 电源 , 其 最 窄脉 宽可达 10 s 大大 改善 微细 电解 的效 果 . 0 , n
( )电源 的输 出波 形 为 脉 冲 波 , 脉 冲上 升 和 1 且 下 降沿 应 不超过 最 小脉 宽 的 2 % . 频 率 - 占空 比 0 其 厂 、 D、 冲宽度 t 是 微 细 电解 加 工 电源 最 重 要 的Fra bibliotek 数 脉 。
之 一 , 者 之间 的关 系为 三
t = / 。 Df () 1
对 于微 细 电解加 工 电 源 , 般 希 望 其 频率 尽 可 能 地 一 高, 这也 是微 细 电解 加工 电源 的 主要发 展方 向之 一. ( )电源输 出 的额定 电压 在 15~1. 围 2 . 00 V范 内连续 可调 ( 由连 续 可调 变 压器 调节 ) 峰值 电压 越 .
小, 加工 的精 度越 高 , 实现 微米 级精 度加 工 的 电压 一 般在 5V 以下 , 压 精 度 一般 为 ±5 , 波 系 数无 稳 % 纹
弱了散蚀能力 , 加工问隙大大降低 , 加工精度显著提 高 J国外 研制 的纳秒 级 脉 冲 电 源 已接 近 于 投 入 实 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纳秒脉冲电流提高微细电化学加工精度的研究张朝阳1 朱 荻21.江苏大学,镇江,2120132.南京航空航天大学,南京,210016摘要:分析了电极反应的暂态过程,探讨了超短脉冲电流提高电化学加工精度的机理,并根据法拉第定律和巴特勒伏尔摩方程建立了电化学暂态加工的数学模型。
在微细电化学加工系统中,采用纳秒级的超短脉冲电流,通过加工试验验证了理论分析,加工出了直径为20μm 的微小孔。
关键词:微细电化学加工;纳秒脉冲电流;理论模型;加工精度中图分类号:T G662 文章编号:1004—132X (2008)14—1716—04R esearch on Improving the Machining Accuracy of Micro -ECM by N anosecond Pulse CurrentZhang Zhaoyang 1 Zhu Di 21.Jiangsu U niversity ,Zhenjiang ,Jiangsu ,2120132.Nanjing University of Aeronautics and Ast ronautics ,Nanjing ,210016Abstract :According to t he t ransient p rocess of electrochemical reactions ,t he mechanism of t hat ult ra -short p ulse current can imp rove t he machining accuracy of ECM was investigated.And t he t heoretical model of ECM transient process was developed based on t he Faraday ’law and Butler -Volmer equatio n.The t heoretical analysis was verified wit h t he subsequent machining experiment s.U sing t he application of nano second p ulse current ,t he micro -hole wit h 20μm in diameter is machined in t he micro -ECM experimental system.K ey w ords :micro -ECM ;nanosecond p ulse current ;t heoretical model ;machining accuracy收稿日期:2007—07—02基金项目:国家自然科学基金资助重点项目(50635040)0 引言电化学去除加工技术———电解加工(elect ro 2chemical machining ,ECM )是利用电化学反应溶解去除工件材料,实现成形加工的制造技术。
由于工件被加工表面不会出现熔凝层、热影响区和残余应力等加工缺陷,而且工具电极不存在损耗等特点,使其具有一定的优势,尤其是对于毫米或微米级的微小零件的加工更是如此[1,2]。
然而,电化学加工过程中的杂散腐蚀现象会严重影响微细加工的精度。
最近国外的研究人员在电解加工系统中采用参比电极和辅助电极技术,精确控制电极电位,并利用纳秒脉冲电源,抑制杂散腐蚀作用,实现了微米级去除量的可控电化学反应[3]。
本文通过纳秒脉冲电解加工与一般电解加工的比较,分析了纳秒脉冲对电化学反应的影响作用。
根据电极反应的暂态过程,探讨纳秒脉冲微细电解加工的机理,建立加工过程的数学模型,并利用加工试验验证所作的理论分析。
1 纳秒脉冲电解加工的特点纳秒脉冲电解加工作为一项新技术与以往的电解加工有很大区别。
一般电解加工采用直流电源,对工具阴极和工件阳极连续供电,电解液流过两极之间的加工间隙构成导电通路。
阳极表面在电化学反应作用下不断溶解,实现工件材料的去除,加工效率高,但加工精度只有012~017mm 。
为提高加工精度,脉冲电源逐渐替代了直流电源。
脉冲电解加工时电源周期间歇供电,利用加工过程中压力波的脉冲效应产生去极化、散热的效果,提高加工间隙内流场、电场的均匀性以及加工过程的稳定性,强化电流效率η对电流密度i 的非线性特性。
早期的脉冲电解以低频(数十赫兹)宽脉冲(毫秒级)电流周期供电,使加工精度提高到了011~012mm 。
但加工效率较低,脉冲效应未能充分体现。
于是研究人员提出了高频(千赫兹)窄脉冲(数十微秒)电解加工,脉冲效应随着频率提高而相应加强,使电解加工的非线性特性被进一步强化。
同时脉宽变窄,使单个脉冲能量减小,导致间隙热平衡温度下降,稳定加工的最小间隙变小,加工精度可以达到50μm ,使其进入了微细加工领域。
随着加工精度的提高,加工间隙减小至数十微米,电解产物的及时排出变得越来越困难。
因为金属工件在NaNO 3等非线性电解液中的加工中国机械工程第19卷第14期2008年7月下半月产物会化合成氢氧化物沉淀,阻塞加工间隙,最终导致短路。
而以往排出电解产物通常采用冲液方法,但对于微细电解加工,冲液会造成微细工具电极的振动,严重影响加工精度。
这就需要利用酸性电解液或高速旋转电极,以解决电解产物问题。
由于工具电极直径只有数十微米,其旋转的线速度很低,为了使电解液对流、排出产物,其转速需达上万转,而且对微细电极的形状精度以及加工机床的旋转精度要求很高。
如果采用酸性电解液(如HCl、H2SO4等),电解产物呈溶解状态,不会产生沉淀,就可以使加工间隙减小至几微米[4],但加工中杂散腐蚀比较严重,为了增强定域蚀除能力,进一步提高加工精度,纳秒脉冲电源被应用于微细电解加工中。
纳秒脉冲微细电解加工使用纳秒脉冲电源对电极/溶液界面的双电层进行充电,引起电极极化。
由于电流持续时间非常短,电极极化还未达到稳定状态就进入了脉冲间歇,电化学反应条件不断变化,属于暂态加工过程。
因此应该利用电极过程的暂态分析法,研究通电前后电极/溶液界面上所发生的物理、化学变化和电极间的等效电路,探讨其加工机理。
而直流电解和脉宽在微秒级的脉冲电解都是利用电极过程进入稳定状态后的电化学反应实现工件材料的去除加工,常用极化曲线研究,属于稳态加工过程。
这正是纳秒脉冲电解加工与以往电解加工在加工机理上最重要的区别。
2 纳秒脉冲电解加工的数学模型电解加工是利用金属在电解液中发生电化学阳极溶解的原理,将工件加工成形的。
对于浸入电解液中的金属电极,在通电条件下所发生的变化称为电极反应过程。
该过程主要包括电极界面双电层的充放电过程、电化学反应过程、反应物的传质扩散过程和带电粒子的电迁移过程等几个基本步骤。
金属电极在电极反应过程中会发生电化学极化和浓差极化,使电极电位偏离平衡电位,产生过电位。
电化学极化和浓差极化都是影响电极反应速度的重要因素。
工件材料的蚀除是通过电化学反应实现的,因此需要抑制浓差极化,使电化学反应成为控制电极反应的决定性步骤。
电极表面液层中的带电粒子由于电极反应会造成浓度梯度,并向溶液内部扩散,扩散速度可用扩散电流密度i l反映。
对于纳秒脉冲条件下平面电极的电化学反应,由扩散传质引起的非稳态极限扩散电流密度为i l=nFC0Dπt(1)式中,n为电极反应中的电子数;F为法拉第常数;C0为溶液深处浓度;D为扩散系数;t为电极反应时间。
由式(1)可知,非稳态扩散电流随极化时间的延长而减小;反之极化时间越短,扩散电流越大,浓差极化越小。
对于0.1mol/L的HCl电解液,H+的初始浓度C0=10-4mol/cm3,D=10-5cm2/s,n=1,脉冲电流持续时间t=50ns,可得i l=79A/cm2。
其扩散电流如此之大,说明纳秒脉冲条件下电极暂态过程可以排除浓差极化的影响。
而一般电化学加工主要受浓差极化影响,高频脉冲电化学加工则受浓差极化和电化学极化混合影响,采用高速旋转电极也是为了减小浓差极化。
虽然电极反应过程的理论基础是法拉第定律,但对于浓差极化应根据Fick扩散定律研究其极化过程,而分析电化学极化主要根据Butler-Volmer方程[5]。
在纳秒脉冲的每个周期内,随着脉冲电流对电极/溶液界面双电层的充电,电极上过电位φ逐渐增大;脉冲结束时,φ还未达到稳态值。
工件加工区和非加工区双电层上的过电位随脉冲的变化如图1所示。
其中t on为脉冲宽度;t off为脉冲间隔;E0为阳极工件的分解电位。
图1 电极电位随时间的变化由图1可知,对于纳秒脉冲的电化学极化过程,双电层的充电时间非常短,电极上过电位φ随时间变化,总是处于暂态过程中。
φ的表达式为φ=φ∞[1-exp(-tτ)](2)式中,φ∞为稳态过电位;τ为双电层充放电的时间常数。
当极化时间t≥5τ时,电极电位才能够达到稳态过电位的99%,电极反应过程达到稳定状态。
直流电解和脉宽在微秒级的脉冲电解都是利用电极过程进入稳态后的电化学反应实现加工的。
将式(2)中的指数项用泰勒级数展开,并略去高次项后,可以得到简化式:φ=φ∞tτ(3)对于工具阴极、工件阳极和电解液构成的电纳秒脉冲电流提高微细电化学加工精度的研究———张朝阳 朱 荻化学反应系统,在纳秒脉冲条件下电极暂态过程的加工模型如图2所示。
C d 、R r 、R e 构成了电化学反应的极间等效电路。
根据电路原理,充放电时间常数为τ=RC(4)式中,R 为等效电路电阻,是R r 和R e (或R e )的并联电阻值;C 为双电层的等效电容。
1.电解液2.超短脉冲电源3.工具阴4.电化学反应电阻R r5.非加工区电解液电阻R e6.加工区电解液电阻R e7.双电层电容C d 8.工件阳极图2 电极暂态过程的加工模型等效电路电阻R 与电解液种类、浓度和电极间的加工间隙有关。
工件上的加工区域极间间隙最小,电解液电阻也最小,记为R 1,决定双电层充放电的时间常数τ1=R 1C;非加工区域离工具阴极较远,电阻较大,记为R 2,时间常数τ2=R 2C 。
正是由于τ1<τ2,非加工区时间常数大,电极双电层还未完全充电就进入脉冲间歇的断电阶段,又开始放电,不能达到峰值电压;而加工区的双电层能够完全充电,电极电位接近电压峰值。
于是,造成了加工区和非加工区施加相同的脉冲电压却产生不同的过电位[6]。
电极电位的变化会影响电极界面的电流密度,进而影响电极上进行的电化学反应速度。
根据电化学极化的Butler -Volmer 方程,电极上双电层的过电位φ与电化学反应的电流密度i 的关系为i =i 0exp (βn FR g T aφ)(5)式中,i 0为交换电流密度;β为电极反应的传递系数;R g 为气体常数;T a 为绝对温度。